加氢工艺安全控制检查表.doc

加氢工艺安全控制检查表
(注:文件素材和资料部分来自网络,供参考。请预览后才下载,期待你的好评与关注。)
安全设施日常检查表
安全设施日常检查表 设施所属部门: 检查人员检查时间年月日序 号 检查项目检查内容及依据检查结果备注1 预防事故设施检测、报警 设施 工艺装置火灾爆炸危险部位,设置超温、超压、报警(声、光)和安全连 锁装置,确保完好在用 2 可燃气体(蒸气)可能泄漏扩散处,设置可燃气体浓度检测、报警器,定期检测,工作正常 3 地上立式储罐设液位计或高、低液位报警器,状态完好。 4 在有毒气体可能泄漏扩散处,应设置有毒气体检测报警,工作正常 5 便携式检验检测设备、仪器完好,无缺失 6 设备安全 防护设施按要求设置防护罩、防护屏、防护栏等安全防护设施,不得随意拆除或弃用 7 静电接地设施定期检测,且在有效期内;接地设施完好在用 10 防爆设施爆炸和火灾危险场所按要求设置相应级别和组别的防爆电气设备 11 防爆区域现场设置防爆工具,无缺失 12 作业场所 防护设施 作业场所设置相应的防辐射、防静电、防噪音、通风(除尘、排毒)、防护 栏(网)、防滑、防灼烫等设施,运转或使用正常 13 安全警示 标志作业现场按要求设置包括各种指示、警示作业安全和逃生避难等警示标志,字迹清晰、无脱落 14 作业现场按要求设置风向标和逃生避难设施,无损坏缺失 15 控制事故设施泄压止逆 设施 可能引起超压的设备设置安全阀,并按标准进行定压,定期校验 16 甲、乙、丙类的设备,应有事故紧急排放设施,状态正常 17 有突然超压或发生瞬时分解爆炸危险物料的反应设备设报警信号和泄压排放设施及自动或手动遥控的紧急切断进料设施 18 按要求设置用于止逆阀门等设施,真空系统的密封设施,设施正常 19 处理设施设置紧急停车、仪表联锁等设施,完好在用 20 减少 与消 除事 故影 响设 施防止火灾 蔓延设施 按要求设置阻火器、安全水封、回火防止器、防油(火)堤,防爆墙、防 爆门等隔爆设施,设施完好在用 21 灭火设施按规定设置水喷淋、蒸气、泡沫释放、消火栓、水枪(炮)、、消防水管网等灭火设施,完好在用 22 紧急个体 处置设施 有毒有害车间(岗位)、设置洗眼、喷淋等冲洗设施,并配备足够适用的急 救药品和应急解毒、洗消药品、物品,完好在用 23 应急救援 设施 按要求配置堵漏、工程抢险装备和现场受伤人员医疗抢救装备,完好在用 24 逃生避难 设施建筑物的安全疏散门,应向外开启,其数量符合要求,完好在用 25 通道、出入口和通向消防设施的道路应保持畅通 26 设备的框架或平台的安全疏散通道布置合理,无堵塞 27 疏散通道设置应急照明和疏散标志 *公司人员定期开展检查和日常维护保养,检查频次每月不少于一次
加氢 制造工艺过程
加氢反应器制造工艺设计 一:加氢反应器的设计背景 工程科学是关于工程实践的科学基础,现代过程装备与控制工程是工程科学的一个分支,因此,生产实习是工科学习的重要环节。在兰州兰石集团实习期间,对化工设备的发展前景和各种化工容器如反应釜、换热器、储罐、分液器和塔器等的有所了解和学习。生产实习的主要任务是学习化工设备的制造工艺和生产流程,将理论知识与生产实践相结合,理论应用于实际。因此,过程装备与检测的课程设计的设置是十分必要的。由于我们实习的加工车间正在进行加氢反应器的生产,而加氢反应器是石油化工行业的关键设备,其生产工艺和设计制造在化工设备中具有显著的代表性,为此,选择加氢反应器这一典型的化工设备作为课程设计的设计题目。 二:加氢反应器的主要设计参数 1:引用的主要标准及规范 国家质量技术监督局颁发的《压力容器安全技术监察规程》(99)版 GB150-1998 《钢制压力容器》 GB6654-1996 压力容器用钢板(含1、2号修改单) JB4708-2000 钢制压力容器焊接工艺评定 JB/T4709-2000 钢制压力容器焊接规程 JB4744-2000 钢制压力容器产品焊接试板的力学性能检验 JB/T4730-2005 承压设备无损检测 JB4726-2000 压力容器用碳素钢和低合金钢锻件 JB4728-2000 压力容器用不锈钢锻件 GB/4237-2007 不锈钢热轧钢板和钢带 GB/T3280-2007 不锈钢冷轧钢板和钢带 GB/T3077-1999 合金结构钢 GB/T14976-2002 流体输送用不锈钢无缝钢管 JB/T4711-2003 压力容器涂敷与运输包装 2 主要技术参数 表一 设计压力 5.75/0.1MPa 设计温度375/177℃ 最高工作压力 4.88MPa 最高工作温度343℃ 容器类别三类容器 容积78.2立方米 腐蚀裕量0 水压试验立式7.47/卧式7.55MPa 盛装介质石脑油、油气、氢气、硫化氢 主体材质15CrMoR 3 结构特点 该加氢精制反应器为板焊结构,其内径φ4000㎜,壁厚98㎜,由2节组成;封头内半径2022
加氢工艺培训教材
加氢工艺培训教材 近年来由于国家对汽柴油等石化产品的质量要求越来越高,而原料的性质越来越差,传统的油品加工工艺越来越难以满足要求。美国DuPont公司IsoTherming加氢新工艺,使用新型加氢反应系统,投资成本和操作费用较低。该工艺通过先用氢气使混合进料和先前已被加氢处理的液体循环物流处于氢饱和状态,混合进料和循环物流和反应所需的全部氢气一起进入催化剂床层。当氢气呈液相以溶解氢形式进入反应器时,整个反应只受内在反应速率(催化剂的有效因素和实际反应速率)的控制。加氢时,发生的绝大多数反应为高放热反应。被处理过的流体循环物流不仅可向反应提供大量溶解氢,还可以作为热载体,有助于吸收反应热量,使反应器在更为等温的模式中运行,同时该技术还可大大减少催化剂的结焦现象。 1 加氢技术简介 1.1加氢的作用: 1)脱除原料油中的S、N、重金属等组分,为后续装置做好准备; 2)降低原料油中胶质,残炭值,提高后续装置加工量、产品收率; 3)对催化柴油,焦化柴油,直馏柴油等产品进行精制以提高质量; 4)使油品中的芳烃饱和,降低油品密度; 1.2加氢的种类: 1、石脑油加氢 通过加氢使得S含量<0.5ppm、N含量<0.5ppm。 石脑油加氢的约束条件:
1)反应床层温度不得高于350℃; 2)硅含量需严格控制,以防催化剂中毒; 3)控制砷的含量; 4)辛烷值损失要尽量少; 5)注意控制压力降,不能过大。 2、煤油加氢 通过加氢改善煤油烟点;降硫醇含量;降酸度、环烷烃含量。 煤油加氢的约束条件: 1)温度控制合适,温度过高会使煤油颜色加深,烟点上升; 2)采用钴钼催化剂。 3、柴油加氢 通过加氢使产品质量得以改进,生产产品低硫柴油和超低硫柴油;同时使柴油中的芳烃饱和,改善柴油色泽,稳定性;脱蜡,改善柴油凝固点。 柴油加氢的约束条件: 1)温度限制,随着催化剂活性的降低,为保证产品质量需提高进料油品的温度,但进料温度过高催化剂又易结焦; 2)反应床层温度过高会影响柴油色度;
化工企业安全生产综合检查表
版权申明 本文部分内容,包括文字、图片、以及设计等在网上搜集整理。版权为张俭个人所有 This article includes some parts, including text, pictures, and design. Copyright is Zhang Jian's personal ownership. 用户可将本文的内容或服务用于个人学习、研究或欣赏,以及其他非商业性或非盈利性用途,但同时应遵守著作权法及其他相关法律的规定,不得侵犯本网站及相关权利人的合法权利。除此以外,将本文任何内容或服务用于其他用途时,须征得本人及相关权利人的书面许可,并支付报酬。 Users may use the contents or services of this article for personal study, research or appreciation, and other non-commercial or non-profit purposes, but at the same time, they shall abide by the provisions of copyright law and other relevant laws, and shall not infringe upon the legitimate rights of this website and its relevant obligees. In addition, when any content or service of this article is used for other purposes, written permission and remuneration shall be obtained from the person concerned and the relevant obligee.
专项安全检查表
专项安全检查表 工艺安全检查表 序检查检查内容检查方法检查结果备注号项目 1、工艺指标按工艺卡片严格控制。 查看相关工艺文 2、工艺卡片指标临时变动必须按规定1 卡片件、资料及履行审批手续(必须总工程师批准)。管理记录 3、每年或一个运行周期修改一次。 1、岗位职工严格遵守操作规定,按照 工艺卡片平稳操作,巡回检查并有检查标志(按频次拨巡检牌)。 查看相关操作2、操作记录真实、及时、齐全、字迹的 2 纪律工整、清晰、无涂改。记录; 管理现场查验 3、班前会上班长应作安全讲话,班组 安全活动记录要内容完整、真实、工整。 1、检查关键部位管理,监控措施落实情况。 查看培训、2、工艺指标修改和平稳操作情况。关键演 3 部位3、车间、班组事故预案学习及演练情练、校验记管理况。录 4、报警系统准确可靠、定期校验,保存校验记录。 检查人: 检查日期: 安全标志安全检查表 序检查检查检查标准号项目结果 颜色安全标志所用的颜色应符合GB2893规定的颜色。 1 1工厂、车间、厂区内、车间内都应设有安全标志。 2标志牌不应设在门、窗、架等可移动的物体上,2 使用要求 以免标志牌随母体物体相应移动,影响认读。标志 牌前不得放置妨碍认读的障碍物。 1安全标志牌至少每半年检查一次,如发现有破损、变形、褪色等部符合要求时应及时修整或更换。 2在修整或更换激光安全标志时应有临时的标志替换,以避免发生意外的伤害。 3疏散通道或消防车道的醒目处应设置“禁止阻塞” 标志。
4设有火灾报警电话的地方应设置“火警电话”标志。对于没有公用电话的地方(如电话亭),也可设置“火警电话”标志。 5在下列区域应相应地设置“禁止烟火”、“禁止吸烟”、“禁止放易燃物”、“禁止带火种”、“禁止燃放鞭炮”、“当心火灾??易燃物”、“当心火灾??氧化物”和“当心爆炸??爆炸性物质”等标志: 3 检查与维修a.具有甲、乙、丙类火灾危险的生产厂区、厂房等 的入口处或防火区内; b.具有甲、乙、丙类火灾危险的仓库的入口处或防 火区内; 6设置的消防安全标志,应使大多数观察者的观察角接近90?。 7室外附着在建筑物上的标志牌,其中心点距地面的高度不应小于1.3m。 8室外用标志杆固定的标志牌的下边缘距地面高度应大于1.2m。 9设置在道路边缘的标志牌,其内边缘距路面(或路肩)边缘不应小于0.25m,标志脾下边缘距路面的高 度应在1.8—2.5m之间。 检查人: 检查日期: 压力容器安全检查表 序检查项目检查内容检查结果备注号 基本参数是否齐全 名称标牌、安全使用证是否齐全: (1)要有设备名称、制造铭牌和安全使 用证并在检验有效期内使用 1 铭牌标志 (2)设备名称、制造铭牌和安全使用证 应挂在醒目的位置 (3)超期未检要有批准手续 1安全(1)有应定期校验标志阀 (2)应灵敏可靠,手动试验是否灵活有2爆破片效 3爆破安(3)铅封完好铅封印记显示记录是否在帽全2 4减压定期校验有效期内附阀件 (4)外观无异常 5易熔寒 6紧急 切断
关于渣油加氢处理催化剂及工艺技术
关于渣油加氢处理催化剂及工艺技术
关于渣油加氢处理催化剂及工艺技术 一、渣油加氢处理技术概况 当今世界,石油资源逐渐变劣、变重,使轻质油品收率下降,而世界经济的快速发展对轻质油品的需求却日益增长。如何合理利用和深度加工劣质或重质原油,是炼油工业面临的一个迫切需要解决的难题。在国内,原油资源满足不了我国国民经济快速发展的需要,进口中东原油以增加我国的能源供给势在必行。中东原油加工的主要技术难点是高硫原油的合理利用,从当今炼油技术水平来看,渣油固定床加氢处理是合理利用含硫渣油的最为有效的手段之一 二、渣油加氢处理过程的化学反应及催化剂 1、渣油加氢处理过程的化学反应 在重油加氢处理过程中,主要的化学反应有: 加氢脱金属(HDM); 加氢脱硫(HDS); 加氢脱氮(HDN); 加氢裂化(HC); 不饱和键的加氢(如芳烃饱和-HDA)等。 针对这些反应,渣油加氢处理催化剂主要包括渣油加氢保护剂,脱金属催化剂,脱硫催化剂和脱氮催化剂四大类。 2、减压渣油加氢处理系列催化剂(FZC-XX系列) 该系列催化剂自1986年开始研制以来,现已研究开发成功四大类共十六个牌号的催化剂。研究开发过程中共申请国内外专利六十余项,有效地保护了我国自力更生开发的渣油固定床加氢处理技术(简称S-RHT技术)。
FZC-XX系列催化剂特点和作用 类别第一代第二代特点作用 保护剂FZC-10FZC-10Q大孔容(>1.0ml/g),大孔 径(有400nm以上大孔) 脱金属杂质及垢物,保护下游催化剂,防 止床层压力降快速升高 FZC-11FZC-11Q FZC-12FZC-12Q FZC-13FZC-13Q FZC-14FZC-14Q FZC-15FZC-10U FZC-16FZC-11U FZC-17 FZC-18 脱金属剂FZC-20FZC-23大孔容(≥0.7 ml/g),大 孔径(有100nm以上大孔) 最大限度地脱镍、钒FZC-21FZC-24 FZC-22FZC-25 FZC-26 FZC-27 脱硫剂FZC-30FZC-33较强的酸性,较小的孔径, 较大的比表面积 脱硫、部分脱氮FZC-31FZC-34 FZC-32FZC-35 FZC-36 脱 氮剂FZC-40FZC-41 强酸性,小孔径,大比表面 积,高金属含量 高活性脱氮、转化 3、常压渣油加氢处理系列催化剂(FZC-XXX系列)
十八种危险工艺检查表
18种危险工艺现场检查表 序号检查内容依据存在问题1、光气及光气化工艺安全控制的基本要求 (1)事故紧急切断阀;安监总管三〔2009〕116号 (2)紧急冷却系统; (3)反应釜温度、压力报警联锁; (4)局部排风设施; (5)有毒气体回收及处理系统; (6)自动泄压装置; (7)自动氨或碱液喷淋装置; (8)光气、氯气、一氧化碳监测及超限报警;(9)双电源供电。 2、电解工艺(氯碱)安全控制的基本要求 (1)电解槽温度、压力、液位、流量报警和联锁;安监总管三〔2009〕116号 (2)电解供电整流装置与电解槽供电的报警和联锁;(3)紧急联锁切断装置; (4)事故状态下氯气吸收中和系统; (5)可燃和有毒气体检测报警装置。 3、氯化工艺安全控制的基本要求 (1)反应釜温度和压力的报警和联锁;安监总管三〔2009〕116号 (2)反应物料的比例控制和联锁;(3)搅拌的稳定控制; (4)进料缓冲器; (5)紧急进料切断系统; (6)紧急冷却系统; (7)安全泄放系统; (8)事故状态下氯气吸收中和系统;(9)可燃和有毒气体检测报警装置。 4、硝化工艺安全控制的基本要求 (1)反应釜温度的报警和联锁;安监总管三〔2009〕116号 (2)自动进料控制和联锁; (3)紧急冷却系统; (4)搅拌的稳定控制和联锁系统; (5)分离系统温度控制与联锁; (6)塔釜杂质监控系统;安全泄放系统。 5、合成氨工艺安全控制的基本要求 (1)合成氨装置温度、压力报警和联锁;安监总管三〔2009〕116号
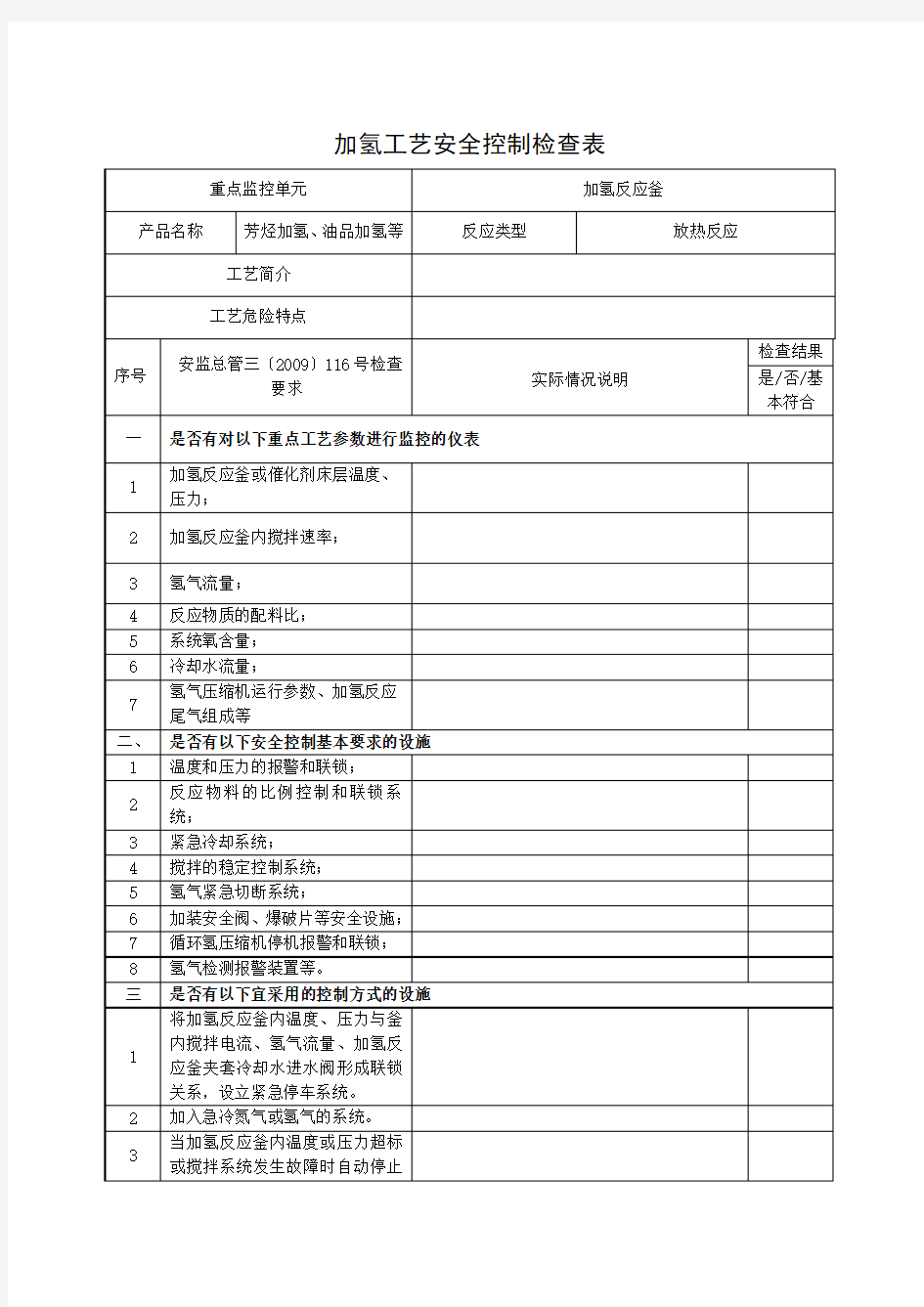
(2)物料比例控制和联锁; (3)压缩机的温度、入口分离器液位、压力报警联锁;(4)紧急冷却系统; (5)紧急切断系统; (6)安全泄放系统; (7)可燃、有毒气体检测报警装置。 6、裂解(裂化)工艺安全控制的基本要求 安监总管三〔2009〕116号 (1)裂解炉进料压力、流量控制报警与联锁;安监总管三〔2009〕116号 (2)紧急裂解炉温度报警和联锁; (3)紧急冷却系统; (4)紧急切断系统; (5)反应压力与压缩机转速及入口放火炬控制;(6)再生压力的分程控制; (7)滑阀差压与料位; (8)温度的超驰控制; (9)再生温度与外取热器负荷控制; (10)外取热器汽包和锅炉汽包液位的三冲量控制;(11)锅炉的熄火保护; (12)机组相关控制; (13)可燃与有毒气体检测报警装置。 7、氟化工艺安全控制的基本要求 (1)反应釜内温度和压力与反应进料、紧急冷却系统的报 警和联锁; 安监总管三 〔2009〕116号 (2)搅拌的稳定控制系统; (3)安全泄放系统; (4)可燃和有毒气体检测报警装置。 8、加氢工艺安全控制的基本要求 (1)温度和压力的报警和联锁;安监总管三〔2009〕116号 (2)反应物料的比例控制和联锁系统;(3)紧急冷却系统; (4)搅拌的稳定控制系统; (5)氢气紧急切断系统; (6)加装安全阀、爆破片等安全设施;(7)循环氢压缩机停机报警和联锁;(8)氢气检测报警装置。 9、重氮化工艺安全控制的基本要求 (1)反应釜温度和压力的报警和联锁;安监总管三〔2009〕116号 (2)反应物料的比例控制和联锁系统;(3)紧急冷却系统;
渣油加氢工艺流程
2 P R O C -2-b 第一节 工艺技术路线及特点 一、工艺技术路线 300×104t/a 渣油加氢脱硫装置采用CLG 公司的固定床渣油加氢脱硫工艺技术,该工艺技术满足操作周期8000h 、柴油产品硫含量不大于500ppm 、加氢常渣产品硫含量不大于0.35w%、残炭不大于5.5w%、Ni+V 不大于15ppm 的要求。 二、工艺技术特点 1、反应部分设置两个系列,每个系列可以单开单停(单开单停是指装置内二个系列分别进行正常生产和停工更换催化剂)。由于渣油加氢脱 硫装置的设计操作周期与其它主要生产装置不一致,从全厂生产安排的角度,单开单停可以有效解决原料储存、催化裂化装置进料量等问题,并使全厂油品调配更灵活。 2、反应部分采用热高分工艺流程,减少反应流出物冷却负荷;优化换热流程,充分回收热量,降低能耗。 3、反应部分高压换热器采用双壳、双弓型式,强化传热效果,提高传热效率。 4、反应器为单床层设置,易于催化剂装卸,尤其是便于卸催化剂。 5、采用原料油自动反冲洗过滤器系统,滤除大于25μm 以上杂质,减缓反应器压降增大速度,延长装置操作周期。 6、原料油换热系统设置注阻垢剂设施,延长操作周期,降低能耗,而且在停工换剂期间可减少换热器和其它设备的检修工作。 7、原料油缓冲罐采用氮气覆盖措施,以防止原料油与空气接触从而减轻高温部位的结焦程度。 8、采用炉前混氢流程,避免进料加热炉炉管结焦。 9、第一台反应器入口温度通过调节加热炉燃料和高压换热器旁路量来控制,其他反应器入口温度通过调节急冷氢量来控制。 10、在热高分气空冷器入口处设注水设施,避免铵盐在低温部位的沉积。 11、循环氢脱硫塔前设高压离心式分离器除去携带的液体烃类,减少循环氢脱硫塔的起泡倾向,有利于循环氢脱硫的正常操作。 12、设置高压膜分离系统,保证反应氢分压。 13、冷低压闪蒸罐的富氢气体去加氢裂化装置脱硫后去PSA 回收氢气。 14、新氢压缩机采用二开一备,每台50%负荷,单机负荷较小,方便制造,且装置有备机。 15、分馏部分采用主汽提塔+分馏塔流程,在汽提塔除去轻烃和硫化氢,降低分馏塔材质要求。 分馏塔设侧线柴油汽提塔及中段回流加热原料油,降低塔顶冷却负荷,提高能量利用率,减小分馏塔塔径。 16、利用常渣产品发生部分低压蒸汽。通过对装置换热流程的优化,把富裕热量集中在温位较高的常渣产品,发生低压蒸汽。 17、考虑到全厂能量综合利用,正常生产时常渣在150℃送至催化裂化装置。在催化裂化装置事故状态下,将常渣冷却至90℃送至工厂罐区。 18、催化剂预硫化按液相预硫化方式设置。 三、工艺流程说明 (一)工艺流程简述 1、反应部分 原料油自进装置后至冷低压分离器(V-1812)前的流程分为两个系列,以下是一个系列的流程叙述: 原料油在液位和流量的串级控制下进入滤前原料油缓冲罐(V-1801)。原料从V-1801底部出来由原料油增压泵(P1801/S )升压,经中段回流 油/原料油换热器(E-1801AB )、常渣/原料油换热器(E-1802AB 、E-1803AB )分别与中段回流油和常渣换热,然后进入原料油过滤器(S-1801)以除去原料油中大于25μm 的杂质。过滤后的原料油进入滤后原料油缓冲罐(V-1802),原料油从V-1802底部出来后由加氢进料泵(P1802/S )升压,升压后的原料油在流量控制下进入反应系统。 原料油和经热高分气/混合氢换热器(E-1805AB )预热后的混合氢混合,混合进料经反应流出物/反应进料换热器(E-1804)预热后进入反应进 料加热炉(F-1801)加热至反应所需温度进入第一台加氢反应器(R-1801),R-1801的入口温度通过调节F-1801的燃料量和E-1804的副线量来控制,R-1801底部物流依次通过其它三台反应器(R-1802、R-1803、R-1804),各反应器的入口温度通过调节反应器入口管线上注入的冷氢量来控制。从R-1804出来的反应产物经过E-1804换热后进入热高压分离器(V-1803)进行气液分离, V-1803底部出来的热高分液分别在液位控制下减压后,进入热低压分离器(V-1804)进行气液分离,V-1803顶部出来的热高分气分别经热高分气/混合氢换热器、热高分气蒸汽发生器(E-1806)换热后进入热高分气空冷器(E-1807),冷却到52℃进入冷高压分离器(V-1806)进行气、油、水三相分离。 为了防止铵盐在低温位析出堵塞管路,在热高分气空冷器前注入经注水泵(P-1803/S )升压后的脱硫净化水等以溶解铵盐。 从V-1806顶部出来的冷高分气体(循环氢)进入高压离心分离器(V-1807)除去携带的液体烃类,减少循环氢脱硫塔(C-1801)的起泡倾向。 自V-1807顶部出来的气体进入C-1801底部,与贫胺液在塔内逆向接触,脱除H 2S ,脱硫溶剂采用甲基二乙醇胺(MDEA ),贫胺液从贫胺液缓冲罐(V-1809)抽出经贫溶剂泵(P-1804/S )升压后进入C-1801顶部,从塔底部出来的富胺液降压后进入富胺液闪蒸罐(V-1810)脱气。富液脱气后出装置去溶剂再生,气体去硫磺回收。 自C-1801顶不出来的循环氢进入循环氢压缩机入口分液罐(V-1808)除去携带的胺液,V-1808顶部出来的循环氢分成两路,一路去氢提浓 (ME-1801)部分,提浓后的氢气经提浓氢压缩机(K-1804)升压后与新氢压缩机(K-1802A.B.C )出口新氢汇合,释放气去轻烃回收装置;另一路进入循环氢压缩机(K-1801)升压,升压后的循环氢分为三部分,第一部分与新氢压缩机来的新氢混合,混合氢去反应部分;第二部分作为急冷氢去控制反应器入口温度;第三部分至E-1807前作为备用冷氢和K-1801反飞动用。循环氢压缩机选用背压蒸汽透平驱动的离心式压缩机。 从两个反应系列的冷高压分离器底部出来的冷高分液分别在液位控制下减压混合后,进入冷低压分离器(V-1812)进行气液分离,冷低分液体 在液位控制下从罐底排出并进入热低分气/冷低分液换热器(E-1809)、柴油/冷低分油换热器(E-1811)、常渣/冷低分油换热器(E-1812)换热后进入汽提塔(C-1803)。V-1812顶部出来的冷低分气去轻烃回收装置脱硫。 冷高压分离器底部的含H 2S 、NH 3的酸性水进入酸性水脱气罐(V-1823)集中脱气后送出装置。 两个反应系列的热低分油在液位控制下从V-1803底部排出去分馏部分。热低分气体经E-1809换热后进入热低分气空冷器(E-1810)冷却到54℃, 然后进入冷低压闪蒸罐(V-1811)进行气液分离,为了防止在低温位的地方有铵盐析出堵塞管路,在E-1810前注水以溶解铵盐。V-1811顶部出来的富氢气体直接送至加氢裂化装置进行脱硫,然后去PSA 装置回收氢气;从下部出来的冷低压闪蒸液进入到冷低压分离器。 新氢从全厂氢网送入,进入新氢压缩机经三段压缩升压后分两路分别与两个系列循环氢压缩机出口的循环氢混合,混合氢气分别返回到各自的 反应部分。新氢压缩机设三台,二开一备,每一台均为三级压缩,每台的一级入口设入口分液罐,级间设冷却器和分液罐。
工业企业安全生产检查表
工业企业安全生产检查表 单位名称:注册地点:单位地址:检查时间:一、安全生产基础管理检查表 序号检查内容检查依据符合 要求 责令 改正 行政处 罚 1 *安全机 构设置及 专(兼) 职管理人 员配备 ≥300从业人员≥2人专职或机构 《条例》 17、51 ≥50从业人员≥1人专职 ≤50从业人员≥1人兼职 2 *生产经 营单位负 责人履行 职责情况 主要 负责 人的 履行 职责 情况 有各级安全生产责任制。 《安全生 产法》17 有安全生产管理规章制度和安全操作规程。 安全投入有计划和有效实施。 有定期安全检查制度和参与检查的记录。 有安全生产应急救援预案并组织演练。 能及时、如实报告生产安全事故。 有定期向职代会及股东大会报告安全生产安 全生产情况,接受监督。 《条例》 14 依法与从业人员签订劳动合同并办理工伤社 会保险事项。 《条例》5 3 *安全生产 检查情况 有安全生产检查制度。 《条例》 13、18 按规定开展检查、反馈及整改,有检查记录台 帐。 《条例》 14、18 4 *安全教育 培训有安全生产教育培训制度。 《条例》15 《条例》 19、51 《安全生 产法》22、 82.3 《安全生 产法》21、 82.3 主要负责人参加安全培训并考核合格。 专(兼)安全管理人员任职前应培训并考核合 格。 应当对从业人员进行安全生产教育和培训,未 经培训合格的从业人员,不得上岗作业。 应告知从业人员其作业场所、岗位存在危险因 素及防范、应急措施,并有双方签名。 5 建没项目“三同 时”新建、改建、扩建工程项目的安全设施,必须 与主体工程同时设计、同时施工、同时投入生 产和使用。安全设施投资应当纳入建设项目概 算。 《安全生 产法》24 6 安全生产奖惩制 度有安全生产奖惩制度。 《条例》15 有奖惩执行情况记录。
柴油加氢精制工艺(工程科技)
柴油加氢精制工艺 定义:加氢精制是指在一定温度、压力、氢油比和空速条件下,原料油、氢气通过反应器内催化剂床层,在加氢精制催化剂的作用下,把油品中所含的硫、氮、氧等非烃类化合物转化成为相应的烃类及易于除去的硫化氢、氨和水。提高油品品质的过程。 石油馏分中各类含硫化合物的C—S键是比较容易断裂的,其键能比C—C或C—N键的键能小许多。在加氢过程中,一般含硫化合物中的C—S键先行断开而生成相应的烃类和H2S。但由于苯并噻吩的空间位阻效应,C-S键断键较困难,在反应苛刻度较低的情况下,加氢脱硫率在85%左右,能够满足目前产品柴油硫含量小于2000ppm 的要求。 柴油馏分中有机氮化物脱除较困难,主要是C-N键能较大,正常水平下,在目前的加氢精制技术中脱氮率一般维持在70%左右,提高反应压力对脱氮有利。 烯烃饱和反应在柴油加氢过程中进行的较完全,此反应可以提高柴油的安定性和十六烷值。 当然,在加氢精制过程中还有脱氧、芳烃饱和反应。加氢脱硫、脱氮、脱氧、烯烃饱和、芳烃饱和反应都会进行,只是反应转化率纯在差别,这些反应对加氢过程都是有利的反应。但同时还会发生烷烃加氢裂化反应,此种反应是不希望的反应类型,但在加氢精制的反应条件下,加氢裂化反应有不可避免。目前为了解决这个问题,主要是
调整反应温度和采用选择性更好的催化剂。 下面以我厂100万吨/年汽柴油加氢精制装置为例,简单介绍一下工艺流程: 60万吨柴油加氢精制 F101D201 D102 D101 SR101 P101P102E103E101 R101 K101 D106 E104 D103D104 D105 D107 P103 P201 E201A202 P202 A201 K101 E101E102E103A101 产品柴油 循环氢 低分气 C201 催化汽油选择性加氢脱硫醇技术(RSDS技术) 催化汽油加氢脱硫醇装置的主要目的是拖出催化汽油中的硫含量,目前我国大部分地区汽油执行国三标准,硫含量要求小于150ppm,烯烃含量不大于30%,苯含量小于1%。在汽油加氢脱硫的过程中,烯烃极易饱和,辛烷值损失较大,针对这一问题,石科院开发了RSDS技术。本技术的关键是将催化汽油轻重组分进行分离,重组分进行加氢脱硫,轻组分碱洗脱硫。采取轻重组分分离的理论基础是,轻组分中烯烃含量高,可达到50%以上,通过直接碱洗,辛烷值
危险化学品企业的安全检查表《(完整版)》
word资料下载可编辑 危险化学品企业安全生产检查表 企业名称:检查时间:年月日项目检查内容存在问题及检查结果整改建议备注一、安全生产行政许可情况 安全生产、经营、使用许可证 建设项目安全审查1、安全生产、经营、使用许可证是否在有效期内 2、是否转让、冒用、买卖、出租、出借或使用伪造的安全生产、经营、使用许可证 3、安全生产、经营、使用许可范围是否发生变化(企业名称、主要负责人、许可范围以及新建、改建、扩建项目经验收合格等),并按规定申请和实施了变更 4、取得安全生产、经营、使用许可证时不符合项的整改完成情况(对照评价报告) 1、是否取得安全条件审查、安全设施设计专篇审查批准文书,并在有效期内 2、是否按规定申请变更安全条件审查、安全设施设计专篇审查并取得了批准文书 3、是否未取得安全条件和安全设施设计专篇审查的批准文书擅自开始项目建设 4、设计、施工、监理单位的资质是否符合规定要求 5、是否竣工验收后按规定申领或变更安全生产许可证 6、建设项目安全设施竣工验收安全评价报告和安全审查提出的问题和隐患是否整改完成
word资料下载可编辑 是否取得危险化学品登记证书,并在有效期内 危险化 学品登登记证书是否包含生产的全部危险化学品 记生产品种、规模有重大变化和发现有新的危险特性时, 是否按规定办理登记内容变更手续 二、安全生产管理机构和人员情况 1、是否设置安全生产管理机构或者配备专职安全生产 管理人员 安全生2、专职安全生产管理人员的配备数量是否符合规定比 产管理例 机构(明3、安全生产管理机构的职责设置、工作条件、人员待 确标准)遇等是否符合规定要求 4、是否有危险物品安全类注册安全工程师从事安全生 产管理工作 1、主要负责人、分管负责人和专职安全生产管理人员 是否取得安全资格证书并在有效期内,是否接受年度 企业负再培训;学历、专业经历等是否符合国家及省有关规 责人和定要求 安全生2、主要负责人是否对落实本单位安全生产主体责任全 产管理面负责,是否履行省政府令第 260 号规定的职责 人员3、分管负责人、专职安全生产管理人员是否熟悉本单 位的安全生产情况,是否掌握国家、省有关安全生产 管理的规定和本单位的安全生产管理要求 三、安全生产责任制、安全生产规章制度情况 1、是否建立和完善安全生产责任体系,明确企业主要 安全生负责人、其他负责人、各职能部门、各车间、班组和 产责任岗位、各级管理人员、工程技术人员、岗位操作人员 制和其他从业人员的安全生产职责,做到“一岗一责”, 并与相应的职务、岗位匹配
安全设施检查表
安全设施管理制度 为了确保公司的安全生产,进一步规范安全设施的管理,特制定本制度。 化工生产中用以保证安全生产的装置,如超限报警、安全联锁、防火防爆、过载保护、事故照明及安全疏散设施等安全装置统称安全设施。 二、管理分工 安环部:1、为公司安全设施主要监管部门,负责安全设施管理制度的编制工作。 2、协助总经理做好公司各项安全管理工作,确保安全设施、设备资金的投入,参与安全设施的设置和配置工作。 3、负责组织安全设施的日常检查和监管工作,安全设施每季度检查一次。检查组成员为各部门主要负责人。 行政部:负责原料仓库、成品仓库、甲类仓库、剧毒品仓库、酸碱罐区、原料罐区安全设施维护; 生产部:1、生产部负责各车间分管各自的安全设施维护保养与检查。 2、其他部位由公用工程车间负责; 3、机械、设备上的安全装置,如安全阀、防爆膜等,由设备工程师负责管理。 4、电气安全防护装置由电气工程师负责管理。 5、工艺规程中的超限报警、安全联锁等装置由仪表工程师负责管理。 三、维修与检验 (1)安全装置要有专人负责维护管理,其他人不准乱动。 (2)安全装置要编入设备检修计划定期检修。 (3)主管部门要按规定对安全装置定期进行专业检查和校验,并记入档案。 (4)安全装置不准随意拆除、挪用或废置不用。如确实需要时,须先申请并经主管部门同意,报总工批准后实施。因检修拆除的检修后应立即复原。 (5)改造或新设计安装的安全装置,须经安监部鉴定,试验合格后方可使用。
安全设施检查表
安全设施检查表
安全设施检查表
安全设施检查表
安全设施检查表
车间日常安全检查表
车间安全检查表 检查人员:日期:年月日项 目 检查内容是否备注 人员作业人员是否遵守安全操作规程 从业人员是否掌握紧急情况下的应急措施,是否有不会使用消防灭火器的人员 特种作业人员持证上岗情况 有无酒后上班;无嬉戏、打闹、饮食等 有无脱岗、睡岗、串岗等 使用无安全装置的设备、工具 有无在车间吸烟违章进入作业场所 有无攀坐或依靠机械、电器、设备等不安全位置有无在车间内穿脱工作衣服 有无在上班时间长期打电话聊天的 是否有轻伤事故发生 是否有(其他)的不安全行为 有无积极对公司提出合理化建议、有实效的; 机械设备设施车间设备是否处于正常运转状态 储罐设备等应无裂纹和渗漏,无跑、冒、滴、漏和腐蚀、锈蚀现象。 管道应无裂纹和渗漏,管道应保持畅通,密封良好,无跑、冒、滴、漏和腐蚀现象。 机器运转时加油、修理、检查、调整(非允许部位)、焊接、清扫等工作 运转设备防护罩是否完好;有无防护罩未在适当位置或防护装置调整不当情况 有无设备带“病”运转或超负荷运转 有无维修调整不良或保养不当、设备失灵情况设备设施是否定期进行维护保养与检修 检修施工作业是否遵守有关规定和标准执行(检修传动设备要先停电、挂警示牌上护栏;试转要站旁边) 特种设备是否按照国家有关规定取得检验、检测合格证,并在有效期间内 维修、调整不良或保养不当、设备失灵等情况监测、监视装置(仪表)是否有效、合格。 机械设备有无跑、冒、滴、漏及腐蚀现象 电器设备电器设备的金属外壳绝缘是否良好 机械设备接地、接零是否完整良好 有无绝缘不良、绝缘强度不够 有无电气装置带电部分裸露 有无开关、插座、接触器等有无因接触不良而严重发热 电器开关外壳是否完整可靠,有无破损 电线电缆是否用固定装置固定使用 是否超过线缆额定电流量(最大负荷) 有无电线电缆乱拉乱接(架设符合规范),临时用电线路是否及时拆除 特殊环境(潮湿、粉尘、腐蚀性、易燃易爆)的照明(密封、防爆式);是否使用安全电压和选用合适的漏电保安器。
工贸企业安全生产检查表.doc
工贸企业安全生产检查表 企业类型检查内容检查情况 冶金企业1.企业安全生产标准化自评情况。 2.较大危险因素辨识管控措施的落实情况。3吊运高温熔融金属的起重机是否符合冶金起重机相关要求,吊运高温熔融金属的铸造起重机是否使用固 定式龙门钩。4.人员聚集场所(包括会议室、活动室、休息室、更衣室等)是否设置在高温 熔融金属吊运影响区域外 5.高温熔融金属冶炼、吊运区域是否存在积水的情况。 6.煤气柜与周边建筑物的防火间距是否符合《建筑设计防火规范》(GB50016)和《钢铁冶金企业设计防火规范》(GB50414)要求。7.煤气可能泄漏的危险区域是否设置警示标示及固定报警仪。8.外包单位的安全生产工作统一协调、管理情况。 有色企业1.企业安全生产标准化自评情况。 2.较大危险因素辨识管控措施的落实情况。 3.高温熔融金属安全管控情况。 4.会议室、活动室、休息室、更衣室等人员聚集场所是否设置在高温熔融 金属吊运影响区域。 5.吊运铜水等熔融有色金属及渣的起重机是否为冶金起重机。 6.高温熔融金属冶炼、吊运区域是否存在积水的情况;7.外包单位的安全生产工作统一协调、管理情况。 建材企业1.企业安全生产标准化自评情况。 2. 较大危险因素辨识管控措施的落实情况。 3.水泥企业的水泥筒型库清库安全管理情况。 4.水泥工厂煤磨、煤粉仓及袋式收尘器(或煤粉仓)是否设 置温度和一氧化碳监测报警装置,或设置防爆及气体灭火装置设施,燃气窑炉是否设置燃气 低压警报器和快速切断阀。 5.玻璃企业的玻璃窑炉、纤维制品三相电弧炉、电熔制品电炉等 高温熔炉的冷却保护系统是否存在漏水、漏风等不能满足冷却要求或没有停机报警装置的情 况。6.煤气发生炉及煤气输送系统是否设置有效的防火、防爆装置或气体检测报警仪;7.外
渣油加氢处理催化剂及工艺技术
渣油加氢处理催化剂及工艺技术 一、渣油加氢处理技术概况 当今世界,石油资源逐渐变劣、变重,使轻质油品收率下降,而世界经济的快速发展对轻质油品的需求却日益增长。如何合理利用和深度加工劣质或重质原油,是炼油工业面临的一个迫切需要解决的难题。在国内,原油资源满足不了我国国民经济快速发展的需要,进口中东原油以增加我国的能源供给势在必行。 中东原油加工的主要技术难点是高硫原油的合理利用,从当今炼油技术水平来看,渣油固定床加氢处理是合理利用含硫渣油的最为有效的手段之一。抚顺石油化工研究院从1986年开始进行渣油加氢催化剂及工艺技术的开发,迄今已成功地开发了S-RHT工艺技术及FZC-XX系列和FZC-XXX系列渣油加氢处理催化剂,并且先后在国内三套渣油加氢处理装置上成功应用,技术居于国内领先水平。 二、渣油加氢处理过程的化学反应及催化剂 ?渣油加氢处理过程的化学反应 在重油加氢处理过程中,主要的化学反应有: 加氢脱金属(HDM); 加氢脱硫(HDS); 加氢脱氮(HDN); 加氢裂化(HC); 不饱和键的加氢(如芳烃饱和-HDA)等。 针对这些反应,渣油加氢处理催化剂主要包括渣油加氢保护剂,脱金属催化剂,脱硫催化剂和脱氮催化剂四大类。 FRIPP1986年开始进行渣油加氢处理催化剂和工艺技术的研究工作,现已开发成功S-RHT 工艺技术及其相关的FZC-XX系列和FZC-XXX系列渣油加氢处理催化剂,分述如下: ?减压渣油加氢处理系列催化剂(FZC-XX系列) 该系列催化剂自1986年开始研制以来,现已研究开发成功四大类共十六个牌号的催化剂。研究开发过程中共申请国内外专利六十余项,有效地保护了我国自力更生开发的渣油固定床加氢处理技术(简称S-RHT技术)。 该系列催化剂继1995年在齐鲁石化公司VRDS装置成功应用之后,1999年12月又在茂名石化公司由我国自行设计的200万吨/年S-RHT工业装置上进行应用。应用结果表明,FRIPP 研究开发成功的FZC-XX系列催化剂达到国际先进水平。 FZC-XX系列催化剂特点和作用
公司级安全检查表(含车间级)
公司级安全检查表 检查人:检查时间: 目的对生产过程及安全管理中可能存在的隐患、有害危险因素、缺陷等进行查证,查找不安全因素和不安全行为,以确保隐患或有害、危险因素或缺陷存在状态,以及它们转化为事故的条件,以制定整改措施,消除或控制隐患和有害与危险因素,确保生产安全,使企业符合《企业安全生产标准化基本规范》的要求。 要求按照《企业安全生产标准化基本规范》的要求认真检查,查出不符合项。对查出问题及时处理,暂时无法处理得应采取有效的预防措施,并立即向公司安委会和区安监局领导汇报。 内容见检查项目 计划每年不少于四次检查 序号检查项目检查标准检查方法 (或依据) 检查评价 符合不符合及主要问题 1 工艺管理1、岗位操作人员严格遵守操作规程,中控指标的执行良好,操作记录及时、 真实,字迹清晰工整。 2、各联锁装置必须投用,完好。摘除、恢复连锁装置必须履行相关手续。 3、冬季防冻防凝保温、夏季防暑降温措施完好。 查现场 查记录 2 设备管理1、认真执行设备管理制度,设备维护保养、润滑、包机等落实到位。 2、备用设备状况良好,定期检查维护,达到随时启用。 3、现场无跑、冒、滴、漏现象,卫生状况良好。 4、机泵泵体、阀门、法兰、压力表、温度计等完好。无杂音、无振动,暴露 在外的传动部位有符合标准的安全防护罩。 查现场 3 关键装置 及重点部 位 1、严格执行关键装置重点部位安全管理制度。 2、设备设施运行良好,各监测报警装置安装齐全,运行良好,安全附件齐全 均在检测期内,并运行良好,档案及安全检查记录齐全,应急预案按期演 查现场及 记录
练。 4 电气管理1、严格执行各项规程,落实防火、防水、防小动物措施,室内通风良好,照明良 好。 2、变、配电间清洁卫生、无渗漏油现象,变压油位、油温正常,无杂音,各接地 良好,附属设备完好。 3、按要求配备绝缘工具,定期检查,有测试报告和记录。防爆区电气设施符合防 爆要求。 查现场及 记录 5 消防管理1、供水消防泵一切设施完好,随时处于备用状态。厂区内消防栓开启灵活,出水 正常,排水良好,出水口扪盖、橡胶垫圈齐全完好。 2、消防枪消防水带等完好。 3、消防水管管径及消防栓的配备数量和地点应符合国家标准。 4、消防柜内器材放置在干燥、清洁处,附件完好无损。 5、消防通道畅通无阻,消防水管保温良好。 查看现场 6 化学品 管理 化学品原料是否有一书一签,储存地点和储存方式是否符合有关规定,使用过程 中,防中毒、防飞溅、防火防爆、防静电、防泄漏等防护措施是否落实到位,废 弃的危险化学品包装物是否进行了无害化处理。 查现场及 记录 7 安全设施1、避雷设施完好且冲击接地电阻小于10Ω。 2、各安全阀、液位计、压力表完好且均在检验期内,远传信号良好,上下限报警正 常。 3、各联锁装置运行正常,且定期试验。各储罐区防火堤、防护堤完好,各部位易燃 气体、有毒气体泄漏报警装置运行良好,且定其标定。 4、单体泄漏后,喷淋等安全装置时刻处于备用状态。 5、各有毒有害岗位的过滤式防毒面具、空气呼吸器、防化服等设备完好有效,且定 查现场及 记录
煤焦油加氢工艺流程图和主要设备一览表
煤焦油加氢项目 煤焦油 离心、过滤、换热 减压塔 加氢裂化进料缓冲罐 加氢精制进料缓冲罐 加氢精制反应器(A、B、C) 加氢裂化反应器(A、B) 精制热高分罐 裂化冷高分罐精制热低分罐 精制冷高分罐精制分馏塔 精制冷低分罐 精制循环氢压缩机 精制稳定塔 裂化冷低分罐 裂化稳定塔 裂化分馏塔 石脑油沥青至造粒设施 精制循环氢 P=16.8MPa t=410 C(初期) °P=16.8MPa t=402 C(初期) °气体液体 气体液体 液体 液体液体 精制未转化油 柴油 裂化 未转化油 裂化循环氢压缩机 气体液体液 体 液体 裂化循环氢 新氢压缩机 补充新氢 新氢 补充新氢 气体气体 至脱硫 气体 至脱硫 气体 至脱硫 气体 至脱硫
序号设备 名称 规格介质名称主体材质 操作条件 数量 (台) 备注 温度(℃) 压力 (MPa) 一、反应器类 1 加氢精制 反应器A Ф 1500X13400 煤焦油、H2、 H2S 加氢精制 反应器 B/C Φ 1800X14678 煤焦油、H2、 H2S 加氢裂化 反应器 A/B Φ 1500X10110 煤焦油、H2、 H2S 二、塔类 1 减压塔Ф2000/2400/1 200 X 25250 轻质煤焦油、 重油、水汽 Q345R 147/385 1 2 精制稳定 塔 Ф600X16000反应油、H2、H2S Q245R 126/271 1 ▲ 3 精制分馏 塔 Ф1500X2060 石脑油、柴油、 尾油 Q345R 120/368 1 4 精制柴油 汽提塔 Ф800X10000柴油、蒸汽Q245R 212/206 1 5 裂化稳定 塔 Ф400/800X18 440 反应油、H2、H2S Q245R 72/263 1 ▲ 6 裂化分馏 塔 Ф1500X2060 石脑油、柴油、 尾油 Q345R 122/365 1 7 裂化柴油 汽提塔 Ф500X8800柴油、蒸汽Q245R 198/185 1 三、加热炉类 1 减压塔进 料加热炉 400X104 kcal/h 煤焦油1Cr5Mo395 1 ▲ 2 精制加热 炉 200X104 kcal/h 精制进料油、H2TP347H315 1 ▲ 3 裂化加热 炉 200X104 kcal/h 裂化进料油、H2TP347H405 1 ▲ 4 精制分馏 塔再沸炉 200X104 kcal/h 精制尾油 1Cr5Mo/ 15CrMo 388 1 ▲ 5 裂化分馏 塔再沸炉 200X104 kcal/h 裂化尾油1Cr5Mo385 1 ▲ 四、换热类 1 原料油/减 压循环油 换热器 25-4I 壳程 减压循 环油 Q345R 217/178 1 ▲ 管程原料油20+Q345R 75/147 2 减顶油水/ 减压循环 油换热器 25-4I 壳程 减塔中 段油 Q345R 228/217 1 ▲ 管程 减顶油、 水 20+Q345R 87/150