结晶器液位检测系统的设计与应用
结晶器液位检测系统的设计与应用
摘要:在现代冶金行业中,结晶器液位控制在连铸系统中已经显得越来越重要,它对优质钢种的质量品质、浇铸的安全平稳、操作人员的人力资源的合理优化都有着重要的意义。但由于在结晶器液位控制的过程中存在许多不确定扰动因素,其扰动可能随时不断变化,并且绝大多数的扰动因素都是非线性的,因此无法建立准确的模型,很难使用常规的控制方法,本文介绍的是马钢新区连铸机的结晶器液位自动控制系统。
关键词:结晶器液位检测自动控制系统结晶器液位控制
一、结晶器液位控制系统
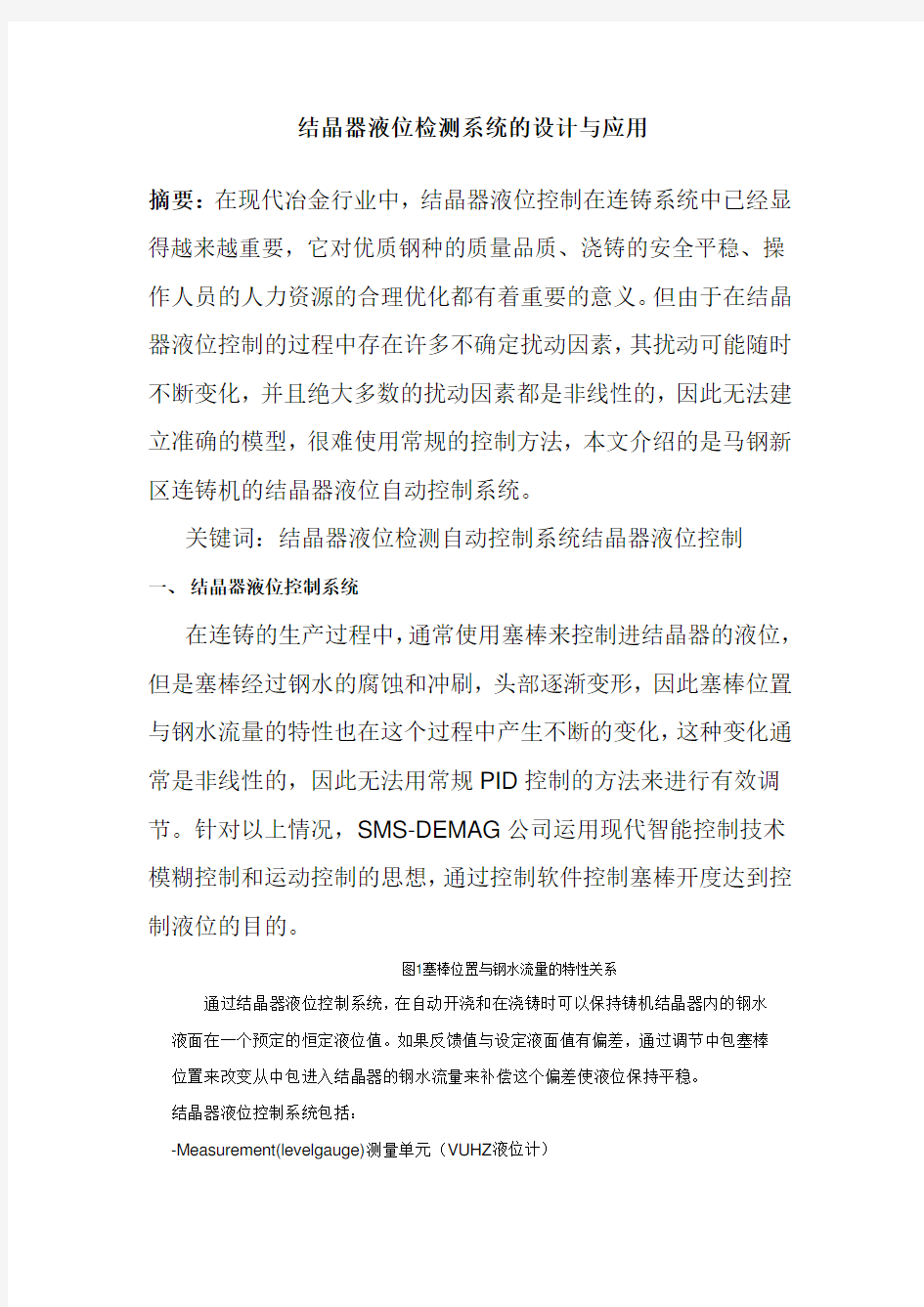
在连铸的生产过程中,通常使用塞棒来控制进结晶器的液位,但是塞棒经过钢水的腐蚀和冲刷,头部逐渐变形,因此塞棒位置与钢水流量的特性也在这个过程中产生不断的变化,这种变化通常是非线性的,因此无法用常规PID控制的方法来进行有效调节。针对以上情况,SMS-DEMAG公司运用现代智能控制技术模糊控制和运动控制的思想,通过控制软件控制塞棒开度达到控制液位的目的。
图1塞棒位置与钢水流量的特性关系
通过结晶器液位控制系统,在自动开浇和在浇铸时可以保持铸机结晶器内的钢水液面在一个预定的恒定液位值。如果反馈值与设定液面值有偏差,通过调节中包塞棒位置来改变从中包进入结晶器的钢水流量来补偿这个偏差使液位保持平稳。
结晶器液位控制系统包括:
-Measurement(levelgauge)测量单元(VUHZ液位计)
-Controlsystem控制系统
-Stopperrodactuatingsystem塞棒执行系统
图2VUHZ液位控制系统示意图
1.1VUHZ液位计
VUHZ检测单元实际上是电磁式的传感器,它通过测量钢水通过磁场时产生的电流来确定钢液面的高度,测量范围为0~300mm。该测量系统集成于结晶器的设计中。安装于结晶器内弧侧的顶部。用于结晶器液位控制系统冷却系统采用直接用铸机的一次冷却水闭环冷却,安装简便快捷。
工作原理:VUHZ系统用于检测实际的结晶器液面,由电磁线圈在通电后产生一个静态的电磁场,电磁场分布取决于传感器的安装位置,当不同液面高度的钢水进入磁场时,会在传感器的二次线圈中感应出不同大小的电压,感应电压由经过放大器进行放大,通过计算单元的处理器进行处理。计算单元系将原来的电压信号转变成4-20mA的模拟量信号,结晶器液位控制采用闭环控制,系统的逻辑控制功能在运动控制器(motioncontroller)内完成。
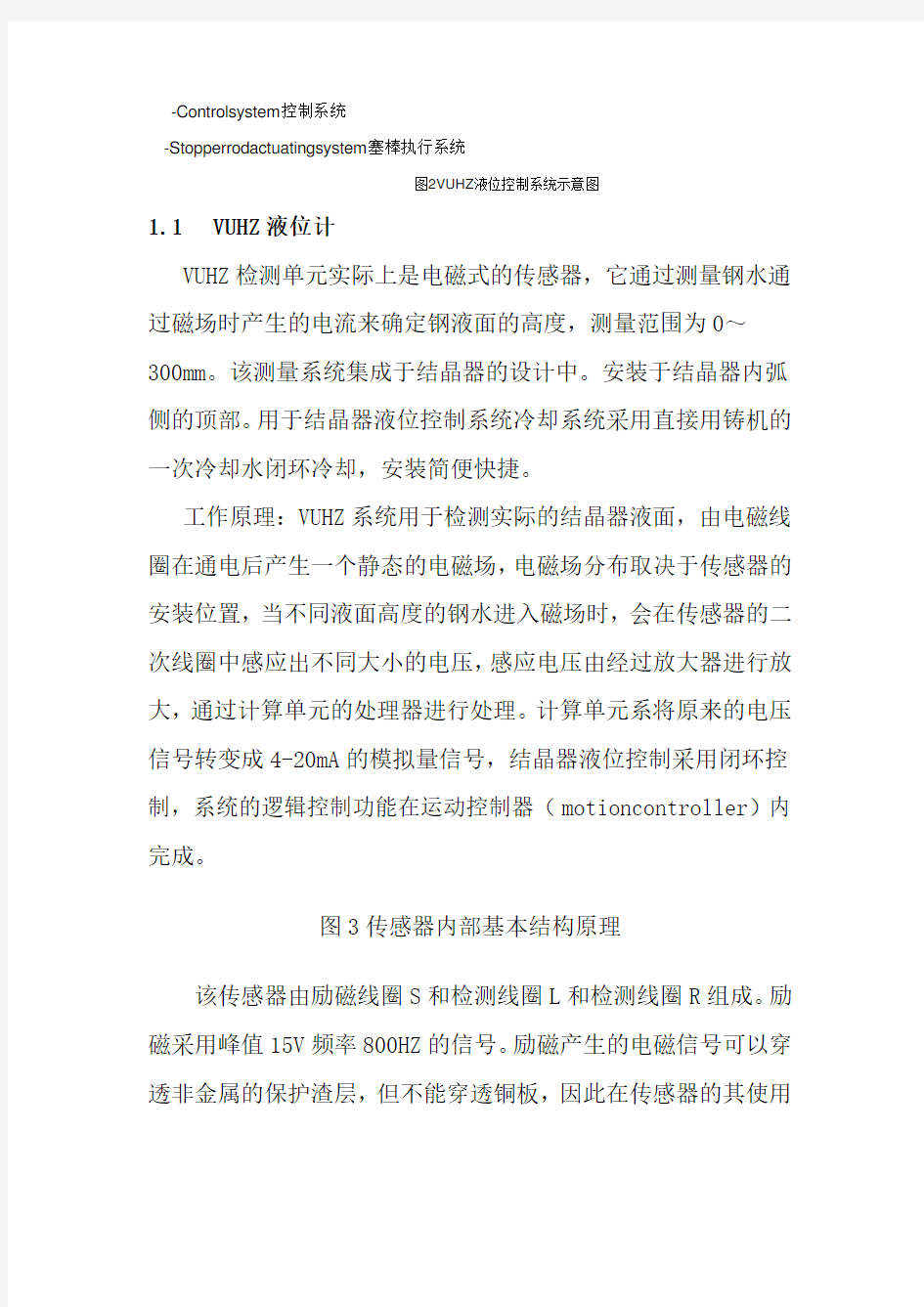
图3传感器内部基本结构原理
该传感器由励磁线圈S和检测线圈L和检测线圈R组成。励磁采用峰值15V频率800HZ的信号。励磁产生的电磁信号可以穿透非金属的保护渣层,但不能穿透铜板,因此在传感器的其使用
铜质的外壳并且为了保正线圈的正常使用不被高温损坏,在外壳和线圈之间通有冷却水。
在VUHZ系统实际工作的过程中,两个检测线圈因为检测到的钢水后产生了电压差,这个电压差与钢液面的高度是成相对应关系的,因此经过计算处理即可得出实际液面。
1.2控制系统
结晶器液位控制系统由下面几个部分组成(图4):
图4VUHZ液位控制系统原理图
(1)微处理器系统给每个操作模式的选择和操作提供逻辑控制。(2)将液位设定值和实际值进行比较,通过软件控制塞棒动作来控制结晶器的液位。
(3)控制系统中的执行元件是伺服阀,它通接收系统中给定的动作信号来控制塞棒的动作,塞棒油缸的位置传感器反应的塞棒是实际开度,系统正是不断的调节塞棒的开度来实现结晶器液位的控制。
(4)一个硬连线回路提供塞棒的紧急事故关断,即使在失电时一个液压蓄能器提供动力用于塞棒关闭。
(5)当中包在预热烘烤位时,在现场控制箱能够安装和测试塞棒驱动系统。
1.3塞棒执行机构
塞棒的机构通过机械-液压系统来定位,通过伺服阀控制一个液压缸来控制塞棒动作,用一个内置的位置传感器检测塞棒的实
际位置。在手动模式下,打开液压缸的旁通阀,塞棒可通过手动杠杆进行操作。对于自动模式,位置控制器接收和比较来自实际液位的反馈值和在自动开浇时的设定值,发出控制指令。位置控制器的输出作为伺服阀动作的基准值。
图5塞棒执行机构
1.4塞棒零位
PLC接收塞棒位置的模拟量信号。这个信号来自于塞棒油缸中的位置传感器,它是塞棒闭环控制系统中的一个部分。在开浇前,需对要对塞棒的初始位置进行标定,这个位置就是塞棒的零位。不过对于不同的中包,不同的塞棒执行机构来说,每次的安装位置都不是完全一致的,因此每次更换中包后,需要重新标零。当中包车开离浇铸位或中包车在预热位的时候将标零开关选择
到OFF位,这时可以复位前一次的标零。
二、系统性能
在早期的结晶器液位控制系统中,采用Co-60来检测结晶器液面的高度,并且不是用塞棒来控制液位,而是采用调节拉坯的速度来匹配结晶器的液位,这种控制方法精度很低,早已不被使用。在目前的板坯连铸结晶器液位控制系统中,绝大多数都是采用塞棒来控制结晶器的液位,而VUHZ系统的出现,就是为了更好地辅助塞棒控制结晶器液位的功能。
但塞棒控制液位系统中也存在一定的缺点,比如说塞棒动作慢,系统的响应时间长,在存在外界扰动的情况下,甚至还可能出塞棒现无规律波动现象,从而导致液位控制的不稳定性,甚至可能导致溢钢事故的发生。
影响塞棒控制的主要因素有以下几类(图6):
图6结晶器液位控制原理
(1)塞棒侵蚀的影响。例如,在浇铸含铝元素较多的钢水时,中包下水口处容易结瘤,从而导致钢水无法顺利的流下,即是所谓的蓄流。
(2)在浇铸含钙元素较多的钢水时,塞棒及水口被逐渐冲刷、侵蚀而改变钢流通道的尺寸和形状,严重影响到塞棒对刚流控制的精度。
(3)由于生产条件的变化,诸如钢水温度变化、中间包水口的钢流量变化,甚至结晶器保护渣的变化都可能会对结晶器液位控制产生影响。
结语
通过在实际的生产中的使用和对液位控制系统运行的状况分析,在正常情况下,自动液面控制时液面的稳定情况要远远优于手动控制。但是,如果铸坯在出结晶器后发生轻微的鼓肚,随着铸坯不断的下拉,钢水不断的被向上挤压也会产生周期性的,类似正玄波的波动,这种在波动也是传统控制手段很难解决的,必须采用精度更高,响应速度更快的控制系统来改善。还有一种情况是由于塞棒吹氩引起的液面波动,这是液位控制系统无法控制和修正的,只能通过减小吹氩的流量来缓解。
另外如果对VUHZ的标零不正确,可能会导致检测到的液面和实际的液面位置有所不符。通过一段时间的使用,该系统的运行还是比较稳定可靠的。
DesignandApplicationofMouldLevelMeasuringSystem
XuXue-jun
Abstract:Withreferencetomodernmetallurgicalindustry,mou ldlevelcontrolhasbecomemoreandmoreimportinthecon-castin gsystem,whichimposeanimportanteffectonthequalityofcasti
ngblank,smoothoperationofcastingandoptimizationofoperat or’’参考文献:
〔1〕吴苏州,张炯明.连铸浸入式水口结瘤现象的研究现状及发展
钢铁研究学报2007年12月第12期
〔2〕于小春,霍一君,王鸿盛.2号连铸机结晶器液位波动的研究
梅山科技2006年第2期
〔3〕姚海明.唐钢薄板坯连铸结晶器液位波动原因
钢铁研究学报2007年6月第19卷第6期
PLC在连铸机结晶器液位控制中的应用
龙源期刊网 https://www.360docs.net/doc/5f3221615.html, PLC在连铸机结晶器液位控制中的应用 作者:魏哲明陈洁 来源:《数字化用户》2013年第04期 【摘要】介绍了唐钢方坯连铸机结晶器液位控制系统的组成、功能特点以及应用情况, 以及基于西门子S7系列PLC的液位闭环过程控制的功能图软件设计方法。由于不同的连铸机结晶器液位控制的思路是类似的,因此不同的系统控制程序修改后是可以移植的。采用功能阁的方法编制PLC的程序具有思路清晰,逻辑严谨,可移植性高等特点。采用PID串级控制器井按照功能图方法编写的程序经过工程实践,结晶器液位在稳定工作时其控制精度在左3mm 以内,系统响应速度快,运行自定可靠,同时减少了编程开发调试时间。 【关键词】连铸结晶器液位控制 PLC 自动控制 一、引言 在我国的钢铁连铸领域,特别是方坯连铸机领域中,自动化水平是相对较低的,在科技快速发展的今天,技术水平落后已经尤为突出。连铸自动化水平的提高,直接关系到对保证铸坯质量、提高连铸机的劳动生产率、增加连铸机的金属收得率起着非常重要的作用。为了提高产品的市场竞争力以及与世界接轨,是世界冶金生产的发展方向。因此,实现PLC自动控制系统在连铸生产过程中非常重要。结晶器液位控制是连铸生产中的重要环节。稳定的液位有利于使铸坯初期坯壳生成,提高凝固坯壳生长的均匀性,有助于液相穴内的杂物上浮,降低铸坯纵裂纹指数,减少表面夹渣,提高铸坯质量,同时大大减少连铸机生产中的拉漏、溢钢事故。 二、自动控制系统设计 结晶器内的液位控制采用流量控制,通过调节中间包裹棒与水口之间的缝隙控制钢水流量,以达到控制结晶器内液位目的。控制器设计为串级控制,共有两个控制器,包括塞棒开度控制和液位控制两个控制环,其中开度环采用P控制器,塞棒位置传感器检测塞棒的实际位置,通过控制器控制液压缸的伺服阀从而控制塞棒位置。液位控制采用PID控制器,将液位检测信号反馈到液位控制器,经调节算法进行运算,得到塞棒调节的位移量,再将位置量传送到开度P控制器。P控制器最终输出信号控制比例阀。开度按制作为内环,液位作为主控制器,这种控制器结构能够改善系统的动态特性,提高系统的工作频率。 三、自动控制系统构成 连铸机的自动控制系统由公用PLC、流用PLC、液位PLC、火切机PLC、电磁搅拌PLC 组成。液位PLC的控制是在正常浇钢条件的情况下,为每个流的液位和拉速控制。
结晶器液面控制探析
天津冶金职业技术学院 毕业课题 结晶器液位控制系统探析 系别机械工程 专业机电一体化 班级 09机械 学生姓名徐冀峰 指导教师张秋菊 2011年9月27日
摘要 连铸是炼钢生产的核心设备。当代高端大型连铸机大多采用多流园弧形连铸机,连铸控制采用二级自动控制系统,即PLC控制和过程控制。在整个系统中,结晶器液位控制是关键技术。液位控制有很多方式,普遍采用的是钴-60液位控制。本文将对钴-60液位控制系统进行探析。 关键词:结晶器,液位控制,过程控制系统
目录 摘要-------------------------------------------------------Ⅰ 1.概述---------------------------------------------1 2.结晶器液位控制原理---------------------------------1 2.1.基础自动化部分---------------------------------------------1 2.2.检测部分--------------------------------------------1 2. 3.结晶器液位控制器------------------------------------1 2. 4.伺服执行机构-------------------------------------2 2.5.液位显示部分-----------------------------------------2 3.系统的组成---------------------------------------2 3.1.基础自动化-P L C系统-----------------------------------2 3.2.液面位置检测部分---------------------------------------3 3.3.结晶器液位控制器-----------------------------------------4 3.4.伺服执行机构---------------------------------5 4.自动浇铸-------------------------------7 4.1.前馈控制-------------------------------8 4.2.比例参数重新调正----------------------------------------8 5.结束语-----------------------------9 6.参考文献:-----------------------------9
结晶器水设计
在方坯连铸中,低、中、高碳钢对结晶器水量的控制有何要求? 09-29 结晶器冷却水量可根据经验按结晶器周边长度计算。对于方坯结晶器冷却水量可取结晶器周边每毫米长度供水2.0~3.0L/min。根据这一原则,可计算出不同断面方坯结晶器的供水量,见表1。 表1 方坯结晶器的供水量 铸坯断面,mm 150×150 120×120 90×90 结晶器供水量,m3/h 72~108 57.6~86.4 43.2~64.8 对于凹陷比较敏感的低碳钢种,结晶器采用弱冷,冷却水量取下限;对于中、高碳钢种,结晶器采用强冷,冷却水量取上限。 矩型坯连铸机二冷水控制数学模型的实现 ?作者:王博弥春霞 ?出处: ?阅读: ?发布时间:2003-11-24 0:00:00 ?供稿:山东莱芜钢铁集团有限公司自动化部钢区车间炼钢站 1 概述 目前钢铁生产厂的铸坯生产大多都采用立弯式连铸机,该类型的连铸机从浇注到成材需要经过两次水冷却,即一次冷却和二次冷却。一次冷却是由结晶器来完成,这个阶段的目的是使钢水冻结成型,然后钢坯进入二冷区,二次冷却水在整个连铸生产阶段是最重要的,它的冷却效果直接影响着钢坯的质量。根据钢坯的规格,对二次冷却水的要求也是不一样的,本文
主要介绍大方坯连铸机的二次冷却水模型。 2 二冷水的工艺简介及控制思路 钢水从钢包注入中间罐后,经由水口进入结晶器进而冻结成型,然后在引锭杆的牵引下钢坯进入二冷区。二冷水的控制方式根据现场实际工艺要求(包括钢种、规格、质量等要求),理论上确定沿浇铸方向预测凝固厚度梯度和温度分布变化,与实测表面温度和拉速来控制冷却水的流量和压力。再经过PID调节对钢坯进行不同程度的冷却。 3 二冷水数学模型的控制方式 首先要对矩形坯连铸机的生产工艺特点及设计控制系统的优缺点进行具体的分析,掌握各设备的控制方法和控制参数,然后确定相应的计算方法。 3.1 二冷水控制方法 配水系统分为结晶器冷却水和二次冷却水两大部分,结晶器冷却为全水冷却,分为宽窄两个回路,水量不同;二次冷却水分四段进行配水控制,即足辊段、Ⅰ段、Ⅱ段、Ⅲ段,共分为七个回路。其中足辊段为全水冷,单一回路。其他三段为水汽喷雾冷却,依据内外弧和窄边分为六个回路。结晶器水量为固定参数,不予调节。二冷各段采用水表控制。 各回路二冷水量分配比: 4.2 主要实验 理论上较理想的配水曲线应该是一条二次曲线:Q=aV2+bV+c,但实际上计算a、b、c系数是十分困难的,所以一般用折线仿真曲线的方法进行配水控制,即每一段的配水根据拉速的变化计算公式为: Qi=Ai*V+Bi V---拉速M/分; Qi---各段水量L/分; Ai,Bi----二冷配水参数,随冷却方式和铸坯断面不同而不同。计算所得Qi值作为每段水量的给定 值,然后PLC按照该给定值进行PID控制。
8-武钢CSP连铸结晶器液面波动控制实践
武钢CSP连铸结晶器液面波动控制实践 朱志强 武钢股份条材总厂 2012-7-10
主要内容 工艺装备与背景概述 典型液面波动的特点及原因 控制液面波动的措施 结论
一、背景与工艺装备 1. 背景 薄板坯连铸机由于结晶器厚度薄,容积小,其流动强度是传统厚板坯铸机的3-4倍,高拉速下容易产生液面波动,极易发生卷渣,恶化保护渣的熔化、润滑与传热,导致薄板坯出现裂纹、凹陷、夹杂等质量缺陷,严重时还将导致漏钢事故。
2.武钢CSP连铸机主要设备工艺参数 3250mm 弯曲半径10305mm 冶金长度 18185mm 铸机长度 5段7个冷却区,17个冷却回路扇形段数 自动(Co60放射源)结晶器液面控制 1100mm 结晶器长度 漏斗型冷坯宽度:900—1600mm 结晶器类型 72mm结晶器:70—50mm (液芯压下后)92mm结晶器:90—70mm (液芯压下后)浇铸厚度(扇形段5出口): 72/92mm 浇铸厚度(结晶器出口) 900—1600mm 浇铸宽度(标称或冷宽度) 2.8—6.0m/min 拉速 33t 中包容量 170t 钢包容量 技术参数项目
二、结晶器液面波动的特点及原因分析 实际生产中,拉速、过钢量的变化对液面波动的影响是显著的,但除此之外,浇注过程中仍出现了一些异常情况导致的结晶器液面波动,这些异常导致的结晶器液面波动现象的特征也是不一样的。 根据这些结晶器液面异常波动的特点,结晶器液面波动可分为: ·包晶反应与鼓肚现象 ·共振现象 ·液位检测与控制系统故障 ·结晶器流场异常
1.包晶反应与鼓肚现象 鼓肚现象是连铸过程中的常见现象,常见于高拉速、大断面铸坯尺寸的钢种连铸生产条件下,主要原因是冷却不足、坯壳强度不足以抵抗钢水静压力,导致铸坯在两排辊子之间产生鼓肚,鼓肚时产生泵吸效应,导致结晶器液面下降,随着拉坯的进行,鼓肚区域在同一排辊子之间被挤压,液相穴内钢水又回流到结晶器内,导致结晶器内钢水又迅速上涨,如此反复,结晶器内液面呈有节奏的锯齿状的波动。 包晶钢因其包晶反应,坯壳在结晶器内收缩剧烈且不均匀,传热减弱,坯壳厚度减薄,铸坯进入二冷区后,钢水静压力增加后也会发生因鼓肚导致的液面波动。
结晶器液位检测系统的设计与应用
结晶器液位检测系统的设计与应用 摘要:在现代冶金行业中,结晶器液位控制在连铸系统中已经显得越来越重要,它对优质钢种的质量品质、浇铸的安全平稳、操作人员的人力资源的合理优化都有着重要的意义。但由于在结晶器液位控制的过程中存在许多不确定扰动因素,其扰动可能随时不断变化,并且绝大多数的扰动因素都是非线性的,因此无法建立准确的模型,很难使用常规的控制方法,本文介绍的是马钢新区连铸机的结晶器液位自动控制系统。 关键词:结晶器液位检测自动控制系统结晶器液位控制 一、结晶器液位控制系统 在连铸的生产过程中,通常使用塞棒来控制进结晶器的液位,但是塞棒经过钢水的腐蚀和冲刷,头部逐渐变形,因此塞棒位置与钢水流量的特性也在这个过程中产生不断的变化,这种变化通常是非线性的,因此无法用常规PID控制的方法来进行有效调节。针对以上情况,SMS-DEMAG公司运用现代智能控制技术模糊控制和运动控制的思想,通过控制软件控制塞棒开度达到控制液位的目的。 图1塞棒位置与钢水流量的特性关系 通过结晶器液位控制系统,在自动开浇和在浇铸时可以保持铸机结晶器内的钢水液面在一个预定的恒定液位值。如果反馈值与设定液面值有偏差,通过调节中包塞棒位置来改变从中包进入结晶器的钢水流量来补偿这个偏差使液位保持平稳。 结晶器液位控制系统包括: -Measurement(levelgauge)测量单元(VUHZ液位计)
-Controlsystem控制系统 -Stopperrodactuatingsystem塞棒执行系统 图2VUHZ液位控制系统示意图 1.1VUHZ液位计 VUHZ检测单元实际上是电磁式的传感器,它通过测量钢水通过磁场时产生的电流来确定钢液面的高度,测量范围为0~300mm。该测量系统集成于结晶器的设计中。安装于结晶器内弧侧的顶部。用于结晶器液位控制系统冷却系统采用直接用铸机的一次冷却水闭环冷却,安装简便快捷。 工作原理:VUHZ系统用于检测实际的结晶器液面,由电磁线圈在通电后产生一个静态的电磁场,电磁场分布取决于传感器的安装位置,当不同液面高度的钢水进入磁场时,会在传感器的二次线圈中感应出不同大小的电压,感应电压由经过放大器进行放大,通过计算单元的处理器进行处理。计算单元系将原来的电压信号转变成4-20mA的模拟量信号,结晶器液位控制采用闭环控制,系统的逻辑控制功能在运动控制器(motioncontroller)内完成。 图3传感器内部基本结构原理 该传感器由励磁线圈S和检测线圈L和检测线圈R组成。励磁采用峰值15V频率800HZ的信号。励磁产生的电磁信号可以穿透非金属的保护渣层,但不能穿透铜板,因此在传感器的其使用
结晶器钢水液位自动控制在板坯连铸的应用分析
结晶器钢水液位自动控制在板坯连铸的应用分析 结晶器钢水液位自动控制是板坯连铸工艺运行中的关键模块,对板坯连铸工艺运行安全性、生产效率及质量具有直接的影响。基于此,文章以板坯连铸中结晶器钢水液位自动控制的原理为入手点,简要介绍了板坯连铸中结晶器鋼水液位自动控制的应用技术指标及系统组成,并对板坯连铸中结晶器钢水液位自动控制的应用方案设计及应用效果进行了进一步分析。 标签:结晶器;钢水;液位自动控制;板坯连铸 前言:板坯连铸中结晶器钢水液位自动控制的实现,可以保证结晶器内钢水液位始终恒定,或按照一定规则均匀变化。现阶段通过控制塞棒升降高度调节流入板坯连铸中结晶器钢水流量的流量型液位自动控制法应用较为普遍,且已经形成了较为成熟的理论体系。基于此,对流量型结晶器钢水液位自动控制法在板坯连铸中的应用进行适当分析具有非常重要的意义。 一、结晶器钢水液位自动控制在板坯连铸的应用原理 在板坯连铸工艺运行过程中,中间包内部钢水注入结晶器为浇铸起始点,在进入浇铸环节后,结晶器内钢水液位会随着浇铸速度的变化而变化。然而,板坯连铸工艺要求结晶器内钢水始终保持液位的平衡稳定。这种情况下,利用调节塞棒的方式调节浸入式水口的有效面积,可以在钢水达到一定液位时启动板坯连铸机器,根据结晶器液位设定值,进行钢水液位的自动控制[1]。而在板坯连铸机器停止运行时,可以停止液位调节。特殊情况下,也可以通过调节塞棒,实现板坯连铸工艺的紧急制动。 二、结晶器钢水液位自动控制在板坯连铸的应用 1、技术指标及过程 板坯连铸工艺中结晶器钢水液位自动控制指标主要包括液位控制范围(距离结晶器上口80mm~160mm)、动态液位控制精度(±10.0mm)及其他生产工艺要求的指标。同时要求板坯连铸工艺中结晶器钢水液位自动控制可以实现手动、自动开浇、电动控制,可以实现上下限液位报警及危急时刻应急自动处理。 板坯连铸工艺中结晶器钢水液位自动控制系统主要包括交流无刷永磁伺服控制系统、中间包塞棒开启机构、单回路控制器、PLC、结晶器钢水液位测量仪及记录仪等。其中中间包塞棒开启机构主要用于进行中间包流入结晶器钢水流量的调节。即通过塞棒的上升、下降,对浸入式水口有效面积进行适当调整,由此达到调节流量的作用。在结晶器钢水液位自动控制系统中,塞棒系统主要以电气(交流无刷永磁伺服控制系统)为驱动源,变频器为开关速度主要调节装置,电动机械执行机构可以控制塞棒的上升、下降动作;单回路控制器主要是作为操作人员、工程师站点,执行画面监控操作、数据存储、数据修改等任务,并对结晶
结晶器设计计算
通过结晶器的热流量 通过结晶器放出热流,可用下列计算 Q=LEVP{C1(Te-Tl)+lf+cs(Ts-To)} (3.1)式中:Q:结晶器钢水放出的热量,kj/min; L:结晶器横截面周长,4.012m; E:出结晶器坯壳厚度,0.012m; V:拉速,2.2m/min; P:钢水密度,7.4×10⒊kj/kg·℃; 由此可得: Q=LEVP{C1(Te-Tl)+lf+cs(Ts-To)} =62218kj/min 结晶器水缝面积计算 结晶器的水缝面积与单位水流量(冷却强度)铸坯尺寸的大小以及冷却水流速有关,结晶器水缝面积可用下式计算: F=QkS×106/(3600V)(mm2)(3.2)式中:Qk:单位水流量m3/n·m,经验值取100-500m3/n·m;取100m3/n·m。 S:结晶器周边长度,4×120×103m; V:冷却水流速,取6-10m/s,实际取8m/s; 即结晶器水缝面积为: F+QkS×106/(3600v)=1.67×103mm3 3.5 结晶器的冷却系统 为使结晶器壁有较高的导热系数,在铜壁与冷却水之间不能产生水垢 和沉淀物。由于结晶器的热负荷很高,接触结晶器壁的冷却水有时会达到汽化的温度。为了防止出现水垢,水必须经过软化处理或脱盐处理[9]。 结晶器内冷却水的流量,一般按断面周长长度每毫米2-2.5每毫米计算。经过净化及软处理的水一般都是循环使用。采用封闭式供水系统。充分利用回水系压有利于节能。
3.5.1 结晶器的倒锥度 钢水在结晶器内凝固是因坯壳收缩形成气隙,通常是将结晶器作成倒锥度,后者定义为: △ =(S 上—S 下 )/S 上 ×L (3.3) 式中:△:结晶器的倒锥度 %/m; S 上,S 下 :结晶器的上边口,下边口长; L:结晶器长度。 倒锥度取值不能太小,也不能太大。过小则作用不大,过大则增大了拉坯阻力,甚至卡钢而不能出坯[9]。高碳钢的收缩量大,所以须用较大的倒锥度[7]。高速拉坯时,应采用较小的倒锥度。在此设计中,倒锥度可取0.96%/m,为了不致产生太大的拉坯阻力。实际的倒锥度略小于上述值,约为0.4-0.8%/m。 3.5.2 结晶器冷却水量的计算 单位时间内通过结晶器冷却水缝(水槽)的水量对结晶器钢水热量传递和坯壳凝固有重要的参数影响。结晶器冷切水量计算方法有: 结晶器热平衡法 假定结晶器钢水热量全部由冷却水带走,则结晶器钢水凝固放出的热量与冷却水带走的相等,即: Q=W×C×△Q (3.4) 则 W=Q/(△Q) 式中: Q:结晶器内的钢水凝固放出热量,2218kj/min; W:结晶器全部水量,L/min; C:水的比热容,4.2kj/kg×℃; △Q:结晶器进出水量温度差6℃ 即 W=Q/(△Q)=2468L/min (1)从保证水缝内冷却水流速>6m/s来求结晶器水量得: W1:36×S×V/10000(m3/h)(3.5)式中: S:水缝面积,1.67×103m m2 W1:冷却水量,m3/h; V:冷却水流速,8m/s。
板坯连铸机结晶器振动液压装置的设计及计算
板坯连铸机结晶器振动液压装置的设计及计算 文章介绍了某型不锈钢板坯连铸机组结晶器振动液压装置的设计计算过程。计算系统所需流量,配置核心液压元件型号规格,对循环冷却系统进行了精确计算。 标签:连铸结晶器;振动;液压 引言 结晶器是板坯连铸机组的核心设备,而结晶器振动装置又是结晶器设备重要装置之一。当结晶器上下振动时,钢水液面与结晶器壁面相对位置也随之改变。其目的在于防止坯材在凝固过程中与结晶器铜壁发生粘连而出现拉漏、拉裂事故,同时有利于脱坯,改善坯壳与结晶器壁的润滑性等[1]。结晶器液压振动因其能在线调整振动参数,近期有广泛的发展和推广。文章即围绕国内某型板坯连铸机组的结晶器液压振动装置,对其进行分析计算和设计。 1 系统原理 连铸机的结晶器液壓振动装置由两个液压缸推动整个机架做垂直方向上的非正弦曲线。 非正弦曲线运动的周期、振幅与正弦曲线其实是一致的,只是在半周期内由两条周期不同的正弦曲线(全周期为T,上升段周期为T+,下降为T-)拼接而成。定义非对称系数C=T+/T,当C=0.5,曲线即为对称的正弦曲线;当0.5≤C≤1,比如C=0.6,则T+=0.6T,T-=0.4T,使得结晶器上振时间长,而下振时间短。实际生产中C值大于0.5,一般在0.5~0.6。 振动装置由两部分组成:液压站和振动执行器。液压站向振动执行器提供油。振动执行器包括缸旁伺服阀和振动液压缸。 2 工作泵流量计算及选择 工作泵的选择取决于液压缸运动所需的流量,因此先计算各个工况下所需流量。 (1)对称正弦运动(C=0.5)时,振动所需的平均供油流量 振动液压缸参数为Φ125/Φ90。单个液压缸的最大振幅Am为6.5mm,最大频率160次/min,在1/4个周期内,其平均速度Vp=Am/(T/4)=69(mm/s)。此速度下单缸塞腔供油平均流量为51L/min。两个液压缸同时工作则需要102L/min,取效率系数0.8,得127 L/min。
结晶器冷却水量控制
收稿日期: 2010-04-22;修订日期:2010-04-29作者简介:胡贤军(1981-,男,上海亚新连铸工程技术公司 工程师。 结晶器冷却水量控制 胡贤军,朱学斌,唐杰民 (上海亚新连铸工程技术公司,上海 200042 摘要:连铸机高端用户的产品种类繁多,铸坯断面和钢水成分变化也随之多样,为达到工艺要求的结晶器冷却效果,铜管冷却水流量需根据铸坯的规格、钢种以及拉速来进行相应的调整并控制水缝流速。气动薄膜阀自动控制模式的应用可以达到精确的水量控制的要求。 关键词:结晶器;冷却水;流量;传热 中图分类号:T F341 6 文献标识码:A 文章编号: 1001-196X (2010S1-0305-03 Control over a m ount of m ould cooling water HU X ian jun ,Z HU Xue bin ,TANG Jie m in (Y ax i n Conti nuous Caster Eng i nee ri ng &T echno l ogy Co .,L td ., Shangha i 200042,Ch i na Ab strac t :T he re is a w i de range o f h i gh end products , and casti ng frac t ure and mo lten stee l co m pos ition var if y
accordi ng l y .T o ach ieve the c rysta llize r coo ling e ffect requ ired by t he process ,coolant flo w i n t he copper t ub i ng needs to be ad j usted accordi ng to casting specificati ons ,g rade o f stee l and casti ng speed .A s w el,l the fl ow rate from w ate r slot shoul d be contro lled .The plan t data sho w s tha t the system can ach i eve accurate wa ter vo l u m e contro.l K ey words :m ou l d ; coo li ng wa ter ;w ater flow ; heat transfer 1 前言 一冷过程是指钢水进入到结晶器内,与铜管壁接触后,产生初生坯壳和钢水温度降低的过程。钢水温度和铜管壁温形成了约1300 以上的温差,横向传热的驱动力巨大,钢水温度降低的热量必须由铜管冷却水带走,才能保持铜管厚度上的温度差稳定在一定的水平,且使得铜管具有足够的刚度,从而构成稳定一冷传热过程。由一冷带走的热量作用较多。形成初生的坯壳并随着铸坯的下行不断增加其厚度。液态钢水转变为固态坯壳不仅带走显热能量,还要带走相变潜热能量,结晶器铜管冷却水带走的绝大部分就是这个热量。降低包围在坯壳内钢水温度。冷却保护 渣。结晶器内钢水循环到钢渣界面,不断熔化保护渣产生一定厚度的液态渣层,当结晶器上下振动时,液渣下行到铜管壁与初生坯壳之间,起到润滑和传热的作用,这是保护浇铸传热的基本模式。一冷水冷却液态保护渣,使其生成非金属保护渣坯壳,这个传热过程间接起到降低钢水温度的作用。 2 控制一冷水量的意义 配置高的连铸机,可以高拉速生产普碳钢 和建筑用材铸坯。在生产品质钢时,采用合理的拉速来协调质量和产量关系,不同断面和钢种对应不同的水量。如生产150方坯普碳钢时拉速可以达到3m /m in ;生产20钢需控制拉速低于2 3m /m i n ,这样才能保证其内在质量,但对于含锰量较
结晶器液面自控
一.网络 1.以太网 液面自控PLC主要和铸流PLC及二级进行数据通讯。分别通讯块如下: ①液面自控与铸流PLC之间的数据传输在DB128数据。通过看看门狗的变化了解 通讯是否正常。 ②液面自控与二级之间的数据通讯主要是液面自控发送信号给二级。DB126为1# 中包车数据。DB226为2#中包车数据。 2.PROFIBUS网络 通讯主要注意的是通过硬件在线方式监控远程站是否连接正常。 二.控制功能 1.液面自控PLC的主要控制功能。 ①液面自控PLC通过通讯方式读取液面自控仪表的相应数据,主要实际液面。 ②操作共通过OS1悬挂操作箱上面选择开关设定一个实际的液位。 ③CPU运算设定的液位和实际的液位的偏差调整塞棒的高度来控制中包车流入结 晶器的钢水量的大小最终保持设定液位和实际液位一致。例如当设定液位高于 实际液位则塞棒上升。 ④PLC输出一个4-20MA的信号控制一个比例阀的开度。当4MA则比例阀是反向 100开度。20MA是正向100开度。当阀开度是正向100的时候塞棒会以最大速 度升到最高位置。当阀开度是负向100的时候塞棒会最大速度降到最低位置。 ⑤塞棒的液压缸安装有一个位置传感器传输4-20MA的信号给PLC告诉PLC塞棒 的实际位置。 ⑥CPU通过检测第3步运算出塞棒的设定位置和实际位置进行比较来调整比例阀 的开度。例如当设定塞棒位置高于实际塞棒位置则比例阀开度增加。 2.相关模式功能 当中包车液面达到一定重量操作工按点动盒自动按钮这时模式开始自动。开始3模式,当达到开始拉矫机液面时成4,过3秒后回到3模式,然后当达到设定液面时,几秒后回到2模式。 0 LEVEL 1 MANU 2 AUTO
结晶器设计计算修订稿
结晶器设计计算 WEIHUA system office room 【WEIHUA 16H-WEIHUA WEIHUA8Q8-
通过结晶器的热流量 通过结晶器放出热流,可用下列计算 Q=LEVP{C1(Te-Tl)+lf+cs(Ts-To)} ()式中:Q:结晶器钢水放出的热量,kj/min; L:结晶器横截面周长,4.012m; E:出结晶器坯壳厚度,0.012m; V:拉速,2.2m/min; P:钢水密度,×10⒊kj/kg·℃; 由此可得: Q=LEVP{C1(Te-Tl)+lf+cs(Ts-To)} =62218kj/min 结晶器水缝面积计算 结晶器的水缝面积与单位水流量(冷却强度)铸坯尺寸的大小以及冷却水流速有关,结晶器水缝面积可用下式计算: F=QkS×106/(3600V)(mm2)() 式中:Qk:单位水流量m3/n·m,经验值取100-500m3/n·m;取100m3/n·m。 S:结晶器周边长度,4×120×103m; V:冷却水流速,取6-10m/s,实际取8m/s; 即结晶器水缝面积为: F+QkS×106/(3600v)=×103mm3
结晶器的冷却系统 为使结晶器壁有较高的导热系数,在铜壁与冷却水之间不能产生水垢 和沉淀物。由于结晶器的热负荷很高,接触结晶器壁的冷却水有时会达到汽化的温度。为了防止出现水垢,水必须经过软化处理或脱盐处理[9]。 结晶器内冷却水的流量,一般按断面周长长度每毫米每毫米计算。经过净化及软处理的水一般都是循环使用。采用封闭式供水系统。充分利用回水系压有利于节能。 3.5.1 结晶器的倒锥度 钢水在结晶器内凝固是因坯壳收缩形成气隙,通常是将结晶器作成倒锥度,后者定义为: △ =(S 上—S下)/S上×L ()式中:△:结晶器的倒锥度 %/m; S 上,S下:结晶器的上边口,下边口长; L:结晶器长度。 倒锥度取值不能太小,也不能太大。过小则作用不大,过大则增大了拉坯阻力,甚至卡钢而不能出坯[9]。高碳钢的收缩量大,所以须用较大的倒锥度[7]。高速拉坯时,应采用较小的倒锥度。在此设计中,倒锥度可取%/m,为了不致产生太大的拉坯阻力。实际的倒锥度略小于上述值,约为。 3.5.2 结晶器冷却水量的计算 单位时间内通过结晶器冷却水缝(水槽)的水量对结晶器钢水热量传递和坯壳凝固有重要的参数影响。结晶器冷切水量计算方法有:
连铸结晶器液面自动加渣控制系统简介
连铸结晶器液面自动加渣控制系统简介 一、概述 连铸机浇筑时结晶器加保护渣是连铸生产中最重要的工作,保护渣在连铸生产中起着极为重要的作用,如防止二次氧化、润滑及吸附杂质等。连铸工艺要求保护渣在浇铸过程中形成熔融层、烧结层及粉渣层等三层结构,以便更好的发挥作用。少加勤加是添加保护渣的一条重要原则。 二、现场现状 目前连铸机上采用的加渣方式大都还是人工方式,每个工人管理着一流或两流,需时刻观察着结晶口的状态,需要加时就用随便的推上一堆,心情好或领导在时加的还均匀些,领导不在那就看自己的心情了,心情好负责些,心情不好那就随便了。况且连铸机旁的环境比较恶劣,工人的劳动强度很大,要求工人长时间的高质量的完成加渣工作也有难度。因此人工添加保护渣受操作者因素的影响较大,很难保证添加的稳定性,容易产生卷渣和液面波动,从而产生夹杂、振痕加深等缺陷。针对这种情况,我公司最新研发了一套连铸结晶器液面自动加渣控制系统,可以代替工人进行自动加渣而基本无需工人干预。 三、系统简介 我公司新研发的连铸结晶器液面自动加渣控制系统,包括工控机、控制执行单元、现场控制报警单元、加料仓、气动单元、结晶器渣液面温度检测装置、渣料喷头、料位计、专用软件组成。
连铸结晶器液面自动加渣控制系统是一套闭环自动控制系统,它以工控机为核心,通过专用软件来自动控制各个组成部分自动工作,在基本参数设置完成后,由工控机来根据连铸机结晶器内渣液面的实际情况进行参数调整,无需再人工干预调整而能保证结晶器内渣液面的均匀和稳定。 系统的工作过程由工控机实时不停的读取结晶器内渣液面的表面温度,如果渣液面的表面温度超过设定的加料温度,则工控机控制执行单元让加料仓下料,同时打开气动单元,保护渣在下料管内被送料气体经渣料喷头均匀吹送到结晶器内,然后再测结晶器内渣液面的表面温度,如果渣液面的表面温度仍然超过设定的加料温度,则工控机重复上面的加料过程,如果测量到结晶器内渣液面的表面温度低于设定的加料温度则停止加料和关闭气动单元。 在现场设有工人控制箱,可以控制任意一流加料系统的启动和停止。当出现故障时控制箱会发出声光报警,并指示灯提示哪一流出现问题。 系统实现框图如下: 图1系统框图
连铸结晶器液面自动加渣控制系统简介
连铸结晶器液面自动加渣控制系统简介
连铸结晶器液面自动加渣控制系统简介 一、概述 连铸机浇筑时结晶器加保护渣是连铸生产中最重要的工作,保护渣在连铸生产中起着极为重要的作用,如防止二次氧化、润滑及吸附杂质等。连铸工艺要求保护渣在浇铸过程中形成熔融层、烧结层及粉渣层等三层结构,以便更好的发挥作用。少加勤加是添加保护渣的一条重要原则。 二、现场现状 目前连铸机上采用的加渣方式大都还是人工方式,每个工人管理着一流或两流,需时刻观察着结晶口的状态,需要加时就用随便的推上一堆,心情好或领导在时加的还均匀些,领导不在那就看自己的心情了,心情好负责些,心情不好那就随便了。况且连铸机旁的环境比较恶劣,工人的劳动强度很大,要求工人长时间的高质量的完成加渣工作也有难度。因此人工添加保护渣受操作者因素的影响较大,很难保证添加的稳定性,容易产生卷渣和液面波动,从而产生夹杂、振痕加深等缺陷。针对这种情况,我公司最新研发了一套连铸结晶器液面自动加渣控制系统,可以代替工人进行自动加渣而基本无需工人干预。 三、系统简介 我公司新研发的连铸结晶器液面自动加渣控制系统,包括工控机、控制执行单元、现场控制报警单元、加料仓、气动单元、结晶器渣液面温度检测装置、渣料喷头、料位计、专用软件组成。
连铸结晶器液面自动加渣控制系统是一套闭环自动控制系统,它以工控机为核心,通过专用软件来自动控制各个组成部分自动工作,在基本参数设置完成后,由工控机来根据连铸机结晶器内渣液面的实际情况进行参数调整,无需再人工干预调整而能保证结晶器内渣液面的均匀和稳定。 系统的工作过程由工控机实时不停的读取结晶器内渣液面的表面温度,如果渣液面的表面温度超过设定的加料温度,则工控机控制执行单元让加料仓下料,同时打开气动单元,保护渣在下料管内被送料气体经渣料喷头均匀吹送到结晶器内,然后再测结晶器内渣液面的表面温度,如果渣液面的表面温度仍然超过设定的加料温度,则工控机重复上面的加料过程,如果测量到结晶器内渣液面的表面温度低于设定的加料温度则停止加料和关闭气动单元。 在现场设有工人控制箱,可以控制任意一流加料系统的启动和停止。当出现故障时控制箱会发出声光报警,并指示灯提示哪一流出现问题。 系统实现框图如下: 图1系统框图 加 料 下料控制单 渣料 工控 干燥 渣层 料显示 报
漏斗型结晶器漏斗形状的设计
漏斗型结晶器漏斗形状的设计 盛义平赵静一 (燕山大学) 摘要分析了SMS漏斗型结晶器在使用中出现局部高温、产生热裂纹、寿命低的原因,提出了结晶器漏斗形状的更为合理的设计要求和设计方法。 关键词漏斗型结晶器漏斗曲面设计 DESIGN OF FUNNEL-CURVED SURFACE OF FUNNEL-SHAPED MOLD SHENG Yiping ZHAO Jingyi (Yanshan University) ABSTRACT The reasons of local overheating,thermal cracking resulting in shorter life of funnel-shaped mold are investigated.The more reasonable requirements and method for designing funnel-shaped mold are suggested. KEY WORDS funnel-shaped mold,funnel-curved surface,design 1 前言 薄板坯连铸具有节约能源、减少基建投资、降低生产成本、提高钢材收得率等许多优点,是国际上竞相开发的重大新技术。 利用高温坯壳的可塑性和凝固收缩性开发的横剖面形状从上到下变化的漏斗型结晶器是薄板坯连铸的关键技术之一。具有代表性的当属SMS漏斗型结晶器和DANIELI透镜型结晶器,见图1。 变横剖面结晶器形状复杂,加工成本高,所以希望结晶器有较长的使用寿命。但是,薄板坯连铸的高拉速加大了结晶器的热负荷,再加上漏斗形状设计得不尽合理,使结晶器的使用寿命还未达到其预期的寿命。DANIELI公司分析了SMS漏斗型结晶器后指出[1],在结晶器的横剖面上,在AB直线与BC直线的交点B处,铸坯凝固壳与结晶器壁间存在着一个约0.6 mm的间隙,DANIELI公司开发的透镜型薄板坯结晶器在横剖面上用一段光滑的曲线BC代替了SMS结晶器在相应位置处的直线,使结晶器的整个横剖面曲线光滑连接,B点处的间隙下降到0.06 mm。Thomas等人亦分析研究了SMS结晶器[2],发现SMS结晶器的最高温度比传统的厚板坯连铸机结晶器的最高温度高60~70 ℃;在结晶器的各个横剖面上,最高温度出现在漏斗区域的外弯处(漏斗的侧边缘),最低温度出现在漏
结晶罐设计
1 绪论 氨基酸的制造是从1820年水解蛋白质开始的。味精俗名又叫味素,英文为Mono Sodium Glutamte 简称MSG。其化学名称是a_氨基戊二酸.1950年在实验室用化学方法合成氨基酸.以前1866年德国人Ritthansen利用硫酸水解小麦面筋.最先分离出谷氨酸.1872年Dittener推断出氨基酸的结构。1908年日本人因菊君与铃木合作从海带中提取谷氨酸成功,并开始制造味之素产品.1910年日本味之素公司用水解发生生产谷氨酸.1936年美国人从甜菜中提取谷氨酸,直到1956年和协发酵公司开始以淀粉糖蜜为原料采用发酵法生产谷氨酸成功.1957年发酵法味精投入工业化生产.1966年采用醋酸发酵法生产谷氨酸.60年代后期各国味精工业兴起,均用发酵法生产味精. 我国味精生产开始于1923年,由吴蕴初先生创办了上海天厨味精厂.该厂首先采用盐酸水解面筋生产味精.同年沈阳味精厂开始用豆粕水解生产味精.从1958年开始我国的味精生产进入转换期.开始研究发酵法制GLU的工艺.1964年上海天厨味精厂以黄色短杆菌617为生产菌株,采用发酵法生产GLU中型实验,获得成功,接着投入工业化生产.杭州味精厂与中科院微生物研究所等单位协作进行北京短棒杆菌As,2PP发酵法生产谷氨酸发酵实验1965年获得成功并投入工业生产. 由发酵法生产味精并获得成功.原料由原来的植物性蛋白改变为淀粉质原料.我国淀粉资源丰富,为我国味精工业的发展开拓奠定了广阔的前景,并使得我国的味精工业迅速发展起来,产量占世界总产量的35.1%,我国成为世界上产味精最多的国家之一. 当前我国味精行业提高经济效益的发展对策是:合理利用原料,采用高产酸新品种,采用新工艺,新技术,新设备,提高生产水平,防止噬菌体传染防止染杂菌,节能降耗,逐步实现自动化控制提高劳动生产率,全面降低成本,参与国际竞争,同时搞好废水处理,提高环境与社会效益. 味精分子式与L型,分子量187.13比重1.65无色晶体,有特殊鲜味,味精作为调味品除了能增加食物的美味外,它在人体中具有特别的生理作用,活跃蛋白质代谢,维持细胞机能降低血液中的氨,防止氨中毒等作用 国内味精规格有数种.以谷氨酸钠的含量分类有99%,95%,90%,80%四种.其中三种分别加如了景致的食盐以外观形状可分为结晶味精与粉状味精
外文翻译--结晶器液位控制系统设计与实现
结晶器液位控制系统设计与实现 Abstract : A simple effective intelligent mould level control method is presented. It consistes of a nonlinear controller , for sliding valve and its hydraulic actuator based on model reduction and inner model control , a feed forward tundish weight controller and a mould level predictive fuzzy controller. Its accuracy and reliability for practical use in continuous casting process are demonstrated by satisfactory experimental and on- line control performances . Key wor ds : mould level ; intelligent control ; cascade control ; fuzzy predictive control Document code : A 摘要:提出了一种简单有效的结晶器液位智能控制控制方法,它包括一个基于模型降阶和内模控制的非线性滑动水口及其液压机构控制器、一个中间包重量前馈控制器和一个结晶器液位模糊预测控制器. 实验和现场使用表明,该方法能够准确可靠地应用于连铸过程控制之中. 关键词: 结晶器液位; 智能控制; 串级控制; 模糊预测控制 1 引言 结晶器液位控制是连铸过程控制的重要环节之一。它是通过液压伺服系统控制钢液从中间包流向结晶器的流量。结晶器中液位的波动不仅会影响铸坯质量,而且还可能导致浇铸过程中溢钢或漏钢事故。由于连铸过程对钢水质量要求高,连铸过程控制存在许多问题,如:1)存在着可测的扰动和未建模动态;2)具有时变性和非线性特性;3)过程本身和执行机构常有较大的滞后;4)用于过程测量的传感器也常常受到高频噪声的影响。由于这些原因,传统的建模和控制方法难以实现令
结晶器液位控制
内蒙古科技大学过程控制课程设计 题目:结晶器液位控制学生姓名:……………………学号:……………………专业:测控技术与仪器班级:……………………指导教师:…………………… 2009 年09 月02 日
结晶器液位控制系统课程设计 摘要 结晶器液位控制精度是连铸生产的一个重要工艺指标,直接影响最终产品的质量。 在结晶器液位控制的过程中最重要的是结晶器页面高度的稳定:浇注过程中,当结晶器的钢液面不稳定而发生波动时,应采用调节拉坯速度或调节钢水注入量来进行液面高度控制。当液面过高后有升高的趋势时,应加快拉速或减小流注,使刚液面恢复正常,当液面过低或降低高的趋势时,应减小拉速或加大流注。如果浇注过程中,钢液面平稳适中,可采用液面自动控制来控制结晶器液面。 关键词:结晶器液位控制器塞棒开度拉坯速度
目录 摘要....................................................................................................................................II 第一章结晶器.. (1) 1.1 结晶器简介 (1) 1.1.1 结晶器的作用及类型 (1) 1.1.2结晶器的结构及组成 (3) 1.1.3 结晶器的材质 (4) 1.2 本设计主要完成的任务 (5) 第二章结晶器液位控制及设计 (6) 2.1结晶器液位控制 (6) 2.1.1 结晶器液位控制的组成 (6) 2.1.2 结晶器液位控制系统的基本原理及功能 (6) 2.2 工艺对控制系统的要求 (7) 2.2.1 结晶器液位控制的浇注方法 (8) 2.2.1浇注方法简介 (8) 2.3 结晶器液位控制系统的控制方法 (9) 2.3.1控制中间包向结晶器内钢水的流入量 (9) 2.3.2结晶器控制系统的保护 (12) 2.4 仪表选型 (12) 附录 (14) 参考文献 (15)
真空制盐蒸发结晶器的设计与实践
真空制盐蒸发结晶器的设计与实践 摘要:真空蒸发制盐外热式强制逆循环轴向出料蒸发结晶器,经多个厂家生产应用实践证明是成功的,具有生命力的。这种新型结构,作为一项新技术新设备应加强研究,总结提高,推广应用,不断完善。文章从流体力学、结晶机理角度要求,到具体工程设计参数和 材质选用。论述了该罐的特点。 关健词:真空制盆;蒸发结晶器;结晶机理;罐型结构;设计参数;材质选用 1 前言 蒸发和结晶是重要的化工单元操作过程,在真空制盐行业中处于关键地位并起主导作用。目前我们所采用的蒸发结晶器是在原始蒸发装置的基础上发展起来的,它不再是仅仅为了强化传热及蒸发能力而获得产品,同时更主要的是以提高结晶产品的质量和粒度为目的。所以说传热及蒸发是为结晶产出合格的产品创造传热、传质的条件和环境。在传热蒸发过程中,严格控制料液的过饱和度以及晶核的形成和成长环境,产出合格的结晶产品,这是蒸发与结晶相结合的原理方面向前迈进了一大步。 2 蒸发结晶器的沿革 盐的生产主要是通过对卤水进行加热,使其蒸发浓缩结晶析出固体NaCl的过程。随着社会发展和科学技术进步,盐作为人们食用所占比例越来越小,而是大量作为基础化学工业和其它工业部门的原料。盐的品种由古老的雪花盐、筒盐、锅巴盐,发展到今天的各种特殊要求用途的特种盐。制盐设备也由古老的作坊式手工操作的园锅、镶锅、小方锅、小平锅、大平锅,至近代制盐工业用的内热式强制循环(标准式)蒸发结晶器和现代外热式强制正循环(又分为切向进料和轴向进料两种)蒸发结晶器及外热式强制逆循环(分为径向出
料和轴向出料两种)蒸发结晶器。这也是目前国内制盐企业应用最多的蒸发结晶器(如图1所示)。若为了获得粒径更大的结晶盐可在上述蒸发结晶器上增设奥斯陆(OsLo)育晶器。D·T·B型育晶器或倒园锥型育晶器,这样可获得粒径在Imm至数毫米的结晶盐产品。 a.外热式强制正循环切向进料蒸发结晶器; b.外热式强制正循环轴向进料蒸发结晶器; c.外热式强制逆循环径向出料蒸发结晶器; d..外热式强制逆循环轴向出料蒸发结晶器。 3 NaCl结晶机理简介 3.1 NaCl结晶的环境和条件,NaCl结晶要从盐卤料液中结晶析出,料液必须从外部不断地获得热能,使料液中的水分不断蒸发浓缩,使其达到饱和和过饱和(如图2所示)。 3.1.1 当卤水未达到饱和时NaCl不会产生结晶,当放入NaCI晶体时则会溶解。如图2 AB线下方的不饱和区域(稳定区)。 3.1.2 当卤水继续蒸发NaCl达到饱和,如图2中的AB线即平衡