高炉炉型选择以及炉容计算

武钢8号高炉炉体系统设计特点
2 第 2 1 卷第 7 期 2 01 1 年 7 月 中国冶金 C h i n a M et a l l u r g y Vo l. 21 , N o. 7 J u l y 2 01 1 武钢 8 号高炉炉体系统设计特点 薛维炎1 , 闫彩菊1 , 欧阳龙1 , 杨佳龙2 , 迟建 生2 , 邓 棠2 ( 1 . 中钢集团工程设计研究院 有限公司, 北京 1 000 80 ; 2 . 武钢炼铁总厂, 湖北 武汉 43 00 83 ) 摘 要: 对武钢 8 号高炉炉体系统的设计进行总结, 根据武钢现役高炉的设计和生产经验, 对现役高炉存在的问题 和原因进行了分析, 对 8 号高炉炉体系统的设计方 案及特 点进行 了论述。主 要针对 高炉内 衬、冷 却壁的 结构形 式 及材 质的选择进行了详细分析、多方案比较, 其中对炉缸 冷却壁 与耐材 的结合 形式、炉缸冷 却壁、风口带 冷却壁 的 材质选择、风口组合砖上部至炉腹下部区域内衬 结构形式等几个方面的优化获得了业主的 认可并取 得了良好的 实 际生产效果。 关键词: 高炉; 炉体; 设计; 特点 中图分类号: T F 57 2 文献标志码: A 文章编号: 1 00 6- 9 356 ( 2 01 1) 07- 00 13- 05 Furnace Body System Design of WISCO s BF No. 8 X U E W e -i yan 1 , Y A N C a -i ju 1 , O U Y A N G L o ng 1 , Y A N G Jia - l o n g 2 , C H I J i an - s h e n g , D E N G T an g 2 ( 1. S i no s t e el E n g in e eri n g D es i g n an d R es e ar ch In s t i t u t e C o . , L t d . , B e iji n g 10 00 80 , C h i n a ; 2 . W uh a n Iro n an d S t e el Gr o u p Co . , W u h an 4 3 00 83 , H u b ei, C h i na ) Abstract: T h e des i g n of W I S C O s bl a s t f u r nace No . 8 b o d y s y s t e m is bei n g su m m a r i z ed . In co ns i d e rat ion of pr o d u c - t i o n e x p e ri e nce and p r o bl e m o f s e rv ice b l as t f u r n a ce of W I S C O , t h e d e s i g n s c h e m e an d ch a ract e ri s t ic o f B F N o. 8 bo dy sy s t e m is de m o ns t r at e d. A n a l y z i n g an d com par in g b l as t f u r n a ce inn e r lin i n g , c oo l i n g s t a v es s t r uct u r e an d m a - t e r ial , t h e c o m b i n i n g f o rm o f h e art h c oo l i n g s t a ves an d r ef ract o r y, h e art h co o l i n g s t a v es , t u y ere co o l i n g s t a ves m a t e - r ial sel e ct i o n , i n n e r lin i n g s t r u c t u r e f o rm o f t u y ere c o m b i n a t i o n br ick s up s i d e t o u n d er si d e w ere o p t i m i z e d and r at -i f i ed b y o w n e r. T h e BF No . 8 bo dy s y s t e m is w o rk i n g w e l l n o w . Key words: b l a st f u r nace; f u r nace b o d y ; d e s i g n; ch a r act eris t i c 1 概述和设计原则 1. 1 概述 武钢 8 号高炉为武钢第一座4 00 0 m 3 级的特大 型高炉, 该高炉从 200 7 年 5 月 1 8 日正式开工建设, 2008 年末已具备投 产条件, 但由 于金融 危机的 影 响, 一直到 2 009 年 8 月 1 日才正式点火投产。 现就该高炉炉体系统的设计作一个较为全面的 总结, 以便同行在同类型高炉设计中加以借鉴和参 考。 高炉炉体系统设计的好坏直接影响到高炉操作 和高炉寿命, 而炉体内衬和冷却系统的设计又是高 炉炉体系统设计的关键, 本高炉炉体内衬和冷却系 统设计采用了目前国内外普遍接受和认可的 薄壁 炉衬配联合软水密闭循环冷却 系统 的设计方案。 与武钢现役高炉的不同之处在于风口带冷却壁采用 了铸铜冷却壁, 并且对风口组合砖上部至炉腹下部 区域的内衬结构作了一些改进和优化。 根据武钢 1 号、4 号、5 号、6 号、7 号高炉[ 1] 以及 国内外很多 其他 高炉的 生产 实践, 证明 薄壁 炉衬 ( 5 0~ 15 0 m m ) 高 炉 完全 能取 代 传统 的 厚 壁炉 衬 ( 5 75~ 805 mm) 高炉。但是随着高炉冶炼强度的不 断提高, 薄壁炉衬高炉也暴露出一些问题, 例如风口 组合砖上部至炉腹下部区域, 经常出现开炉后 3 个 月左右的时间便有大量的耐火材料脱落, 且风口带 冷却壁水管出现渗漏的现象。一旦出现这些问题, 处理起来非常棘手, 轻则需对破损的管路进行处理, 例如用穿软管的办法来代替漏损的管路[ 2] , 重则需 进行内衬修补和对冷却壁进行更新改造。导致这些 问题出现的原因综合起来有三大方面: 一是设计原 因, 二是冷却设备制造方面原因, 三是实际生产操作 方面原因。本文重点对薄壁炉衬高炉暴露出的以上 作者简介: 薛维炎( 1963- ) , 男, 大学本科, 教授级高工; E - m ail: x u e w y @ sin o s t e e l. c o m ; 收稿日期: 2010- 08- 09
高炉炉型设计原理
五段式高炉(炉喉、炉身、炉腰、炉腹、炉缸)炉型的结构: 高炉炉型:高炉内部工作空间剖面的形状称为高炉内型。 ★1.高炉有效容积和有效高度 1)有效高度:高炉大钟下降位置的下缘到铁口中心线的距离称为高炉有效高度(H u) ,对于无钟炉顶为旋转溜槽最低位置的下缘到铁口中心线之间的距离。 2)高炉有效容积:在有效高度范围内,炉型所包括的容积称为高炉有效容积(V u)。 Hu/D:有效高度与炉腰直径的比值(Hu/D)是表示高炉“矮胖”或“细长”的一个重要设计指标,不同炉型的高炉,其比值的范围是:巨型高炉~2.0大型高炉2.5~3.1中型高炉2.9~3.5小型高炉3.7~4.5 ★2.炉缸 高炉炉型下部的圆筒部分为炉缸,炉缸的上、中、下部位分别设有风口、渣口与铁口 1)炉缸直径:炉缸截面燃烧强度:指每小时每平方米炉缸截面积所燃烧的焦炭的数量,一般为1.0~1.25t/m2·h 计算公式:d=0.23 i u ·V I ,其中I-冶炼强度,t/m3·d,,i-燃烧强度t/m2·h,V u-高炉有效容
积,m3,d-高炉炉缸直径,m 2)渣口高度:渣口中心线与铁口中心线间距离。渣口过高,下渣量增加,对铁口的维护不利;渣口过低,易出现渣中带铁事故,从而损坏渣口;大中型高炉渣口高度多为1.5~1.7米 3)风口高度:风口中心线与铁口中心线间距离称为风口高度(h f)。 计算公式:h f=h z/k,其中k—渣口高度与风口高度之比,一般取0.5~0.6,渣量大取低值。4)风口数目(n):主要取决于炉容大小,与炉缸直径成正比,还与冶炼强度有关。 计算公式: 中小型高炉:n=2d+2,大型高炉n=2d+4,4000m3左右的巨型高炉:n=3d,其中d-炉缸直径,m 5风口结构尺寸(a):根据经验直接选取,一般0.35~0.5m 6)炉缸高度:h1=h f+a ★3.炉腹 炉腹在炉缸上部,呈倒圆锥形。 作用: ①炉腹的形状适应了炉料融化滴落后体积的收缩,稳定下料速度。 ②可使高温煤气流离开炉墙,既不烧坏炉墙又有利于渣皮的稳定。 ③燃烧带产生大量高炉煤气,气体体积激烈膨胀,炉腹的存在适应这一变化。 1)炉腹高度:h2=(D-d)·tgα/2 2)炉腹角:炉腹角一般为79°~83°,过大不利于煤气分布并破坏稳定的渣皮保护层,过小则增大对炉料下降的阻力,不利于高炉顺行。 ★4.炉身 炉身呈正截圆锥形 作用: ①适应炉料受热后体积的膨胀,有利于减小炉料下降的摩擦阻力,避免形成料拱。 ②适应煤气流冷却后体积的收缩,保证一定的煤气流速。 ③炉身高度占高炉有效高度的50~60%,保障了煤气与炉料之间传热和传质过程的进行。 炉身角:一般取值为81.5o~85.5o之间。大高炉取小值,中小型高炉取大值。 4000~5000m3高炉β角取值为81.5o左右,前苏联5580m3高炉β角取值79°42'17' ' 炉身高度:h4=(D-d)·tgβ/2 ★5.炉腰 炉腹上部的圆柱形空间为炉腰,是高炉炉型中直径最大的部位。 作用: ①炉腰处恰是冶炼的软熔带,透气性变差,炉腰的存在扩大了该部位的横向空 间,改善了透气条件。 ②在炉型结构上,起承上启下的作用,使炉腹向炉身的过渡变得平缓,减小死角。 炉腰高度(h3):一般取值1~3m,炉容大取上限,设计时可通过调整炉腰高度修定炉容。 一般炉腰直径(D)与炉缸直径(d)有一定比例关系,D/d取值: 大型高炉1.09~1.15,中型高炉1.15~1.25,小型高炉1.25~1.5
包钢1号高炉热风炉的高风温及长寿技术的介绍
包钢1号高炉热风炉的高风温及长寿技术的介 绍 方平 摘要介绍了为配合包钢1号高炉扩容而易地新建的4座改造内燃式热风炉,为保证高炉获得高风温并保证热风炉的长寿,设计中采用了多项先进和实用的技术。 关键词内燃式热风炉高风温长寿技术 INTRODUCTION TO HIGH BLAST TEMPERATURE LONG LIFE TECHNIQUE FOR HOT BLAST STOVE OF NO.1 BF AT BAOTOU IRON & STEEL CORP. Fang Ping Baotou Iron & Steel Corp. Synopsis The present paper described 4 modified internal combustion type hot blast stoves which were rebuilt in the new site in the volumetric enlargement of No.1 BF at Baotou Iron & Steel Corp. To ensure high blast temperature as well as long service life of the hot blast stoves a number of advanced application techniques have been adopted in the design. Keywords internal combustion type hot blast stove high blast temperature long life technology 1 前言 包钢1号高炉于1959年9月建成,有效容积为1513m3。在1981年4月至1985年3月间进行了1号高炉的改造性大修。从上次大修后高炉已生产10余年时间,其间虽经几次中修但并未根本改变炉子的状况。随着包钢原料条件的不断改善,炼钢、轧钢生产规模的不断扩大,炼铁生产能力已不能满足要求。为此,包钢公司决定对1号高炉实施扩容改造大修,将炉容由1513m3扩容至2200m3。 实践证明,对于包钢的原料条件,高炉容积达到1800m3时,就需要有2个出铁口才能满足高炉的正常生产,所以1号高炉扩容改造需新建出铁场,将热风炉易地建,为新建北出铁场提供场地。 基于上述原因,决定在1号高炉东北侧新建4座改造内燃式热风炉。 2 热风炉主要技术参数 新建4座改造内燃式热风炉是按高炉扩容至2200m3进行设计的,热
高炉设计
序言 高炉炉型设计是钢铁联合企业进行生产的重要一步,它关系到高炉年产生铁的数量及质量,以及转炉或者电炉炼钢的生产规模 及效益。 现代化高炉的机械化与自动化水平都比较高,在操作方面以精料为基础,强化冶炼为手段,适应大风量,高风温,大喷吹量,现代高炉炉型的发展趋势应能满足和适应上述发展。整个设计过程应根据实际情况做出适合本地区条件的高炉炉型,为后续的生产做好准备,为祖国的钢铁事业锦上添花。 由于时间紧迫,加之设计者水平有限,本设计存在的缺点和不足之处,敬请批评指正。 1700m3高炉炉型设计 1 高炉座数及有效容积的确定 1.1 高炉座数 从投资、生产效率、经营管理方面考虑,高炉座数少些为好,如从供应炼钢车间铁水及轧钢、烧结等用户所需的高炉煤气来看,则高炉座数宜多一些。 由公式:P Q=M×T ×ηv×V v 式中:P Q——高炉车间年生铁产量,吨;M——高炉座数;T——年平均工作日,我国采用355天。 ηv——高炉有效容积利用系数,t/(m3.d);V v——高炉有效容积,m3; 1.2 高炉有效容积 根据各方面的考察研究,决定本地区适合建设一个年产量为185万吨的钢铁厂。 为了满足生产上的需要,特此计算本设计的高炉有效容积为: V v= 1700m3 高炉有效容积的利用系数:ηv=2.6t/(m3.d) 。 已知Vu=1700m3,ηv =2.6t/(m3.d),T=355天,则:M=1座 综上所述,根据本地区的条件,设计一个年产量为185万吨生产,有效容积为1700m3,有效容积利用系数为ηv=2.6t/(m3.d) 的高炉炉型。 2 炉型设计 2.1高炉有效高度(Hu)的确定 高炉的有效高度决定着煤气热能和化学能的利用,也影响着顺行。增加有效高度能延长煤气与炉料的接触时间,有利于传热与还原,使煤气能量得到充分利用,
4高炉送风系统设计
6.3 高炉送风系统 高炉送风系统是为高炉冶炼提供足够数量和高质量风的鼓风设施,送风系统的设备主要包括高炉鼓风机,热风炉,加湿或脱湿装置,送风管道和阀门等。 6.3.1 高炉鼓风机 高炉鼓风机是高炉冶炼的重要动力设备。它不仅直接为高炉冶炼提供所需的氧气,还为炉内煤气流的运动克服料柱阻力提供必需的动力,使高炉生产中各种气体循环流动。高炉鼓风机是高炉的“心脏”。 6.3.1.1 高炉鼓风机技术要求 (1) 有足够的送风系统能力,即不仅能提供高炉冶炼所需要的风量,而且鼓风机的出口压力要能够足以克服送风系统的阻力损失,高炉料柱阻力损失以保证有足够高的炉顶煤气压力。 (2) 风机的风量及风压要有较大宽的调节范围,即风机的风量和风压均应适应与炉况的顺行。冶炼强度的提高与降低,喷吹燃料与富氧操作以及其他的多种因数变化的影响。 (3) 送风均匀而稳定,即风压变动时,风量不得自动的产生大幅度变化。 (4) 能够保证长时间连续,安全及高效率运行。 6.3.1.2 高炉鼓风机选择 (1) 鼓风机出口风量的计算 鼓风机出口风量包括入炉风量、送风系统漏风量和热风炉换炉时的充风量之和。计算时用标准状态下的风量表示。 1)高炉入炉风量的计算 1440 j u v Iq V q = 式中: v q ——高炉入炉风量,min /m 3; u V ——高炉有效容积,3m ; I ——冶炼强度,d t/m 3 ?,一般取综合冶炼强度,本设计为1.1; j q ——每吨干焦的耗风量,t /m 3 。
每吨干焦的耗风量与焦炭的灰分含量和风的湿度有关,焦炭灰分为12%时, 每吨干焦的耗风量一般为2550t /m 3 。 min /m 33.62331440 2550 1.132001440 3j u v =??= = Iq V q 2)送风系统漏风量损失计算 v o q ηq ?= 式中 o q ——送风系统漏风量损失,min /m 3 ; η——漏风系数,正常情况,大型高炉为10%左右,中小型高炉为% 15左右。 min /m 33.62333.6233%103v o =?=?=q ηq 3)热风炉换炉时的充风量计算 热风炉换炉充风量,热风炉换炉时,若风机仍按照原来的风量送风,高炉风口的风压势必会降低,从而导致炉内的煤气流动性,影响炉况稳定,这种情况虽然对于中小型高炉影响并不重要,但是对于大型高炉来说,影响不可忽视,大型高炉热风炉操作时,为了维护高炉风口风压不变,风纪从定风量调节,即增加风纪的供风量,充入送风的热风及充风时间长短等有关,按标准计算充风量比较复杂,生产中是根据经验公式估算,或按经验取值确定。 其经验公式如下: v o q C q ?=’ 式中:’o q ——热风炉换炉时的充风量 C ——充风量占入炉风量的百分数(%),取C =%10 min /623.33m 33.6233 %103 v o =?=?=q C q ’ 4)鼓风机出口风量计算 min /99.747933.62333.62333.6233 3o o v c m q q q q =++=++=’ (2) 鼓风机出口风压的确定 高炉鼓风机出口风压等于高炉料柱阻力损失,炉顶煤气压力和送风系统的管道阻力损失三者之和。 1)炉顶煤气压力1P
讲课内容,国内高炉热风炉现状,高炉热风炉设计思路
我们能不能干得比外国人更好一些 ——中冶京城吴启常大师于2015年4月,做客于山东慧敏科技公司,讲授热风炉的相关知识,同时对目前钢铁行业热风炉的情况进行讲解,受益匪浅,仅此上传吴大师的讲授资料,大家共同学习,向吴大师致敬! 1. 格子砖热工特性: 对于没有影响热交换过程横向凸台和水平通道的格子砖,都可以通过两个基本参数——格子砖的水力学直径d Э和相应的活面积f ——来表述,即: 单位加热面积(m 2/m 3) 4f H d = 1m 3格子砖中砖的容积(m 3/m 3) k 1V =-f 烟气辐射的厚度(cm ) 3.41004 d S =ЭЭФ 砖的半当量厚度(mm ) (1)4f d R f -=ЭЭ 格孔间最小壁厚(mm ) m i n 1d f ?=-??? Эδ 2.高炉风温有没有上限? 上一世纪70年代,西方国家的高炉设计纷纷高喊要使用1350℃以上的高风温,试图获得提高风温给高炉带来的最大好处。但实际的结果是热风炉拱顶钢壳 出现了大量裂纹,给高炉生产带 来了极大的困难。欧洲人深入研 究了此问题之后认为:这是高炉 采用高风温高压操作之后,燃烧 产物中出现了大量的NO X 和SO X 造成钢壳出现晶间应力腐蚀的缘 故。 尤其是炉壳在高应力状态下 工作时,晶粒之间的腐蚀更为严重。此外,NO X 和SO X 对于环境污染也是极大的
挑战。它们是PM2.5指标的重要组成部分。 NO X 生成量与拱顶温度之间关系 欧洲人从防止热风炉炉壳出现晶间应力腐蚀以及保护大气环境的角度出发,他们以热风炉的拱顶温度水平来对热风炉进行分类(详见图2)。按欧洲人的观念,拱顶温度范围:>1420℃属超高风温热风炉;1350~1420℃属高温热风炉;1250~1350℃属中温热风炉;1100~1250℃属低温热风炉。 晶间应力腐蚀是怎么回事? 晶间应力腐蚀的定义:在腐蚀介质和应力的双重作用下,没有产生变形而出现沿晶间方向的开裂,最终导致材料的破坏。热风炉出现晶间应力腐蚀开裂破坏的主要部位在拱顶的焊缝附近,并且工地焊缝比工厂焊缝出现开裂的频率要高。可见焊接产生的残余应力对于腐蚀开裂有很大的影响。 晶间应力腐蚀产生的原因:在高温条件下,N 2和O 2分解成单体的N 和O 并生成NO x 。NO x 产生的化学反应式如下: N 2 + xO 2 = 2NO x x 22111N O +O =N O x 2x x 如果热风炉炉壳没有特殊的隔热层,炉壳的温度会低于100℃,其内表面会形成冷凝水。氧化氮与这些冷凝水接触便会生成硝酸根离子水溶液,这样,腐蚀介质就形成了。其反应式如下: 2NO 2 + H 2O = HNO 2 + HNO 3 2NO 2 + H 2O + 0.5O 2 = 2HNO 3 硝酸对钢板产生化学侵蚀破坏,反应式如下: 2Fe + 6HNO 3 =Fe 2O 3 + 3N 2O 4 + 3H 2O 研究还表明,在有SO 2介质的存在条件下,应力腐蚀的速度将加快。 为了防止热风炉高温区炉壳出现晶间应力腐蚀,人们曾经采用过一些技术措施: 1)拱顶温度控制在1420℃的水平上; 2)拱顶外壳内表面喷砂除锈后涂刷耐酸高温漆并喷涂耐酸耐火材料; 3)适当加厚拱顶外壳钢板,采用‘低应力设计’,并选用细晶粒耐龟裂钢板作为炉壳材料;
三宝2#高炉炉体系统的设计
三宝2号高炉炉体系统的设计 董训祥 (中冶南方工程技术有限公司,武汉430223) 摘要三宝钢铁2#高炉充分采用了国内外一系列先进、成熟、实用的技术,设计了合理的炉型和内衬结构;采用了砖壁合一、薄壁内衬新技术、全冷却壁形式;采用了投资省、成本低、效率高的联合软水密闭循环冷却系统;根据原料条件在炉底设置了功能可靠的排铅槽;建立功能齐全的炉体检测自动控制系统。 关键词高炉炉体;长寿;联合软水;设计 福建三宝钢铁股份有限公司200万吨钢铁项目一次规划2座1080m3高炉,每座1080m3高炉年产铁水105万吨,分期设计,分期建设。本次一期2#高炉的设计以“先进、实用、可靠、成熟、环保”为原则,结合国内外先进、可靠的成熟技术,做到高产、稳产、低耗、长寿四个方面的统一。 1主要技术特点 三宝钢铁2#高炉炉体系统的设计充分利用了国内外同行的先进技术和成熟工艺,并结合三宝钢铁的实际情况进行设计,确保高炉稳定向炼钢输送铁水、提供产品市场竞争力的同时,延长高炉寿命。三宝钢铁2#高炉设计寿命≥12年,主要技术特点如下: (1)采用适当矮胖、适宜强化冶炼的操作炉型,有利于实现稳定、顺行和高产; (2)砖壁合一、薄内衬全冷却壁结构,大型高炉的主流技术方案; (3)铸铁冷却壁、铸钢冷却壁、铜冷却壁分区使用,确保高炉配置合理、可靠、经济; (4)高炉冷却系统采用联合全软水密闭循环系统,该系统配置合理优化、冷却强度高、冷却系数大、补充水量少、投资省、运行成本低、各种功能完善,布置简单、检修维护方便。 (5)根据三宝钢铁的原料条件设置了排铅槽,对于提高高炉一代炉龄、改善炉前工作环境、强化高炉冶炼、增创经济效益等具有重大意义。 (6)完善的内衬、冷却壁、软水系统的检测、监测、控制系统; 2 高炉内型 合理的高炉内型既能保证炉料顺行,又能使煤气的热能和化学能充分利用,可使高炉获得高产、稳产、低耗、长寿的效果。现代高炉内型的设计特点主要表现在大炉缸、多风口、适当矮胖、减小炉身及炉腹角、加深死铁层等方面,其目的是为了改善料柱透气性、改善煤
高炉炉型选择以及炉容计算
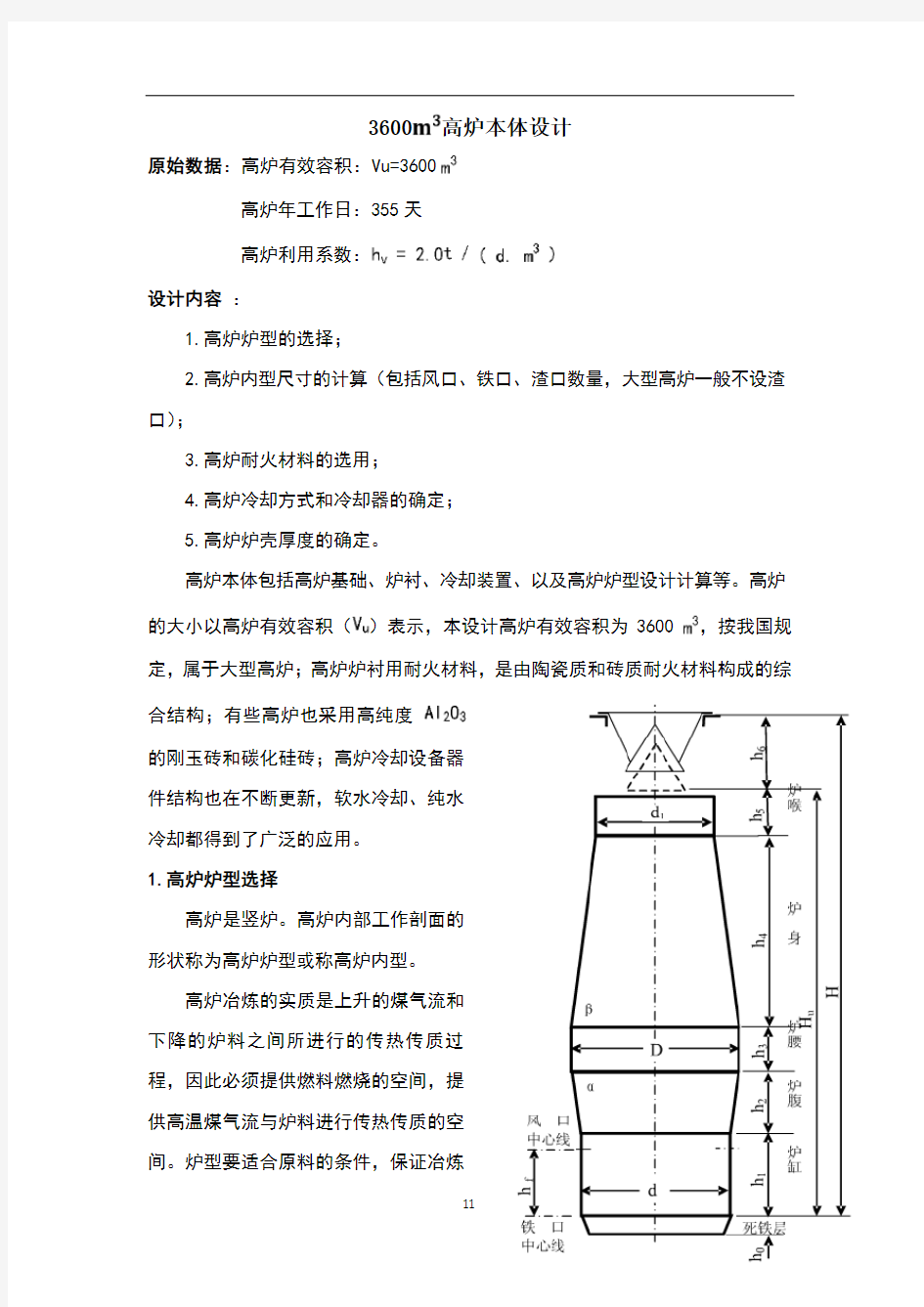
原始数据:高炉有效容积: 高炉年工作日: 高炉利用系数: 设计内容: 1. 高炉炉型的选择; 2. 高炉内型尺寸的计算 口); 3. 高炉耐火材料的选用; 4. 高炉冷却方式和冷却器的确定; 5. 高炉炉壳厚度的确定。 高炉本体包括高炉基础、炉衬、冷却装置、以及高炉炉型设计计算等。高炉 的大小以高炉有效容积(^ )表示,本设计高炉有效容积为 3600 |,按我国规 定,属于大型高炉;高炉炉衬用耐火材料,是由陶瓷质和砖质耐火材料构成的综 合结构;有些高炉也采用高纯度的刚玉砖和碳化硅砖;高炉冷却设备器件 结构也在不断更新,软水冷却、纯水冷却都得到了广泛的应用。 1. 高炉炉型选择 高炉是竖炉。高炉内部工作剖面的 形状称为高炉炉型或称高炉内型。 高炉冶炼的实质是上升的煤气流和 下降的炉料之间所进行的传热传质过 程,因此必须提供燃料燃烧的空间,提 供高温煤气流与炉料进行传热传质的空 间。炉型要适合原料的条件,保证冶炼 过程的顺行。近代高炉炉型为圆断面五 段式,是两头小中间大的准圆筒形。高炉 内型如图1。 1.1高炉有效高度("J 炉腰直径(D )与有效高度( 之比值- “矮胖”的一个重要指标,在我国大型 高炉 Hu/D =2.5 — 3.1,随着有效容积的 增加,这一比值在逐渐降低。在该设计 中, 1.2炉缸 高炉炉型下部圆筒部分为炉缸,炉 缸的上、中、下部位分别装有风口、渣 口、铁口。炉缸下部容积盛液态渣铁, 3600】“高炉本体设计 Vu=3600 1 355 天j 儿 ) 是表示高炉“细长”或 2.23。 图1高炉内型 (包括风口、铁口、渣口数量,大型高炉一般不设渣 ]| A A ■t P □ h 「 d v 灿 口 中尤?线 1 k ■/死铁山 占f
毕业设计—高炉炉型设计
目录 中文摘要 (Ⅰ) 英文摘要 (Ⅱ) 1 绪论 (4) 1.1砖壁合一薄壁高炉炉型的发展和现状 (4) 1.2砖壁合一薄壁高炉炉型的应用 (4) 2 高炉能量利用计算 (6) 2.1高炉能量利用指标与分析方法 (6) 2.2直接还原度选择 (7) 2.3配料计算 (8) 2.4物料平衡 (13) 2.5 热平衡 (17) 3 高炉炉型设计 (23) 3.1 炉型设计要求 (23) 3.2 炉型设计方法 (24) 3.3炉型设计与计算 (24) 4 高炉炉体结构 (28) 4.1 高炉炉衬结构 (28) 4.2高炉内型结构 (29) 4.3 炉体冷却 (30) 4.4 炉体钢结构 (31) 4.5风口、渣口及铁口设计 (31) 5砖壁合一的薄壁炉衬设计 (33) 5.1砖壁合一的薄壁炉衬结构的布置形式 (33) 5.2砖壁合一的薄壁炉衬高炉的内型 (33) 5.3砖壁合一的薄壁炉衬高炉的内衬 (34) 5.4薄壁高炉的炉衬结构和冷却形式 (34) 6结束语 (36) 参考文献 (37)
摘要 近年来, 炼铁技术迅猛发展, 总的发展趋势是建立精料基础, 扩大高炉容积, 减少高炉数目, 延长高炉寿命, 提高生产效率,控制环境污染, 持续稳定地生产廉价优质生铁, 增加钢铁工业的竞争力。现代高炉的冶炼特征是, 低渣量, 大喷煤, 低焦比, 高利用系数;高炉结构的特征是,采用软水冷却、全冷却壁、薄壁炉衬、操作炉型的薄壁高炉。高炉采用大喷煤、高利用系数冶炼, 要求改善高炉的料柱透气性和延长高炉寿命高炉精料、布料、耐火材料、冷却等技术的进步,不断促进长寿的薄壁高炉发展。 高炉的炉型随着高炉精料性能、冶炼工艺、高炉容积、炉衬结构、冷却形式的发展而演变, 高炉设计的理念也随着科学技术的进步和生产实践的进展而更新。 薄壁高炉的设计炉型就是高炉的操作炉型, 在生产中几乎始终保持稳定, 消除了畸形炉型。长期稳定而平滑的炉型, 有利于高炉生产的稳定和高效长寿。高炉操作炉型的显著特征是, 炉腰直径扩大, 高径比减小, 炉腹有、炉身角缩小。这种炉型发展趋势是炼铁技术进步的反, 它有利于改善高炉料柱透气性, 稳定炉料和煤气流的合理分布, 延长高炉寿命, 对大型高炉采用大喷煤、低焦比、高利用系数冶炼更有意义。 关键词:高炉炉型砖壁合一设计 ABSTRACT In recent years, the rapid development of iron technology, the overall trend is expected to establish a fine basis for the expansion of blast furnace capacity, reduce the number of blast furnace, blast furnace to extend life, increase productivity, control of environmental pollution, continuous and stable production of low-cost high-quality pig iron, iron and steel industry increased competitiveness. Characteristics of a modern blast furnace smelting, the low amount of slag, the pulverized coal injection and low coke rate, high utilization factor; blast furnace structure is characterized by the use of soft water cooling, cooling the whole wall, thin lining, the thin-walled blast furnace operation. Large blast furnace pulverized coal injection, high utilization factor smelting, blast furnace to improve permeability of the material column and extend the
高炉炉体设计
课程设计说明书 题 目:年产炼钢生铁220万吨的高 炉车间的高炉炉体设计 学生姓名:王志刚 学 院:材料科学与工程 班 级:冶金08—2 指导教师:代书华、李艳芬 2011年 12 月 25日
内蒙古工业大学课程设计(论文)任务书 课程名称:冶金工艺课程设计学院:材料科学与工程班级:冶金08- 2 班学生姓名:王志刚学号:200820411043 指导教师:代书华李艳芬
本设计主要从高炉炉型设计、炉衬设计、高炉冷却设备的选择、风口及出铁场的设计。高炉本体自上而下分为炉喉、炉身、炉腰、炉腹、炉缸五部分。高炉的横断面为圆形的炼铁竖炉,用钢板作炉壳,高炉的壳内砌耐火砖内衬。同时为了实现优质、低耗、高产、长寿炉龄和对环境污染小的方针设计高炉,高炉本体结构和辅助系统必须满足耐高温,耐高压,耐腐蚀,密封性好,工作可靠,寿命长,产品优质,产量高,消耗低等要求。在设计高炉炉体时,根据技术经济指标对高炉炉体尺寸进行计算确定炉型。对耐火砖进行合理的配置,对高炉冷却设备进行合理的选择、对风口及出铁场进行合理的设计。
第一章文献综述 (1) 1.1国内外高炉发展现状 (1) 1.2我国高炉发展现状 (1) 第二章高炉炉衬耐火材料 (3) 2.1高炉耐火材料性能评价方法的进步 (3) 2.2高炉炉衬用耐火材料质量水平分析 (3) 2.3陶瓷杯用砖 (5) 2.4炉腹、炉身和炉腰用砖 (5) 第三章高炉炉衬 (6) 3.1炉衬破坏机理 (6) 3.2高炉炉底和各段炉衬的耐火材料选择和设计 (7) 第四章高炉各部位冷却设备的选择 (9) 4.1冷却设备的作用 (9) 4.2炉缸和炉底部位冷却设备选择 (9) 4.3炉腹、炉腰和炉身冷却设备选择 (9) 第五章高炉炉型设计 (11) 5.1主要技术经济指标 (11) 5.2设计与计算 (11) 5.3校核炉容 (13) 参考文献 (14)
高炉炉体设计说明书
学校代码: 10128 学号: 2 课程设计说明书 题目:年产炼钢生铁550万吨的高 炉车间的高炉炉体设计 学生姓名:王卫卫 学院:材料科学与工程 班级:冶金11—2 指导教师:代书华 2014年12 月29日
内蒙古工业大学课程设计(论文)任务书 课程名称:冶金工程课程设计学院:材料科学与工程班级:冶金11-2 学生姓名:王卫卫学号: 2 指导教师:代书华
摘要 本设计主要从高炉炉型设计、炉衬设计、高炉冷却设备的选择、风口及出铁口的设计。高炉本体自上而下分为炉喉、炉身、炉腰、炉腹、炉缸五部分。高炉的横断面为圆形的炼铁竖炉,用钢板作炉壳,高炉的壳内砌耐火砖内衬。同时为了实现优质、低耗、高产、长寿炉龄和对环境污染小的方针设计高炉,高炉本体结构和辅助系统必须满足耐高温,耐高压,耐腐蚀,密封性好,工作可靠,寿命长,产品优质,产量高,消耗低等要求。在设计高炉炉体时,根据技术经济指标对高炉炉体尺寸进行计算确定炉型。对耐火砖进行合理的配置,对高炉冷却设备进行合理的选择、对风口及出铁口进行合理的设计。
目录 第一章文献综述 (1) 1.1国内外高炉发展现状 (1) 1.2我国高炉发展现状 (1) 1.3 高炉发展史 (2) 1.4五段式高炉炉型 (4) 第二章高炉炉衬耐火材料 (5) 2.1高炉耐火材料性能评价方法的进步 (5) 2.2高炉炉衬用耐火材料质量水平分析 (5) 2.3陶瓷杯用砖 (7) 2.4炉腹、炉身和炉腰用砖 (7) 第三章高炉炉衬 (8) 3.1炉衬破坏机理 (8) 3.2高炉炉底和各段炉衬的耐火材料选择和设计 (9) 第四章高炉各部位冷却设备的选择 (11) 4.1冷却设备的作用 (11) 4.2炉缸和炉底部位冷却设备选择 (11) 4.3炉腹、炉腰和炉身冷却设备选择 (11) 第五章高炉炉型设计 (13) 5.1炉型设计要求 (13) 5.2炉型设计方法 (13) 5.3主要技术经济指标 (14) 5.4设计与计算 (14) 5.5校核炉容 (16) 参考文献 (17)
2000m3高炉炉型设计及物料平衡计算
2000m3高炉炉型设计及物料平衡计算 摘要:本设计要求建2000m3炼铁高炉。设计主要内容包括高炉炉型设计计算及高炉本体立剖图,同时对所设计高炉的特点进行简述。设计高炉有效容积为2000m3,高径比取,高炉利用系数取值为,据此设计高炉炉型。设计本着优质、高产、低耗和对环境污染小的宗旨,为日产生铁4000t的高炉提供高炉内型设计。并对2000m3炼铁高炉进行物料平衡计算,物料平衡计算是炼铁工艺计算中重要组成部分,它是在配料计算的基础上进行的。整个物料平衡计算有配料计算和物料衡算两部分构成。在配料计算过程中,进行了原料和燃料的全分析,渣铁成分及含量分析;在物料衡算过程中计算了包括鼓风量、煤气量以及物料收支总量等项内容的计算,并制作物料平衡表。 关键词:高炉发展;高炉炉型;炉型计算;物料平衡配料计算物料衡算物料平衡表 绪论 最近二十年来,日本和欧盟区的在役高炉座数由1990年的65座和92座下降到28座和58座,下降幅度分别为%和37%,但是高炉的平均容积却分别由1558m3和1690m3上升到4157m3和2063m3,上升幅度为%和22%,这基本代表了国外高炉大型化的发展状况。 高冶炼强度、高富氧喷煤比和长寿命化作为大型高炉操作的主要优势受到大家越来越高的关注和青睐,但是高炉大型化作为一项系统工程,它在立足自身条件的基础上仍须匹配的炼钢、烧结和炼焦能力。我国近年推出的《钢铁产业发展政策》中规定高炉炉容在300m3以下归并为淘汰落后产能项目,且仍存在扩大小高炉容积的淘汰范围的趋势。同时国内钢铁产业的快速发展均加速了世界和我国高炉大型化的发展进程。由于大型化高炉具备的单位投资省、效能高和成本低等特点,从而有效地增强了其竞争力。 20世纪高炉容积增长非常快。20世纪初,高炉炉缸直径4-5m,年产铁水约100000吨左右,原料主要是块矿和焦炭。20世纪末,最大高炉的炉缸直径达到14-15m,年产铁水300-400万吨。目前,特大型高炉的日产量能够达到甚至超过12000吨。例如,大分厂2号高炉(日本新日铁)炉缸直径,生产能力为13500吨铁/天。蒂森-克虏伯公司施韦尔格恩2号高炉炉缸直径,生产能力为12000吨铁/天。70年代末全世界2000立方以上高炉已超过120座,其中日本占1/3,中国有四座。全世界4000立方以上高炉已超过20座,其中日本15座,中国有1座在建设中。 我国高炉大型化的发展模式与国外基本相近,主要是采取新建大型高炉、以
(完整word版)高炉热风炉工艺技术操作规程
高炉热风炉工艺技术操作规程 1. 岗位职责 1.1 在值班工长的指挥下,做好本班人员的生产、安全、设备等各项工作。 1.2 服从班长的调配和分工,做好日常的烧炉、换炉、休风、复风、停气、引气等工作。 1.3 负责调整燃烧,以按时达到规定的温度,满足生产需要。 1.4 做好设备维护加油和点检工作,及检修后的试车调试等,发现设备异常,应及时汇报值班室和联系处理。 1.5 参加班务会议和业务学习,坚持安全活动,努力提高技术操作水平。 2. 2#高炉球式热风炉操作规程 2.1 燃烧制度 炉顶温度<1300℃,废气温度<350℃(综合废气) 净煤气支管压力5-12KPa 换炉前后拱顶温度<120℃(特殊情况例外) 水压≥0.3MPa 2.2 采取快速燃烧法烧炉 2.3 拱顶温度达到规定值时,进行保温燃烧。 2.4 拱顶温度达到规定值时,首先进行燃烧调节,必要时提前换炉或停烧。 2.5 换炉时只能缓慢开冷风阀,以保证高炉风压波动不超过±5%。 2.6 拱顶温度不得低于1000℃。 2.7 发现煤气含尘量超标时,应立即通知工长和布袋除尘操作工,查找原因,同时停烧。 2.8 当废气温度达到350℃时,为保护预热器,必须提前换炉或停烧。 3. 换炉操作 3.1 燃烧→焖炉→送风 3.1.1 发出换炉指令。 3.1.2 关二个煤气切断阀及二个煤气调节阀。 3.1.3 关二个燃烧阀,开二个放散阀。 3.1.4 关二个空气切断阀及二个空气调节阀。 3.1.5 关烟道阀(热风炉处于焖炉状态)。 3.1.6 开均压阀。 3.1.7 发出均压完毕信号,开热风阀。 3.1.8 开冷风阀,关均压阀换炉完毕。 3.1.9 开二个助燃空气调节阀。 3.1.10 开二个煤气调节阀。 3.1.11 在一烧一送情况下焖炉,应注意防止蹩风造成助燃风机损坏。 3.2 送风→焖炉→燃烧 3.2.1 发出换炉指令。 3.2.2 关冷风阀。 3.2.3 关热风阀(热风炉处于焖炉状态)。 3.2.4 开废气阀排压。
高炉车间系统设计毕业论文
高炉车间系统设计毕业论文 第一部分:高炉车间设计 第一章:概述 1.1 高炉炼铁生产工艺剂(焦炭、煤等)在高温下将铁矿石或含铁原料还原成液态流程。 高炉炼铁是用还原生铁的过程。 高炉本体是冶炼生铁的主体设备,它是由耐火材料砌筑的竖立式圆筒形炉体,最外层是由钢板制成的炉壳,在炉壳和耐火材料之间有冷却设备。 要完成高炉炼铁生产,除高炉本体外,还必须有其它附属系统的配合,它们是: (1)供料系统:包括贮矿槽、贮焦槽、称量与筛分等一系列设备,主要任务是及时、准确、稳定的将合格原料送入高炉。 (2)送风系统:包括鼓风机、热风炉及一系列管道和阀门等,主要任务是连续可靠地供给高炉冶炼所需热风。 (3)煤气除尘系统:包括煤气管道、重力除尘器、洗涤塔、文氏管等,主要任务是回收高炉煤气,使其含尘量降至10mg/m3 以下,以满足用户对煤气质量地要求。 (4)渣铁处理系统:包括出铁场、开铁口机、堵渣口机、炉前吊车、铁水罐车及水冲渣设备等,主要任务是及时处理高炉排 放出的渣、铁,保证高炉生产正常进行。 (5)喷吹燃料系统:包括原煤的储存、运输、煤粉的制备、收集及煤粉喷吹等系统,主要任务是均匀稳定的向高炉喷吹大量 煤粉,以煤代焦,降低焦炭消耗。
1.2主要技术经济指标 (1)高炉有效容积利用系数(η v ): 高炉有效容积利用系数是指每昼夜生铁的产量P与高炉有效容积V有之比,即每昼夜,每1m3高炉有效容积的生铁产量。 η v 是高炉冶炼的一个重要指标,η v 俞大,高炉生产率俞大。 目前,一般大型高炉超过2.0 t / m3·d,一些先进高炉可达2.2~2.3 t / m3·d。小型高炉的η v 更高,100~300 m3高炉的利用系数为 2.8~ 3.2t / m3·d。本设计η v =2.15 t / m3·d。 (2)焦比(K): 焦比即每昼夜焦碳消耗量Q K 与每昼夜生铁产量P之比,即冶炼每吨生铁消耗的焦碳量。 K= Q K /P 焦炭消耗量约占生铁成本的30%~40%,欲降低生铁成本必须降低焦比。焦比大小与冶炼条件密切相关,本设计的焦比为360 kg / t 。(3)煤比(Y): 冶炼每吨生铁消耗的煤粉量称为煤比。当每昼夜煤粉的消耗量为 Q Y 时,则Y=Q Y /P 本设计煤比为120 kg / t。 (4)冶炼强度(I)和燃烧强度(i): 高炉冶炼强度是每昼夜每1m3有效容积燃烧的焦碳量,即高 炉一昼夜焦炭的消耗量与有效容积V 有 的比值。 I=Q K /V有本设计I =1.03 t / m3· d 燃烧强度即每小时每平方米炉缸截面所燃烧的焦碳数量。本设计 i =1.05 t / m2 ·h。
高炉热风炉介绍.
一、高炉热风炉结构与性能简介 热风炉顾名思义就是为工艺需要提供热气流的集燃烧与传热过程于一体的热工设备,一般有两个大的类型,即间歇式工作的蓄热式热风炉和连续换热式热风炉。在高温陶瓷换热装置尚不成熟的当今,间歇式工作的蓄热式热风炉仍然是热风炉的主流产品。蓄热式热风炉为了持续提供热风最起码必须有两座热风炉交替进行工作。热风炉被广泛应用在工业生产的诸多领域,因工艺要求不同、燃料种类不同、热风介质不同而派生出不同用途与不同结构的热风炉。这里要介绍的是为高炉冶炼提供高温热风的热风炉,且都是蓄热室热风炉,因其间歇式的工作方式,必须多台配合以实现向高炉连续提供高风温。 1.1高炉热风炉的分类 高炉热风炉从结构可以分为外燃结构的热风炉和内燃结构的热风炉两个大类,前者是燃烧室设置在蓄热室的外面,而后者是燃烧室与蓄热室在一个结构里面。在内燃结构的热风炉中因燃烧室与蓄热室之间的相对位置不同而分成顶燃式(燃烧室放置在蓄热室上部)热风炉和侧燃式(火井燃烧室与蓄热室并行放置)热风炉,通常我们也将侧燃式热风炉称为一般意义上的内燃式热风炉,因而在目前使用的热风炉中主要是外燃式热风炉、内燃式热风炉和顶燃式热风炉。在这三种典型的热风炉中,外燃式热风炉结构最复杂而材料用量大,故实现结构稳定和提高风温的技术要求也就较高;而内燃式热风炉的火井墙结构稳定性差、且存在燃烧震荡、热风温度不易提高等问题;至于顶燃式热风炉,因其结构简单而材料用量少,也便于高风温实现。因此,随着热风炉技术的发展,顶燃式热风炉正在逐步取代内燃式热风炉和外燃式热风炉而成为热风炉的主流产品。在顶燃式热风炉中,随着卡鲁金旋流分层混合燃烧技术的应用,与该技术相适应的带旋流混合预燃室的顶燃式热风炉得到了人们的普遍认同,逐步成为顶燃式热风炉中的主流产品。 A 、外燃式热风炉 B 、内燃式热风炉 C 、1型顶燃式热风炉 D 、1型顶燃式热风 炉 E 、3型顶燃式热风炉 F 、3型顶燃式热风炉
高炉设计的基础概念
高炉炉型概述 高炉炉型的发展 高炉是一种竖炉型的冶炼炉,它由炉体内耐火材料砌成的工作空间、炉体设备、炉体冷却设备、炉体钢结构等组成。 高炉生产实践表明:合理的炉体结构,对高炉一代炉龄的高产、优质、低耗和长寿起到保证作用,由此可以看出高炉的炉型应该有炉型和炉龄两个方面阐述。 近代高炉,由于鼓风机能力进一步提高,原料燃料处理更加精细,高炉炉型向着“大型横向”发展。对于炉型而言,从20世纪60年代开始,高炉逐步大型化,大型高炉的容积由当时的1000~1500m3逐步发展到现在的4000~5500m3。 /D即高径比缩小,大型随着炉容的扩大,炉型的变化出现以下特征:高炉的H U 高炉的比值已降到,1000m3级高炉降到,300m3级高炉也降到左右。和大小同步的还有高炉矮胖炉型发展,矮胖高炉的特征是炉子下部容积扩大,在适当的配合条件下利于增加产量,提高利用系数.但如矮胖得过分,易导致上部煤气利用差,使燃料比升高.此外,从全国节能要求出发,在高炉建设和炼铁生产经营管理中,应既抓产量,又抓消耗、质量和寿命的优秀实例进行总结推广,提倡全面贯彻“高产、优质、低耗、长寿,”八字方针。与盛高炉型相比,矮胖炉型的主要优点是:与炉料性能相适应,料柱阻力减小;风口增多,利于接受风量;高护更易顺行稳定。这些优点,给高炉带来了多产生铁,改进生铁质量,降低燃料消耗和延长寿命的综合效果。通过研究发现,当今用于炼铁的高炉炉喉直径均偏小,其炉喉直径与炉缸直径的比值均小于。通过研究发现,炉喉直径偏小影响炉身的间接还原效率,致使高炉能耗较高,影响高炉经济效益,因此,为了提高高炉炉身的间接还原效率,改善高炉产生技术指标和进行节能减排,特别推出一种扩大炉喉直径的新炉型高炉。采用的技术方案是:它包含炉缸、炉腹、炉腰、炉身、炉喉五部分,其中炉缸在炉腹的下面,炉缸上面连接炉腹,炉腹上面连接炉腰,炉腰上面连接炉身,炉身上面连接炉喉;由上述5部分组成的高炉内型,5个部分的横截面均呈圆形,其中炉缸直径用d表示,炉腰直径用D表示,炉喉直径用d表示,