工业工程实验报告
基础工业工程实验报告
学号: 201006070227
姓名:赵元川
专业:工业工程
学院:核技术与自动化工程学院
日期:2013年5月17日
实验一、工艺程序图
一、实验目的及试验要点
1、掌握程序分析在企业中的实施程序,能够用美国制定的国家标准程序分析符号,画出某产品(或零件)的工艺程序图。
2、能够“5 W 1 H”提问技术发掘问题,用“ E C R S ” 原则来改进作业程序。
3、掌握流程经济原则及改进要点。
二、实验说明
1) 程序分析主要是以整个生产过程为对象,研究分析一个完整的工艺程序,从第一个工作地到最后一个工作地全面研究、分析有无多余或重复的作业,程序是否合理,搬运是否太多,等待是否太长等,进一步改善工作程序和工作方法。
2) 流程程序分析是以产品或零件的加工制造全过程为对象,运用程序分析技巧对整个流程程序中的操作、搬运、储存、检验、暂存五个方面加以记录和考察、分析。流程程序分析是对生产现场的宏观分析,但它比工艺流程分析更具体,内容更详细,用途更广泛。工艺程序分析是对现场的宏观分析,把整个生产系统作为分析对象。分析的目的是改善整个生产过程中不合理的工艺内容、工艺方法、工艺程序和作业现场的空间配置。
3) 通过以上两张图的配合记录,可以很清楚的看到产品(或零件)的加工程序、所经路线、搬运距离等。
4) 用“5 w 1 H”提问技术,对“操作”、“检验”、“储存”、“搬运”、“暂存”五方面进行考察、逐项提问,从而达到考察、分析,发掘问题的目的。
5) 在发觉问题的基础上,应用取消、合并、重排、简化四大原则来建立新的作业程序。
三、实验设备、仪器、工具及资料
减速器零件一套、铅笔及橡皮察、绘图纸、直尺、秒表、电脑一台、绘图软件一套。
四、实验内容及步骤
1.以减速器的装配过程为分析对象。装配过程大致如下:
准备—>装大齿轮—>套筒—>大轴承—>垫圈—>轴承盖—>大轴承—>垫圈—>套筒—>小轴承—>垫圈—>轴承盖—>垫圈—>套筒—>顶盖—>固定顶盖。
2.现场对减速器进行装配,记录各工序实际所消耗的时间,并绘制其流程程序图及工艺程序图。如流程程序图(改善前)、工艺程序图(改善前)所示。由于齿轮装配时是在同一工作台上完成的,因此对该装配过程的流程程序图上不标注距离。
3.按照下列内容进行考查、提问。
(1)基本原则:
1) 减少工序数;2) 取消等待;3) 安排最佳的顺序;4) 使各工序尽可能经济化;5) 减少搬运;
6) 如果有利,设法合并工序;7) 找出最经济的移动方法;
(2)针对下列各点考虑,有哪些工序可以合并?
1)工作场所、位置;成都理工大学——工业工程工业工程基础实验报告工业工程基础实验3
2)工具和设备;3)工艺过程;
(3)若重新编排工序,是否能使移动距离缩短?
(4)有哪些工序能够简化?
4、进行改进从工艺流程图上我们可以了解整个装配过程的概貌,工艺顺序较好,无需改进,但很多工序的装配时间太长,需要对其改进。流程程序图对整个装配过程做了较详细的记录,因此可根据工艺程序图和流程程序图进行改进。从流程程序图,明显的,我们可以看得到,操作者拿取零件的时间和装的时间都比较长。
鉴于此,可以从以下几个方面改进:零件的放置,把零件按照最合理的顺序进行放置,并且尽量在M3范围内,对于像螺母这样的小零件要注意放置合单独放置,这样可以方便操作者拿零件、消除寻找和转身等多余动作,防止拿错零件,减少移动拿零件时间消耗,还可以减轻操作者寻找所致的眼睛疲劳和来回转身所造成的疲劳;对工人进行培训,提高其对操作的熟练程度,消除选择等多余动作,进行快速安装。
下面利用“5W1H ”提问技术我们对几个操作进行提问: 对操作5进行提问:
问:完成了什么?是否必要? 答:拿去零件套筒和轴承,必要。 问:为什么? 答:因为必需安装套筒和轴承。 问:有无更好的做法? 答:可能有 问:何处做? 答:工作台。
问:为何在此? 答:在工作台上进行装配。 问:有无其他更合适的地方? 答:无。 问:何时做? 答:装配完齿轮后。
问:为什么此时做? 答:因为它是操作4装齿轮的紧后工序,操作6需要。 问:有无更合适的时间? 答:无 问:有谁做? 答:操作者。
问:有无其他合适的人? 答:操作者最合适。
问:有无更合适的方法? 答:有。先拿套筒,装上后,再拿轴承。
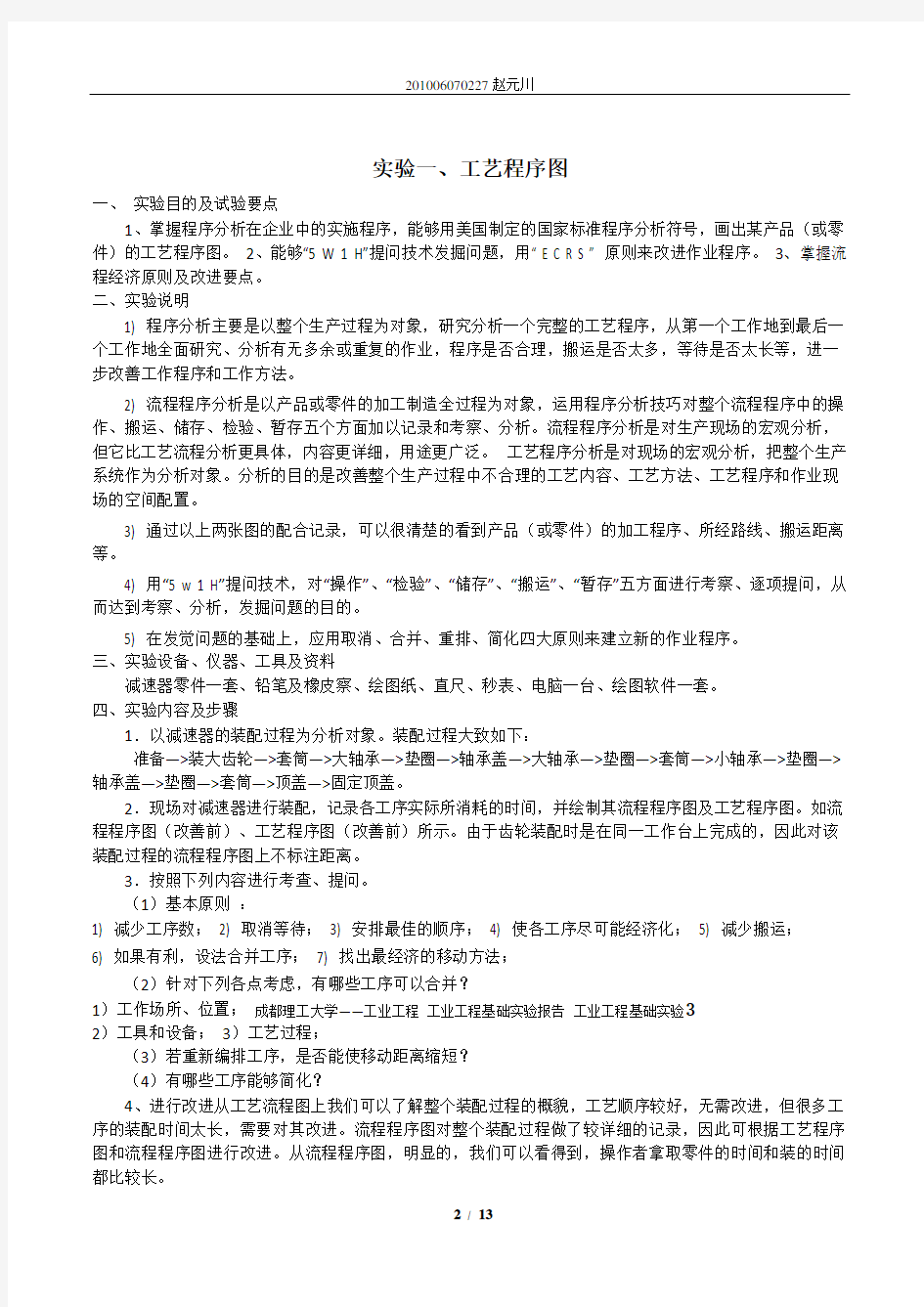
对提问进行分析、归纳、整理,然后结合“ECRS “原则进行改进,把拿套筒和拿轴承分开,先拿套筒,安装套筒后,再拿轴承,安装轴承。得出工艺流程图:
安装连接键
安装大齿轮安装轴承挡圈安装轴承1安装轴承盖1
安装轴承2
安装轴承盖2
1
2
3
4
5
6
7
大轴小轴
16
15
14
13
12
11
10
安装小轴承盖2
安装垫圈
安装小轴承2安装套筒2
安装小轴承盖1
安装小轴承1
安装套筒1
91718
19
减速器底座
安装大轴安装小轴安装减速器顶盖拧紧螺栓减速器顶盖
6个螺栓
2
检验
8
安装垫圈
键大齿轮
轴承挡圈
轴承1
轴承盖1
轴承2
轴承盖2
套筒1
小轴承1
小轴承盖1
套筒2
小轴承2
小轴承盖2
1
检验
工艺流程图
垫圈
垫圈
实验二、流程程序图
一、实验目的及试验要点
1、掌握程序分析在企业中的实施程序,能够用美国制定的国家标准程序分析符号,画出某产品(或零件)的流程程序图。
2、能够“5 W 1 H”提问技术发掘问题,用“ E C R S ” 原则来改进作业程序。
3、掌握流程经济原则及改进要点。
二、实验说明
1. 流程程序分析是以产品或零件的加工制造全过程为对象,运用程序分析技巧对整个流程程序中的操作、搬运、储存、检验、暂存五个方面加以记录和考察、分析。流程程序分析是对生产现场的宏观分析,但它比工艺流程分析更具体,内容更详细,用途更广泛。工艺程序分析是对现场的宏观分析,把整个生产系统作为分析对象。分析的目的是改善整个生产过程中不合理的工艺内容、工艺方法、工艺程序和作业现场的空间配置。
2. 通过以上两张图的配合记录,可以很清楚的看到产品(零件)的加工程序、所经路线、搬运距离等。
3. 用“5 w 1 H”提问技术,对“操作”、“检验”、“储存”、“搬运”、“暂存”五方面进行考察、逐项提问,从而达到考察、分析,发掘问题的目的。
4. 在发觉问题的基础上,应用取消、合并、重排、简化四大原则来建立新的作业程序。
三、实验设备、仪器、工具及资料
减速器零件一套
四、实验内容及步骤
1.以减速器的装配过程为分析对象。装配过程大致如下:
准备—>装大齿轮—>套筒—>大轴承—>垫圈—>轴承盖—>大轴承—>垫圈—>套筒—>小轴承—>垫圈—>
轴承盖—>垫圈—>套筒—>顶盖—>固定顶盖。
2.现场对减速器进行装配,记录各工序实际所消耗的时间,并绘制其流程程序图及工艺程序图。如流程程序图(改善前)。由于齿轮装配时是在同一工作台上完成的,因此对该装配过程的流程程序图上不标注距离。
3.按照下列内容进行考查、提问。
(1)基本原则
8) 减少工序数;9) 取消等待;10) 安排最佳的顺序;11) 使各工序尽可能经济化;12) 减少搬运;
13) 如果有利,设法合并工序;14) 找出最经济的移动方法;
(2)针对下列各点考虑,有哪些工序可以合并?
1)工作场所、位置;
2)工具和设备;成都理工大学——工业工程工业工程基础实验报告工业工程基础实验6
3)工艺过程;
(3)若重新编排工序,是否能使移动距离缩短?
(4)有哪些工序能够简化?
4、进行改进从工艺流程图上我们可以了解整个装配过程的概貌,工艺顺序较好,无需改进,但很多工序的装配时间太长,需要对其改进。流程程序图对整个装配过程做了较详细的记录,因此可根据工艺程序图和流程程序图进行改进。从流程程序图,明显的,我们可以看得到,操作者拿取零件的时间和装的时间都比较长。鉴于此,可以从以下几个方面改进:零件的放置,把零件按照最合理的顺序进行放置,并且尽量在M3范围内,对于像螺母这样的小零件要注意放置合单独放置,这样可以方便操作者拿零件、消除寻找和转身等多余动作,防止拿错零件,减少移动拿零件时间消耗,还可以减轻操作者寻找所致的眼睛疲劳和来回转身所造成的疲劳;对工人进行培训,提高其对操作的熟练程度,消除选择等多余动作,进行快速
安装。
下面利用“5W1H”提问技术我们对几个操作进行提问:对操作5进行提问:
问:完成了什么?是否必要?答:拿去零件套筒和轴承,必要。
问:为什么?答:因为必需安装套筒和轴承。
问:有无更好的做法?答:可能有
问:何处做?答:工作台。
问:为何在此?答:在工作台上进行装配。
问:有无其他更合适的地方?答:无。
问:何时做?答:装配完齿轮后。
问:为什么此时做?答:因为它是操作4装齿轮的紧后工序,操作6需要。
问:有无更合适的时间?答:无
问:有谁做?答:操作者。
问:有无其他合适的人?答:操作者最合适。
问:有无更合适的方法?答:有。先拿套筒,装上后,再拿轴承。
对提问进行分析、归纳、整理,然后结合“ECRS“原则进行改进,把拿套筒和拿轴承分开,先拿套筒,安装套筒后,再拿轴承,安装轴承。得出流程程序程图:
大轴小轴减速器上盖
实验三
一、实验名称:
减速器装配流程分析与动作改善
二、实验目的:
学会使用达宝易软件对影像进行分析对比;通过对减速器装配流程的影像进行动作分析,寻找发现无效动作和辅助动作,并对其进改善;作为制定标准装配流程以及标准作业时间的依据。
三、实验原理:
模特法将动作归纳为21种,基本示意图如下:注:1MOD=0.129s
对装配流程的分析结果进行数据整理;根据动作经济原则、ECRS原则对无效动作和辅助动作进行分析和改善,制定标准作业流程;根据模特值可以制定标准作业时间。
四、实验器材
1.电脑一台,摄像机一台,达宝易影像分析软件一套。
2.秒表。
3.铅笔及橡皮。
4.白纸若干张。
5. 如果条件允许,可以配置画图板若干和夹子若干。
五、试验内容及步骤
1、现场装配,并同时进行录像(装配过程简单描述)
2、影像分析
运用达宝易软件对整个操作过程录像进行分析,具体分析过程如下:(1)动作分析表如表1所示;
表1 动作分解表
编号名称
动作时
间
标准时
间
速度
周
期
类型动素归类
1 拆下第一颗螺丝 1.75 1.75 1.00 1 拆卸(DisAssemble)第一类动素
2 放下第一颗螺丝 1.02 1.02 1.00 1 放手(Release)第二类动素
3 移动装配件0.99 0.99 1.00 1 寻找(Search)第二类动素
4 拆卸第二颗螺丝7.01 7.01 1.00 1 拆卸(DisAssemble)第一类动素
5 移动装配件 1.18 1.18 1.00 1 移动(Move )第二类动素
6 拆卸第三颗螺丝 4.40 4.40 1.00 1 拆卸(DisAssemble)第一类动素
7 放下第三颗螺丝0.95 0.95 1.00 1 放手(Release)第二类动素
8 擦汗0.97 0.00 1.00 1 故延(Avoidable
Delay)
第三类动素
9 拆卸第四颗螺丝 6.59 6.59 1.00 1 伸手(Reach)第一类动素
10 放下第四颗螺丝0.77 0.77 1.00 1 放手(Release)第二类动素
11 移动装配件0.83 0.83 1.00 1 移动(Move )第二类动素
12 拆卸第五颗螺丝0.22 0.22 1.00 1 拆卸(DisAssemble)第一类动素
13 伸手移开障碍物0.76 0.00 1.00 1 伸手(Reach)第三类动素
14 拆下第五颗螺丝 4.53 4.53 1.00 1 伸手(Reach)第一类动素
15 放下第五颗螺丝0.87 0.87 1.00 1 伸手(Reach)第二类动素
16 移动装配件 1.26 1.26 1.00 1 移动(Move )第二类动素
17 伸手0.18 0.18 1.00 1 伸手(Reach)第二类动素
18 拆卸第六颗螺丝 4.99 4.99 1.00 1 拆卸(DisAssemble)第一类动素
19 观察0.27 0.27 1.00 1 伸手(Reach)第二类动素
20 伸手0.16 0.16 1.00 1 伸手(Reach)第二类动素
21 握取装配件上壳0.38 0.38 1.00 1 伸手(Reach)第一类动素
22 取下上壳 1.26 1.26 1.00 1 伸手(Reach)第一类动素
23 零件卡住0.57 0.00 1.00 1 迟延(Unavoidable
Delay)
第三类动素
24 寻找掉落的零件 1.71 0.00 1.00 1 放手(Release)第三类动素
25 伸手0.55 0.55 1.00 1 伸手(Reach)第二类动素
26 取下卡住的零件9.48 0.00 1.00 1 拆卸(DisAssemble)第三类动素
27 放下卡住的小轴和端
面
1.18 1.18 1.00 1 放手(Release)第一类动素
28 放下上壳0.98 0.98 1.00 1 伸手(Reach)第一类动素
29 移动装配件0.86 0.86 1.00 1 移动(Move )第二类动素
30 寻找下一步拆卸部件0.81 0.81 1.00 1 伸手(Reach)第二类动素
31 伸手0.04 0.04 1.00 1 伸手(Reach)第二类动素
32 握取零件0.36 0.36 1.00 1 伸手(Reach)第二类动素
33 整理零件放置位置 3.26 0.00 1.00 1 预对(PrePosition)第三类动素
34 拆卸轴承垫圈0.45 0.45 1.00 1 拆卸(DisAssemble)第一类动素
35 放下轴承和垫圈 1.51 1.51 1.00 1 伸手(Reach)第二类动素
36 伸手握取装配件底座0.64 0.64 1.00 1 握取(Grasp)第二类动素
37 检验工作环境是否合
适
0.87 0.00 1.00 1 伸手(Reach)第三类动素
38 伸手移动已拆下零件 1.25 1.25 1.00 1 伸手(Reach)第二类动素
39 伸手0.41 0.41 1.00 1 伸手(Reach)第二类动素
40 取下大轴和端面 1.03 1.03 1.00 1 拆卸(DisAssemble)第一类动素
41 取下大垫圈0.67 0.67 1.00 1 伸手(Reach)第一类动素
42 取下轴承和挡油环 1.29 1.29 1.00 1 拆卸(DisAssemble)第一类动素
43 取下大齿轮和轴 1.16 1.16 1.00 1 伸手(Reach)第一类动素
44 键掉落0.40 0.00 1.00 1 故延(Avoidable
Delay)
第三类动素
45 寻找键9.35 0.00 1.00 1 寻找(Search)第三类动素
46 伸手取键 1.02 1.02 1.00 1 伸手(Reach)第二类动素
47 将键对准键槽并安装0.84 0.84 1.00 1 对准(Position)第一类动素
48 寻找和对准大齿轮孔 1.81 1.81 1.00 1 对准(Position)第一类动素
49 将大齿轮和轴连接 2.50 2.50 1.00 1 装配(Assemble)第一类动素
50 寻找合适的零部件 3.69 0.00 1.00 1 伸手(Reach)第三类动素
51 伸手0.25 0.25 1.00 1 伸手(Reach)第二类动素
52 握取挡油环0.33 0.33 1.00 1 移动(Move )第二类动素
53 装配挡油环和轴 1.86 1.86 1.00 1 装配(Assemble)第一类动素
54 伸手0.33 0.33 1.00 1 伸手(Reach)第二类动素
55 握取轴承0.38 0.38 1.00 1 握取(Grasp)第二类动素
56 对准 1.84 1.84 1.00 1 对准(Position)第二类动素
57 检验是否正确 3.17 3.17 1.00 1 检验(Inspect)第一类动素
58 零件掉落0.89 0.00 1.00 1 故延(Avoidable
Delay)
第三类动素
59 重复装轴承动作 3.39 0.00 1.00 1 装配(Assemble)第三类动素
60 伸手0.34 0.34 1.00 1 伸手(Reach)第二类动素
61 取垫圈0.36 0.36 1.00 1 移动(Move )第二类动素
62 对准 1.36 1.36 1.00 1 对准(Position)第二类动素
63 伸手0.50 0.50 1.00 1 伸手(Reach)第二类动素
64 取端面1 0.76 0.76 1.00 1 握取(Grasp)第二类动素
65 装配端面1 1.32 1.32 1.00 1 装配(Assemble)第一类动素
66 检验装配是否正确 1.81 1.81 1.00 1 检验(Inspect)第一类动素
67 伸手0.32 0.32 1.00 1 伸手(Reach)第二类动素
68 移动装配体 1.93 1.93 1.00 1 移动(Move )第二类动素
69 安装大轴 1.67 1.67 1.00 1 装配(Assemble)第一类动素
70 检查装配是否正确0.48 0.48 1.00 1 检验(Inspect)第一类动素
71 伸手0.30 0.30 1.00 1 伸手(Reach)第二类动素
72 握取0.58 0.58 1.00 1 握取(Grasp)第二类动素
73 安装挡油环和端面 2.01 2.01 1.00 1 装配(Assemble)第一类动素
74 检查安装是否正确 1.67 1.67 1.00 1 检验(Inspect)第一类动素
75 取下挡油环和端面0.73 0.00 1.00 1 拆卸(DisAssemble)第三类动素
76 重新安装端面 2.39 2.39 1.00 1 装配(Assemble)第一类动素
77 检查 1.13 1.13 1.00 1 检验(Inspect)第一类动素
78 故延 2.86 0.00 1.00 1 故延(Avoidable
Delay)
第三类动素
79 伸手0.63 0.63 1.00 1 伸手(Reach)第一类动素
80 握取小齿轮轴0.51 0.51 1.00 1 伸手(Reach)第一类动素
81 伸手0.41 0.41 1.00 1 伸手(Reach)第一类动素
82 取小挡油环0.55 0.55 1.00 1 握取(Grasp)第一类动素
83 移动底座0.26 0.00 1.00 1 移动(Move )第三类动素
84 寻找下一个部件0.99 0.00 1.00 1 寻找(Search)第三类动素
85 伸手0.27 0.27 1.00 1 伸手(Reach)第二类动素
86 握取垫圈0.90 0.90 1.00 1 握取(Grasp)第二类动素
87 对准 1.01 1.01 1.00 1 对准(Position)第二类动素
88 安装垫圈0.40 0.40 1.00 1 装配(Assemble)第一类动素
89 伸手0.24 0.24 1.00 1 伸手(Reach)第二类动素
90 握取轴承0.49 0.49 1.00 1 握取(Grasp)第二类动素
91 对准0.47 0.47 1.00 1 对准(Position)第二类动素
92 安装轴承 3.01 3.01 1.00 1 装配(Assemble)第一类动素
93 安装垫圈2 0.61 0.61 1.00 1 装配(Assemble)第一类动素
94 取下并调整垫圈 4.14 0.00 1.00 1 拆卸(DisAssemble)第三类动素
95 伸手0.29 0.29 1.00 1 伸手(Reach)第二类动素
96 取挡油环 1.02 0.00 1.00 1 拆卸(DisAssemble)第三类动素
97 伸手0.30 0.30 1.00 1 伸手(Reach)第二类动素
98 握取端面0.20 0.20 1.00 1 握取(Grasp)第二类动素
99 安装端面 1.81 1.81 1.00 1 装配(Assemble)第一类动素100 伸手0.37 0.37 1.00 1 伸手(Reach)第二类动素101 握取轴承2 0.52 0.52 1.00 1 握取(Grasp)第二类动素102 调整另一端部件位置 3.57 0.00 1.00 1 检验(Inspect)第三类动素103 安装小轴0.49 0.49 1.00 1 装配(Assemble)第一类动素104 校验安装是否正确 2.02 2.02 1.00 1 检验(Inspect)第一类动素
105 故延 5.93 0.00 1.00 1 故延(Avoidable
Delay)
第三类动素
106 伸手0.67 0.00 1.00 1 伸手(Reach)第三类动素107 移动装配件底座 1.25 1.25 1.00 1 移动(Move )第二类动素
108 观察寻找故延 1.73 0.00 1.00 1 故延(Avoidable
Delay)
第三类动素
109 伸手0.43 0.43 1.00 1 伸手(Reach)第二类动素110 握取0.49 0.49 1.00 1 握取(Grasp)第二类动素111 取上盖并安装 1.08 1.08 1.00 1 装配(Assemble)第一类动素112 观察对准 2.32 2.32 1.00 1 对准(Position)第一类动素113 安装上盖 2.42 2.42 1.00 1 装配(Assemble)第一类动素114 检验 1.02 1.02 1.00 1 检验(Inspect)第一类动素
115 安装第一颗螺丝长轴
部分
0.88 0.88 1.00 1 装配(Assemble)第一类动素
116 移动装配体底部0.87 0.87 1.00 1 移动(Move )第二类动素117 安装第二个螺丝 1.24 1.24 1.00 1 装配(Assemble)第一类动素
118 安装第三课螺丝 2.29 2.29 1.00 1 装配(Assemble)第一类动素119 伸手0.58 0.58 1.00 1 伸手(Reach)第二类动素120 握取0.59 0.59 1.00 1 握取(Grasp)第二类动素121 安装第四颗螺丝 2.85 2.85 1.00 1 装配(Assemble)第一类动素122 安装第五颗螺丝0.94 0.94 1.00 1 装配(Assemble)第一类动素123 检查 1.50 1.50 1.00 1 检验(Inspect)第一类动素124 安装第六颗螺丝 4.36 4.36 1.00 1 装配(Assemble)第一类动素125 伸手取螺帽0.99 0.99 1.00 1 伸手(Reach)第二类动素126 安装第一颗螺帽18.07 18.07 1.00 1 装配(Assemble)第一类动素127 伸手取螺帽0.72 0.72 1.00 1 伸手(Reach)第二类动素128 寻找第二颗螺丝位置 3.45 0.00 1.00 1 寻找(Search)第三类动素129 安装第二颗螺帽11.76 11.76 1.00 1 装配(Assemble)第一类动素130 安装第三颗螺帽7.30 7.30 1.00 1 装配(Assemble)第一类动素131 安装第四颗螺丝 6.27 6.27 1.00 1 装配(Assemble)第一类动素132 翻转装配体 2.13 0.00 1.00 1 移动(Move )第三类动素133 寻找第五颗螺丝0.75 0.00 1.00 1 寻找(Search)第三类动素134 伸手0.38 0.38 1.00 1 伸手(Reach)第二类动素135 握取0.07 0.07 1.00 1 握取(Grasp)第二类动素136 安装第五颗螺丝 5.80 5.80 1.00 1 装配(Assemble)第一类动素137 伸手0.31 0.31 1.00 1 伸手(Reach)第二类动素138 握取0.10 0.10 1.00 1 握取(Grasp)第二类动素139 安装第六颗螺帽 3.33 3.33 1.00 1 装配(Assemble)第一类动素140 移动整理0.81 0.81 1.00 1 移动(Move )第一类动素
141 故延 5.64 0.00 1.00 1 故延(Avoidable
Delay)
第三类动素
通过影像分析,减速器装配程序共分为173个动作序列,表1第二列表示作业分解后动作单元,第三列表示动作单元操作时间,第四列表示速度评价,第八列表示动素类型。
(2)通过反复观察录像,运用工作研究的改善原则并结合人因工程学的相关理论对上述动作分析表进行改善,找出无效动作及不必要的辅助动作,以达到最大程度提高效率的目的。
无效动作分析表:
编号
名称
动作
时间
速度
周
期
类型动素归类4 无效重复 1.04 1.00 9 伸手(Reach)第三类动素7
没握住失效动
作
0.24 1.00 15 伸手(Reach)第三类动素
11 无效动作0.40 1.00 23 伸手(Reach)第三类动素28 无效重复 1.84 1.00 57 伸手(Reach)第三类动素36 无效动作0.24 1.00 72 伸手(Reach)第三类动素41 无效动作 1.04 1.00 82 伸手(Reach)第三类动素50 无效动作0.32 1.00 100 伸手(Reach)第三类动素53 无效动作0.16 1.00 106 伸手(Reach)第三类动素56 无效动作0.24 1.00 112 伸手(Reach)第三类动素67 无效动作 1.12 1.00 128 伸手(Reach)第三类动素
70 无效动作0.48 1.00 132 伸手(Reach)第三类动素73 无效动作 1.12 1.00 135 伸手(Reach)第三类动素77 无效动作 6.48 1.00 140 伸手(Reach)第三类动素81 无效动作0.80 1.00 144 伸手(Reach)第三类动素88 无效动作 1.60 1.00 151 伸手(Reach)第三类动素99 无效动作 4.16 1.00 165 伸手(Reach)第三类动素102 无效动作0.72 1.00 169 伸手(Reach)第三类动素108 无效动作 3.20 1.00 176 伸手(Reach)第三类动素116 无效动作0.72 1.00 184 伸手(Reach)第三类动素127 无效动作 3.52 1.00 197 伸手(Reach)第三类动素
以上为无效动作可以通过培训工人消除。
分解后的三大类动素统计如表2和图1、2、3、4所示;
表2 动素汇总表
动素分类类别名
称
改善前时间
改善后时
间
数据个数
第一类动素有效动
素
145.23145.23 57
第二类动素辅助动
素
37.3537.35 58
第三类动素无效动
素
69.210.00 26
图1 改善前动素时间比例分布图2 改善后的动素时间比例分布
改善前后动作时间对比
102030
405060708090改善前总时间77.4910.04
16.2859.28.9616.24 3.04改善后总时间
48.04
10.04
16.28
59.2
8.96
16.24
3.04
伸手(Reach)
握取(Grasp)移动(Move )装配(Assemble )对准(Position )拆卸
(DisAssem
ble)寻找
(Search)
图3 改善前动素时间分布
图4 改善后的动素时间分布
(3)通过上面的分析,给出合理的标准时间,并能给出效益分析。
周期
改善前总
时间
改善后总时间
平均改善前总时间
平均改善后总时间
1 251.76
182.55
251.76
182.55
给出完成此操作的建议标准时间,然后以一个月或者一年为单位给出效益分析。
注 标准时间为161.31秒
注效益分析:
改善前总时间为251.76秒,改善后总时间为182.55秒,绝对时间为69.21秒:改善后一次装配可以节约69.21秒,以一天8小时,一个月30天算,则一个月可节约时间为69.21×8×60×60×30=59797440秒。改善前一天装配8×60×60/251.76=114(台),改善后一天装配8×60×60/182.55=157(台),一天可多装配157-114=43(台),一个月可多装配43×30=1290(台),由此得到的效益是很可观的。
六、指导教师评语
基础工业工程实验指导书(完整版)
实验1 流程程序分析 一、实验目的 1、学会用程序分析符号、记录并绘制某产品(或零件、服务)的流程程序图。 2、学会用“5W1H”分析(完成了什么?何处做?何时做?由谁做?如何做?为什么要这样做?)技术发掘问题,用“ECRS”原则来改进程序。 二、实验说明 1、流程程序分析是以产品或零件的加工全过程为对象,运用程序分析技巧对整个流程程序中的操作、搬运、贮存、检验、暂存五个方面加以记录和考查、分析。流程程序分析是对生产现场的宏观分析,但它比工艺流程更具体、内容更详细,用途更广泛。 2、运用“5W1H”提问技术,对“操作”、“搬运”、“贮存”、“检验”、“暂存”五个方面进行考查、逐项提问,从而达到考查、分析、发掘问题的目的。 3、在发掘问题的基础上,应用取消、合并、重排、简化四大原则来建立新的程序。 三、实验器材 电子天平、电子秒表、计算器、胶带台、胶带、胶水、记录板、A4纸、包装纸、物流箱等。 四、实验分组 5~6人一组,1人模拟顾客,1人模拟邮局业务员,1人使用记录板记录,1人使用电子秒表测时,其他人认真观察,做些辅助工作。 五、实验内容及步骤 本实验模拟邮局邮包发送流程,可参考下列流程进行: (1)顾客到达。(流程分析起点); (2)询问业务; (3)等待顾客填单; (4)从顾客手中接邮包和填好的包裹单;
(5)包装邮寄物; (6)称重; (7)使用计算器计算邮资;(2元起价,含200克,200克以上按1分/克计算邮资) (8)向顾客收取邮资; (9)登帐(实为计算机操作,这里用手工记账代替); (10)贴包裹单; (11)贴邮票; (12)将包裹放入邮件暂存箱; (13)把包裹单第二联交顾客; (14)顾客离开,服务结束。 实验时,先模拟1~2遍,然后负责记录的同学使用流程图符号记录“邮局业务员”的实际工作流程,绘制流程程序分析简图。同时记录时间和移动距离等参考数据。 六、实验报告要求 使用实习报告纸或课程设计纸书写。实验报告应包含以下内容: (1)实验目的;(2)实验器材;(3)实验分组;(4)实验内容与步骤; (5)5W1H分析过程;(6)ECRS改善过程;(7)规范的以为人主的流程程序图(含现行方法和改善方法)。(8)对分析改善进行总结。
2020年工业工程实训的英文自我评价
工业工程实训的英文自我评价 工业工程因为专业的要求经常会有实训的,但是他们的英文版自我评价要怎么写呢?下面是小编为大家带来的范文,相信对你会有帮助的。工业工程实训的英文自我评价篇一With the dream I went to college, in college, I earnestly learn the profession, to expand the knowledge, and to strengthen the principle of capacity training, a lot of learning from the wealth of knowledge, exercise their own ability. I strive to learn basic courses, deep research expertise, and achieved excellent results, many times among the best, year after year scholarships. In school, I love socialism, support the Chinese Communist Party and his leadership. Consciously abide by national laws and school discipline.Actively participate in various activities within the party school, to move closer to the party organization, and achieved a certificate of party school graduation. In school, I actively participate in classes from the class, the school's various collective activities, and make suggestions for the collective. Always concerned about the students, and we harmonious relationship. As a class cadre, I try my best to serve my classmates, actively assist my teachers in my work, carry out various forms of activities, coordinate the relationship between my classmates and the class, and make my class a vibrant and dynamic class. After-school life, I also adhere to cultivate their extensive hobbies, 1
工业工程专业调查报告
工业工程专业调查报告 一.工业工程(IE)的定义 工业工程(Industrial Engineering 简称IE),是从科学管理的基础上发展起来的一门应用性工程专业技术。由于它的内容强调综合地提高劳动生产率、降低生产成本、保证产品质量,使生产系统能够处于最佳运行状态而获得最高之整体效益,所以近数十年来一直受到各国的重视,尤其是那些经历过或正在经历工业仳变革的国家或地区,如美国、日本、四小龙及泰国等地方,都有将其视为促进经济发展的主要工具,同时相对地IE技术在这种环境下亦得到迅速的成长。 二.工业工程(IE)的起源与发展 工业工程(Industrial Engineering,简称IE)起源于20世纪初的美国,它以现代工业化生产为背景,在发达国家得到了广泛应用。现代工业工程是以大规模工业生产及社会经济系统为研究对象,在制造工程学。管理科学和系统工程学等学科基础上逐步形成和发展起来的一门交叉的工程学科。它是将人、设备、物料、信息和环境等生产系统要素进行优化配置,对工业等生产过程进行系统规划与设计、评价与创新,从而提高工业生产率和社会经济效益专门化的综合技术,且内容日益广泛。 与发达国家相比我国的起步较晚,20世纪80年代初期,工业
部门开始对工业工程有所认识,并逐步推广。 工业工程在我国的应用前景十分广阔。80年代。日本能率协会专家三上展喜受日本政府委托,在我国北京、大连等地推广应用工业工程技术,他认为,中国许多企业不需要在硬件方面增加许多投资,只要在管理方式、人员素质和工业工程等方面着力改进,生产效率就可提高2~3倍,甚至5~10倍。国内应用工业工程技术比较典型的企业有:北京机床电器厂、一汽集团、鞍山钢铁公司等,都取得了明显的经济效益。 工业工程在国外与国内发展及应用的实践表明,这门工程与管理有机结合的综合技术对提高企业的生产率和生产系统综合效率及效益,提高系统综合素质,对增强企业在开放经济条件下的国际市场竞争能力和知识经济环境中的综合创新能力,对赢得各类生产系统、管理系统及社会经济系统的 高质量、可持续发展等,具有不可替代的重要作用。 三.工业工程(IE)的地位、作用、特点以及范围 (1).工业工程(IE)的地位 工业工程(IE)与人类社会工业化进程一起,已经走过了一百多年的历史,对人类社会,尤其是西方的经济和社会发展产生了巨大的推动作用。世界上诸多工业发达国家,如美国、德国、日本、英国等,其经济发展都与其雄厚的工业及其工业工程(IE)的实力有着密切的联系。在美国,工业工程(IE)与机械工程、电子工程、土木工程、化工工程、计算机、航空工程一起,并称为七大工程,可见它的独特性和
基础IE实验报告
实验指导书 《基础IE实验》课程 学院:机电工程学院 学号: 3116112008 专业年级: 2011级工业工程(1)班 学生姓名:方圣鋆 成绩: 2014 年 6 月 15 日
实验一:工业工程综合实验系统各模块认识 一、实验任务 工业工程综合实验系统演示及各模块认识,为后续的4个综合性、设计性实验打下基础。 二、实验目的及训练要点 1)对工业工程综合实验系统有一个全面的了解; 2)了解各模块的功用、特性; 3)掌握工业工程综合实验系统的使用方法。 三、实验设备、仪器、工具及资料 工业工程综合实验系统如图所示。 四、实验内容及步骤 1)工业工程综合实验系统总体介绍; 2)操作演示内容包含自动化立体仓库、自动化生产线、模拟生产车间环境物流、生产监控分析、信息分析等。 五、实验报告要求 1)画出工业工程综合实验系统功能框图。 2)简述工业工程综合实验系统各子系统的功能。 1.微机,主要利用微机进行从原材料到成品产出的清单进行处理; 2.控制台,对产品生产过程进行全程控制,保证成品质量; 3.自动化立体仓库,对生产完的产品进行自动存储; 4.自动化流水线,产品在流水线上的模拟以及产品控制的过程; 5.检验台,产品出库时的检查及出货时对产品进一步的把关保证产品质量。
实验二: 动作研究与模特排时法 动作研究 一、动作研究实验任务 利用影片分析技术对195型喷油泵装配过程的操作单元进行细微动作研究,寻求最佳作业动作。 二、动作研究实验目的及训练要点 1)掌握影片分析方法。 2)掌握细微动作研究的原理与方法。 3)学会用动作经济原则改善动作。 4)熟练使用动素分析软件(工业工程分析软件)进行细微动作研究。 三、动作研究实验设备、仪器、工具及资料 计算机、视频播放软件、观测板、纸、笔、录像资料 四、动作研究实验内容及步骤 实验内容:运用动作研究的原理和方法,通过录像,对装配195A 型喷油泵从拿泵体至装好推杆体的操作过程进行详细记录,画出动素程序图,然后运用“影片分析技术”对该工序中的每一操作进行细微动作研究。 根据动作经济原则,结合“5W1H ”提问技术和“ECRS ”四大分析原则,提出改进方案。最后使用动素分析软件(工业工程分析软件)进行细微动作研究并与人工分析对比。 实验步骤: 1)观看录像资料,熟悉装配过程 2)记录每一个动作,绘制动素图 3)绘制现行方法的工作地布置图 4)分析改进 5)绘出改进后的动素图和工作地布置图 五、动作研究实验报告要求 1.改进前的动素图和工作地布置图。 图 工作布置图 工具 人 零件
《网络综合实训》指导书
《网络综合实训》 任务书 指导书 适用专业:计算机网络技术 实训班级:网络121 设计时间:第15、16周 江西工业工程职业技术学院计算机工程系 2014年 11 月
一、课程的地位、作用和目的 网络综合实训是高等职业院校计算机网络技术类专业一项重要的集中基本技能训练,是理论和知识的综合与应用。 技能训练是高职高专院校一个重要的实践教学环节,它与实验、生产实训、毕业实训构成实践性教学体系,高职高专学生较强的动手能力,依赖实践性教学体系对学生的培养。 二、实训教学目标 本实训教学总学时为56学时,主要目标是考察学生对所学计算机网络专业知识的综合应用能力,通过模拟实际工程项目,使学生掌握网络工程的设计方法、网络设备安装调试等技能,提高学生的网络实战能力。 三、实训设计原则 目前对网络技术人员人才的职业要求是,能够根据应用部门的要求进行网络系统的规划、设计和网络设备的软硬件安装、调试工作,能进行网络系统的运行、维护和管理。 本实训教学设计思想是从社会对人才的实际需求出发,以岗位群的工作为依据,突出学生的能力培养,通过循序渐进的实训教学,充分体现了以项目需求为导向,以职业能力和应用能力培养为中心的教学思路。整个课程学习过程模拟了实际网络工程从无到有的构建并进行管理的完整工作过程,做到了学习过程和工作过程的高度一致。 四、实训教学设计 本实训课程为一个综合性的网络工程项目,根据项目实际又将其分为2个子项目,每一子项目都从本专业技能结构的某一个需求开始,制定一个具体的任务(项目),讲解具体的操作过程;在操作过程补充需要的理论知识。 (1) 项目一:基本技能强化实训(26课时) 本项目是综合性强化练习,项目涵盖网络设备调试基本技能的几个重要部分,本项目的完成有助于巩固和加强网络设备调试与优化的基本功和技能。 (2) 项目二:校园网网络总体系统方案设计(30课时) 本项目以实际需求,分析网络流量、提出新网络系统的建设思路以及新系统的网络设计目标和范围,再根据对现在网络技术的分析以及能够提供的费用和网络运行给学校带来的社会经济效益,为学校提供是否可行的决策依据。 四.实训考核及成绩评定方法 1.优秀:按实训任务书要求圆满完成规定任务,有创新性。严格遵守实训管理制 度与实训纪律,实训态度认真、积极。具有良好的团队协作精神;能自我进行资料收集 并引用合理。实训过程完整、规范;设计报告结构完善、格式规范、条理清晰、论述充 分、图表准确,文字描述准确流畅。
工业工程实践报告
竭诚为您提供优质文档/双击可除 工业工程实践报告 篇一:工业工程实习报告 工业工程实习报告(一)在实习期间,我学习到很多有用的东西是在课堂上学不到的。我严格实习单位的各项规章制度,服从领导的安排,做到不迟到、不早退,尊敬领导,虚心学习,注意观察,独立思考,不耻下问,学问结合,基本上达到了实习要求。实习,顾名思义,本身就包含学习的意味。然而,通过实习,我深深地感到其实学习应该时时处处,贯穿一生!社会上行业成千上百,样样有关键可抓,有窍门可钻;工作环境处处不同,所接触的人物、事件日日新鲜,所做的事情有成有败,时代在变,世界在变,身边的一切都在变,要不断为自己注入新鲜活力才能适应时代甚至引领潮流,而不是被甩在后,被历史掩埋。以后的学习就不仅只说书论本、纸上谈兵的简单,还有更重头的,那便是学习适应能力、自学能力、社交能力和心理承受、调节能力。从学校课堂走进企业,身边的人由老师、同学们换成领导和同事们,新鲜感是有的,但很快,这份新鲜感便被自己对实际
工作的陌生所掩盖。怎么办?学,不耻下问,工作之余,跟他们聊聊天。大家都是年轻人,于是很快便熟了。他们工作的时候主动带上我,让我独立完成一些工作,在旁教我该如何如何地做。看着自己逐渐融入他们的圈子,一起工作、一起说笑,那种不再是陌生人的感觉真棒!到了一个新的工作环境要在最短的时间内记住同事的名字,了解单位的管理架构,弄清自己的职责范围。对于实习生,还得尽量让部门所有的人都认识自己,使自己有更多的机会。这时候,还持着大学生的姿态,还留着在校学生的腼腆,还不大方落落,积极主动地融入社会是行不通的。至于如何察言观色,如何处理个人与他人的利益关系,交往如何做到恰到好处,则是更深奥的学问了。除了搞活人际关系外,我们工业工程专业的实习应当与工作实践联系在一起。工业工程是一门不断发展和完善的学科,它有效地综合了工程科学、管理科学、自然科学和社会科学等多学科研究的最新成果,逐步形成了自己独立的科学体系,并且随着科学技术的发展和市场需求的不断发展而变化,其内涵和外延还在不断丰富和发展。1955年美国工业工程师学会给出了工业工程完整的定义,即“工业工程是对有关人员、物资、设备、能源和信息等组成的整体系统进行设计、改造与实施的一门学科,它利用数学、物理和社会科学的专门知识和技能,并且应用工程分析和设计的原理和方法,对该系统可能获得的成果予以确定、预测和评
工业工程实验报告
《现代工业工程》实验报告
实验一工艺程序分析 一、实验目的 1、学会用程序分析符号,画出灯光追逐控制器的装配流程程序图。 2、学会用“5W1H”提问技术发掘问题,用“ECRS”原则来改进程序。 3、综合运用实验二~实验六中练习过的研究方法,平整流水线。 二.实验原理 工艺程序分析是以产品或零件的加工制造全过程为对象,运用程序分析技巧对整个流程程序中的操作、检验两个方面加以记录和考察、分析。用“5W1H”提问技术,对“操作”、“检验”两方面进行考察、逐项提问,从而达到考察、分析,发掘问题的目的。在发掘问题的基础上,应用取消、合并、重排、简化四大原则来建立新的程序。 在之前的实验中,我们已经练习了工业工程中主要的方法研究(流程分析、程序分析、操作分析和动作分析)和时间研究(秒表测时与MOD法)的技术与方法。通过这些练习,我们应该能够对于企业经营活动中的基本运作流程以及如何分析和提高人机系统整体效率有比较全面的认识,对于在企业工作中如何制定科学合理的标准工时有了一定的把握。本实验就是要运用以上知识,以及流程程序分析的相关知识,对灯光追逐控制器的生产流水线进行平整与优化。 三.实验容及步骤 (1)实验步骤 1、打开机箱。 2、箱体底装4只橡皮脚,用3×12螺丝固定(4套)。 3、将线路板固定在箱体上,用螺母固定好。 4、在箱体的一侧装船形开关和J型航空插各1只。 5、在箱体表面安装钮子开关(φ6)1只,按钮开关(φ10)1只,发光 6、极管座(φ8)5只,将5只发光二极管分别插入管座中。
7、将J型航空插上咖啡色线(短的)接P端子(线路板上)的1号,绿线接P端子的2号。 8、将船形开关上红色线接P端子的1号,黑色线接P端子的3号。 9、将钮子开关上咖啡色线接K-SB端子(线路板上)的1号,蓝色线接K-SB端子的2号,黄绿线接K-SB端子的3号。 10、将按钮开关(绿色)上白色线接K-SB端子的4号,桔色线接K-SB端子的5号。 11、发光二极管按照从上到下、从左到右的顺序排列,发光二极管D1上黄色线接LDE1-3端子(线路板上)的1号,灰色线接LDE1-3端子的2号;发光二极管D2上黄色线接LDE1-3端子的3号,灰色线接LDE1-3端子的4号;发光二极管D3上黄色线接LDE1-3端子的5号,灰色线接LDE1-3端子的6号。 12、发光二极管D4上黄色线接LDE4-5端子(线路板上)的1号,灰色线接LDE4-5端子的2号;发光二极管D5上黄色线接LDE4-5端子的3号,灰色线接LDE4-5端子的4号。 13、将箱体盖好,用4×20螺丝固定(4只)。 14、通电调试,观察发光二极管的闪烁频率,如要增大闪烁频率,则分别逆时针旋转调节RW1~RW5电位器,反之则顺时针调节。
工业工程综合实验报告
实验1 生产线装配模拟 一、实验目的 熟悉产品的结构与组成,掌握产品的加工装配工艺过程。进行方法研究,建立标准的作业方法。进行作业测定,制定相应的标准工时。了解基本生产过程、生产结构、平面布置。制定相应的质量管理方法。 二、实验仪器 1.六工位流水生产线。 2.装配工具 三、实验步骤 1.熟悉某产品的结构与构成,制定装配工艺。 2.模拟企业生产过程,合理确定生产线节拍,进行工位的分配。 3.建立标准的装配作业方法。 4.针对装配过程画出平面布置图并提出改进方案。 5.针对装配过程进行程序分析、作业分析和动作分析。 6.针对某工位进行作业测定,进行评比并制定宽放,从而制定标准工时。 7. 应用5W1H和ECRS分析原则提出改进方案。 四、实验结果 经过反复地实验,综合运用所学知识,不断地进行改善,最终确定实验过程如下: 1.在工位一安装泵体,并整理(时间10s)。 2.在工位二安装定位销,放置端盖螺钉,并预紧两个端盖螺钉(时间26.81s)。 3.在工位三拧端盖螺钉,并放置底部螺钉(时间36.78s)。 4.在工位四拧紧底部螺钉(时间44.72s)。 5.在工位五上安装键(时间5.06s)。 6.在工位六检查装配完毕的油压泵是否符合要求(时间4s)。
实验2 产品出入库管理 一、实验目的 接受实验1装配完工的产品,本实验利用仓储管理软件WMS,进行物料信息的录入,条码编制及打印,按照现代物流企业在仓储业务中的入库、出库操作流程,模拟入、出库操作过程中的不同角色,完成给定的入、出库任务,并能利用WMS软件实施常规的库存管理(盘点、库存查询、分类管理、货位使用率分析、仓位冻结等)。掌握立体仓库的作业流程,理解入库操作时的货位分配策略以及出库操作时的货物拣选策略。 二、实验仪器与器材 1.六工位流水生产线。 2.立体仓库 三、实验内容及步骤 1、入库计划 第一步:点击【计划调度/入库计划】进入到入库计划列表页面; 第二步:新增入库计划单:点击【新增】按钮,进入到新增页面; 第三步:完善入库计划单表头信息; 第四步:选择物料及单位后,点击【确定】按钮 第五步:输入计划入库的数量; 第六步:点击【保存】按钮进行保存; 物料明细: 选择 第七步:选择新增入库计划单,点击【审核】按钮进行审核操作。 2、入库接单 第一步:点击【入库作业/入库接单】,进入到入库接单列表页面 第二步:新增入库作业单:点击【新增】按钮,进入到入库计划单选择页面,即选择要进行入库操作的计划单;
基础工业工程读书心得
《基础工业工程》读书心得 工业工程(IE)诞生于二十世纪早期的美国,其不同于机械工程、化学工程、电子工程等专业工程,它是一门技术与管理相结合的工程学科,并且以现代工业化生产为背景,在发达国家得到了广泛应用。而要学习工业工程,《基础工业工程》则是工业工程的入门级书籍,此外还应学习《运筹学》、《人因工程学》、《物流工程》等书籍。 1.定义 对于工业工程,美国工业工程学会对其的定义表述如下:“工业工程(IE),是对人员、物料、设备、能源和信息所组成的集成系统进行设计、改善和设置的一门学科。它综合运用数学、物理学和社会科学方面的专门知识和技术,以及工程分析和设计的原理与方法,对该系统所取得的成果进行确定、预测和评价。” 而日本IE协会对其定义为:“IE是这样一种活动,它以科学的方法,有效地利用人、财、物、信息、时间等经营资源,优质、廉价并及时地提供市场所需要的商品和服务,同时探求各种方法给从事这些工作的人们带来满足和幸福。” 从美国的工业工程定义当中,读者或许可获知一个较为模糊的概念,即所有人类及非人类参与的活动,只要有动作出现的,都可应用工业工程的理论和技术进行分析和改善,使之达到最佳的生产或服务目的。而日本所做的定义则简明扼要、通俗易懂,不仅清楚地说明了IE的性质、目的和方法,而且还体现了“以人为本”的思想,体现出了IE与其它工程学科的不同之处。 2.知识结构 工业工程的核心是降低成本、提高质量和生产率,而工作研究则是其最重要的基础技术。工作研究的主要技术则分为两大部分,即方法研究和作业测定。 方法研究(又称基础IE) 方法研究是以提高生产率和工作效率为目的,以作业系统为对象,研究合理的工作程序和有效的工作方法,并确定标准作业时间的一种技术。其特点包含求新意识、整体优化的意识、寻求最佳的作业方法,提高企业的经济效益。主要分为
反应时的测定实验报告
. 人因工程课程设计 —反应时的测量实验报告 专业工业工程 学号 1240408110 姓名志伟 指导老师吴俊 成绩 2015年06月30日
实验报告——反应时的测量 【摘要】本次试验的目的是学习视觉简单反应时、选择反应时和辨别反应时的测定方法以及仪器的使用、材料的整理计算,并比较三种反应时的时间差异以及探讨影响反应时的因素。经过分析实验结果数据得出的结论为:被试作出反应所需时间是由刺激的复杂程度决定的。即简单反应时所需反应时间小于选择反应时所需时间。选择反应时和辨别反应时不存在显著的性别差异。 【关键词】简单反应时选择反应时辨别反应时多项职业能力测量仪1.引言 反应时是人因工程学在研究和应用中经常使用的一种重要的心理特征指标。人的信息处理过程,大部分活动是在体潜伏进行的,难以对信息接受、加工和传递各个阶段精确地进行实验测定。因此,在实践中往往利用反应时指标来近似说明人对信息处理过程的效率及影响因素。利用反应时可以分析人的感知觉、注意、识别、学习、唤醒水平、动作反应、定向运动、信号刺激量等,在此基础上,实现提高作业效率、监视水平和集中注意力等目的,合理制定作业标准,改进人机界面,改善作业条件和环境等。 反应时指刺激作用于有机体后到明显的反应开始时所需要的时间。刺激作用于感官引起感官的兴奋,兴奋传到大脑,并对其加工,再通过传出通路传到运动器官,运动反应器接受神经冲动,产生一定反应,这个过程可用时间作为标志来测量,这就是反应时。 本实验采用的是荷兰心理学家 F.C.唐德斯的研究结果。测量最基本的三种反应时,即简单、选择、辨别反应时。唐德斯将它们分别命名为:a、b、c反应时。(1)简单反应时(RTA) 在测试中呈现的刺激和要求被试做出的反应都只有一个,且固定不变。本实验程序可测量视觉、听觉两种简单反应时。视觉的刺激为一绿圆,听觉的刺激为773Hz纯音。测量方式一样,被试均按绿键反应。测30次,每次预备后间隔2秒呈现刺激。如果测试中被试在准备阶段有抢先现象,则该次结果无效,并由计算机剔除并警告抢码被试。另外以每5次呈现为一组,随机加入空白的探测刺激2秒,如有被试在此时抢码,则警告抢码被试,且本组实验将重新进行。最后以 2
基础工业工程实验报告
姓名:专业:班级:学号: 时间:地点:指导教师: 实验一工艺程序分析 实验要求 一、实验任务 绘制柴油机195A喷油泵的工艺程序分析图 二、实验目的及训练要点 掌握工艺程序图的绘制方法;学会正确使用流程分析符号 三、实验设备、仪器、工具及资料 195A性柴油机喷油泵;螺钉旋具、活扳手、尖嘴钳、料盒、录像器材、计算机 四、实验内容 熟悉喷油泵的结构和组成,掌握195A型喷油泵的加工、装配工艺过程,现场拆卸和组装195A型喷油泵,录制装卸过程的视频资料,绘制喷油泵的工艺程序分析图。 实验报告要求 1、写出195A型喷油泵进行工艺程序分析的实施步骤; 2、画出195A型喷油泵的工艺程序图。 评语:成绩:
姓名:专业:班级:学号: 时间:地点:指导教师: 实验二双手操作分析 实验要求 一、实验任务 绘制柴油机195A喷油泵装配过程的双手操作分析图,并加以研究改进。 二、实验目的及训练要点 掌握双手操作分析图的绘制方法;学会正确描述、设计和改进工作地布置;学会正确分析双手操作图所记录的工作现状,并找出存在的问题,提出改进方案。 三、实验设备、仪器、工具及资料 195A性柴油机喷油泵;螺钉旋具、活扳手、尖嘴钳、料盒、录像资料、计算机 四、实验内容 通过录像资料观察装配195A型喷油泵从拿泵体至装好推杆体得工作过程,将工作地布置见图及双手操作过程记录下来,根据工作经济原则进行分析和改进。 实验报告要求 1、详细列出实验步骤; 2、画出双手操作程序图; 3、绘制工作地现场布置图。 评语:成绩:
姓名:专业:班级:学号: 时间:地点:指导教师: 实验三动作研究 实验要求 一、实验任务 利用影像分析技术对195A型喷油泵装配过程的操作单元进行微细动作研究,寻找最佳作业动作。 二、实验目的及训练要点 掌握影像分析方法;掌握微细动作研究的原理与方法;学会用动作经济原则改善动作。 三、实验设备、仪器、工具及资料 计算机、视频播放软件、纸、笔、录像资料 四、实验内容 通过录像,对装配195A喷油泵从拿泵体到装好推杆体得操作过程进行详细记录,会出动素程序图,对工序中的每一操作进行微细动作研究并提出改进方案。 实验报告要求 1、观看录像资料熟悉装配过程; 2、记录每一个动作,绘制动素图; 3、绘制现行方法的工作地布置图;分析改进,绘制动素图和工作地布置图。 评语:成绩:
工业工程调查研究报告
教室垃圾现象调查研究 -以南京理工大学泰州科技学院为例 摘要:经过调查抽样,调查了南京理工大学泰州科技学院教室垃圾现象的严重程度,结合工作抽样的方法如正态分布,可靠度与精度,工作抽样观测次数n的确定,其中调查遵循了两条基本原则:一是保证每次抽样观测的随机性;二是要有足够的抽样观测次数,且在解决方案中用到了目视管理与5S管理、定置管理的相关原理,且充分体现了IE意识中的成本与效率意识,问题与改革意识,工作简化与标准化意识,全局和整体意识,以人为中心的意识,并在其基础上详细分析了该学校的教室垃圾问题,其中运用了5W1H提问技术,在结合抽样调查结果后提出了在全校范围内启动”零垃圾行动“活动倡议的相关建议。 关键字:工作抽样;时间调查;目视管理;5S管理;零垃圾行动 The classroom garbage phenomenon research -Taizhou institute of technology of Nanjing University of science and technology, for example Abstract:After investigation and sampling, survey of Nanjing university of science and technology classroom garbage phenomenon severity of Taizhou institute of science and technology, combining with the work of sampling method such as normal distribution, the reliability and accuracy of work sampling determination of number of observations n and the investigation follows the two basic principles: one is to make sure every time the randomness of sampling observation; Second, must have enough number of sampling observation, and in the solution used in visual management and 5 s management, fixation management principle, and fully embodies the IE consciousness, consciousness of cost and efficiency problem and reform consciousness, work consciousness of simplification and standardization, and the overall global consciousness, people-centered consciousness, and based on the detailed analysis of the school classroom garbage problem,After combining with sampling survey results put forward in the school range start "zero garbage action" activities initiative. Keywords:Work sampling; Time for investigation;Visual management; 5 s management;Zero garbage action
基础工业工程期末考试复习小抄(精)
制造过程 (生产过程是将制造资源(生产要素转变为有形财富或产品的过程。生产率实际上就是衡量生产要素(资源使用效率的尺度。衡量生产率主要是为了 通过使用较少的投入生产相同的产出或者通过使用相同的投入生产较多的产出来改善经营。生产率测评的种类静态生产率即某一给定时期的产出量与投入量之比, 即一个测定期的绝对生产率。动态生产率一个时期(测量期的静态生产率与以前 某个时期(基准期静态生产率相除得到的商,能反映不同时期生产率的变化。单要素生产率 :一种生产过程的实际产出量对某一种给定要素的实际投入量之比。多 要素生产率 :一种生产过程的实际产出量对某几种要素的实际投入量之比, 它表明几种要素的综合使用效率。总生产率或全要素生产率 :一个系统的总产出量与全 部生产要素的真实投入量之比狭义生产率只考虑直接的资源 (要素投入产出结果的各种要素生产率。广义生产率指生产系统从投入到产出转换过程的总绩效或效能。提高企业生产率的途径可归纳为两类①企业外部要素 /方法:企业提高生产率的条件和基础,是间接作用的要素。②企业内部方法:提高生产率的直接方法和途径,主要是 IE 范畴的方法 IE 的定义 IE 是对人员、物料、设备、能源和信息所组成的集成系统进行设计、改善和配置的一门学科。它综合运用数学、物理学和社会科学方面的专门知识和技术, 以及工程分析和设计的原理和方法, 对该系统所取得的成果进行确定、预测和评价 IE 的目标就是:使生产系统投入的要素得到有效利用,降低成本,保证质量和安全,提高生产率, 获得最佳效益。 工业工程的产生与发展产生动因?科学技术:20世纪初进入电动机时代?生 产力:福特生产线经济形态:18-19世纪完成工业资本积累?代表人物:泰勒吉尔布雷斯甘特依次经过三个阶段 :科学管理、传统 IE 、现代管理泰勒的时间研究进行了铁锹实验吉尔布雷斯的动作研究进行了砌砖实验 工作研究以生产系统为研究对象。作业系统是为实现预定的功能、达成系统的目标,由许多相互联系的因素所形成的有机整体 工作研究的特点只需很少的投资或不需要投资的情况下, 通过改进作业流程和操作方法, 实行先进合理的工作定额, 充分利用企业自身的人力、物力和财力等资源, 走内涵式发展的道路, 挖掘企业内部潜力, 提高企业的生产效率和效益,降低成本,
工业工程生产实习报告(一)-实习报告
工业工程生产实习报告(一)-实习报告 第一篇:工业工程生产实习报告 生产实习是学习工业工程专业的一项重要的实践性教学环节,旨在开拓我们的视野,增强专业意识,巩固和理解专业课程,本次实习以生产实习为主,实习方式主要是请企业技术管理和企业管理人员以讲座形式介绍有关内容同学们下生产车间参观,向企业的现场管理,技术生产工作人员学习请教相关知识;由带队老师组织同学们分组讨论、发言,通过交流实习体会方式,加深和巩固实习和专题讲座内容。 一、实习安排及相关准备知识 实习安排:实习时间跨度三个星期(8月30日—9月18日) ,实习安排如下: 8月30日—9月3日许昌烟草机械公司 9月6日—9月10日郑州纺织机械有限责任公司 9月13日—9月18日同学分组讨论、交流实习体会、完成实习报告 相关准备知识: 工业工程(ie)的目标:是使生产系统投入的要素得到有效的利用,降低成本,保证质量和安全、提高生产效率,获得最佳效益。ie的基本功能是研究人员、物料、设备、能源、信息所组成的集成系统,进行设计、改善和设置。具体表现为规划、设计、评价、和创新四个方面。生产计划与控制:研究生产过程和资源的组织、计划、调度和控制,保障生产系统有效地运行。包括生产过程的时间与空间上的组织、生产与作业计划、生产线平衡、库存控制等。采用的方法:网络计划(计划评审技术pert、关键路线法cpm)、经济定货量(eoq)、经济生产批量(epq)、物料需求计划mrp以及生产资源计划mrp-ii和准时制jit。 现代制造系统:ie的基础和组成部分,包括成组技术gt、计算机辅助工艺过程设计、柔性制造单元fmc与系统fms、计算机集成制造、敏捷制造、虚拟企业、网络制造、虚拟制造、可重组制造系统(re-configurable manufacturing ystem)、孤岛制造系统(holonic manufacturing ystem), 基于智能体的制造系统(agent-based manufacturing ystem) 、自组织制造系统等。 质量管理与可靠性技术:包括为保证产品或工作质量进行质量调查、计划、组织、协调与控制等各项工作,核心是为了到达规定的质量标准,利用科学方法对生产进行严格检查和控制,预防不合格品产生。内容包括传统的质量控制方法,现代质量管理-保证,生产保证、全面质量控制tqc与全面质量控制tqm。可靠性技术是现有系统有效运行的原理与方法,包括可靠性概念、故障及诊断分析、使用可靠性、系统可靠性设计、系统维护与保养策略等。 管理信息系统:它为一个企业的经营、管理和决策提供信息支持的用户计算机综合系统,是现代ie应用的重要基础与手段。包括计算机管理系统的组成,数据库技术、信息系统设计与开发等。(mrp-ii、erp、pdm、cims) 设施规划与设计:对系统(工厂、医院、学校、商店等)进行具体的规划设计,包括选址、平面布置、物流分析、物料搬运方法与设备选择等,使个生产要素和各子系统(设计、生产制造、供应、后勤保障、销售等部门)按照ie 要求得到合理的配置,组成有效地集成系统。涉及se、or、工作研究、成组技术、管理信息系统、工效学、工程经济学、计算机模拟等知识。 企业资源计划(enterprise resource la ing,erp):是一种科学管理思(本站向你推荐https://www.360docs.net/doc/6013806767.html,)想的计算机实现,起源于20世纪60年代初,经历了物料需求计划(mrp)时代和制造资源计划(mrpⅱ)时代。到90年代,面向企业所有资源管理的思想开始提出,
精选-基础工业工程习题答案
基础工业工程习题 一选择题 1. 生产率的定义是 ( B ) A. 一切经济价值的源泉 B. 产出与投入之比 C. 衡量生产系统转换效率 D. 生产要素的使用效率 2. 按测定方式分类,生产率可分为( A ) A.静态生产率和动态生产率 B. 直接劳动生产率和总成本生产率 C. 劳动生产率,资本生产率,原材料生产率,能源生产率,总成本生产率,外汇生产率 D. 单要素生产率、多要素生产率、全要素生产率 3. IE的最高目标是( D ) A.提高生产效率 B. 提高劳动生产率 C. 降低成本 D. 提高系统的总生产率 4. 工作研究的对象为( A ) A. 作业系统 B 工程系统 C 社会系统 D 环境系统 5. 生产作业总时间应由两部分时间组成,即( CE ) A 制度工作时间 B 工作时间 C 总工作时间 D 开工时间 E 总的无效损失时间 6. 对制品制造过程进行分析改进的技术是( B ) A 操作分析 B 工艺流程分析 C 作业流程分析 D 动作分析 7. 搬运分析包括的两项分析技术是( BC ) A 搬运路线分析 B 搬运流程分析 C 搬运活动分析 D 搬运作业分析 E 搬运工具分析 8. 以操作者为对象开展程序分析适宜采用( D ) A 人、机操作分析 B 人型流程图分析 C 物型流程图分析 D 双手操作分析 9. 常用的操作分析技术主要包括( A C D ) A 双手操作分析 B 目视动作分析 C 人、机操作分析 D 工组联合操作分析 E 流程程序分析 10. 工艺流程分析的改进物件只包括加工和( B ) A 装配 B 检验 C 包装 D 储存 11. 工作评比法的关键是如何确定( D ) A 计算公式 B 作业时间 C 作业方法 D 评比系数 12. 人机工程学研究的物件包括人、机和( D ) A 产品 B 品质 C 服务 D 环境 13. 以操作者为物件开展程式分析适宜采用( D ) A 人—机操作分析 B 人型流程图分析 C 物型流程图分析 D 双手操作分析 14. 工作研究的物件应为( A ) A 作业系统 B 工程系统 C 社会系统 D 环境系统 15. 生产工人在工作班内为完成生产任务,直接和间接的全部工时消耗属于( C ) A 作业时间 B 宽放时间 C 定额时间 D 非定额时间 16. 工业工程是一门( C ) A 专业工程学科 B 管理学科 C 跨学科的边缘学科 D 企业管理 17. 工业工程的功能具体表现为( C )等四个方面 A 预测、设计、改善和设置 B 把人员、物料、设备和能源组成集成系统 C 规划、设计、评价和创新 D 降低成本、减少消耗、提高效率、保证安全 18. 工业工程师的作用就是把人员、机器、资源和资讯等联系在一起,以求得有效的运行。他们主要从事( C ),要处理人与物、技术与管理、局部与整体的关系。 A 工作研究 B 设施规划 C 生产系统的设计和改善(即再设计) D 工程经济分析 19. 工作抽样需要对操作者或者机器进行( D )
基础工业工程 实验报告1
山东建筑大学管理工程学院工业工程专业实验报告 山东建筑大学基础工业工程实验报告 实验日期:2013.11.29 班级:工业1* 实验者:李* 同组者:常* 实验项目名称:工艺流程分析 一、实验目的 1.掌握工艺程序图的绘制方法; 2.学会正确使用工艺程序分析符号; 3.学会正确查阅装配工艺卡、工艺过程卡、工序卡等工艺卡片; 4.熟悉产品(或零件)的工艺程序分析过程。 二、实验仪器、设备及材料 1.计算机、投影仪。 2.S195型柴油机喷油泵。 3.螺丝刀(一字形)、活动板手、尖嘴钳、料盒。 4.油泵加工装配工艺卡、工序卡。 5.油泵装配录像资料。 三、实验原理 1.工作研究的内容及意义 工作研究是工业工程中最早出现的一种技术和基础方法,也可以说工业工程是在工作研究基础上逐步发展壮大起来的。工作研究以作业或操作系统为研究对象,它提供了许多分析方法和分析技术,对于降低成本,提高质量和生产率起到巨大的推动作用。工作研究主要包括方法研究和时间研究两部分内容。方法研究又包括程序分析、操作分析和动作分析三个层次。程序分析是从宏观角度出发,对整个生产过程进行全面的观察记录和整体分析,是方法研究的主要内容之一。具体分析技术包括工艺程序分析、流程程序分析、线路图分析和线图分析等。 2.工艺程序分析 工艺程序分析的目的是改善整个生产过程中不合理的工艺内容、工艺方法、工艺程序等,通过严格的考查和分析,设计出经济合理而有效的工艺方法、工艺程序和空间配置。工艺程序分析的主要内容之一是绘制工艺程序分析图,它含有工艺程序的全面概况及工序之间的相互关系,并根据工艺顺序进行编制,且标明所需时间。 工艺程序分析只研究“操作”、“检验”两项内容。 3.工艺程序图的绘制方法 首先,将研究对象分解成较小单元,比如将产品分解成零件,每一个零件从原料或者毛坯开始,将其工艺过程从上到下在一条竖线上表示出来,加工或操作用“”表示,检验用“”表示;其次,分析研究对象的构成,将主要零件(工艺最复杂或
关于机械设计制造及其自动化的调查报告
关于机械设计制造及其自动化的调查报告随着时代的发展,中国与西方国家的交流日趋频繁,中国已经成为全球的制造业和加工工业中心。而机械类专业是为各行各业制造并提供机械设备和电气装置的部门,被誉为“国民经济的装备部”。经过数年的改革调整,机械行业焕发生机,我国的机械企业逐步摆脱了计划经济的束缚,确立了现代企业制度,机械行业逐步跟上市场经济和信息时代的步伐;各企业引进或自行研究了很多新的工艺装备和自动化生产管理等系统,在这种情况下就需要更多高素质搞文化的应用型人才不断地充实本行业,机械设计制造及自动化专业就是行业领域最重要之一。 而且,随着形势的发展,中国的制造业将得到较大的发展,有专家预测,21世纪的中国很可能成为全球的制造业和加工工业中心,在这种形势下,对机械的需求必将有较大的提升。行业得到发展,继而会对用人提出数量方面和质量方面的要求,因此专家预测,机械类专业人才的就业需求将得到改善,甚至有可能出现“热销”局面,高层次的技术人才将成为企业竞相争夺的对象。 在今后10年内,社会对机械行业毕业生总体需求较大,其中机电一体化专业人才最为紧缺。目前不少企业的生产设备逐步更新换代,掌握机电一体化技术、懂得数控设备的操作与维护的机械专业人才将大受欢迎。不过目前我国高校的一些机械类专业教学内容陈旧,不能适应培养高水平的机电一体化专业人才的需要,这是一个亟待解决的问题。 此外机械设计制造与加工专业人才近年供需比也较高。因为这些专业将来的工作条件相对艰苦,需要从事车、钳、锨、刨等工作,所以报读这些专业的人不多,因而相关岗位上的人才缺口比较大。现在不少地方的人才市场上,高级机械技术工人的待遇已直逼高学历人士。另外工业工程和工业设计专业也有望成为热门专业,因为我国的工业设计人才相对缺乏,我们20年来所培养的工业设计专业毕业生仅3万人左右,只相当于目前韩国该专业在校生的数量。不过工业设计专业在当前的就业情形并不好,供大于求,这是因为工业设计的重要性还不能为人、为企业所了解、所看重。 从行业发展看,数控机床、工程机械、发电设备、印刷机械等专业的前景都值得看好。 ???? 需要说明的是,机械类专业的名称、内涵过去和今天有所不同,现在经调整、合并,机械类专业有“机械设计制造及其自动化”“材料成型及控制工程”“工业设计”“过程装备与控制工程”“机械工程及自动化”“车辆工程”“机械电子工程”“汽车服务工程”“制造自动化与测控工程”“微机电系统工程”“制造工程”等专业。 机械类专业是一个是实实在在的专业,大到万吨巨轮,小到移动电话,高精到航天飞机,普通到曲别针的制造,都离不开该类人才。而且,机械类专业还具有通用性的优势:学建筑机械的去搞医疗器械能适应,学石油机械的去造飞机也没问题。另外,并非只有机械行业才需要机械专业人才,任何行业,无论是生产型企业还是研发性单位,只要使用设备、生产线,就要给机械专业人才用武之地,如制药、乳品、食品、橡胶等行业都需要他们来安装和维护生产设备。只要整个社会经济正常发展,该专业毕业生就不乏就业岗位,他们既可以成长为工程师,也能胜任管理岗位。 进入21世纪,更多企业已意识到工业设计的重要性。据国家轻工业局副局长朱焘介绍,现代工业产品的市场,在很大程度上依赖工业设计的成功。随着高科技技术的发展,产品的