注塑模课程设计说明书
目录
1.课程设计任务书 (2)
2.塑件工艺性分析 (3)
3 成型设备的选择 (8)
4 分型面的选择 (9)
5 模架的选择 (11)
6 浇注系统的设计 (13)
7 冷却系统的设计 (18)
8 顶出-推出机构设计 (19)
9注射机校核 (22)
10 型芯型腔尺寸计算 (23)
11结论 (24)
12 心得体会 (22)
13 参考文献 (23)
14 附录 (29)
1.课程设计任务书
1.1课程设计的目的
在学习完《注塑成型工艺与模具设计》这门课程后,通过课程设
计来巩固和加深对塑料模具有关的理论的认识,锻炼自己独立思考和提高自身的实践能力。在这过程当中,运用所学知识对已知塑件设计注塑工艺和模具设计,掌握其中的设计步骤和选择数据的原则,并在技术先进。经济合理的原则下,设计出合理的注塑工艺和注塑模具。
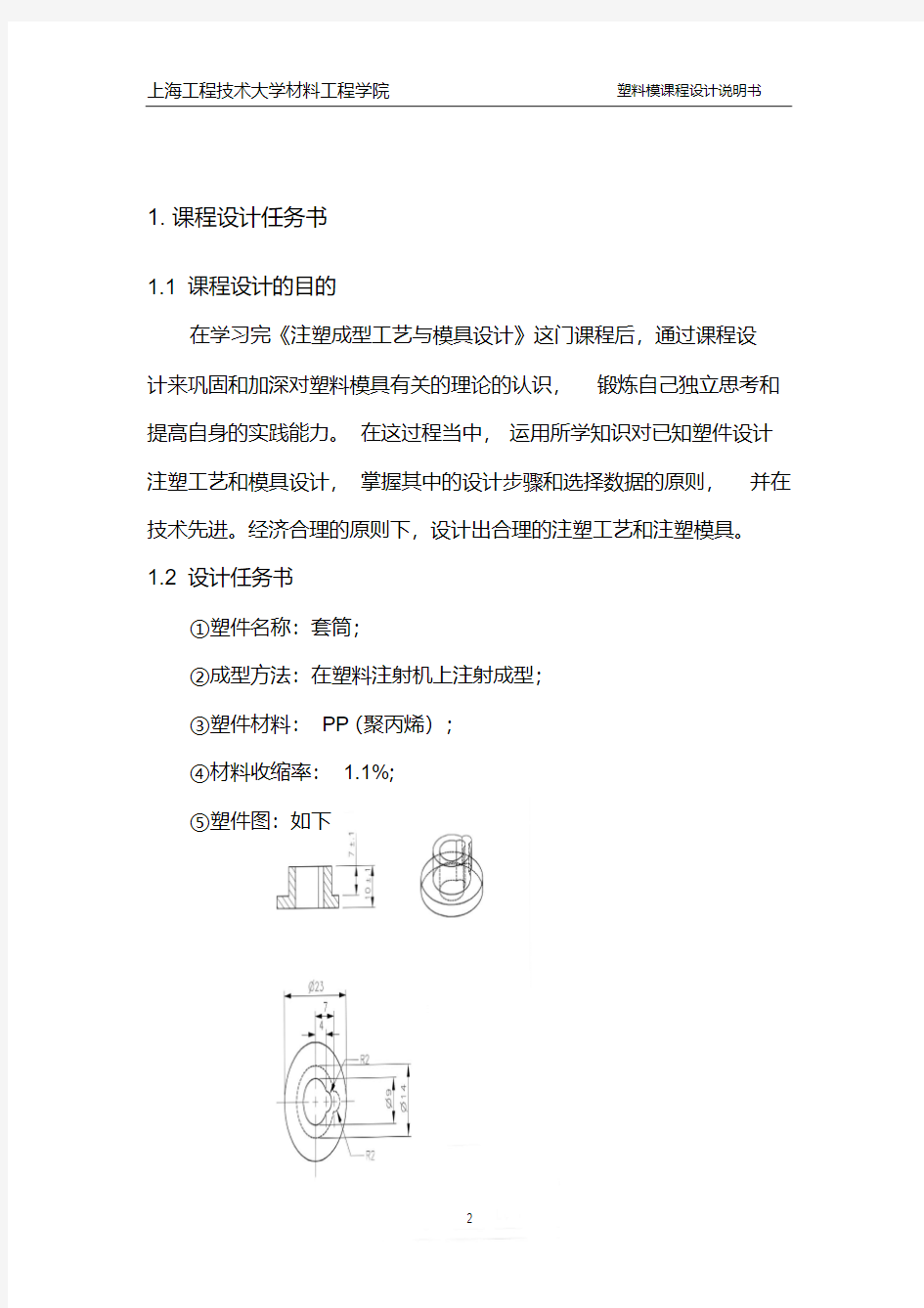
1.2设计任务书
①塑件名称:套筒;
②成型方法:在塑料注射机上注射成型;
③塑件材料:PP(聚丙烯);
④材料收缩率: 1.1%;
⑤塑件图:如下
2.塑件工艺性分析
2.1塑件图
图2-1 塑件三维图
套筒,材料PP(聚丙烯),单个塑件体积V=1685.5280mm3=1.6855cm3,质量m=1.5170g,一模四腔注射成型。
2.2 材料性能分析
2.2.1 适用范围
适于制作一般机械零件,耐腐蚀零件和绝缘零件。
2.2.2 成形性能
密度小,强度,刚性,硬度,耐热性,均优于低压聚乙烯,可在100℃左右。具有优良的耐腐蚀性和高频绝缘性,不受湿度影响,但
低温时变脆,不耐磨,易老化。适于制作一般机械零件、耐腐蚀零件
和绝缘零件。
2.2.3 成型性能
①结晶料,吸湿性小,易发生熔体破裂,长期与热金属接触易分解。
②流动性好,但收缩范围和收缩值大,易发生缩孔、凹痕、变形。
注塑模具毕业设计
前言 光阴似梭,大学三年的学习一晃而过,为具体的检验这三年来的学习效果,综合检测理论在实际应用中的能力,除了平时的考试、实验测试外,更重要的是理论联系实际,即此次设计的课题为闹钟后盖的注塑模具。 本次毕业设计课题来源于生活,应用广泛,但成型难度大,模具结构较为复杂,对模具工作人员是一个很好的考验。它能加强对塑料模具成型原理的理解,同时锻炼对塑料成型模具的设计和制造能力。本次设计以注射闹钟后盖模具为主线,综合了成型工艺分析,模具结构设计,最后到模具零件的加工方法,模具总的装配等一系列模具生产的所有过程。能很好的学习致用的效果。在设计该模具的同时总结了以往模具设计的一般方法、步骤,模具设计中常用的公式、数据、模具结构及零部件。把以前学过的基础课程融汇到综合应用本次设计当中来,所谓学以致用。在设计中除使用传统方法外,同时引用了CAD、Pro/E等技术,使用Office软件,力求达到减小劳动强度,提高工作效率的目的。 本次设计中得到了戴老师的指点。同时也非常感谢邵阳学院各位老师的精心教诲。 由于实际经验和理论技术有限,设计的错误和不足之处在所难免,希望各位老师批评指正。 目录 前言. (1) 绪论 (2) 1 塑料的工艺分析 (4) 塑件成形工艺分析 (4) 闹钟后盖原料(ABS)的成型特性与工艺参数 (4) 2 注塑设备的选择 (7)
估算塑件体积 (7) 选择注射机 (7) 模架的选定 (7) 最大注射压力的校核 (8) 3 塑料件的工艺尺寸的计算 (10) 型腔的径向尺寸 (10) 型芯的计算 (10) 模具型腔壁厚的计算 (11) 4 浇注系统的设计 (12) 主流道的设计 (12) 冷料井的设计 (13) 分流道的设计 (13) 浇口的选择 (14) 5 分型面的选择与排气系统的设计 (17) 分型面的选择 (17) 排气槽的设计 (17) 6 合模导向机构的设计 (18) 7 脱模机构的设计 (20) 8 温度调节系统的设计 (21) 模具冷却系统的设计 (22) 模具加热系统的设计 (22) 9 模具的装配 (23) 模具的装配顺序 (23) 开模过程分析 (24) 设计总结 (25) 参考资料 (26) 致谢 (27) 绪论 {一} 【模具在加工工业中的地位】 模具是利用其特定形状去成型具有一定的形状和尺寸制品的工具。在各种材料加工工
塑料模课程设计题目
合肥学院 第1~2题塑料盒,大批量生产,精度:MT5。(要求采用标准模架设计)(班级名单序号1~2号同学按照名单排序分别做各对应题目) 1号同学选01图号,按照侧浇口结构设计 2号同学选02图号,按照其它浇口形式设计 第3~4题塑料端盖,大批量生产,精度:MT5。(要求采用标准模架设计)(班级名单序号3~4号同学按照名单排序分别做各对应题目) 3号同学选01图号,按照侧浇口、顶杆顶出结构设计 4号同学选02图号,按照侧浇口、推板顶出结构设计
第5~6题塑料壳体,大批量生产,精度:MT5。(要求采用标准模架设计)(班级名单序号5~6号同学按照名单排序分别做各对应题目) 5号同学选01图号,按照按照侧浇口结构设计 6号同学选02图号,按照其它浇口结构设计 第7~8题塑料仪表盖,大批量生产,精度:MT5。(要求采用标准模架设计)(班级名单序号7~8号同学按照名单排序分别做各对应题目) 7号同学选01图号; 8号同学选02图号; 要求两同学设计模具浇注系统或顶出系统不同
第9~10题多孔塑料罩,大批量生产,精度:MT5。(要求采用标准模架设计)(班级名单序号9~10号同学按照名单排序分别做各对应题目) 9号同学选01图号,按照侧浇口结构设计 10号同学选02图号,按照其它浇口结构设计 第11~12题:(班级名单序号11~12号同学作此题)(要求采用标准模架设计)穿线盒;大批量生产;精度:MT5。 11号同学按照图示尺寸计算,材料ABS 12号同学将基本尺寸乘0.8倍作为设计尺寸,材料PP 要求两同学设计模具浇注系统或顶出系统不同
第13~14题(班级名单序号13~14号同学作此题)(要求采用标准模架设计) 套管,结构如图所示。大批量生产,精度:MT5。 13号同学按照图示尺寸计算,材料ABS。 14号同学将基本尺寸乘1.2倍作为设计尺寸,材料PP 要求两同学设计模具浇注系统或顶出系统不同 第15~16题:(班级名单序号15~16号同学按照名单排序分别做各对应题目)(要求采用标准模架设计) 罩盖板,大批量生产;精度:MT5 15号同学将图示尺寸设计,材料PP; 16号同学将图示尺寸放大1.2倍作为设计尺寸,材料ABS; 要求同组两位同学设计模具结构不同(如浇注系统不同;或顶出系统不同;或其它不同)
模具毕业设计69鼠标外壳注塑模毕业设计论文
目录 前言 摘要 第一章零件的工艺分析 (4) 1.1 材料的选择 (4) 1.2 产品工艺性与结构分析 (5) 第二章模具结构设计 (6) 2.1 型腔数量以及排列方式 (6) 2.2 初选注射机。 (6) 2.3 分型面的设计 (7) 2.4 浇注系统与排溢系统的设计 (9) 2.5 成型零件的设计 (15) 1. 凹模的设计 (15) 2. 型心尺寸的计算 (21) 3. 模具型腔侧壁和底版厚度的计算 (26) 2.6 推出机构的设计 (29) 2.7 侧向分型与抽芯机构的设计 (32) 2.8 注射机参数的较核 (34) 前言 毕业设计是在修完所有课程之后,我们走向社会之前的一次综合性设计。在此次设计中,主要用到所学的注射模设计,以及机械设计等方面的知识。着重说明了一副注射模的一般流程,即注射成型的分析、注射机的选择及相关参数校核、模具的结构设
计、注射模具设计的有关计算、模具总体尺寸的确定与结构草图的绘制、模具结构总装图和零件工作图的绘制、全面审核投产制造等。其中模具结构的设计既是重点又是难点,主要包括成型位置的及分型面的选择,模具型腔数的确定及型腔的排列和流道布局和浇口位置的选择,模具工作零件的结构设计,侧面分型及抽芯机构的设计,推出机构的设计,拉料杆的形式选择,排气方式设计等。通过本次毕业设计,使我更加了解模具设计的含义,以及懂得如何查阅相关资料和怎样解决在实际工作中遇到的实际问题,这为我们以后从事模具职业打下了良好的基础。 本次毕业设计也得到了广大老师和同学的帮助,在此一一表示感谢!由于实践经验的缺乏,且水平有限,时间仓促。设计过程中难免有错误和欠妥之处,恳请各位老师和同学批评指正。 在编写说明书过程中,我参考了《塑料模成型工艺与模具设计》、《实用注塑模设计手册》和《模具制造工艺》等有关教材。引用了有关手册的公式及图表。但由于本人水平的有限,本说明书存在一些缺点和错误,希望老师多加指正,以达到本次设计的目的。 绪论 第一节塑料成型在工业生产中的重要性 一、塑料及塑料工业的发展 塑料是以树脂为主要成分的高分子有机化合物,简称高聚物。塑料其余成分包括增塑剂、稳定剂、增强剂、固化剂、填料及其它配合剂。 塑料制件在工业中应用日趋普遍,这是由于它的一系列特殊
多孔塑料罩注塑模课程设计
多孔塑料罩注塑模 课程设计
Hefei University 课程设计 C O U R S E P R O J E C T 题目: 注塑模课程设计 课程: 塑料成型工艺及模具设计 系别: 班级: 姓名: 成绩: 月 日
目录 一、塑件成型工艺性分析............................................ 错误!未定义书签。 二、拟定模具的结构形式和初选注射机...................... 错误!未定义书签。 三、浇注系统的设计 .................................................... 错误!未定义书签。 四、成型零件的结构设计及计算 ................................. 错误!未定义书签。 五、模架的确定............................................................ 错误!未定义书签。 六、排气槽的设计........................................................ 错误!未定义书签。 七、脱模推出机构的设计 ............................................ 错误!未定义书签。 八、冷却系统的设计 (14) 九、导向与定位结构的设计......................................... 错误!未定义书签。 十、模具的装配............................................................ 错误!未定义书签。结论 (19) 参考文献 (20) 多孔塑料罩注塑模课程设计 一、塑件成型工艺性分析
放大镜注塑模具毕业设计说明书
目录 摘要 (Ⅰ) PMMATRACT (Ⅱ) 前言 (1) 第一章绪论 (2) 1.1 注塑模具发展的概况 (3) 1.2 注塑模具发展的国内外现状 (3) 1.3塑料模具的特点 (3) 1.4 注塑模具设计的要求及程序 (4) 1.5本文的主要研究工作 (4) 第二章制件结构的设计工艺性 (5) 2.1 制件结构设计 (5) 2.2 结构工艺性分析 (7) 2.3 外壳材料的选择 (7) 2.4小结......................................... .. (8) 第三章注射机的型号选择 (8) 3.1 注塑机成型参数计算 (8) 3.2小结......................................... .. (9) 第四章模具结构的分析与设计 (10) 4.1 总体结构 (10) 4.2 行腔数目及排布 (10) 4.3 分型面的选择和排气系统的确定及浇注系统的设计 (11) 4.3.1 分型面的设计 (11) 4.3.2排气系统的设计 (13) 4.3.3浇注系统的设计 (14) 4.4 成型零部件的工作尺寸计算 (17) 4.4.1成型零件的结构设计 (17) 4.4.2成型零件的工作尺寸计算 (18) 4.4.3模具型腔侧壁厚度和底版厚度计
算 (20)
4.5 导柱导向机构的设计 (20) 4.6 脱模机构的设计 (21) 4.7 冷却系统的设计 (25) 4.7.1温度调节系统设计原则 (25) 4.7.2冷却水道回路的布置 (25) 4.8 成型设备的校核 (26) 4.9小结............ ............... ............. . (26) 结论 (28) 参考文献 (29)
肥皂盒注塑模具设计说明书
本科毕业论文(设计) 题 目 肥皂盒上盖注塑模具设计 学生姓名 李 小 院 专业名称 机械设计制造及其自动化 指导教师 刘 红 娟 2016 年 05 月 10 日 教学单位 机械工程学院 学生学号 201294014242 编 号 JX2016JZ4242
肥皂盒上盖注塑模具设计 摘要:本次设计的是肥皂盒注塑模具设计,主要是上盖的设计。首先介绍了塑件的工艺分析,其中包括塑件设计要求,塑料特征,收缩率及密度等,并根据塑件的大小确定注射量的大小,最终采用一模两腔,进而确定注射机为XS-ZY-125型卧式注射机,接着通过对肥皂盒进行工艺的分析和比较,最终设计出一副肥皂盒注塑模。从塑件的材料和成型工艺以及具体模具结构出发,对模具的浇注系统、排气系统、冷却系统以及模具成型部分的结构(顶出机构、推出机构等)进行详细的设计,同时并简单的编制了塑件加工工艺。通过整个设计过程表明该模具能够达到塑件所要求的加工工艺,并生产出合格的产品。本次设计的主要任务是对选定的肥皂盒进行简单分析之后进行造型设计,同时设计出较好的注塑模具,以实现肥皂盒的自动化生产,提高产量。根据肥皂盒的具体结构和计算数据表明该模具应该采用点浇口的单分型面注射模具。最后通过模具设计与校正表明该模具能达到肥皂盒的表面质量要求和加工工艺要求。 关键词:塑件结构;塑件工艺;模具设计
The soap box injection mold design Abstract:This design is the soap box injection mold design. Firstly introduces the analysis of the technology of plastic parts design requirements including plastic parts, plastic characteristics, shrinkage and density etc., and according to the size of the plastic parts to determine the injection amount, use one module and two cavities, and then determine the injection machine for the XS - ZY - 125 type horizontal injection machine. Then through the analysis and comparison of the soap box process, the final design out a pair of soap box injection mold. From the product of the material and forming process and die structure, the specific of mould gating system, exhaust system, cooling system and mold forming part of the structure and the ejection mechanism, launch mechanism and so on carries on the detailed design, at the same time and simple formulation of the plastic parts processing technology. Through the whole design process shows that the mould can achieve plastic parts required processing technology, and produce the qualified product. This design is the main task of the soap box to carry on the simple analysis of the selected modelling design, good injection mold design at the same time, so as to realize the automation production, soap box to increase production. The soap box according to the specific structure of the mould is point gate single parting surface injection mould, use two plate cold runner. Finally through the mold design shows that the mould can achieve the soap box surface quality and processing requirements. Key words:Plastic parts structure, Plastics technology;Mold design
碗注塑模具设计毕业设计说明书
的 注 射 模 具 /、 设 计 说 明 书 设计题目:碗的注射模具设计 指导老师:xx 设计者:xxx 系别:信息控制与制造系
班级:xx 学号:xx 绪论 { 一} 【模具在加工工业中的地位】 模具是利用其特定形状去成型具有一定的形状和尺寸制品的工具。在各种材料加工工业中广泛的使用着各种模具。例如金属铸造成型使用的砂型或压铸模具、金属压力加工使用的锻压模具、冷压模具等各种模具。 对模具的全面要求是:能生产出在尺寸精度、外观、物理性能等各方面都满足使用要求的公有制制品。以模具使用的角度,要求高效率、自动化操作简便;从模具制造的角度,要求结构合理、制造容易、成本低廉。 模具影响着制品的质量。首先,模具型腔的形状、尺寸、表面光洁度、分型面、进浇口和排气槽位置以及脱模方式等对制件的尺寸精度和形状精度以及制件的物理性能、机械性能、电性能、内应力大小、各向同性性、外观质量、表面光洁度、气泡、凹痕、烧焦、银纹等都有十分重要的影响。其次,在加工过程中,模具结构对操作难以程度影响很大。在大批量生产塑料制品时,应尽量减少开模、合模的过程和取制件过程中的手工劳动,为此,常采用自动开合模自动顶出机构,在全自动生产时还要保证制品能自动从模具中脱落。另外模具对制品的成本也有影响。当批量不大时,模具的费用在制件上的成本所占的比例将会很大,这时应尽可能的采用结构合理而简单的模具,以降低成本。 现代生产中,合理的加工工艺、高效的设备、先进的模具是必不可少是三项重要因素,尤其是模具对实现材料加工工艺要求、塑料制件的使用要求和造型设计起着重要的作用。高效的全自动设备也只有装上能自动化生产的模具才有可能发挥其作用,产品的生产和更新都是以模具的制造和更新为前提的。由于制件品种和产量需求很大,对模具也提出了越来越高的要求。因此促进模具的不断向前发展[ 二] 【模具的发展趋势】近年来,模具增长十分迅速,高效率、自动化、大型、微型、精密、高寿命的模具在整个模具产量中所占的比重越来越大。从模具设计和制造角度来看,模具的发展趋势可分为以下几个方面: (1)加深理论研究 在模具设计中,对工艺原理的研究越来越深入,模具设计已经有经验设计阶段逐渐向理论技术设计各方面发展,使得产品的产量和质量都得到很大的提高。(2)高效率、自动化
注塑模设计-毕业设计说明书
目录 目录 (1) 1. 绪论 (3) 1.1模具工业的概况 (3) 1.2 我国塑料模具现状及地区分布 (4) 1.3 塑料模具的发展趋势 (7) 1.4 注塑模具CAD发展概况及趋势 (8) 2.塑件分析 (10) 2.1 塑件的简介 (10) 2.2.注射工艺选择 (13) 2.3 计算塑件的体积和质量 计算塑件的体积和质量是为了选用注塑机,提高设备利用率,确定模具型腔数。经(Pro/E)计算塑件体积为: (14) 3. 注塑成型的准备 (15) 3.1 注塑成型工艺简介 (15) 3.2 注塑成型工艺条件 (16) 4. 拟定模具结构形式 (18) 4.1 确定型腔数量及排列方式 (18) 4.2 模具结构形式的确定 (18) 5. 注塑机选用 (19) 5.1 注塑机简介 (19) 5.2 注塑机基本参数 (19) 5.3注射机的选用原则 (20) 5.4选择注塑机 (20) 5.5 注射机及各个参数的校核 (21) 6.分型面的选择 (25) 6.1 分型面的设计原则 (25) 7.浇注系统设计 (26) 7.1浇注系统设计原则 (26) 7.2 主流道设计 (26) 7.3 分流道的设计 (28) 7.4浇口的设计 (30) 7.5浇注系统的平衡 (32) 7.6 冷料穴 (32) 7.7 拉料杆的设计 (32) 7.8 浇注系统凝料的脱出机构 (33) 7.9排气方式 (33) 8.成型零部件设计 (34) 8.1 凹模和凸模的结构设计 (34) 8.2 成型零部件的工作尺寸计算 (35) 8.3 成型零部件的工作尺寸计算 (38) 9.结构零部件的设计 (40) 9.1模架的确定和标准件的选用 (40)
多孔塑料罩注塑模课程设计
Hefei University 课程设计COURSE PROJECT 题目:注塑模课程设计 课程:塑料成型工艺及模具设计 系别: 班级: 姓名: 成绩: 2016年月日
目录 一、塑件成型工艺性分析 (3) 二、拟定模具的结构形式和初选注射机 (4) 三、浇注系统的设计 .......................... 错误!未定义书签。 四、成型零件的结构设计及计算 (11) 五、模架的确定 .............................. 错误!未定义书签。 六、排气槽的设计 (13) 七、脱模推出机构的设计 (14) 八、冷却系统的设计 (14) 九、导向与定位结构的设计 (17) 十、模具的装配 (17) 结论 (19) 参考文献 (20)
多孔塑料罩注塑模课程设计 一、塑件成型工艺性分析 名称:塑料仪表盖, 要求:大批量生产,精度:MT5 塑件的质量要求不允许有裂纹和变形缺陷 脱模斜度1°~30′; 未注圆角R2-3, 塑件材料为LDPE 一.塑件的工艺性分析 (1)塑件的原材料分析如表4所示。 表4 塑件的原材料分析 (2)塑件尺寸精度和表面粗糙度分析 每个尺寸的公差不一样,有的属于一般精度,有点属于高精度,
就按实际公差进行计算。 (3)塑件结构工艺性分析 该塑件的厚度3mm,塑件外形尺寸不大,塑料熔体流程不太长,适合于注射成型。 (4)低密度聚乙烯的成型性特点: 1)成型性好,可用注射,挤出及吹塑等成型条件。 2)熔体黏度小,流动性好,溢边值为0.02mm;流动性对压力敏感,宜用较高压力注射。 3)质软易脱模,当塑件有浅凹(凸)时,可强行脱模。 4)可能发生熔体破裂,与有机溶剂接触可发生开裂。 5)冷却速度慢,必须充分冷却,模具设计时应有冷却系统。 6)吸湿性小,成型前可不干燥。 二、拟定模具的结构形式和初选注射机 1.计算塑件的体积 根据零件的三维模型,利用三维软件可直接查询塑件的体积为:V =24.39 cm3 1 所以一次注射所需要的塑料总体积V=48.78cm3 2. 计算塑件质量 查相关手册,LDPE的密度为0.916~0.930g/cm3。取0.92 g/cm3 塑件与浇注系统的总质量为M=44.88g 3.选用注射机 根据塑件的形状,选择一模两件的模具结构,所以初选SZ150/630型塑料注射机,其各参数数据如下:
塑料模具毕业设计说明书
河南机电高等专科学校 课程设计说明书 题目:端盖塑料模具设计 系部材料工程系 专业模具制造与设计专业 班级模具081班 学生姓名韩雪飞 学号081304129 指导教师于智宏 2011年 3 月15 日 目录 绪论…………………………………………………………………………………… 1
一、模塑工艺工艺规程的编制 (2) 1.塑件工艺性分析 (2) 1.1塑件的原材料分析 (2) 1.2.1塑件的结构和尺寸精度及表面质量分析 (3) 1.3计算塑件的体积和质量 (3) 1.4塑件注塑工艺参数的确定 (4) 1.5塑件成型设备的选取 (4) 二、注塑模具结构设计 (5) 2.1分型面选择 (5) 2.2.1确定型腔数目和排列方式 (6) 2.2.1.1按注射机的额定锁模力确定型腔数量 (6) 2.2.1.2按注射机的注塑量确定型腔数量 (6) 2.2.2型腔的排列方式 (7) 2.3浇注系统的设计 (8) 2.4.推出机构的设计 (9) 2.5凹模的设计 (10) 三、端盖注塑模具的有关计算 (11) 四、模具加热和冷却系统的设
计 (12) 五、模具闭合高度确定 (13) 六、注塑机有关参数的校核 (13) 七、注塑模具的安装和调试 (13) 八、结论 (16) 九、参考文献 (17)
绪论 大学三年的学习即将结束,毕业设计是其中最后一个实践环节,是对以前所学的知识及所掌握的技能的综合运用和检验。随着我国经济的迅速发展,采用模具的生产技术得到愈来愈广泛的应用。 随着工业的发展,工业产品的品种和数量不断增加。换型不断加快。使模具的需要补断增加。而对模具的质量要求越来越高。模具技术在国民经济中的作用越来越显得更为重要。 模具是制造业的重要工艺基础,在我国,模具制造属于专用设备制造业。中国虽然很早就开始制造模具和使用模具,但长期未形成产业。直到20世纪80年代后期,中国模具工业才驶入发展的快车道。近年,不仅国有模具企业有了很大发展,三资企业、乡镇(个体)模具企业的发展也相当迅速。虽然中国模具工业发展迅速,但与需求相比,显然供不应求,其主要缺口集中于精密、大型、复杂、长寿命模具领域。由于在模具精度、寿命、制造周期及生产能力等方面,中国与国际平均水平和发达国家仍有较大差距,因此,每年需要大量进口模具。中国模具产业除了要继续提高生产能力,今后更要着重于行业内部结构的调整和技术发展水平的提高。结构调整方面,主要是企业结构向专业化调整,产品结构向着中高档模具发展,向进出口结构的改进,中高档汽车覆盖件模具成形分析及结构改进、多功能复合模具和复合加工及激光技术在模具设计制造上的应用、高速切削、超精加工及抛光技术、信息化方向发展。近年,模具行业结构调整和体制改革步伐加大,主要表现在,大型、精密、复杂、长寿命、中高档模具及模具标准件发展速度高于一般模具产品;塑料模和压铸模比例增大;专业模具厂数量及其生产能力增加;“三资”及私营企业发展迅速;股份制改造步伐加快等。从地区分布来看,以珠江三角洲和长江三角洲为中心的东南沿海地区发展快于中西部地区,南方的发展快于北方。目前发展最快、模具生产最为集中的省份是广东和浙江,江苏、上海、安徽和山东等地近几年也有较大发展。 在完成大学三年的课程学习和课程、生产实习,我熟练地掌握了机械制图、机械设计、机械原理等专业基础课和专业课方面的知识,对机械制造、加工的工艺有了一个系统、全面的理解,达到了学习的目的。对于模具设计这个实践性非常强的设计课题,我们进行了大量的实习。经过在新飞电器有限公司、洛阳中国一拖的生产实习,我对于模具特别是塑料模具的设计步骤有了一个全新的认识,丰富了各种模具的结构和动作过程方面的知识,而对于模具的制造工艺更是实现了零的突破。在指导老师的协助下和在工厂师傅的讲解下,同时在现场查阅了很多相关资料并亲手拆装了一些典型的模具实体,明确了模具的一般工作原理、制造、加工工艺。并在图书馆借阅了许多相关手册和书籍,设计中,将充分利用和查阅各种资料,并与同学进行充分讨论,尽最大努力搞好本次毕业设计。在设计的过程中,将有一定的困难,但有指导老师的悉心指导和自己的努力,相信会完满的完成毕业设计任务。由于学生水平有限,而且缺乏经验,设计中不妥之处在所难免,肯请各位老师指正
放大镜注塑模具毕业设计说明书
目录 摘要 (Ⅰ) P M M AT R A C T (Ⅱ) 前言 (1) 第一章绪论 (2) 1.1注塑模具发展的概况 (3) 1.2注塑模具发展的国内外现状 (3) 1.3塑料模具的特点 (3) 1.4注塑模具设计的要求及程序 (4) 1.5本文的主要研究工作 (4) 第二章制件结构的设计工艺性 (5) 2.1制件结构设计 (5) 2.2结构工艺性分析 (7) 2.3外壳材料的选择 (7) 2.4小结 (8) 第三章注射机的型号选择 (8) 3.1注塑机成型参数计算 (8) 3.2小结 (9) 第四章模具结构的分析与设计 (10) 4.1总体结构 (10) 4.2行腔数目及排布 (10)
4.3 分型面的选择和排气系统的确定及浇注系统的设计 (11) 4.3.1 分型面的设计 (11) 4.3.2排气系统的设计 (13) 4.3.3浇注系统的设计 (14) 4.4成型零部件的工作尺寸计算 (17) 4.4.1成型零件的结构设计 (17) 4.4.2成型零件的工作尺寸计算 (18) 4.4.3模具型腔侧壁厚度和底版厚度计算 (20) 4.5导柱导向机构的设计 (20) 4.6脱模机构的设计 (21) 4.7冷却系统的设计 (25) 4.7.1温度调节系统设计原则 (25) 4.7.2冷却水道回路的布置 (25) 4.8 成型设备的校核............................................26 4.9小结.. (26) 结论 (28) 参考文献 (29)
前言 随着社会的发展,人们对生活产品的要求也越来越广。其中包括种类丰富的塑料产品,例如:一些电器材料、厨房用具、生活用品。不但种类多而且小形状多样。注塑模具设计可以根据人们的具体要求进行产品的尺寸设计,最大程度的满足了用户的需求。因此注塑模具设计成了当今社会发展必不可缺少的行业。目前世界上塑料的体积产量已经赶上和超过了钢铁,成为当前人类使用的第一大类材料。我国的塑料工业正在飞速发展,塑料制品的应用已经深入到国民经济的各个部门,塑料制品与模具设计是塑料工程中的重要组成部分,是塑料工业中不可缺少的环节。塑料成型模具是成型塑料制品的工具。从2003年我国模具进口的海关统计资料可知,塑料模具占据了模具进口总量的57%,而
圆盖形注塑成型模具课程设计分解
目录 1 塑件成型工艺分析 (1) 1.1塑件分析 (1) 1.2聚丙烯的性能分析 (1) 1.3 PP的注射成型过程及工艺参数 (2) 2 拟定模具的机构形式 (3) 2.1分型面位置的确定 (3) 2.2型腔数量和排列方式的确定 (3) 2.3 注射机型号的确定 (4) 3 浇注系统的设计 (5) 3.1主流道的设计 (5) 3.2 浇口的设计 (6) 3.3 校核主流道的剪切速率 (6) 3.4冷料穴的设计及计算 (7) 4 成型零件的结构设计及计算 (8) 4.1成型零件的结构设计 (8) 4.2成型两件钢材的选用 (8) 4.3成型零件工作尺寸的计算 (8) 4.4 成型零件尺寸及动模板垫板厚度的计算 (9) 5 模架的确定 (10) 5.1各模板尺寸的确定 (10) 5.2模架各尺寸的校核 (10) 5.3排气槽的设计 (10) 6 脱模推出机构的设计 (11) 6.1推出方式的确定 (11) 6.2脱模力的计算 (11) 6.3校核推出机构作用在塑件上的单位压应力 (11) 6.4推杆直径的计算 (11) 7 冷却系统的设计 (12) 7.1各模板尺寸的确定 (12) 7.2冷却系统的简单计算 (13) 8 导向与定位结构的设计 (14) 9 小结 (14) 装配图和零件图 (15) 参考文献 (15) 1 塑件成型工艺性分析
1.1 塑件分析 (1) 外形尺寸 该塑件壁厚为2mm,塑件壁厚不大,适合于注射成型。 (2)精度等级 根据零件所标注选取,未标注尺寸公差为自由尺寸,可按MT6等级精度查取公差。 基本尺寸偏差 120 ±1.00 Φ250 ±1.75 Φ20 ±0.31 Φ15 ±0.27 Φ246 ±1.60 30 ±0.40 10 ±0.23 (3) 塑件表面质量分析 该零件外形与内形都没有较高的表面粗糙度要求 (4)脱模斜度 PP属于结晶性聚合物,成型收缩率较大,而外形要求精度较高,综合考虑并查表选择凹模斜度为40′,凸模斜度为35′。 1.2 聚丙烯的性能分析 (1)使用性能 无毒、无味,容易加工成型,综合性能优良,化学稳定性好,良好的耐热性,优良的力学性能,具有良好的电性能和高频绝缘性且不受湿度影响,但在低温时变脆,不耐热、易老化。适于制作一般机械零件,耐腐蚀零件和绝缘材料。 (2) 成型性能 聚丙烯属于结晶性材料,吸湿性小,易发生融体破裂,长期与热金属接触会分解,流动性好,但收缩率偏大,易发生缩孔、凹痕、变形、冷却速度快、浇注系统及冷却系统应缓慢散热,并注意控制成型温度,料温低方向性明显,低温高压时尤其显著。模具温度低于50度时塑件不光滑,易产生熔接不良,留痕,90度以上易发生翘曲变形。 (3) PP的性能指标 密度/g?cm-30.9-0.91 屈服强度/MPa 37 ?g-1 1.10-1.11 拉伸强度/MPa 35-40 比体积/cm3 吸水率(%)0.01-0.03 拉伸弹性模量/MPa 1.1?103-1.6?103熔点/℃164-170 抗弯强度/MPa 67 计算收缩率(%)1-3 抗压强度/MPa 56 比热容/J?(kg?℃-1)1930 弯曲弹性模量/MPa 1.45?103 1.3 PP的注射成型过程及工艺参数 (1) 注射成型过程准备 1)成型前的准备对PP的色泽、粒度和均匀度等进行检验,料筒清洗,由于PP 着色性不好,特别要注意色泽检验。 2)注射过程塑件在注射机料筒内经过加热、塑化达到流动状态后,由模具的浇注系统进入模具型腔成型,其过程可分为冲模、压实、保压、倒流和冷却五个阶段。 3)塑件的后处理放在100℃-120℃的热水中进行调湿处理。
注塑模具毕业设计说明书(蹇学敏)
摘要 通过对液晶电视后面板塑件的设计分析,设计出该塑件的模具。在整个模具设计过程中,涉及到了塑件的结构设计、注塑机和模架的选择及注塑机的一些重要工艺参数的校核,并详细叙述了模具设计中的分型面设计、侧抽芯结构设计、成型零件设计、斜顶机构设计、顶出机构设计和冷却系统设计。在模具设计过程中,采用了UG、AutoCAD、Moldflow等设计、分析软件和插件进行设计分析,优化了设计的参数并缩短了设计时间,提高了设计效率。通过本设计,可以对注塑模具有一个初步的认识,注意到设计中的某些细节问题,了解模具结构及工作原理。 关键词:注塑模具设计;侧抽芯;UG
Abstract The plastic mold is designed after the design and analysis of the plastic part––the W alkman clamp. In the whole process, the design of the the back cover, mold flow anal ysis, the choosing of the injection machine and mold base , and the checkout of some important technics parameters of the injection machine are all referred to. In this process,parting surface design, injection system design, molding parts design, ejection system design and cooling system design are discussed detailedly. Finally, to give a brief description of the basic process of mold design. In the mold design process, the design or analysis softwares including UG, AutoCAD and Moldflow are used. Using these softwares optimizes the parameters cuts down the design time and makes the process efficient. Through the whole design process, I am able to use the popular design or analysis softwares proficiently. I learn how to choose some parameters by calculating or by means of some experiences, and I learned more knowledge of the plastic mold. Key words:Injection mold design, Side core-pulling , UG
塑料注塑模设计说明书
课程设计说明书题目:塑料注射模设计 学院(系):机械工程学院 年级专业:级模具班 学生姓名: 任务分工: A0图三维建模word 指导教师:
目录 1 塑件分析 (4) 1.1 尺寸分析 (4) 1.1.1 外形尺寸 (4) 1.1.2 塑件圆角 (4) 1.1.3 脱模斜度 (4) 1.1.4 尺寸精度 (5) 1.2 成型性能分析 (5) 1.3 PC材料的成型工艺参数 (5) 2 拟定模具的结构形式 (6) 2.1 分型面位置的确定 (6) 2.2 型腔数量的确定 (7) 2.3 型腔排列形式的确定 (7) 3 注射机型号的确定和注射机相关参数的校核 (7) 3.1 注射机型号的确定 (7) 3.1.1 注射量的计算......................................... 8 3.1.2 浇注系统凝料体积的初步估算 (8) 3.1.3 选择注射机 (8) 3.2 注射机的相关参数的校核 (9) 3.2.1 注射压力校核9 3.2.2 锁模力校核9 4 浇注系统设计 (10) 4.1 主流道设计 (10) 4.2 分流道的设计 (11) 4.2.1 凝料体积12 4.2.2 校核剪切速率12 4.2.3分流道的表面粗糙度和脱模斜度13 4.3 浇口的设计 (13) 4.3.1 浇口形式的选择 (14) 4.4 冷料穴的设计15 5 成型零件的结构设计及计算 (15) 5.1 成型零件的结构设计 (15) 5.2 成型零件钢材选用 (16) 5.2.1 塑料模刚材的性能要求: (16) 5.2.2 凹模的技术要求: (16)
5.2.3 型芯的技术要求: (16) 5.3 成型零件工作尺寸的计算 (16) 5.3.1 型腔径向尺寸 (17) 5.3.2 型腔深度尺寸17 5.3.3 型芯径向尺寸18 5.3.4 型芯高度尺寸 (19) 5.4 成型零件尺寸及动模垫板厚度的计算 (19) 5.4.1 凹模侧壁厚度的计算19 5.4.2 动模板厚度的计算19 6 模架的确定 (19) 6.1 各模板尺寸的确定20 6.2 模架各尺寸的校核21 7 排气槽的设计 (21) 8 脱模推出机构的设计 (22) 8.1 推出方式的确定22 8.2 脱模力的计算22 9 加热系统的设计 (23) 10 冷却系统的设计 (23) 10.1 冷却介质23 10.2 冷却系统的简单计算23 10.3 凹模型腔与型芯冷却水道的设置25 11 导向与定位机构的设计 (25) 12 总装图 (26) 13 参考文献
注塑模具课程设计汇本
模具课程设计(论文)题目:注塑模设计 院(系) 专业机械设计制造及其自动化 班级 姓名 学号 导师 2012年7月
目录 一、塑件的工艺分析 (1) 1、塑件原材料分析 (1) 2、塑件的尺寸精度和表面质量分析 (1) 3、塑件的结构工艺性分析 (1) 二、模具结构方案的确定 (1) 1、分型面的选择 (1) 2、型腔数量及型腔的排列 (1) 3、浇注系统的设计 (1) 4、型心和型腔结构的确定 (1) 5、顶出方式的选择 (1) 6、标准模架的选择 (1) 三、计算成型零件工作尺寸 (1) 1、有公差要求的尺寸 (1) 2、无公差要求的尺寸 (1) 四、校核注射机有关参数 (1) 1、Xs-z-30注射机的主要参数 (1) 2、注射量的校核 (1) 3、模具安装部分的校核 (1) 4、模具开模行程的校核 (1) 5、顶出部分的校核 (1) 五、附件 (1) 1、塑件的二维工程图 (1) 2、模具的型腔及型心的三维图及二维工程图 (1) 3、模具的型腔及型心的二维工程图 (1)
一、塑件的工艺性分析 仪表外壳三维图: 1、塑件原材料(ABS)分析 塑料件的原材料分析,如下表一所示: 塑料 品种 结构特 点 使用 温度 化学稳 定性 性能特点成型特点 ABS 热性 塑料 线性结 构非 结晶型 小于 70摄 氏度 较好比 较稳定 机械强度较好,有一定的耐磨性, 但耐热性较差,吸水性较大 成型性能很好,成 型前原材料要干 燥 结论该塑料有良好的工艺性能,适宜注射成型,成型前原材料要干燥处理. ABS塑料相关参数:ABS:比重:1.06-1.1 熔点:130-160 收缩率:0.6% 工艺参数规格工艺参数规格 预热和干燥温度:80~85℃ 时间: 2~3h 成型时间 (s) 注射时间: 20~90 保压时间: 0~50 冷却时间: 20~120 总周期: 50~220 料筒温度:摄氏度 中段: 180~240 尾段: 170~240 螺杆转速: (r/min)30 喷口温度:摄氏度190~250 后处理 方法:红外线、烘箱 温度: 70℃ 时间: 2~4h 模具温度:摄氏度50~80 注射压力:MP60~100
模具毕业设计3灯盖的注塑模设计
本科毕业设计题目:灯盖的注塑模设计 学院:工学院 姓名: 学号: 专业:机械设计制造及其自动化年级: 指导教师:职称:高级实验师 二0 一四年五月
目录 摘要 (1) Abstract (2) 1 绪论 (3) 1.1 模具和模具工业 (3) 1.2 塑料成型模具的分类 (3) 1.3塑料的基本组成与分类 (3) 2 塑件设计及分析 (4) 2.1 制品材料性能 (4) 2.1.1 ABS的成型特性与工艺参数 (4) 2.1.2 收缩率 (4) 2.2 制件分析 (5) 2.2.1 制品形状 (5) 2.2.2 尺寸精度 (6) 2.2.3 表面质量 (6) 3 注塑模结构 (7) 3.1注塑模具结构组成及典型结构 (7) 3.2 热塑性塑料注塑模的特点 (7) 4 注塑成型原理及工艺分析 (8) 4.1注塑成型原理 (8) 4.2 注塑成型工艺 (8) 4.3 注塑成型的工艺参数 (8) 5 注塑机的选择 (9) 5.1 注塑机简述 (9) 5.2 注塑机的类型 (9) 5.3 注塑机的组成 (9) 5.4 最大注塑量的确定 (9) 5.5注塑压力的确定 (10) 5.6 所需锁模力的确定 (10)
5.7 初选注塑机 (10) 6 成型零部件设计 (11) 6.1 成型零部件的结构设计 (11) 6.1.1 凹模和凸模的结构设计 (11) 6.2 成型零部件的材料选择 (11) 6.3 成型零部件钢材的热处理要求 (13) 6.4 型腔、型芯工作部位尺寸的确定 (14) 6.5成型零部件配合尺寸的公差要求 (15) 7 分型面的设计 (17) 7.1 塑料制件在模具中的位置 (17) 7.1.1型腔数目的确定 (17) 7.1.2塑件在模具中的位置 (17) 7.2 分型面的形式 (17) 7.3 分型面的设计原则 (17) 7.4 分型面的选择 (18) 8 浇注系统的设计 (19) 8.1 普通浇注系统的组成及设计原则 (20) 8.2 主流道设计 (20) 8.3 分流道设计 (20) 8.3.1 分流道的形状与尺寸 (20) 8.3.2分流道的长度 (20) 8.3.3分流道在分型面上的布置 (21) 8.4浇口的设计 (21) 8.4.1 浇口的形式及选择 (21) 8.4.2 浇口位置选择 (21) 8.5冷料穴和拉料杆的设计 (22) 9 推出结构的设计 (23) 9.1 合模导向机构的设计 (23) 9.2 推出机构的结构组成 (23) 9.3 推出零件尺寸的计算 (23) 9.4 推出机构的设计要求 (24) 9.5 推出力的计算 (24) 9.6 确定推出方式及推杆位置 (24) 9.7 复位杆的设计 (24) 10 冷却系统的设计 (25) 10.1 模温对制品质量和生产效率的影响 (25) 10.1.1 温度对制品质量的影响 (25)