PVC生产重要数据汇总
PVC 生产重要数据汇总
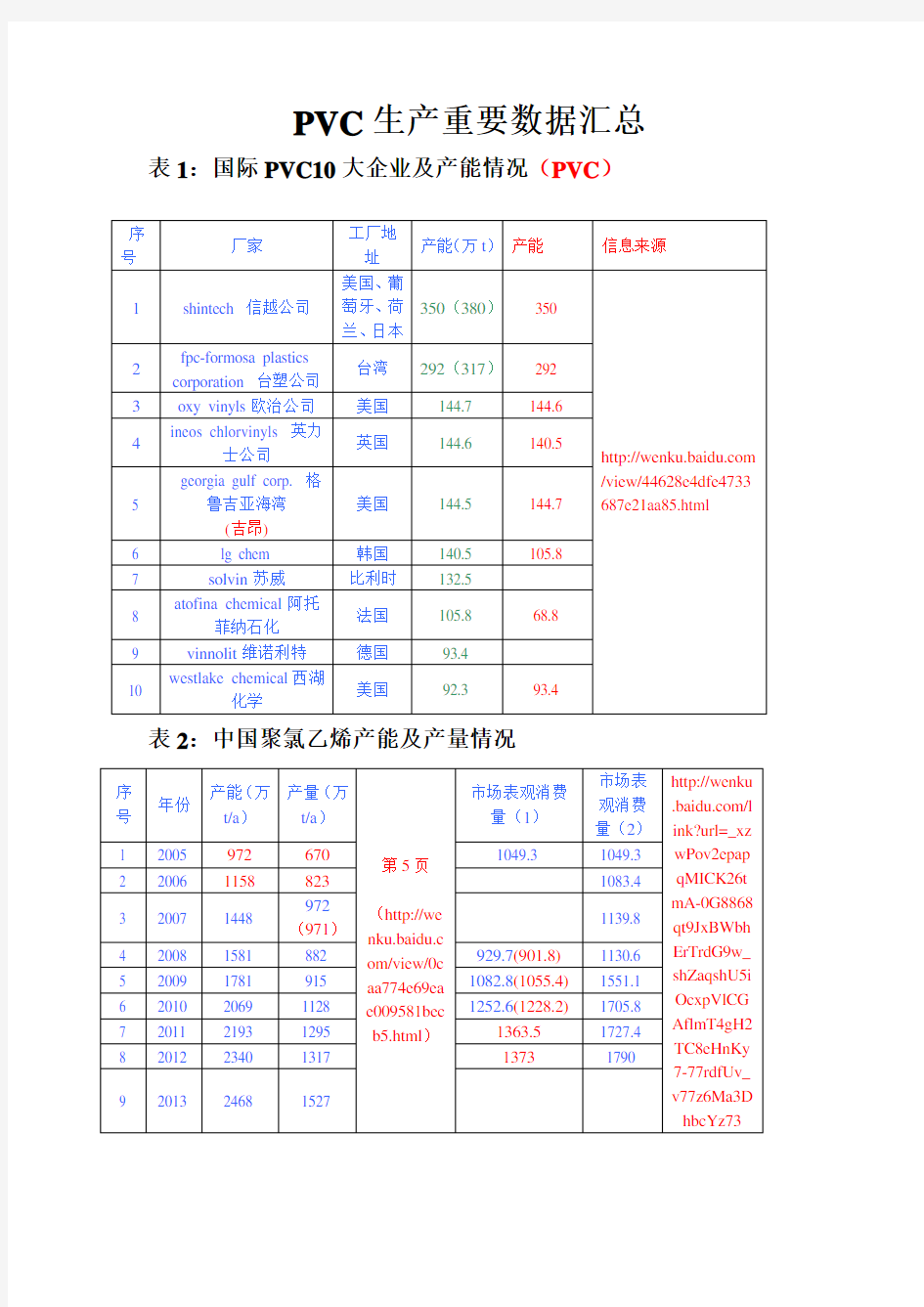
表1:国际PVC10大企业及产能情况(PVC )
表2:中国聚氯乙烯产能及产量情况
序号 厂家 工厂地址
产能(万t ) 产能 信息来源
1
shintech 信越公司 美国、葡
萄牙、荷兰、日本 350(380) 350
https://www.360docs.net/doc/6915238017.html,
/view/44628e4dfe4733687e21aa85.html
2 fpc-formosa plastics
corporation 台塑公司 台湾 292(317) 292 3 oxy vinyls 欧治公司 美国 144.7 144.6 4
ineos chlorvinyls 英力
士公司 英国
144.6
140.5
5 georgia gulf corp. 格
鲁吉亚海湾 (吉昂)
美国 144.5 144.7 6 lg chem 韩国 140.5 105.8 7 solvin 苏威 比利时 132.5 8 atofina chemical 阿托
菲纳石化 法国 105.8 68.8 9 vinnolit 维诺利特 德国 93.4 10
westlake chemical 西湖
化学
美国
92.3
93.4
序号 年份
产能(万
t/a ) 产量(万t/a )
第5页
(http://we
nku.baidu.c
om/view/0c aa774e69ea e009581bec b5.html ) 市场表观消费量(1)
市场表观消费量(2) http://wenku https://www.360docs.net/doc/6915238017.html,/l ink?url=_xz
wPov2epap qMICK26t mA-0G8868
qt9JxBWbh
ErTrdG9w_shZaqshU5i
OcxpVlCG AflmT4gH2
TC8eHnKy
7-77rdfUv_v77z6Ma3D hbcYz73
1 2005 97
2 670
1049.3 1049.3
2 2006 1158 823
1083.4
3 2007 1448 972
(971)
1139.8
4 2008 1581 882 929.7(901.8) 1130.6
5 2009 1781 915 1082.8(1055.4) 1551.1
6 2010 2069 1128 1252.6(1228.2)
1705.8
7 2011 2193 1295 1363.5 1727.4 8 2012 2340 1317 1373 1790
9
2013
2468
1527
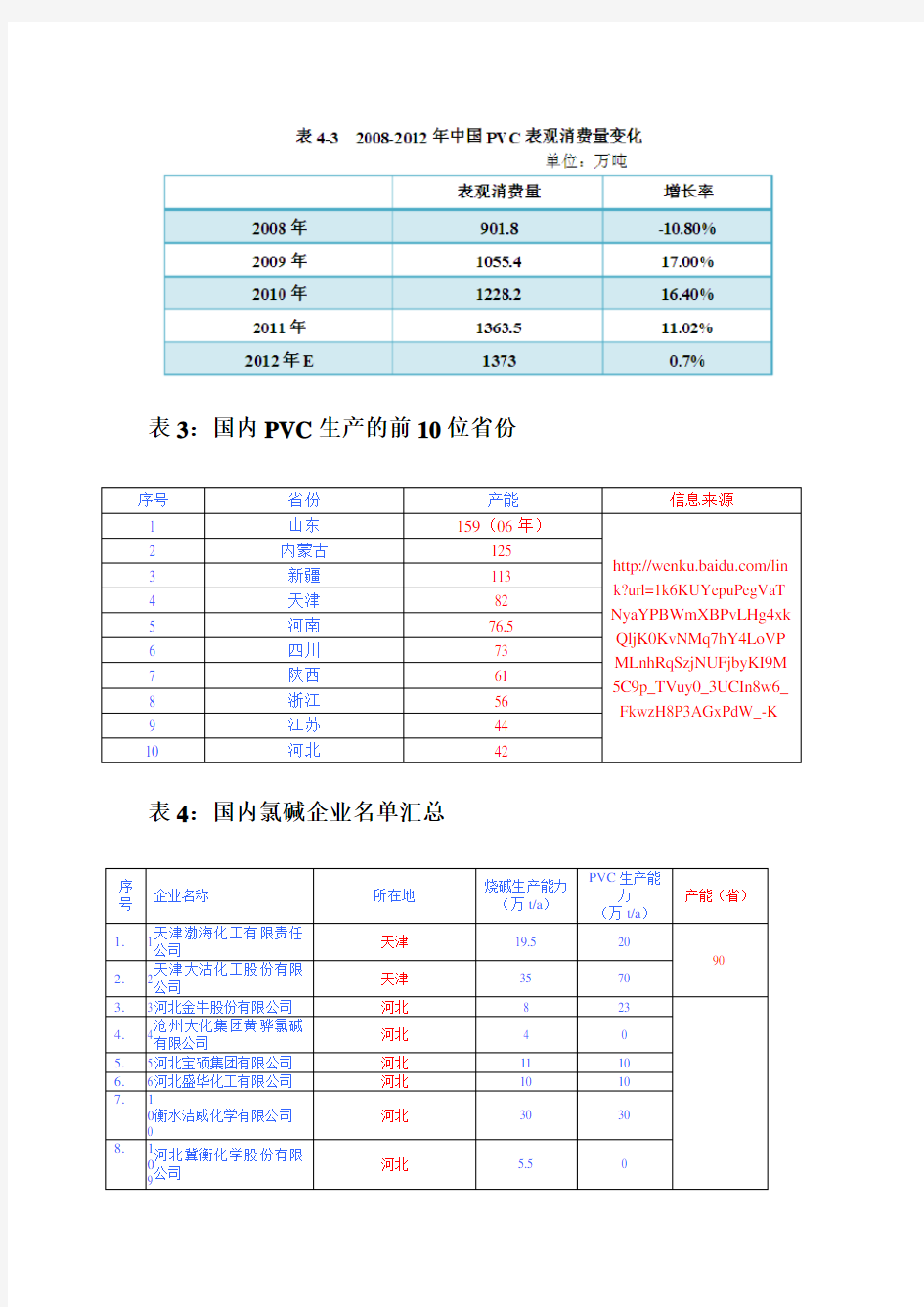
表3:国内PVC 生产的前10位省份
表4:国内氯碱企业名单汇总
序号 省份 产能 信息来源
1 山东 159(06年)
https://www.360docs.net/doc/6915238017.html,/lin k?url=1k6KUYepuPegVaT NyaYPBWmXBPvLHg4xk QljK0KvNMq7hY4LoVP MLnhRqSzjNUFjbyKI9M 5C9p_TVuy0_3UCIn8w6_FkwzH8P3AGxPdW_-K
2 内蒙古 125
3 新疆 113
4 天津 82
5 河南 76.5
6 四川 73
7 陕西 61
8 浙江 56
9 江苏 44 10 河北
42
序号 企业名称
所在地 烧碱生产能力 (万t/a )
PVC 生产能
力 (万t/a )
产能(省)
1. 1 天津渤海化工有限责任公司
天津
19.5 20
90
2. 2 天津大沽化工股份有限公司 天津 35 70
3. 3 河北金牛股份有限公司 河北 8 23
4. 4
沧州大化集团黄骅氯碱有限公司 河北 4 0 5. 5 河北宝硕集团有限公司 河北 11 10 6. 6 河北盛华化工有限公司 河北 10 10 7. 1
00 衡水洁威化学有限公司 河北
30
30
8.
1
9
河北冀衡化学股份有限公司 河北 5.5 0
9. 7 唐山三友氯碱有限责任公司
河北 30 30 10. 10 内蒙古三联化工股份有限公司
内蒙古 2.5 16
11. 11 内蒙古亿利化学工业有限公司
内蒙古 36 40 12. 12 中盐吉兰泰氯碱化工有限公司 内蒙古 18 0 13. 1
1 包头海平面高分子工业有限公司 内蒙古
36
40
14. 1
2 内蒙古君正化工有限责任公司 内蒙古 30 20
15. 1
10 内蒙古宜化化工有限公司 内蒙古
40 40
16. 1
1
1 内蒙古乌海化工股份有限公司 内蒙古 30 30
17. 1
1
2 内蒙古临海化工股份有限公司 内蒙古 12 12 18. 1
3
沈阳化工股份有限公司 辽宁 19 13
19. 14 锦化化工(集团)有限责任公司
辽宁 30 13 20. 15 大连绿峰化学股份有限责任公司
辽宁 21. 99 本溪东方氯碱有限责任公司
辽宁 4.8 3 22. 16 赢创三征(营口)精细化工公司
辽宁 6 0 23. 17 中化四平联合化工股份公司 吉林 0 3
24. 1
8 吉化电石厂 吉林 25. 2
1 江苏常化集团公司 江苏 25 0
26. 2
2 江苏索普集团有限公司 江苏 4 12 27. 2
3 江苏安邦电化有限公司 江苏 0 30 28. 1
23 江苏理文化工有限公司 江苏
16
29. 1
24 徐州天成氯碱有限公司 江苏 20 18
30. 1
25 新沂市嘉泰化工有限公司 江苏 0 6
31.
1
26
江苏省盐海化工有限公司 江苏 30 0 32. 24 南通江山农药化工股份有限公司 江苏 7 14 33. 1
4
6 双狮(张家港)精细化工有限公司 江苏
40
34.
1
4
7
南京金浦锦湖化工有限公司 江苏 20 0
35. 1
4
8 连云港福榆氯碱化工有限公司 江苏
36. 1
4
9
桥益海(连云港)氯碱有限公司 江苏 30 0 37. 江苏梅兰化工股份公司
江苏 38.
江苏扬农化工集团有限公司 江苏 39. 2
5 武汉葛化集团有限公司 湖北 10 6
40. 2
6 湖北沙隆达集团公司 湖北 14 0 41. 2
7 江汉油田盐化工总厂 湖北 10 0 42. 1
3
5 湖北双环科技股份有限公司 湖北
8
43. 1
5
8 潜江市仙桥化学制品有限公司 湖北 20 0
44. 1
59
宜昌山水投资有限公司 湖北 1.8 1.8 45. 28 湖北宜化集团有限责任
公司
湖北 13 15 46. 29 株洲化工集团诚信有限
公司 湖南 24 20
47. 1
36 中盐华湘化有限责任公司 湖南
8
8
48. 1
60 常德天盛电化有限公司 湖南 17 10 49. 1
3
7
锡矿山闪星锑业有限责任公司 湖南 0 0 50. 30 中石化集团巴陵石化公
司
湖南 7 0 51. 31 广东省江门市广悦电化
厂 广东 7.4 0
52. 1
29
乳源东阳光电化厂 广东 20 0 53. 32 广东佛山华昊化工公司
电化厂 广东 54. 1
5
3 广西田东锦盛化工有限公司 广西 20
20
55. 1
3
0 柳州东风化工有限责任公司 广西
4 1
56. 1
54 梧州市联溢化工有限公司 广西 15 0 57. 3
3 南宁化工集团有限公司 广西 26 16 58. 3
4 重庆天原化工有限公司 重庆 10 0
59. 3
5
长寿化工有限责任公司 重庆 60. 36 重庆南川市宏原化工有
限公司
重庆
7
62. 38 重庆市映天辉氯碱化工有限公司
重庆 10 0 63. 39 昊华西南化工有限责公司 四川 5 0
64. 4
0 宜宾天原股份有限公司 四川 31.7 50 65. 4
1 四川泸州鑫福化工公司 四川 4 0 66. 4
2 四川金路树脂有限公司 四川 26 36 67. 4
3 乐山永祥树脂有限公司 四川 10 10
68. 4
4 泸州发展碱业有限公司 四川 69. 1
4
1 四川乐山市福华通达农药科技有限公司 四川
20
70. 1
6
5 江油启明星氯化工有限责任公司 四川 71. 4
5 成都华融化工有限公司 四川 8 14 72. 4
6
遵义氯碱股份有限公司 贵州 4 0
73. 47 贵州金宏化工有限责任公司 贵州 10 0 74. 1
4
2 云南南磷集团股份有限公司 云南 10 13
75. 4
8 云南盐化股份有限公司 云南 13 13 76. 4
9
西安西化热电化工公司 陕西 10.5 7.4
77. 50 陕西金泰氯碱化工有限公司 陕西 10 10
78. 1
6
4 陕西红星化工有限责任公司 陕西 79. 5
1 陕西北元化工公司 陕西 80. 5
2 甘肃稀土公司烧碱厂 甘肃 110 88
81. 1
3
8 甘肃中天化工有限责任公司 甘肃
3
1.4
82.
1
61
金川集团有限公司化工厂 甘肃 50 80 83. 53 甘肃银光聚银化工有限公司 甘肃 84. 1
3
9 宁夏日盛精化工集团有限公司 宁夏
3.5
85.
1
6
2
宁夏英力特化工股份有限公司 宁夏 20.5 86. 54 宁夏金昱元氯碱化工有限公司
宁夏 20 22 87. 55 新疆中泰化学股份有限公司 新疆 30 65
88. 5
6
新疆天业股份有限公司 新疆 24 52
9 电化厂 90. 6
杭州电化集团公司 浙江 30 20 91. 61 宁波镇洋化工发展有限公司 浙江 26 0 92. 1
2
8 浙江嘉化工业园投资发展有限公司 浙江 6 93. 6
2
温州天盛电化集团公司 浙江 94. 63 安徽锦邦化工股份有限公司
安徽
95. 64 安徽八一化工有限公司电化厂 安徽 96. 6
5 芜湖融汇化工有限公司 安徽 5 3 97. 6
6
福建东南电化股份公司 福建 12 10
98. 67 福建湄洲湾氯碱工业有限公司 福建 4 0
99.
1
5
2
福建省龙岩龙化化工有限公司 福建 100. 68 福建省南平市榕昌化工有限公司
福建 6 1.5 101. 69 江西电化高科有限责任公司 江西
102. 1
27 南昌宏狄氯碱有限公司 江西
3
1.5
103. 1
5
0 江西赣中氯碱制造有限公司 江西 5 0
104.
1
5
1
江西九江新康达化工实业有限公司 江西 10 0
105.
7
0 蓝星化工新材料股份有限公司江西星火有机硅厂
江西 8 0 106. 8 太原化学集团有限责任公司 山西
107. 1
20 山西瑞恒化工有限公司 山西
20
20
108. 1
2
1 山西三佳化工新材料有限公司 山西
109.
1
22
阳泉市氯碱有限责任公司 山西 12 14 110. 9 山西榆社化工股份有限公司 山西 40 40 111.
1
4
5
山西阳煤集团氯碱化工有限责任公司 山西 12 10 112. 71 齐鲁石油化工股份有限公司氯碱厂 山东 25 60
113. 7
2
青岛海晶化工集团公司 山东 14 18
114. 73 山东大成化工集团有限公司 山东 12 0 115.
7
济宁中银电化有限公司 山东
25
6
116. 7
5
潍坊亚星集团有限公司 山东 12 0 117. 76 烟台万华氯碱有限责任
公司
山东 12 0 118. 77 山东阳煤恒通化工股份
有限责任公司
山东 40 20 119. 78 山东滨化集团有限责任
公司
山东 42 0 120. 79 山东鲁西化工股份公司
东阿蓝威分公司 山东 20 20 121. 8
0 山东新龙集团有限公司 山东 20 15 122. 8
1 德州实华化工有限公司 山东 3
2 30 123. 8
2
东营协发化工公司 山东 62 0 124. 83 山东海科胜利电化有限
公司
山东 10 0 125. 84 文登市西效热电有限公
司 山东 126. 8
5 山东金岭集团 山东 80 0 127. 8
6 淄博东岳氯源有限公司 山东 18 128. 8
7 山东海力化工有限公司 山东 32 12 129. 8
8
山东铝业公司氯碱厂 山东 15 130. 89 山东海化氯碱树脂有限
公司
山东 25 20 131. 90 新汶矿业集团泰山盐化
工分公司 山东 10 10 132. 1
3 茌平信发聚氯乙烯有限公司 山东
200
60
133. 1
4 东营金茂铝业高科技有限公司(氯碱厂) 山东 24 0
134. 1
5 莘县华祥氯碱化工有限公司 山东
32 0
135. 1
06 山东海明化工有限公司 山东 20 0
136. 1
7 济南润原化工有限责任公司 山东 8.5 0
137. 1
08 烟台恒邦化工有限公司 山东 6 0
138. 1
1
3 山东大地盐化集团有限公司 山东 15 0 139. 1
14 滨州海洋化工有限公司 山东
20
25
140. 1
15 淄博永大化学有限公司 山东 16 0
141. 1
1
6 东明万海氯碱化工有限公司 山东 6 142. 1
山东海恒化学有限公司 山东
4.52
7 143. 1
1
8 山东鲁北化工股份有限公司 山东 6 0
144. 1
19 沾化明珠化工有限公司 山东 6
145. 1
43 高密市绿洲化工有限公司 山东 12 0
146. 1
4
4 山东枣庄中科化学有限公司 山东 30 0 147. 1
33 济源市东升化学有限公司 山东 4.5 6 148. 9
1
济宁金威煤电有限公司 山东 40 40 149. 92 昊华宇航化工有限责任公司
河南 40 40
150. 93 中平能化集团开封东大化工有限公司
河南 15 0 151. 94 三门峡捷马电化有限公司
河南 10 10 152. 95 河南神马氯碱化工股份有限公司
河南 40 40 153. 96 河南神马氯碱发展有限公司 河南 45 45 154. 9
7 新乡正华化工公司 河南 155. 9
8 河南恒通化工有限公司 河南 15 18 156. 1
3
2 河南华时化工股份有限公司 河南
20
20
157. 1
5
5 平顶山神马汇源氯碱有限公司 河南 15
158. 1
5
6 河南省淅川丰源氯碱有限公司 河南 159. 1
57 河南永银化工实业公司 河南
10
12
160. 1
3
4 焦煤(集团)开元化工有限责任公司 河南 20 0
161. 1
4
0 青海海虹化工股份有限公司 青海 10 0
162.
1
6
3
青海宜化化工有限责任公司 青海 24 30 163. 20 上海氯碱化工股份有限公司
上海 30 46 164. 19 黑龙江鑫泰石化有限公司 黑龙江 165.
1
31
海南金海浆纸业有限公司 海南
3
生产车间安全生产操作规程
生产车间安全生产操作规程 XXXX药业有限责任公司起草人日期文件类别标准管理规程审核人 日期颁发部门生产部批准人日期文件编码 SOP09001,CO 生效日期共2页第1页文件标题生产车间安全生产操作规程 分发部门质量部、生产部 变更记载: 变更摘要: 修订号批准日期生效日期 生产车间安全生产操作规程 1 目的 规范生产车间的安全操作,防止安全事故。 2 范围 适用于生产车间生产安全的管理。 3 职责 岗位操作人员对本规程的实施负责。 生产主管、安全生产领导小组负责监督检查。 4 程序 4.1.1 “安全生产,人人有责”。所有员工必须加强法制观念,认真执行国家有关安全生产、劳动保护政策法律、法规,严格遵守安全操作规程和各项安全生产规章制度。 4.1.2 凡不符合安全生产要求,有安全隐患的厂房、生产线和设备,岗位操作人员有权向上级报告,遇到可能危及生命、财产安全的情况,岗位操作人员有权立即停止操作并及时报告生产主管及生产部经理。 4.1.3 设备的安装、调试按照安全操作指导并在设备的安全运行环境下进行,一切电气机械设备的金属外壳必须有可靠的接地安全措施。 4.1.5 消防器材定置摆放,不得埋压不得上锁锁闭,不得随意挪移。
4.1.6 岗位操作人员上岗前应经安全教育培训、设备安全操作及岗位技术培训,合格后方可上岗。 4.1.7 生产前做好劳动保护和安全检查工作。 4.1.7.1 一般区岗位操作人员必须按《人员进出一般生产区操作规程》穿戴工作服,洁净区岗位操作人员必须按《人员进出D级洁净区操作规程》规定穿戴好洁净服,并在操作前带乳胶手套等劳动防护用品,避免裸手接触药液。 4.1.7.2 检查设备和工作场地,排除故障隐患。 ---- 检查设备的是否清洁完好。 ---- 检查设备润滑是否良好。 ---- 检查阀门有无泄漏。 ---- 检查设备各连接部位有无松动现象,如有应立即紧固。 ---- 检查电路气路连接所有部件是否安装正确。 4.1.8 工作中集中精力,坚守岗位,严禁酒后上岗。调整设备、拆卸防护装置时要先关机停电。 4.1.9 设备运行安全。 4.1.9.1 设备操作实行专人专岗,非本岗位操作人员严禁操作本岗位设备。4.1.9.2 按照安全操作指导、设备的操作规程并在设备的安全运行环境下对设备进行操作及维护。 4.1.9.3 在设备运行中注意观察和检查,如有异常应停机检查,如出现故障应消除了这些故障后才能重新开机。 4.1.9.3.1 机器在一些危险地方已经安装了保护装置在进行任何操作之前要注意这些保护装置的有效性。 4.1.9.3.2 在设备运行中设备有无异常声音、振动和气味。
中试车间安全生产管理规定详细版
文件编号:GD/FS-1112 (管理制度范本系列) 中试车间安全生产管理规 定详细版 The Daily Operation Mode, It Includes All Implementation Items, And Acts To Regulate Individual Actions, Regulate Or Limit All Their Behaviors, And Finally Simplify The Management Process. 编辑:_________________ 单位:_________________ 日期:_________________
中试车间安全生产管理规定详细版 提示语:本管理制度文件适合使用于日常的规则或运作模式中,包含所有的执行事项,并作用于规范个体行动,规范或限制其所有行为,最终实现简化管理过程,提高管理效率。,文档所展示内容即为所得,可在下载完成后直接进行编辑。 一、安全生产,人人有责。生产车间、中试车间工作人员都应在各自的工作岗位上认真履行安全职责,严格遵守国家安全法规和有关制度,牢固树立“安全第一”的思想,认真贯彻执行安全第一、预防为主的方针,做到安全生产、文明生产。 二、车间是本公司的生产重地。外来人员,未经允许,不得进入。外单位要求参观生产车间须经生产部同意;参观中试车间须经市场发展部同意。参观时,必须在有关人员陪同下,方可参观。有关人员须做好保密工作,参观人员不得对生产场地及设备等进行拍照,以防生产技术泄密和被盗。 三、车间要经常保持整洁、物品摆设要整齐、规
范,原材料与产成品不得混合存放。车间须做好四防、五关、一查(防火、防盗、防破坏、防灾害事故;关门、窗,水、电、气;查仪器设备运转是否正常)。 四、凡新来公司生产车间、中试车间工作的人员(含在读研究生、客座人员、临时工),必须由车间负责人进行安全生产、保密教育。车间负责人要将国家有关安全法规和公司对化学危险品使用时应注意的事项、车间生产工艺流程、车间仪器设备的安全操作及检修、防尘、防毒和预防事故措施等方面的安全基本知识及有关规定,向新来人员交代清楚,直到其熟悉各项操作技能,方能让其独立工作。 五、建立并严格遵守各项操作规程,建立有针对性的事故应急处理预案。进行可能发生危险的生产,在操作时要有防范措施;进行可能发生爆炸的生产,
生产车间电器安全操作规程(新编版)
( 操作规程 ) 单位:_________________________ 姓名:_________________________ 日期:_________________________ 精品文档 / Word文档 / 文字可改 生产车间电器安全操作规程(新 编版) Safety operating procedures refer to documents describing all aspects of work steps and operating procedures that comply with production safety laws and regulations.
生产车间电器安全操作规程(新编版) 为了提高全体员工的安全用电意识,有效遏止和防范各类电器安全事故的发生,特制订如下安全用电规程: 1、电柜内不准堆放杂物和其他私人用品,电柜上面不准放水杯和茶杯等其他杂物,以免电器进水造成事故,违者没收及按管理制度处罚。 2、机修或工程队维修安装烧焊时,要求在哪里烧焊,地线搭到哪里,相关车间派员监督,否则容易烧坏电线及电箱,发生火灾事故。 3、除电工外,任何人未经允许不得私自进入电房操作开关或干扰电工作业,不准合上已挂标示牌(有人工作、严禁合闸)的开关。 4、各车间保养清洁电柜时,不得用水冲洗或用湿毛巾擦电柜。当接触电器插头时,不允许带电拔或插,必须将电源开关切断后进
行。接触电器时,手脚必须干净没有水,避免发生漏电触电。 5、电工维修工作时,至少应有一人监护,其他电工不能陪同前往时,班组长应由安排相关操作人员陪同完成维修工作。 6、严禁赤脚及穿拖鞋上班,电工有权制止各车间人员违反安全用电操作规程的行为及义务。 7、各车间拆接焊机或其它电器电源线时,应找电工接线,严禁用打扁的焊条或其它金属物品当螺丝批用,严禁用钩挂接线,严禁在非维修箱内接维修线。 8、对较大型设备或一通电就可运转危及人身安全的设备进行检修前,必须切断电源,验电确认后,悬挂警告标示牌才可以维修。通电运行时必须全线清场,通知在场所有人员通电启动事宜,防止发生意外。 9、所有的震筛及釉泵必须重复接地;在金属容器或窑炉内工作等密闭及狹窄场所应使用36v以下的照明电源,所有维修线及照明线路必须经漏电开关保护。动力每半月负责检查一次各车间维修漏电开关是否失灵。
车间安全生产规范 - 制度大全
车间安全生产规范-制度大全 车间安全生产规范之相关制度和职责,一、目的安全为了生产,生产必须安全。为规范生产中各种机电设备的安全使用,消除物的不安全状态,杜绝人的不安全行为,防止各类安全事故的发生,坚决做到三不伤害(不伤害自己、不伤害他人、不被... 一、目的 安全为了生产,生产必须安全。为规范生产中各种机电设备的安全使用,消除物的不安全状态,杜绝人的不安全行为,防止各类安全事故的发生,坚决做到三不伤害(不伤害自己、不伤害他人、不被他人伤害),有效保障作业人员的职业安全、相关设备的完好,特制定本安全规范。 二、使用范围 本规范适用于太辰光生产车间安全管理和安全操作控制。 三、安全生产管理工作 1.消防管理:消防设施配置充足、完好齐全、摆放合理、定期检查更换;消防通道通畅;员工掌握器材使用办法。 2.用电管理:持证电工上岗,线路完好归位;电器设施完好齐整、定期检查、禁止超负荷使用。 3.用气管理:管道完好;气瓶立式放置、定期检查更新;使用记录完整。 4.物料管理:归类归位摆放、标识清晰;危险品与易潮易燃品有保护措施;现场无呆滞物料。 5.危险工序操作管理:关键设备定期检查保养;做好安全保护措施,合理使用耳塞、手套;、防尘口罩等保护用品;按程序工作。 6.环境卫生管理:生产现场保持清洁状态,清洁交班制;无卫生死角、无不明物品。各类门、窗、护栏、天花、墙壁、地面有异状及时报生产部。 7.文明生产管理:私人物品归位摆放;员工着装、举止遵守车间操作行为规范,节约用水用电。 四.安全操作规程 1.上岗安全培训:各工序新进人员须经安全操作培训合格后才能进入工作岗位。 2.上班前的准备工作:检查各工位上班所用工具,个人安全防范物品带好(各工位所用 相关工作服、耐高温手套、口罩),首饰、头发整理好;检查机器电源是否接好、有无破损,运转状况是否正常,排除现场其它不安全因素。 3.上班期间:各岗位严格按照本工作岗位的《作业流程》和《作业指导书》要求、遵从《车间生产安全指引》进行作业。当机器设备出现任何异常时,应按设备使用程序停机并及时上报,禁止自作主张贸然采取措施;机器设备需清洁时,须先关电源。 四、个人需注意事项 1.勿贪快、勿冒险、不明白要发问,遵守规定。 2.当发现有不安全情况及损坏时,应立即反映至工序负责人。 3.应注意学习自己所属工序各种机器的停止方法。 4.在不能确定安全与否前,不能开动机器;非经许可,不可使用其它岗位任何机器。 5.禁止在车间内吸烟及游戏,以免发生意外。 6.离开工作岗位时,应确保机器停止(或交接),工作场地安全妥善。 人人讲安全,事事讲安全,时时讲安全!
车间安全生产规程
一、安全生产总则 为保证安全生产,全厂职工除遵守本岗位工种安全技术操作规程外,还必须遵守下列总则: 1. 认真执行国家有关劳动安全法规、规定及本厂各项安全生产规章制度。 2. 新入厂工、调换工种的工人及来厂实习、代培和临时参加生产的人员,必须经过安全教育和操作技术培训,经考试合格后在师傅的指导下进行操作。 3. 电气、起重、焊接等特种作业人员,必须持证操作。 4. 操作工必须熟悉产品性能、工艺规程及设备操作要求,会正确处理生产过程中出现的故障。 5.操作前必须按规定正确穿戴好个人的防护用品。披肩发、长辫必须罩人工作帽内。进入有可能发生物体打击的场所必须戴安全帽;有可能被传动机械绞辗伤害的作业不准戴手套;不准穿戴围巾、围裙,脖子上不准佩带装饰品;生产作业场所不准赤膊;不准穿高跟鞋、拖鞋(除规定外)。 6.工作时应集中精力、坚守岗位,不准做与本职工作无关的事。上班前不准饮酒。 7.开动非本工种以外设备时,须经有关领导批准。 8.操作对人体有发生伤害危险的机械设备时,应检查安全防护装置是否齐全可靠,否则不准进行操作。 9.不准随意拆卸、挪动各种安全防护装置,安全信号装置,防护围栏、警戒标志等。 10. 检修机械、电气设备时,必须切断电源,挂上警示牌。合闸前要仔细检查,确认无人检修后方准合闸。 11. 操作中使用的行灯及局部照明,其电压不得超过36V,金属容器内和潮湿场所作业不得超过12V。 12.生产场所应保持整齐、清洁、原材料、半成品及成品要堆放合理,安全通道畅通,废料应及时清除。 13. 高空作业人员必须系好安全带,登高用的扶梯必须坚实牢固,符合安全技术要求,并采取可靠的防滑措施。 14. 非电气作业人员严禁装修电器设备和线路。 15. 易燃、易爆等生产作业场所,严禁烟火及明火作业。 16. 禁止在产生有毒有害物质作业场所内进餐、饮水,工作时要戴好防毒口罩或其它防护用品。 17.严禁攀登吊运中的物体及在吊物下通过停留。 19.严格执行交接班制度。末班下班前要切断电源,汽(气)源,熄灭火种,清理场地,中途停电要关闭电源。 20. 工房内外配置的消防器材不准挪作它用,器材周围不得堆放其它物品妨碍取用。 21. 发生工伤事故、重大未遂事故及火灾、爆炸事故要及时启动应急救援预案进行抢救,立即报告有关领导和部门,保护好事故现场。
Pvc生产工艺设计以和流程
Pvc生产工艺以及流程 其中SG-1型用生产高级电绝缘材料,SG-2型用于生产电绝缘材料、一般软制品和薄膜,SG-3型用于生产电绝缘材料、农用薄膜、日用塑料制品,SG-4型用于生产工业与民用微膜、软管、高强度管材,SG-5型用于生产透明制品、型材、硬管、装饰材料、生活日用品等,SG-6型用于生产透明片、硬板、焊条,SG-7型、SG-8型用于生产透明片、硬质注塑管件。依据的质量标准为GB/T5761-1993。 聚氯乙烯树脂质量标准GB/T5761-1993
电石制乙烯,乙烯制pvc(某塑料),烧碱吸收氯碱工业的尾气 聚氯乙烯简称PVC,是我国重要的有机合成材料,广泛用于工业、建筑、农业、日用生活、包装、电力、公用事业等领域。我国是全球最大的PVC生产和消费国。 根据生产方法的不同,PVC可分为通用型PVC树脂、高聚合度PVC树脂、交联PVC树脂。根据氯乙烯单体的获得方法来区分,可分为电石法、乙烯法和进口(EDC、VCM)单体法,习惯上把乙烯法和进口单体法统称为乙烯法。我国国内聚氯乙烯总产能的75%采用以煤化工为基础的电石法装置。中国电石法聚氯乙烯装置的总能力已经占全球聚氯乙烯装置总能力的25%甚至更高。 电石法以煤炭为上游原料,烟煤在隔绝空气的条件下,经过高温干馏生成焦炭。焦炭和石灰石(CaCO3)反应生成电石(CaC2),电石遇水,就生成了乙炔。乙炔和氯化氢发生加成反应就生成氯乙烯,氯乙烯聚合生成聚氯乙烯。 PVC生产过程中的关键一步是原盐水解生成氯气和烧碱(NaOH)。氯气进一步制成次氯酸钠、聚氯乙烯、甲烷氯化物等氯产品,其作用自不待言。烧碱在工业生产中也有广泛的应用,使用最多的部门是化学药品的制造,其次是造纸、炼铝、炼钨、人造丝、人造棉和肥皂制造业等等。鉴于氯和烧碱在这些行业中的巨大作用,工业上就将与这两种化学品相关的产业称作烧碱产业。 烧碱项目出来的产品主要是:氯气、氢气和烧碱,烧碱是主要出售的产品,而氯气和氢气则不好出售,所以需要PVC来平衡,正好PVC生产需要氯气和氢气来生产氯化氢气体,所以……HCl需要烧碱项目提供,所以要上烧碱项目,离子膜法是当前生产烧碱最先进最流行的方法,是因果关系 企业要考虑化工产品的平衡,前面的产品后面要有消耗的,聚氯乙烯生产需要消耗氯气,而较之其他的像氯化石蜡项目等量要大,而且利润上要差好多。烧碱项目产生的氯气就是被PVC消耗掉,烧碱只是单独的一个产品,有的做液碱销售,也有的要蒸发成固碱 PVC的生产主要有两种制备工艺,一是电石法,主要生产原料是电石、煤炭和原盐;二是乙烯法,主要原料是石油。国际市场上PVC的生产主要以乙烯法为主,而国内受富煤、贫油、少气的资源禀赋限制,则主要以电石法为主,截至到2007年12月,电石法约占我国PVC总产能的70%以上。 在PVC生产成本这部分,影响价格的主要因素应该考虑煤炭、焦炭、电力、电石、原油、乙烯、VCM等价格成本,另外,原盐的价格也会通过氯的价值传导对PVC 的价格进行一定程度的影响。 原盐的主要消费领域就是氯碱产品的生产。原盐电解后产生的氯部分用于生产PVC 和其他氯产品,钠部分用于生产纯碱和烧碱。 根据应用范围不同,PVC可分为:通用型PVC树脂、高聚合度PVC树脂、交联PVC 树脂。 根据氯乙烯单体的聚合方法,聚氯乙烯的获得又有悬浮法、乳液法、本体法和溶液法
车间安全生产注意事项 (2)
xxxxxxxx有限公司 车间安全生产注意事项 认真贯彻“安全第一,预防为主”的生产方针,保障员工在工作中的生命安全和身体健康以及公司财产安全。努力改善劳动条件克服不安全因素,防止事故发生,使劳动生产在保证人员安全健康和财产安全的前提下顺利进行。 一、造成生产安全事故的原因 1. 人的因素:人员缺乏安全知识,疏忽大意或采取不安全的操作动作等而引起事故。 1)违章操作 2)违反劳动纪律 2. 物的因素:机械设备工具等有缺陷或环境条件差而引起事故。 3. 人与物的综合因素:上述两种因素综合引起。 二、日常安全基本注意事项 1、工作时请穿好工作服、佩戴好厂牌,不得穿凉鞋、拖鞋、高跟鞋、背心、裙子和露膝盖的裤子进入车间,打线班若是长发要戴帽子或发网。 2、严禁在车间内嬉戏、打闹,严禁在车间穿梭。 3、认真佩带和正确使用劳动保护用品。 4、必须严格遵守危险性作业的安全要求。
5、严禁在车间吸烟、动火。 6、严禁在上岗前和工作时间饮酒。 7、上下班时,严禁在楼道拥挤。 8、工作期间要精神集中,不得做与工作无关的事情 9、及时搬走或移开阻碍通道的障碍物 10、在使用叉车搬运过程中请确保周围没有其他人或机器 11、把刀交给别人时,让对方握住刀柄再松手,或将刀放在台上让对方自己拿起。 12、在工作中精心操作,严格控制工艺条件,发现不安全因素及时向班组长、主管反映。 13、生产现场发生事故(包括重大事故)时,要保护现场并立即向班组长、主管如实反映情况,协助领导分析原因,提出预防措施,防止事故重复发生。 14、思想健康,行为端正,自觉抵制歪理邪说和错误行为。 15、不酗酒、不闹事、不打架、不骂人、不赌博、不贪公司财物。 16、每位员工都有责任注意周围的安全情况,当你发现其他人有不安全的行为,或是存在不安全的环境因素时,必须立即采取行动进行制止和改正。发现安全隐患有必要相互提醒,以避免安全事故的发生。
车间安全操作规程
编号:SM-ZD-95397 车间安全操作规程 Through the process agreement to achieve a unified action policy for different people, so as to coordinate action, reduce blindness, and make the work orderly. 编制:____________________ 审核:____________________ 批准:____________________ 本文档下载后可任意修改
车间安全操作规程 简介:该规程资料适用于公司或组织通过合理化地制定计划,达成上下级或不同的人员 之间形成统一的行动方针,明确执行目标,工作内容,执行方式,执行进度,从而使整 体计划目标统一,行动协调,过程有条不紊。文档可直接下载或修改,使用时请详细阅 读内容。 一、车间生产员工一律穿工作服,着装整洁,不准穿拖鞋,不留长发。 二、经常检查并保持各自工位消防器材设施完好、可靠。车间内不准吸烟,危险性作业应做好应急防范措施,以防万一。 三、拆卸燃油管必须按章进行卸压后,再进行拆卸。 四、做好车辆路试的防火工作,必要时带上灭火器材。 五、升降台作业必须严格按《升降台操作规程》进行。 六、对正在进行车底作业的汽车,应挂出表示“车底作业”的标牌,拉紧手制动器,脱开档位及垫角木塞住车轮。作业时应使用卧板,不要直接躺在地上。 七、千斤顶作业,按《千斤顶安全操作规定》进行。 八、在装配作业时,不得用不正确的操作方法(如用手试探螺孔、锁孔等),以免造成工伤事故。
PVC管材工艺流程-2
软质聚氯乙烯管材生产工艺流程 软质聚氯乙烯管材生产工艺流程见下图: PVC 树 脂 助 剂 一、混合工艺 在高速混合时,助剂渗入PVC 树脂的空隙,使助剂在树脂中均匀分散,考虑到温度在100℃以上有利于物料中水蒸气蒸出,所以一般热混机的温度设在100—120℃。为了让助剂充分地与PVC 微粒接触,减少填充剂对助剂的吸附作用,应该在加入PVC 树脂后即启动热混机,再按如下顺序投料:稳定剂、各种加工助剂、色料、填充剂。在实际生产中,大都是将原辅料全都投入后再启动热混机。 热混机放出的混合料温度很高,需立即进行冷却,若散热不及时会引起物料分解和助剂挥发。冷混一般控制在料温40℃左右时出料。 二、挤出成型工艺 挤出机螺杆分3个区段:加料段(送料段)、熔化段(压缩段)、计量段(均化段),这三段相应的对物料组成了3个功能区:固体输送区、物料塑化区、熔体输送区。 固体输送区的料筒温度一般控制在100—1400C 。若加料温度过低,使固体输送区延长,减少了塑化区和熔体输送区的长度,会引起塑化不良,影响产品质量。 物料塑化区的温度控制在170—1900C 。控制该段的真空度是一个高速混合 低速混合 冷却定型 助烤扩口 切割 油墨印字 成品 牵引 挤出
重要的工艺指标,若真空度较低,会影响排气效果,导致管材中存有气泡,严重降低了管材的力学性能。为了使物料内部的气体容易逸出,应控制物料在该段塑化程度不能过高,同时还要经常清理排气管路以免阻塞。料筒真空度一般为0.08—0.09MPa。 熔体输送区的温度应略低一些,一般为160—1800C。在该段提高螺杆转速、减小机头阻力及在塑化区提高压力都有利于输送速率的提高,对于PVC这样的热敏塑料,不应在此段停留时间过长,螺杆转速一般为20—30r/min。 机头是挤出制品成型的重要部件,它的作用是产生较高的熔体压力并使熔体成型为所需的形状。各部分工艺参数分别为:口模连接器温度1650C,口模温度1700C、1700C、1650C、1800C、1900C。 三、定型工艺 从机头口模挤出来的管状物要经过冷却,使它变硬而定型。定型一般用定径套进行外径定型和内径定型两种方式。其中外径定型结构较为简单,操作方便,我国普遍采用。外径定型的定径外套长度一般取其内径的3倍,定径套的内径应略大于(一般不超过2mm)管材处径的名义尺寸。管材的冷却方法有水浸式冷却和喷淋式冷却,较常用的是喷淋式冷却。真空冷却成型是借助于真空泵将真空槽抽成真空,使管坯外壁吸附在定型套的内壁上而达到冷却定型。真空定型的工艺条件一般为:真空度20.0—53.3kPa,水温15—250C,真空槽中的水成雾状为最佳。若真空度偏小,导致管外径偏小,小于标准尺寸;反之,若真空度偏大,管径偏大,甚至出现抽胀现象。若水温过低,
聚氯乙烯(PVC)-的生产工艺和基础知识
聚氯乙烯(PVC)-的生产工艺和基础知识
PVC的生产工艺 聚氯乙烯是由氯乙烯通过自由基聚合而成的。 有悬浮聚合法、乳液聚合法和本体聚合法,以悬浮聚合法为主,约占PVC总产量的80%左右。 单体的来源:乙烯法、石油法和电石法。 我国的方法:主要还是电石法。 树脂的质量以粒度和粒度分布、分子量和分子量分布、表观密度、孔隙度、鱼眼、热稳定性、色泽、杂质含量及粉末自由流动性等性能来表征。 (1)悬浮聚合法使单体呈微滴状悬浮分散于水相中,选用的油溶性引发剂则溶于单体中,聚合反应就在这些微滴中进行,聚合反应热及时
于作聚氯乙烯糊,制人造革或浸渍制品。 (3)本体聚合法聚合装置比较特殊,主要由立式预聚合釜和带框式搅拌器的卧式聚合釜构成。聚合分两段进行。单体和引发剂先在预聚合釜中预聚1h,生成种子粒子,这时转化率达8%~10%,然后流入第二段聚合釜中,补加与预聚物等量的单体,继续聚合。待转化率达85%~90%,排出残余单体,再经粉碎、过筛即得成品。树脂的粒径与粒形由搅拌速度控制,反应热由单体回流冷凝带出。此法生产过程简单,产品质量好,生产成本也较低。 PVC发明小故事 一些德国企业认为乙炔气是一个很大的市场,就投资制造了大量的乙炔气。可就在大量的乙炔被生产出来时,新型发电机被发明了。随之而来的是电价的大幅度下降,从此再没有人用乙炔气灯了。这样一来,大量的乙炔气就没用了。PVC的发明过程很有意思。这要从100多年前
的德国说起——当时电的价格很贵,照明用灯是一般是用乙炔气为燃料的。 为了利用这些乙炔气,在1912年的时候,有一个叫Fritz Klatte的德国化学家,将乙炔与盐酸反应得到了氯乙烯。他把得到的氯乙烯放在实验室的架子上,过了一段时间,发现氯乙烯聚合了。聚氯乙烯就这样被发明了。 遗憾的是,当时他并不知道聚氯乙烯有什么用处,虽然他所在的公司(Greisheim Electron)将聚氯乙烯这种材料在德国申请了专利,但直到1925年专利过期,他们也没有想出聚氯乙烯有什么用途。然而就在一年后,即1926年,美国化学家,Waldo Semon,又一次独立地发明了聚氯乙烯,而且发现这种材料具有优良隔水性能,非常适合做浴帘。 于是,Semon和他所在的B.F.Goodrich公司将聚氯乙烯在美国申请了专利,就这样PVC 开始被大量生产应用。
干燥车间安全生产操作规程
干燥车间安全生产操作规程 一.开窑生产 1. , . , : : 开窑前必须检查所有配套的设备是否正常,如有问题马上联系相关人员处理,在没有任何问题后:首 先确保人员安全的情况下按以下顺序开机。 1. 通知配料站。 2. 7# 7#皮带点动开启。 3. 6# 6#皮带点动开启。 4. 破碎机开启。 5. 振动筛调好频率开启。 6. 5# 5#皮带点动开启。 7. 4# 4#皮带点动开启,同时开启除铁器。 8. 2-3 , 开启后运行2—3分钟没有问题后准备干燥窑主机。 2. , , , , ( ), . , 5-10 . , 200 , , (50 ) 600, 5 , 2#,3# , 1# , , , . 开启干燥窑主机前必须检查稀油站、档油站及拖轮的油、水、电确保没有问题后开启稀油站,稀油站运 行正常必须等润滑油回到稀油站邮箱后方可开启主机。(开机前5—10分钟要先开启稀油站工作)。新设 备的操作,主电机必须在200窑速的基础上开启,开启主机后等窑速上升到200后必须按窑速50为单位 逐步提速至600窑速,运行5分钟没有问题后,准备开启2#·3#进料皮带通知湿矿下料,开启1#皮带, 板式给料机,先少后多的原则下料,及时调整流量,炉体及筒体温度升高后按正常生产能力下料。 3. ( ) ( ), , 1525 ( ) 热风炉点煤粉前必须确认电除尘系统是否正常工作,在点火前必须要求尾排在1525之间方可点火。(具 体点火按照点火规程操作) 4. 700-800oC, , 800 oC ( 5 ). 点火完成后温度逐步升高后,到700—800摄氏度通知回转窑恢复负压。在尾排负压恢复后,燃烧室温度 稳定在800摄氏度左右的情况下启动二次风机(风机关闭的情况下先开启风机阀门按给定5赫兹为基数 启动二次风机。 5.正常操作; 1. , , . 各部位运行正常情况下,中控密切关注下料量与窑体运行电流指示,加强与巡检,出料皮带岗位工的联 系,根据出料干湿程度通知湿矿下料工增减料量。 2. , , . 关注皮带入仓或入库情况,根据煤粉存量联系立磨车间送煤,并做好记录。
PVC生产工艺流程简介
PVC生产工艺 一、氯碱系统生产工艺 1、电解装置 (1)一次盐水工序 原盐由装载机送入化盐桶,盐自上而下入桶,来自电解的淡盐水、板框压滤机的滤液、氢处理含碱废水、再生系统废水以及固碱蒸发冷凝水等杂水,均进入化盐水贮槽。为了避免盐水中硫酸根积累超标,淡盐水进化盐水贮槽之前先分流一部分约30%流量经膜过滤,除掉硫酸根澄清后的淡盐水再进入化盐水贮槽。 上述各部分水在贮槽中混合后,经泵输送至化盐水槽溶解原盐后得到饱和粗盐水。粗盐水流入前反应槽之前于前折流槽内按工艺要求,加入精制剂32%氢氧化钠溶液,在前反应槽内粗盐水中的镁离子与精制剂氢氧化钠反应生成氢氧化镁。用加压泵将前反应槽内的粗盐水送至气水混合器中与空气混合,进入加压溶气罐溶气,再进入预处理器,并在预处理器进口加1%FeCl3溶液。经过预处理的盐水进入后反应槽,同时加入20%碳酸钠溶液,盐水中的钙离子与碳酸钠反应形成碳酸钙作为膜过滤器的助滤剂,充分反应后的盐水自流进入中间槽,并由过滤器给料泵送入过滤器过滤。过滤后盐水加入5%亚硫酸钠溶液除去盐水中游离氯后进入一次精制盐水贮槽,用泵送至二次盐精制工序。进入二次盐水工序的一次盐水中的固体悬浮物含量≤10wtppm。预处理器及过滤器的滤渣则排入盐泥池。盐泥池中的盐泥经盐泥泵打出,送至板框压滤机压滤。盐泥经压滤洗涤除水并经压缩空气吹干为含液率约40%wt的滤饼,滤饼送园区固体废物填埋场,过滤盐水回用。膜运行一定时间后,为了保持较高的过滤能力和较低的过滤压力,须用15%盐酸进行化学再生。 (2)二次盐水精制工序 过滤之后的盐水进入过滤盐水储槽,用过滤盐水泵送至离子交换树脂塔,离子交换树脂塔共有3台,塔内装有螯合树脂,正常时2台串联运行,1台再生,运行中2台离子交换树脂塔的第1台负责操作除去盐水中所含微量多价阳离子,第2台仅起保护作用,通过离子交换,使盐水中含有的微量Ca2+、Mg2+等多价离子含量达到规定值:≤20wtppm。由离子交换树脂塔出来的二次精制盐水送入电解工序。3台离子交换树脂塔每24小时进行一次运转和再生过程的自动切换
生产车间车间岗位职责及安全操作规程
车间主任安全职责 1、为本车间安全生产第一负责人,对本车间的安全、生产、消防、环保等工作负全面责任,建立健全本车间安全生产责任制,把安全工作具体落实到生产的各个环节中去。 2、认真贯彻执行国家有关安全生产法令、法规、政策和公司各项安全生产规章制度和安全操作规程。 3、组织制订或修订本车间的安全生产各项规章制度和操作规程,并认真贯彻执行。 4、对所属员工进行经常性的安全生产教育,组织对新员工车间级安全教育。 5、积极参加公司各类安全生产会议、活动,并报告本车间安全生产工作,针对存在问题及时加以解决。组织开展本车间安全生产活动,总结交流安全生产经验。 6、经常检查本车间生产现场的安全情况,监督检查工艺纪律、安全操作规程、设备运行情况及各项规章制度的执行,及时发现和消除事故隐患,确保安全生产,对车间无力整改的事故隐患要采取临时安全措施,并及时向公司领导报告。 7、加强对本车间安全设施、生产设备设施特别是特种设备、电气设备和应急消防器材的管理,确保设备设施安全运转和应急防护器材、消防器材处于完好状态。 8、加强对本车间使用危险化学品的管理,严格危险化学品使用操作规程。 9、对本车间发生的事故要及时报告,负责查明原因,采取措施,做到事故处理“四不放过”,并对安全生产有功人员或事故责任者提出奖惩意见。
班组长安全职责 1、认真执行上级政府和公司有关安全生产的各项规定,模范遵守安全操作规程,对本班组员工在生产中的安全和职业健康负责。 2、对新调入的员工进行班组级安全教育,并在熟悉工作前指定专人负责其安全。 3、组织本班组人员学习安全生产规程,检查执行情况,教育员工在任何情况下不违章蛮干。发现违章作业,立即制止。 4、经常进行安全检查,发现问题及时解决。对班组不能解决的问题,要采取临时防范措施,并及时上报。 5、认真执行交接班制度,遇到不安全问题,未能在本班内予以排除的,交接班时应交待清楚,并做好交接班记录。 6、发生各类事故,要保护现场,立即上报,详细记录,并组织全班员工认真分析,吸取教训,提出防范措施。 7、参加本部门、车间组织的安全生产活动,认真履行安全职责。
Pvc生产工艺以及流程
300.400.42 2.0904025- 5×10-3 300.400.42 2.0904025-5×10-3 Pvc生产工艺以及流程 其中SG-1型用生产高级电绝缘材料,SG-2型用于生产电绝缘材料、一般软制品和薄膜,SG-3型用于生产电绝缘材料、农用薄膜、日用塑料制品,SG-4型用于生产工业与民用微膜、软管、高强度管材,SG-5型用于生产透明制品、型材、硬管、装饰材料、生活日用品等,SG-6型用于生产透明片、硬板、焊条,SG-7型、SG-8型用于生产透明片、硬质注塑管件。依据的质量标准为GB/T5761-1993。 聚氯乙烯树脂质量标准GB/T5761-1993 项目\指标\级别\型号 粘数, ml/g(或K值) (或平均聚合 数) 挥发 杂质物 粒子(包 数,个括水) ≤含量, %≤ 表观 密度, g/ml≥ 筛余物%白度 "鱼眼"100g树(160 0.063数个/脂的增°C,水萃取 0.25 mm400塑剂吸10min液电导 mm 筛孔cm2收量,g后),率,s/m≤ 筛孔≤ ≥≤≥% ≥ 残留 氯乙 烯含 量, ppm ≤ 优等品160.300.45 2.0902027748 156-144 SG1一等品10 (77-75) 合格品900.500.408.090-----优等品160.300.45 2.0902027748 143-136 SG2一等品10 (74-73) 合格品900.500.408.080----- 优等品SG3一等品135-127 (70-69) 160.300.45 2.0902026748 300.400.42 2.0904025- 5×10-3 10 合格品[1350-1250]900.500.408.080-----优等品126-119160.300.45 2.0902023748 SG4一等品(72-71)300.400.42 2.0904022--10合格品[1250-1150]900.500.408.080----优等品118-107160.400.45 2.0902020-748 SG5一等品(68-66)300.400.42 2.0904019--10合格品[1100-1000]900.500.408.080----优等品106-96160.400.48 2.0902018748 SG6一等品(65-63)300.400.45 2.0904016--10合格品[950-850]900.500.408.080----优等品95-87200.400.48 2.0903016708 SG7一等品(62-60)400.400.45 2.0905014--10合格品[850-750]1000.500.408.080----优等品86-73200.400.48 2.0903014708 SG8一等品(59-55)400.400.45 2.0905014--10合格品[750-650]1000.500.408.080---- 电石制乙烯,乙烯制pvc(某塑料),烧碱吸收氯碱工业的尾气
车间安全生产行为规范
车间安全生产行为规范 【各工序安全生产行为规范(总则)】 1.厂区严禁吸烟、严禁烟火。 2.作业人员严禁穿宽松的衣服,头发不得外露,衣袖卷到肘部以上或 纽扣扣起,不准戴手套。 3.开机前应首先检查各部安全装置是否齐全可靠,否则严禁开机。 4.机械设备应保持清洁,转动部位安全装置应齐全、可靠、接地线良 好,各部位螺钉螺帽紧固件不得松动,工作台上禁止放杂物。 5.各种工具、刃具要经检查方可使用,不得有破损和裂纹。 6.先开抽风机后开各类设备,开机后待主轴运转正常后方可进行工作。 不准从机械部分上方传递木材、工具和工件等,装卸零件、刃具, 必须待机停稳后方可进行,发现机床有异常情况时,应立即停车。 7.机床起动后,身体不得靠近转动部位,操作者应站在安全位置上, 严禁设备在运转中测量工件尺寸。 8.清理木屑时,必须停机后进行。锯、刨床等加工长料时,对面要有 人接料,上手和下手要配合好,手应距刃具300毫米以上,小工件 要用推料棒进行。 9.加工大料,多人配合时,必须指定一人指挥,动作协调。 10.根据木料的粗细、软硬和浊度选择合理的切削速度,加工木料前应 从木料中清除铁钉和铁丝等硬物。 11.发生突发事故应立即切断电源检查。 12.工作完毕,切断电源,让其自动停机,不准用手或其它物件去强制 刹车,停机后要清理机械设备,整理工具,摆放好木料和工件。 13.未经主管同意非此机械操作人员严禁操作。 (一)【开料】工序安全生产行为规范
1.对切割类设备,应检查刀具安装位置正确与否及刀具锋利与否,是否需要刃磨。 2.开动电锯之前应首先打开中央吸尘系统的吸气门,检查是否有足够的吸力,再开动电锯;停机前,先停电锯,间隔30秒后再关闭吸 气门。 3.操作人员工作时必须佩戴防护眼镜、防尘口罩和耳塞(罩)。 4.装挂锯条,必须至锯齿全部露出轮缘,在上下锯轮边缘走动平稳为止。 5.锯条运转中,不允许调整锯卡,以防发生事故。 6.进料员进料接近锯条500 mm左右时应放手,由接料员放慢速度将木料锯完。 7.锯割中,要时刻观察运转中的锯条动向,如锯条发生前后窜动,发生破碎声及其它异常现象,应立即停机。 (二)【拼板(包括布胶、贴皮、热压、冷压)】工序安全生产行为规范1.操作人员必须戴防毒口罩。 2.保持热压机油路开关处于打开状态。 3.热压机快速预热时,操作人员不能离岗,并随时调节。 4.在压床的升降过程中,严禁将手伸入压床内。 5.使用后的压床应保持在合拢状态。 6.高频热压机停止工作时,先断高压,然后把灯丝电压降至0V,再断开灯丝电源,5分钟后关掉风机及总电源。 7.必须在有负载(加热物)的情况下调机,使机器在任何时候工作在临界状态,不允许工件太小或空载的情况下开机调试。 8.加热工件时不得触摸工作电容及引线,以免发生高频烧伤事故。(三)【加工(包括钻孔、铣型、截角、雕刻)】工序安全生产行为规范1.钻床使用前应首先检查安全防护装置是否良好齐全,钻头是否装夹牢固,工作时不准戴手套和围巾。 2.操作人员佩戴好防护眼镜和防尘口罩。 3.应根据木料的性质,适当掌握钻削压力和速度。 4.任何加工件都必须有专用固定工具,不得用手直接抚摸或按住加工件钻孔。
生产车间安全操作规程
生产车间安全操作规程 为落实公司安全生产各项规章制度,避免工伤事故的发生特制定车间生产安全操作规范. 1.工作前,必须正确佩戴劳动保护用品,包括工作服、工作帽,防静电鞋。以确保人身安全。 2.坚守工作岗位,落实安全责任,员工必须学习企业安全生产的有关规定、安全知识不熟悉,操作不熟练前,不准独立操作。 3.工作时,正确使用设备上的安全防护装置和装配专用工具。 4.装配时,部件堆放整齐,不准超越安全线,保持道路畅通。 5.在搬运过程中,应首先检查好周转车,必须确认周转车在没有安全隐患的情况方可进行操作,并须注意周边人员安全。 6.使用手动工具必须遵守相应的安全操作规程,保证电源插头、开关、绝缘保护装置完好。电动工具有漏电现象时,必须由电工进行修理,严禁个人私自拆除修理。 7.手动工具(包括电动、气动工具)要定期进行检查,保证工具完好,安全可靠,用完后不准乱扔乱放。 8.装配各种部件时,严格按作业指导书进行作业,不准违规操作,发现问题及时与有关人员研究解决。 9.在装配线上作业时,如发生异常紧急情况,应立即进行更正处理以免造成更大的损失。 10.在生产过程中严禁将手机、游戏机等电子产品带入车间充电。 11.所有电气设备,应定期进行保养,确保所有电气设备均处于最佳
状态,防患于未然。 12.所有电气安全用具,应定期进行检查,不合格者,严禁使用。 13.定期点检消防器材,确保保持其完好状态。并保持消防通道畅通; 14.上班前不得喝酒,工作场所不得吸烟。 15.下班后必须清理好工作场地,收拾好工具附件等,关好门窗和照明系统,拉下电源总开关。 16.上班时间严禁脱岗、串岗、睡岗,严格按交接班制度进行交接班。 17.严禁随地吐痰、乱扔烟头、杂物,保障生产安全。 18.职工不得在厂区内进行赌博,大声喧哗,追随打闹或其它不文明行为。
PVC工艺流程
1. 1.门窗选型首先,请仔细审阅工程图纸、依照图纸式样要求确定所需窗的类型 和数量,并结合当地风压值、洞口尺寸大小,楼层高度等因素确定选用型材及钢衬厚度。 2. 2.门窗设计按照此种型材的下料规则,警醒优化下料设计,包括玻璃、五金件、 刚才、教条、毛条等辅助配件的选定,进行下料设计。制成下料工艺单。3. 3.型材切割、铣排水孔、锁孔A、主型材下料一般采用双斜锯下料。料的每端 留2.5mm~3mm做余量,焊接下料公差应控制在1mm以内,角度公差控制在0.5度以内。B、框型材要铣排水孔,扇型一般要铣排水孔和气压平衡孔. 要求排水孔的直径为5MM,长为3MM,排水孔不应设置在有增强型钢的腔内,也不能穿透设置增强型钢的腔窒.C、如果要安装传动器和上门窗,要铣锁孔4. 4.增强型钢的装配当门窗构标尺寸大于或等于规定的长度时,其内腔必须加强 型钢.另外,对五金件装配处及组合门窗拼接处必须加入增强型钢,增强型钢的装配在不影响焊接的部位预先插入并固定,在十安型和T型连接受能力部位的型钢应在型材熔融后焊板刚刚提起对接刚开始时插入,待焊后固定.增强型钢的紧固件不得少于3个,其间距不大于300MM,距型钢端头不大于100MM。 5. 5.焊接焊接时要注意焊接温度240-250 °C进给压力0.3-0.35MPA,夹紧压力 0.4-0.6MPA,熔融时间20-30秒,冷却时间25-30秒。 6. 6.清角、装胶条A、清角分手工清角和机械角,焊接后,一般冷却30分钟后方可 开始清角.B、将清角后的框,扇及玻璃压条,按照要求安装不同类型的胶条.框,扇胶条的上挺部位;胶条长度应长1%左右,防止胶条回缩。 7.7.五金件的装配塑钢门窗成品由框与扇两者通过五金件装配而成。五金件装配 的原则是:要有足够的强度,正确位置,满足各项功能以及便于更换,五金件应固
-PVC胶粒生产基础知识
PVC胶粒生产基础知识-概述 PVC为聚氯乙烯(polyvinyl choride)的英文宿写,它是由氯乙烯单体聚合而成的一种高分子化合物。聚氯乙烯塑料是目前使用最广泛的用塑料之一,其产品种类繁多,性能各异;因而相应的生产加工方式也就多种多样,如压延成型、挤出成型、注射成型、模塑成型等。加工方式不同,生产工艺和技术也就千差万别。电线电缆用PVC胶料主要是通过挤出成型方式的,下面我就同大家一起来探讨一下PVC胶粒生产方面的一些基础知识。 PVC胶粒是由PVC树脂加上增塑剂、稳定剂、填充剂等多种助剂经混合、混炼,然后押出造粒而成。在胶料生产中,影响产品品质及生产效率的因素主要有五个:即设备、原材料、配方、配色、和生产工艺。选用不同的生产设备,具体的生产流程就会的一定的差别。 PVC胶粒生产基础知识-生产流程 1、水冷生产流程: PVC粉、增塑剂、安定剂、填充剂、其它助剂(计量、输送)→高速混合机(混合、混炼)→泠却混合机(冷却)→挤出机( 挤出)→切粒机(切粒)→风冷输送装置(冷却/分离)→储料桶→计量、包装 2、风冷生产流程:
PVC粉、增塑剂、安定剂、填充剂、其它助剂(计量、输送)→高速混合机(混合、混炼)→泠却混合机(冷却)→挤出机(挤出)→水槽(冷却)→除湿装置(除湿)→ 切粒机(切粒)→风送(干燥)料桶→计量、包装 PVC造粒生产线主要包括三大部分:即计量供料设备,混合储料设备以及押出造粒设备。 一、计量供料设备包括PVC粉、碳酸钙等粉体原材料料仓,增塑剂、液体安定剂贮罐,输送装置,计量仪器等。计量供料系统有自动和人工之分,自动计量系统则PVC粉、增塑剂、碳酸钙甚至粉体安定剂均以自动仪器计量,生产时只需将配方输入控制盘,设定好相关程序,即可完成从计量到混合的操作,半自动或人工计量则原材料部分或全部由人工称量再加入混 合机。自动计量供料系统采用全封闭操作,因此生产操作简单,现场环境较好,不过由于仪器系统复杂,精确度要求高,因而对使用环境要求高,维护较麻烦,一旦维护不好则容易失控甚至瘫痪。因此目前胶料厂大多采用半自动系统,即增塑剂自动计量和输送,其它原材料采用人工计量。 二、混合储料设备,一般包括高速混合机和冷却混合机两部分,高速混合机和泠拌机根据混合缸容积大小有很多规格,一般胶料厂常采用300L/800L和500L/1000L组合,打样则多采用50L小混合机,高速混合机与冷缸之间以及冷缸与押出机料斗之间均以料筒连接。