立达与特吕茨勒转杯纺清梳联生产线性能对比
立达与特吕茨勒转杯纺清梳联生产线性能对比
石庚尧
(北京京棉夏都纺织有限公司,北京102100)
摘 要:叙述了立达公司与特吕茨勒公司用于转杯纺的清梳联的工艺流程,对比了两条流水线中抓包机、轴流开棉机、多包混棉机、清棉机、梳棉机的技术特征、功率消耗和质量指标,两条线的除杂效率和生产质量基本没有差异。
关键词:清梳联合机;性能;比较
中图分类号:TS103.222;TS103.223 文献标识码:A 文章编号:100122044(2006)0520020204 Perfor mance com par ison of R iter and Trutzschler chute2feed cards used i n rotor sp i n n i n g
SH I Geng2yao
(J ing m ian Xiadu Textile Co.,L td.,Beijing102100,China)
Abstract:I n this article are described the technol ogical p r ocesses of R iter and Trutzschler chute2feed cards used in r ot or s p inning,and are compared the technical characters,power consu m ing and quality targets of the bale p luckers,axial fl ow openers,multi2bale m ixers and scutchers and carding machine in these t w o chute2feed card lines.It showns that the cleaning efficiency and sliver quality of the both lines are al m ost the sa me.
Key words:bl o w ing2carding2dra w ing unit;p r operty;co mparis on
瑞士立达公司与德国特吕茨勒公司新近都推出了高效短流程的清梳联生产线,是专为转杯纺生产设计的,两条生产线的产量都高达1000kg/h以上。设备各有特点,现将这两条生产线主要特点及技术指标作简要对比介绍。
立达工艺流程:
A11型抓包机→桥式磁铁→除尘装置→重物分离器→金属检测及排出装置→B11型单轴流开棉机→火星检测和排出装置→B70型八仓混棉机→B60型清棉机→A20型凝棉器→C60型梳棉机(S B连体牵伸装置)
特吕茨勒工艺流程:
BDT2019型自动抓包机→LVS AB型高效凝棉器→ST B型重物分离器→MFC型双轴流开棉机→SCB型金属火星探测仪→VT2型两路配棉器→MC M型六仓混棉机→CXL3型三刺辊清棉机→DX型强力除尘器→DK903型梳棉机(I D F型集成牵伸装置)
从流程上看,开清棉工序都实现了短流程设计,每条生产线都只有4台主机,立达为A11型自动抓包机、B11型单轴流开棉机、B70型八仓混棉机、B60型清棉机。特吕茨勒为BDT2019型自动抓包机、MFC型双轴流开棉机、MC M型六仓混棉机、CXL3型三刺辊清棉机。
立达流程的主要特点是“早落防碎、多松少打、自
收稿日期:2005-10-30
作者简介:石庚尧(1953-),男,陕西西安人,高级工程师,从事纺纱工艺技术开发研究。由开松”。开清棉全部采取变清棉工艺设计,可以在不停机的状态下,根据原料的情况,对开清棉机台参数进行调整,以期达最佳工作状态,适应各种原棉的加工。整个流程较短,清梳联采用连续无级喂棉系统,利用单轴流开棉机排除大杂和部分微杂,实现自由开松与梳理。整个过程中,具有多处排微杂装置,适合于转杯纺的生产特点,该流程配有8台C60型高产梳棉机与S B 连体牵伸装置相连,配有长短片段混合环自调匀整系统,用于转杯纺生产,实际产量在1000kg/h以上,所有生产数据都由电脑控制,同时可以显示产量、质量、运转模式、输出速度等。
特吕茨勒流程的主要特点是“精细抓棉、先开后清、自由打击”。经特殊设计的抓棉机抓棉精度可达0.1mm。整个流程中只有一个凝棉器,大大减少了原料在凝棉器上扭转造成的棉结,机台全部由电脑控制,可以显示设备的运转模式、产量以及效率等各项参数,为了解决凝棉器减少而不利于排微杂的矛盾,该流程配有强力除尘器,当棉流进入该机时,尘杂在负压的作用下,从排杂板上的网眼排出进入滤尘系统,有利于减少转杯凝聚槽的尘杂积存,对减少纱疵十分有利。该流程配置10台DK903型高产梳棉机与I D F集成牵伸装置相连,配有长短片段的自调匀整装置。实际产量也在1000kg/h以上。本文就这两条生产线主要机台的特点作简要介绍。
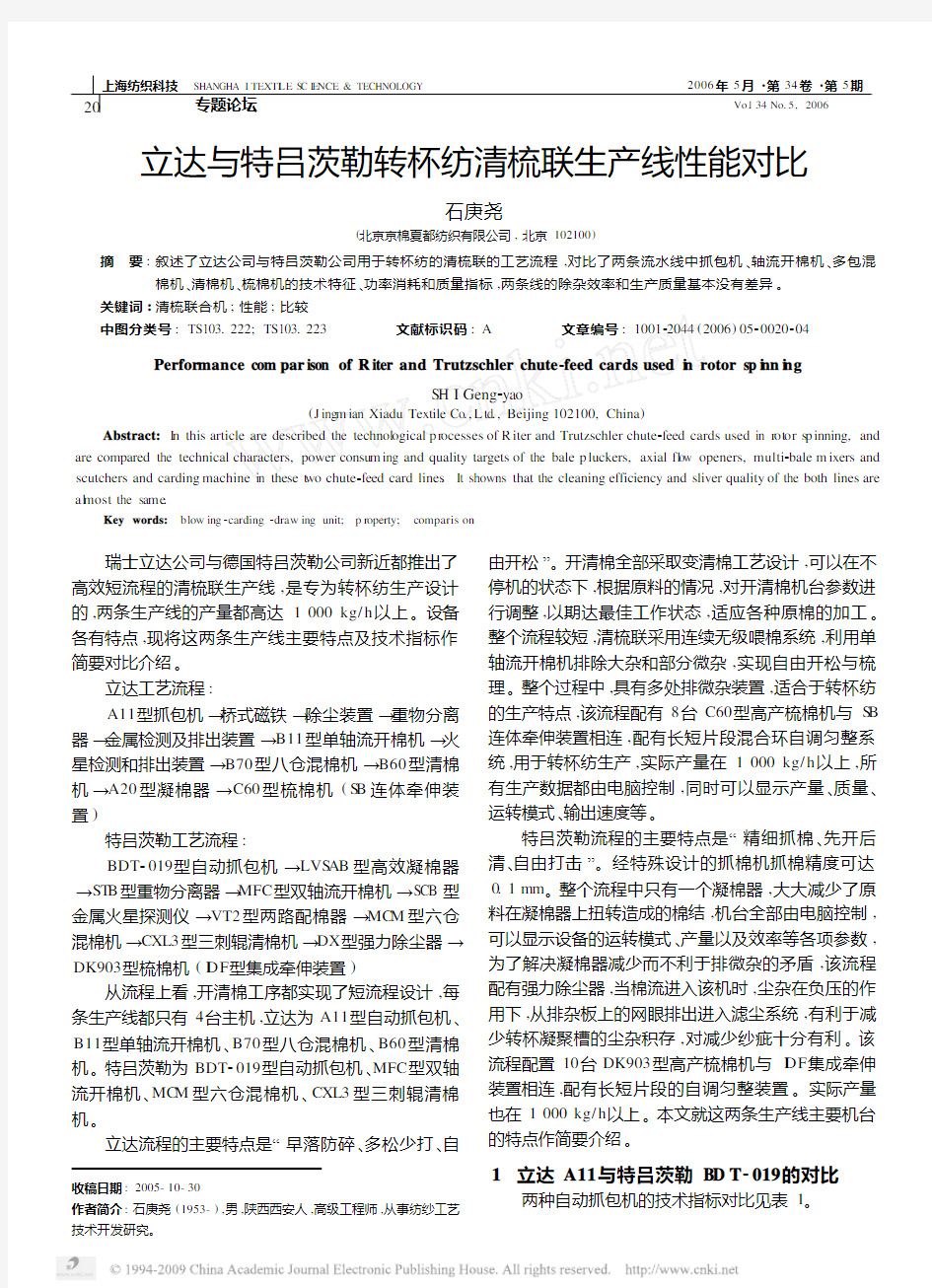
1 立达A11与特吕茨勒BD T2019的对比两种自动抓包机的技术指标对比见表1。
表1 两种自动抓包机技术指标对比
项 目A11BDT2019
长度/mm2674023045
打手形式单双
打手直径/mm300250
打手速度/r?m in-116001500
抓棉方式打手刀片伸出肋条打手刀片埋进肋条
抓棉组分/组44
输棉槽形式回转式卷绕覆盖式
打手刀片可更换不可更换
装机功率/k W11.312.5
1.1 立达A11往复式抓包机的主要特点
立达最新设计的A11型抓包机可在微小棉束抓取的情况下产量达到1500kg/h以上。采用单打手结构,其特点是在打手两侧安装两只压棉罗拉,与打手共同作用,在抓棉过程中防止棉包倾倒。专利设计的螺旋双刃刀片在抓棉过程中呈螺旋线旋转,抓棉打手转向与抓棉小车行走的方向一致。抓棉罗拉部位装有摆动保护装置,当棉包中有大的异物时,抓棉打手就会停转,起到保护作用。为了在抓取小棉束的条件下保证质量,打手刀片的数量较多,打手转速在1600r/m in 以上。该机具有自动平包功能,采用智能控制,在棉包的顶部和底层抓取时,有相应的进入和退出程序,来补偿棉包密度的差异。经过几个抓棉周期后,棉包高度会自动得到平整。保证均匀抓取每一组分的原料。该机最多可排放130个棉包,每侧最多可排放4组不同的配棉,可根据不同的生产需要设定产量和工艺,具有极大的灵活性。
A11型自动抓包机打手刀片是可更换的,不需抬下打手即可方便地更换刀片;而BDT2019型则不具备这一特点。与BDT2019不同的是,该机为单打手,所以打手及压棉罗拉的转向是和抓包小车前进方向一致。当抓棉小车走到轨道两端时,打手及压棉罗拉要随着抓棉小车运动方向的改变而改变。由于是单打手,所以混棉效果不如BDT2019,这点在下文还要论述。该机的打手直径大于BDT2019型机,加之肋条较密,所以在使用回条和较松软的棉包时,不易缠绕打手,这一点比BDT2019具有优势。
1.2 特吕茨勒B D T2019型自动抓包机的特点
BDT2019型自动抓包机是双打手,在两个打手之间及两侧装有3只压棉罗拉,在抓棉过程中与肋条共同作用,积极压住棉包。除了有防止棉包倾倒的作用,还使肋条之间的棉花凸起,利于抓棉打手抓取。该机的打手刀片是不伸出肋条的。这样的设计可使抓取棉束很小,达到精细抓棉的目的。两只打手的间距为400 mm,瞬间即可有两种不同组分的棉花被抓取,起到了混和作用,这点优势是立达单打手抓包机所不具备的。该机两个打手转向不随小车往复的方向而改变。无论哪个方向,前进还是后退,都有一只打手是顺向抓棉,另一只打手是逆向抓棉。在换向时,逆向的打手会自动升起一个高度,不会因逆向而抓棉过深,做到两只打手始终是小棉束抓取。该机最多可同时供三条开清棉生产线,棉台每侧可排1~8组棉包。该机具有多种抓棉方式供选择。另一特点是该机的输棉槽为卷曲覆盖式,力矩电动机始终保持覆盖带的张力,紧密地封盖住输棉槽,减少风量的损失。该机也是程序控制,不足之处是肋条较稀,打手直径偏小,使用回条时易缠绕打手。同时打手刀片也不能单独更换,只能整个打手更换,不如A11型自动抓包机方便。
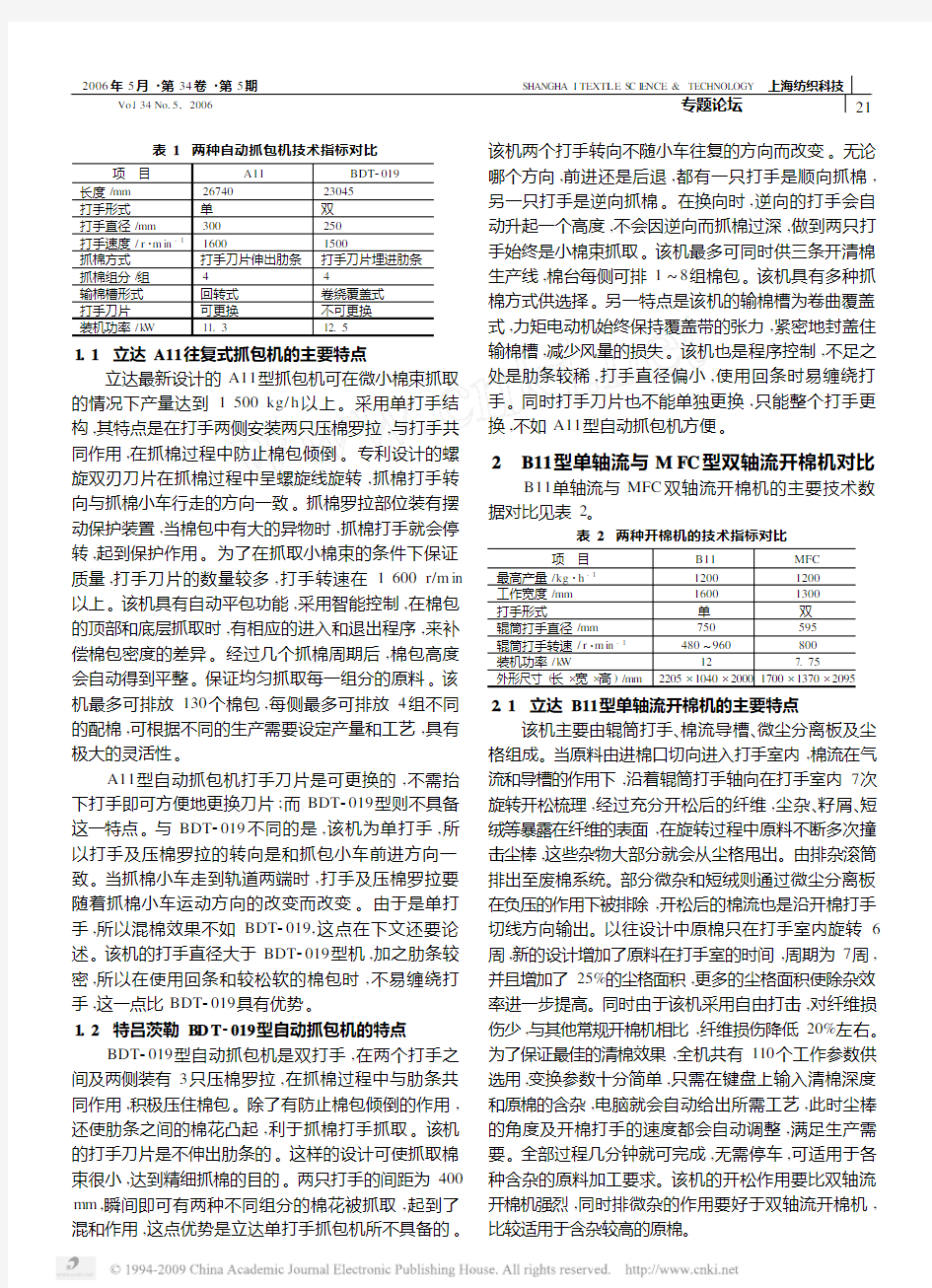
2 B11型单轴流与M FC型双轴流开棉机对比B11单轴流与MFC双轴流开棉机的主要技术数据对比见表2。
表2 两种开棉机的技术指标对比
项 目B11MFC
最高产量/kg?h-112001200
工作宽度/mm16001300
打手形式单双
辊筒打手直径/mm750595
辊筒打手转速/r?m in-1480~960800
装机功率/k W127.75
外形尺寸(长×宽×高)/mm2205×1040×20001700×1370×2095
2.1 立达B11型单轴流开棉机的主要特点
该机主要由辊筒打手、棉流导槽、微尘分离板及尘格组成。当原料由进棉口切向进入打手室内,棉流在气流和导槽的作用下,沿着辊筒打手轴向在打手室内7次旋转开松梳理,经过充分开松后的纤维,尘杂、籽屑、短绒等暴露在纤维的表面,在旋转过程中原料不断多次撞击尘棒,这些杂物大部分就会从尘格甩出。由排杂滚筒排出至废棉系统。部分微杂和短绒则通过微尘分离板在负压的作用下被排除,开松后的棉流也是沿开棉打手切线方向输出。以往设计中原棉只在打手室内旋转6周,新的设计增加了原料在打手室的时间,周期为7周,并且增加了25%的尘格面积,更多的尘格面积使除杂效率进一步提高。同时由于该机采用自由打击,对纤维损伤少,与其他常规开棉机相比,纤维损伤降低20%左右。为了保证最佳的清棉效果,全机共有110个工作参数供选用,变换参数十分简单,只需在键盘上输入清棉深度和原棉的含杂,电脑就会自动给出所需工艺,此时尘棒的角度及开棉打手的速度都会自动调整,满足生产需要。全部过程几分钟就可完成,无需停车,可适用于各种含杂的原料加工要求。该机的开松作用要比双轴流开棉机强烈,同时排微杂的作用要好于双轴流开棉机,比较适用于含杂较高的原棉。
2.2 特吕茨勒M FC型双轴流开棉机主要特点
该机的进棉口和出棉口都是与开松打手轴向方向一致,由清棉打手、棉流导向板、分梳板、尘棒、排杂罗拉等机构组成。原料在气流和棉流导向板的控制下,沿着清棉打手的轴向进入打手室内作螺旋线前进。该机有两个直径为650mm的角钉打手,对进入打手室内的原棉进行自由打击,两个打手的速度有3%的差异,有利于更好地开松除杂,在两个打手、分梳板及尘棒的共同作用下,将原料充分开松的同时,棉籽等大的杂物从尘格甩出,再由排杂罗拉排出。该机结构简单,对纤维损伤少,开松作用较为缓和,但对细小杂物清除的效果不如单轴流开棉机。
3 B70与M CM型多仓混棉机对比
B70与MC M型多仓混棉机主要技术数据见表3。
表3 两种多仓混棉机的技术指标对比
项 目B70MC M
最高产量/kg?h-1800700
储棉量/kg300(8仓)270(6仓)
装机总功率/k W 4.258.3
外形尺寸(长×宽×高)/mm7440×1510×40004633×2264×4000
3.1 立达B70型多仓混棉机的主要特点
该机共有8个混棉仓,大容量储棉,每个棉仓都会均匀储棉。其特点是原料在棉仓中顺序输送不翻滚,可以减少棉结的产生。具有三种混和的方式,一是时间差,二是帘子重叠铺放,三是角钉帘子与回击罗拉的作用,原料在这三种混棉方式的共同作用下,得到充分混和。该机结构简单,几乎无易损件,且产量调节也很方便,全由电子控制。在连续生产的过程中,可以对帘子的隔距、帘子的速度调整,同时还有排微杂的功能。
3.2 特吕茨勒M C M型多仓混棉机的主要特点
该机的进棉方式与立达的混棉机不同,每个仓室都有气动活门控制。由输棉风机吹入的原棉采取顺序进棉方式。首先从最后一仓进入,依次灌满仓。棉仓的储棉量由压力传感器控制,参数设定可直接从键盘上设置。棉纤维中的微杂则从仓室的网眼排出到滤尘系统。每个棉仓下方都有一对给棉罗拉和一个开棉打手,给棉罗拉同时给棉,经开棉打手开松后,松散的原棉落在输棉帘子上,输送给清棉机。该机的混棉原理主要是利用了时间差,每个仓室混入不同时间抓取的原料,再同时向输棉帘子给棉,从前到后,又形成时间差,每个棉仓落下的松散棉束依次混和,铺成棉网输送给清棉机。
4 B60型清棉机与CX L3型三刺辊清棉机对比B60型清棉机与CX L3型三刺辊清棉机对比见表4。
表4 两种清棉机的技术指标对比
项 目B60CXL3
最高产量/kg?h-1600800
清棉打手数/个13
清棉打手直径/mm400250
清棉打手速度/r?m in-1500~13001191、2140、3301
装机总功率/k W1612.33
外形尺寸(长×宽×高)/mm1430×1800×38502295×2264×1250
4.1 立达B60型清棉机的主要特点
该机用单打手结构,减少了棉结和纤维损伤。输入的原料首先通过扁状管道均匀向下喂棉,原料在管道中排列有序,不产生紊乱,在一对罗拉作用下,原料进入给棉罗拉和给棉板组成的握持系统,其中一只带有网眼空心罗拉,作用是加强除尘作用。原料进入打手室内,开清打手对原料进行柔和开松处理,杂物在打手产生的离心力作用下从尘格排出。棉箱侧板带有孔眼,含尘空气由此进入尘室。该机操作简单,机上三个工艺参数决定开清棉的工作状态、给棉板位置、开棉打手的速度、尘格的角度。据纤维的长度来选定给棉板的握持量,同时据原料的含杂设定尘格角度,清棉的力度大小主要取决于清棉打手速度及其与给棉板握持点的距离。这些只需在控制键盘上直接输入,即可在生产过程中自动完成。
4.2 特吕茨勒CX L3型三刺辊清棉机的主要特点
该机通常与MC M型多仓混棉机结合一体安装,可节约能源和空间。由多仓输棉帘子输送的棉网再通过一只斜帘直接喂入,3个刺辊的直径相同。依据喂棉顺序,分别经角钉打手、粗锯齿打手和细锯齿打手,速度依次递增,可更好地完成梳理清棉的作用,顺利地从一个打手室转移向另一打手室。该机共有5个清棉点,清棉点的吸口开启角度决定落物的多少,都可以根据原棉的情况调节,只需在键盘上直接输入数据即可,无需停车。操作电脑可储存5组数据,设定后可随时调用,方便快捷。该机产量和除杂效率都很高,同时对纤维损伤少。5 C60与D K903型梳棉机的对比
C60与DK903型梳棉机的主要技术指标见表5。
表5 C60和D K903型梳棉机的技术指标对比
项 目C60DK903
应用范围棉、<65m化纤、混纺
生条重量/g?mm-13~8 3.5~10
喂棉定量/g?m-1650~950400~800
最高出条速度/m?m in-1330400
最高产量/kg?h-1150100
锡林转速/r?m in-1600~900400~600
回转盖板/根7984
工作宽度/mm15001055
棉箱高度/mm34253067
梳棉机高度/mm18001900
梳棉机长度(包括棉箱)/mm33143812
梳棉机宽度(不包括圈条器)/mm23801994
配用条筒直径/mm420~1000450~1000
装机总功率(包括棉箱、S B)/k W39.1822.71
吸尘系统间歇连续或间歇
5.1 立达C60型梳棉机的主要特点
为了保证更好地均匀给棉,该机采用了整体棉箱,在棉箱上部由喂给罗拉与喂给板共同作用,向下部输入筵棉至精细开松打手,对筵棉进行柔和的梳理。打手与喂给罗拉的隔距可根据原料的情况确定调整,最大限度减少对纤维的损伤。充气棉箱将棉纤维压缩成密度一致的筵棉,均匀排列后喂入刺辊。
该机采用三刺辊顺向喂棉方式,3个刺辊直径不同,表面分别包有不同的针布,对棉纤维进行高效的梳理除杂。在刺辊工作区,装有4个吸口,排出杂质。棉纤维在进入锡林之前,就得到初步并且有效的梳理,可大大减轻锡林的梳理负担,提高梳理质量,减少锡林针布损伤,延长针布使用寿命。全机共有16个吸点排除短绒和杂质。
该机装有先进的I GS自动锡林磨针系统,可机上磨针,随时保持锡林针布的锐度,处于最佳工作状态。减少棉条中的棉结数量,并可延长针布的使用寿命。该机还配有长短片段的自调匀整器。
C60型梳棉机专为转杯纺提供了以下三种连接方式:(1)生条经1200mm距离进入圈条器,最高出条速度330m/m in;(2)经1277mm或1529mm距离与S B 模块相连,可将两道并条减为一道,最大出条速度可达800m/m in;(3)与配置带有自调匀整的RS B模块装置相连的完整流程,C60+RS B的流程可使棉条更匀整,使生产过程更短、更迅速,最高出条速度为1000m/m in。可完全减去并条工序,同时可大大减少占地面积。
5.2 特吕茨勒D K903型梳棉机的主要特点
DK903型梳棉机是德国特吕茨勒公司的最新产品,该机最高出条速度为400m/m in。该机的棉箱是由上下两部分组成,上棉箱装有喂给罗拉、簧式加压喂给板和开松打手。弹簧式加压喂给板采用5片独立的结构,每片都有一个弹簧支持,在任何情况下都可对整个横向分布的筵棉进行均匀握持,保证最有效的开松梳理,使棉网更均匀。经打手剥取的原料,在气流送棉方式下,经压缩送入下棉箱。在下棉箱与刺辊之间装有10片感应簧片喂给机构,将棉流形成带状棉层后检测棉层厚度,同时还有监控功能,一旦喂入的棉层中含有金属杂物或棉层过厚,就会自动停机报警,利用倒车功能取出杂物,防止轧坏梳棉机。该机也采用三刺辊喂棉,与C60型梳棉机不同的是3个刺辊直径相同。根据所纺原料的不同而包覆不同的针布,当纺棉时,第一个刺辊配制为针形罗拉,第二个为中齿形罗拉,第三个为细齿形罗拉。该机装有移动盖板精密设定的PFS系统,可快速且精确调整移动盖板与锡林之间的隔距,全部由电脑设置完成,避免人为调节的误差,使梳棉机处于最佳工作状态。该机还配有PGS磨盖板系统,由梳棉机磨针管理系统根据生产量和棉结增加情况,给出正确的磨针参数,可精确地磨砺针布面而不损伤针齿侧面。该机可根据用户要求选配长片段自调匀整器或短片段自调匀整器。
DK903型梳棉机配置I D F集成牵伸装置后,使梳棉、并条两工序合二为一。I D F集成牵伸装置是在自动换筒机构上面加装有一立式的自调匀整三上三下双区牵伸系统,牵伸倍数2~3,出条速度可达500m/ m in。采用DK903+I D F流程后,可减少一道并条,可节省60%的占地面积。其特点还有:采用低惯性的伺服电动机,牵伸、匀整、圈条均在相对低速下进行,纤维的通过量较少,有利于质量的控制等。
6 功率消耗和质量指标对比
两条生产线功率消耗对比见表6,主要质量指标对比见表7。
表6 两条生产线功率消耗对比
项 目立 达特吕茨勒
装机总功率/k W421.04366.30
压缩空气用量/m3?h-110.6455.63
工艺排风/m3?h-173********
表7 两种梳棉机主要质量指标对比
项 目立 达特吕茨勒
除杂效率/%≥97≥97
生条5m外质量不匀率CV/%<1.2<1.2
生条5m内质量不匀率CV/%≤0.8≤0.8
生条条干不匀率CV/%≤3<3.5
从表6、7数据对比可看出,质量指标几乎没有大的差距,从功率消耗来看,在同样产量的基础上,特吕茨勒的装机功率要比立达低17%左右,但要比立达的生产线多两台梳棉机,而且压缩空气的用量远高于立达生产线,使用厂可根据本厂实际情况综合考虑选型。
VC5A型高速精梳机
介绍了日本丰田公司的VC5A型高速精梳机。其特征是:(1)采用轻型传动及气流控制技术以达到高速;
(2)采用较大直径(150mm)的锡林,并改善了钳板运动,以达到良好的精梳工艺;(3)以优化的精梳动作和搭接点改善了生产稳定性;(4)优化了由小卷喂入至精梳、牵伸和卷绕的纤维流;(5)落棉收集装置寿命较长,落棉收集频率较低。该机可提供优良品质的制品,生产率和可适用性较高。摘译自印度I ndian Textile Journal,2005,115(9):98
东华大学复试纺织工程,纺织设计,非织造,生物复试题目知识点大全
第一章开清棉 1、开清棉工序的任务 2、基本概念:精细抓棉,多仓混棉,除杂效率,分类排队,回花,再用棉,配棉 3、开清棉机械的分类 4、现代开清棉技术的特点 5、配棉的目的 6、配棉的主体成分 7、原棉性质差异的控制:混合棉麦头间性质差异,接批原棉性质差异,混合棉平均性质差异 8、回花再用棉的性质和使用 9、不同原料混合的方法 10、混比计算(混比的含义及计算) 11、抓棉机械的主要任务 12、抓棉机的撕扯开松作用及影响因素 13、抓棉机的混合作用及影响因素 14、精细抓棉的工艺特点 15、混棉机械的主要任务 16、混棉机械的种类、工艺作用 17、不同混棉方式混合效果的比较 18、开棉机械的主要任务 19、自由打击及作用特点、主要设备的构成及工艺分析(六滚筒开棉机) 20、握持打击及作用特点、主要设备的构成及工艺分析(豪猪式开棉机) 21、提高开棉效能应注意的问题 22、清棉机械的任务 23、成卷机的主要机构及作用(天平调节装置、综合打手、尘笼和风机) 24、成卷机主要工艺参数分析 25、开清棉机械的联接设备 26、开清棉机械的联动控制 27、开清棉联合机的组合原则 28、如何控制棉卷含杂率 29、如何控制棉卷均匀度 30、开清棉工序加工化纤的特点 第二章梳棉 1、梳棉工序的任务 2、基本概念:分梳作用、剥取作用、道夫转移率、锡林一周输出纤维量、锡林负荷、工作区自由纤维量、锡林盖板工作区总负荷、平均梳理转数、清梳联 3、梳棉机的主要技术进步 4、影响棉层握持的因素 5、刺辊分梳过程的特点及影响因素 6、刺辊部分的除杂及影响刺辊落棉的因素 7、倒置式喂入机构及特点 8、刺辊分梳板、前后固定盖板的作用 9、多刺辊系统及作用特点 10、锡林盖板道夫部分梳理作用特点 11、锡林与刺辊的梳理作用过程 12、锡林与盖板的梳理作用过程 13、锡林与道夫的梳理作用过程 14、影响锡林盖板道夫部分分梳质量的主要因素 15、锡林盖板道夫部分的混合作用及评价 16、锡林盖板道夫部分的均匀作用 17、锡林盖板道夫部分除杂的控制 18、盖板反向回转的作用 19、梳棉机针布的工艺性能 20、金属针布的性能特点 21、锡林齿条参数及工艺影响 22、道夫齿条参数及工艺影响 23、刺辊齿条参数及工艺影响 24、盖板针布的规格及工艺影响 25、对剥棉装置的要求 26、控制生条结杂的主要方法 27、控制生条均匀度的主要方法 28、梳棉机吸尘装置的主要作用 29、梳棉工序加工化纤的特点 30、清梳联的工艺特点和技术进步 第三章精梳 1、精梳工序的任务 2、基本概念:前进给棉、后退给棉、梳理隔距、落棉隔距、接合率、偶数法则 3、几种精梳准备工艺及特点比较 4、对精梳小卷的要求 5、精梳机作用过程及四个阶段 6、给棉钳板部分的作用 7、前进给棉与后退给棉的工艺作用分析(喂给系数、理论落棉率、重复梳理次数) 8、如何选择给棉工艺 9、钳板运动的工艺要求
清梳联(棉箱)改造工艺流程及梳棉自调匀整仪的运用
清梳联(棉箱)改造及加装ZNS梳棉自调匀整仪运用 一、清梳联的意义 将开清棉联合机输出的散棉,直接均匀地输配给多台梳棉机,由此组成的联合机称为清梳联合机,简称“清梳联”。清梳联将清花、梳棉两个工序联接成一个工序,取消了清棉成卷过程,省略了落卷、储卷、运卷和换卷等操作,减轻工人劳动强度提高了劳动生产率。取消成卷还可避免压辊压碎棉层内杂质,消除了退卷粘层以及接头不良等弊病,有利于减少生条含杂粒数和改善生条均匀度。清梳联是清梳生产技术的发展方向之一,是纺纱技术的一个重要标志,也是实现纺纱过程连续化、自动化、优质高产和低消耗的重要途径。 二、清梳联的工艺流程 清梳联的工艺流程如图3-8-1的所示,清棉机打手输出的原料由输棉风机均匀地分配到各台熟棉机的喂棉箱中,其给棉过程采用电子压差开关进行控制。当箱内压力低于设定值时停止给棉。喂给装置控制灵敏度准确,气流稳定,可保证棉层的均匀喂给。 图3-8-1清梳联的工艺流程 1. 梳棉机 2. 输棉风机 3. 清棉机 一套开清棉联合机可以与多台梳棉机连接,所组合的梳棉机台数可以根据开清棉联合机的产量及梳棉机的产量来计算 即:M〔梳棉机配套台数〕= Q〔开清棉联合机的台时产量kg/台.h〕/G〔梳棉机的台时产量(kg/台.h〕 三、清棉联的连接装置 采用清梳联后,清棉机的机构大为简化,从清棉机打手部分输出的原料,由输棉风机经管道
送入梳棉机机后的喂棉箱。 ⒈配棉头输棉管与梳棉机后部喂棉箱连接处起分配原棉作用的部分称配棉头,配棉头有高流速迫降式和低流速沉降式两种,如图3-8-2所示,图中(1)为高流速迫降式配棉头,内有挡棉板2(俗称羊角)、调节板1和插入板3,三者相配合,迫使输棉管内水平运行的棉块向下落入喂棉箱内,挡棉板的高度,调节板的角度和插入板的深度经适当调整,可控制落入棉箱中的棉量。 (1)高流速迫降式(2)低流速沉降式 图3-8-2 图中(2)为低流速沉降式配棉头,其上方的输棉管在临近配棉头处,有一扩散角为α的斜面,使输棉管截面扩大,气流扩散,棉流速度降低,在挡棉板的配合下,使棉块落入喂棉箱内,改变挡棉板倾斜角度和扩散角的大小,可调节落入喂棉箱的棉量,扩散角α一般在30°~45°范围内调节。 ⒉喂棉箱喂棉箱以FA177A型为例,如图3-8-3所示,其规格见表3-8-1。
生产工艺革新与工作流程优化竞赛项目
2016年“生产工艺革新与工作流程优化竞赛”项目 农垦类作物种子处理技术改进及应用 目录 材料一:研究报告P2 1)工作总结(含设计思路等) 2)技术报告(含试验数据、操作流程、潜在问题和改进成本分析等) 材料二:原理结构、设备与实施图片P17 1)原理结构 2)处理设备 3)实施图片 材料三:江苏省大学生实践创新训练计划项目P21 江苏省高等学校大学生实践创新训练计划《作物种子等离子体处理技术及设备研究》(主持人:徐佳豪,项目编号:201413114016Y) 材料四:学生获奖P22 全国3D数字化创新设计大赛一等奖、国家励志奖学金等 材料五:专利证书P23 1)一种低温等离子体麦类作物种子处理装置,201520434078.4,实用新型授权 2)等离子体作物种子处理生产线,201420310849.4,实用新型授权 3)等离子体作物种子处理生产线及其生产工艺,201410259554.3,发明专利公开 4)一种等离子体激活处理大型颗粒种子进料系统,实用新型,2016年已申报 5)等离子体激活处理大型颗粒种子进料系统及其进料工艺,发明专利公,2016年已申报材料六:论文发表P28 材料七:等离子体种子处理工艺文件P29 材料八:应用情况P30 1)合作企业评价 2)用户报告 材料九:项目鉴定P32 江苏省机械行业协会鉴定 2016年“创意设计竞赛”项目 网络智能模糊控制加湿器 目录 一、作品设计的目的及意义 1.1 加湿器定义及分类 1.2 现有加湿器的特点 1.3 新型网络智能模糊控制加湿器 二、研究目标及基本思路 2.1 研究目标 2.2 基本思路 三、关键技术 3.1采样数据分析及处理 3.2模糊控制数学模型
第二节 梳理工艺及设备
第二节梳理工艺 纤维网是非织造布最重量的半成品,纤网的均匀度、纤网的定量及纤网中纤维排列的方向性直接影响非织造布产品的质量。不同用途的非织造布对纤网的质量有不同的要求。 干法非织造布梳理机仅完成传统梳棉机和梳毛机的作用是不够的,为了适应非织造产品质量要求,它还必须完成传统梳理机没有的一些作用。现将非织造梳理机的主要任务简述如下: 1、分梳对开松后的纤维束进行彻底松解,使之成为单纤维状态。 2、除杂进一步清除混料中的各种杂质和疵点。 3﹑混和使混料中的各种纤维进一步细致而均匀地混和。 4、杂乱成网制成定量均匀有一定要求的薄网。由于产品的纵横向强力不能差异太大,应使用带杂乱机构的梳理机。 5.并合均匀双道夫及三道夫梳理机可将多层纤网叠合,并起均匀作用,在某些情况下又能改善产品的外观。 一、纤网的类型及特性 (一)纤网类型 纤网中纤维的排列方向,一般以纤维定向性(度)来表示。纤维多数按机器输出方向排列的称为纵向排列,与机器输出方向垂直排列的称之为横向排列,纤维排列如果各个方向均有则称为杂乱排列。我们把纤网中呈纵向或横向排列的纤维量多少的程度称之为定向度。纵向定向度好的纤网,其纵向强力远大于横向强力;横向定向度好的纤网,其横向强力又远大于纵向强力。定向度太高的纤网最后会造成非织造布纵横强力差异大,对于某些用途的产品可能极大地影响其寿命。 直接从梳理机道夫剥下来的纤维网,纤维呈纵向平行排列的程度高,称为平行网,纵横向强力差异大。在道夫后面加装凝聚辊,使某些纤维改变了平行向前的方向而往横向有一些移动,这种纤网称为凝聚网。在梳理机的锡林和道夫之间插入高速旋转的杂乱辊,能显著改善纤网的纵横向强力差异大的缺点,这种纤网称为杂乱网。采用空气流输送纤维,可以形成纤维杂乱排列的均匀纤网,该种生产可用于加工重量较大、厚度较厚的产品,生产薄型纤网的均匀度不好。过去还通过将道夫输出的纤网经过折叠,再经纤维网牵伸机而制得杂乱纤网,但这种生产方式要配置横叠机,现在已较少采用。不同的成网方法与非织造布的纵横向强力比值见表3-2 表3-2 不同的成网方法与非织造布的纵横向强力比值
清梳联安装调试使用手册
清梳联安装调试使用手册 青岛宏大纺织机械有限责任公司 二零零八年
青岛宏大纺织机械有限责任公司吸收国外先进高新技术,自主开发生产的全流程清梳联、成卷线起点高、流程短、效率高,适应了用户原料频繁变化的市场需求。设备制造精度高,安装调试方便,系统控制先进,运行稳定可靠,受到广大用户的信赖。 青岛宏大纺织机械有限责任公司是中国纺织机械制造业的大型骨干企业,是纺织梳理设备的重要生产基地。多年来,我们一直在努力,希望通过不断地开发高新技术产品和真诚有效的技术服务来赢得市场,满足用户。我公司生产的清梳联设备,结构简单、功能齐全、调试方便、性能稳定,可根据用户不同的原料特性进行特定的设备配置,目前已在用户厂家投入使用800多套。 为了更好、更系统地指导用户安装使用青岛宏大纺织机械有限公司设备,在对流程中各机台的机械安装、电气接线及系统调试等进行系统的归纳之后编写了《清梳联安装调试试用手册》一书,本书共分三个部分,分别是:第一部分:单机安装与调试;第二部分:系统调试与故障处理;第三部分:设备维护与保养。不当疏漏之处敬请指正。 青岛宏大纺织机械有限责任公司 2008年7月
第一部分单机机械、电气安装与调试--------------------------------------- 第一章 FA009A往复抓包机--------------------------------------------------------- 第二章FA125重物分离器---------------------------------------------------------- 第三章 FA105A单轴流开棉机-------------------------------------------------------- 第四章 FA029多仓混棉机 ---------------------------------------------------------- 第六章 FA156 除微尘机-------------------------------------------------------------- 第七章 FA203C梳棉机单元组---------------------------------------------------------- 第二部分系统调试及故障处理------------------------------------------------ 第一章联动试车-------------------------------------------------------------------- 第二章过棉调试-------------------------------------------------------------------- 第三章指标控制------------------------------------------------------------------- 第四章故障处理--------------------------------------------------------------------第三部分设备维护与保养---------------------------------------------------第一章概述---------------------------------------------------------------------- 第二章单机维护保养--------------------------------------------------------------- 第三章清梳联工作法-------------------------------------------------------------- 第一节清梳联系统开关车工作法------------------------------------------------------ 第二节清梳联原料排包工作法------------------------------------------------------ 第三节清梳联清洁工作法---------------------------------------------------------- 第四节清梳联安全操作规程及消防工作法---------------------------------------------- 第五节清梳联揩车工作法--------------------------------------------------------- 第六节清梳联巡回工作法--------------------------------------------------------
清梳联揩车工作法资料
清梳联揩车工作法 揩车是机器状态维修地重要工作之一,机器在生产过程中,部分机件的内部积花不容易在运转时揩扫掉,另外部分机件在高速运行时容易松动,为确保机台正常运转、减少机件磨损,需要进行揩车工作。 揩车工作采用有规律的分段作业法,合理分工,相互配合。顺序是:先粗扫后细揩、先车上后车下、先里面后外面,随拆随揩,随安装。对机器各部分要进行彻底清除,除去飞花油污、疏通油路、加油润滑,并对某些机件进行校正,根据机器零件的不同情况,用毛刷、揩布、特种工具清扫,特别要注意输棉通道部位的清洁。拆车前,先布置好工作地点,把工具安放在需要应用的固定地点。揩车中每次使用完工具,放在固定地点,以便下次使用。揩车中卸下的机件也放在一定地点,保证安全。 1.清花揩车工作法 揩车周期为6-8天,1天1台。辅助设备如输棉风机的揩扫属于控制机台。 1.1FA002抓包机(含FA125重物分离器、FT245F(B)输棉机)。 1.1.1工作内容: 1.1.1.1检查机械运转是否正常。 1.1.1.2清理机台、保持清洁。 1.1.1.3检查中心轨道槽内是否有棉絮、异物,进行清理。 1.1.1.4清理打手轴头、间隙中的棉絮,清理升降链条、各电机间棉絮。 1.1.1.5轴承注油。 1.1.1.6检查各链条松紧,并进行调整加油。 1.1.1.7检查丝杆铜套螺纹。加油 1.1.1.8检查各传感器固定是否牢靠,隔距是否正常、行程开关是否活动。 1.1.1.9检查各部分的螺丝是否松动、并进行固定。 1.1.1.10检查打手四角是否平行 1.1.1.11打手振动,0.3豪米以下。 1.1.2组织分工和工作顺序: 1.1. 2.1组织分工:FA125重物分离器由揩车工(甲)全面负责,并具体掌握输棉管道、FT245F输棉风机、抓棉打手的揩扫工作。揩车工(乙)负责塔身、抓臂内外的揩扫。
纺纱工艺流程
纺纱工艺流程 -标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII
纺纱主要工艺流程 一、.纺纱原理和基本作用 1、开松、清除、混合和梳理作用。 压紧的原料必须经过开松,使其成为细小的棉束。清除其中的杂质、疵点,并均匀混合。开清棉是相互关联的,开松是实现除杂和混合的先决条件,只有将纤维开松成细小的棉束并进一步开松成单根纤维,才能完好地清除杂质、疵点,才能实现充分混合。要将纤维束分解成单根纤维,仅经开松作用是不够的,还必须经过梳理作用,特殊要求的纱线还要经过更加细致的梳理,才能更多地清除杂质、疵点和短绒。 2、均匀、并合与牵伸作用 纱线和各半制品皆要求有一定的均匀度。经开清梳作用后制成的半制品棉条,其粗细均匀的程度,仍不能满足要求。因此,还要经过并合,将多根棉条并合在一起,使粗细不匀的片断有机会得以相互补偿而使均匀度得到改善。并合后的棉条很粗,要纺成合乎一定细度标准的纱线,还要经过多次、逐步抽长拉细才能获得。一般棉条需要经过100—200倍甚至更高倍的抽长拉细才能成纱。这个抽长拉细的作用,称为牵伸作用。 3、加捻和卷绕作用 随着纱条抽长拉细,纱条内纤维根数减少,纤维变得更加伸直平行,纱条强力下降,容易断裂并产生意外伸长,因此需要加上适当捻度使其具有一定的强力。细纱是纺纱厂的成品,为保证其达到一定的物理机械性能,满足成纱标准强力要求和一定的成纱外观风格,还需要有合适的捻度。这就是加捻作用。 为了便于半成品和成品的储存、运输和下道工序的加工,必须将各半制品和成纱卷绕成一定的卷装形式,这就需经卷绕作用。 二、.纺纱系统及工艺流程 1、纺纱系统 目前,环锭纺纱系统有两种,一种是普梳(粗梳)纺纱系统,另一种为精梳纺纱系统。
清梳联工艺与设备
第一节清梳联工艺与设备 一、导言 近30年来,清梳联合机的应用和推广是纺纱加工实现自动化,连续化的重要进程。清梳联技术是使传统开清棉和梳棉两工序直接连接,取消成卷并以逐步开松工艺取代“开松―压紧-再开松”的不合理工艺,有利于发挥梳理、除杂等效能,有利于提高生条质量,降低生条短绒率;避免了退卷时粘层(特别是化纤)和换卷时接头不良引起的梳棉喂棉不匀问题;消除了破卷与换卷撕头的回花,减少了开清棉的回花量,避免了对原料的重复处理;取消落卷,运卷,上卷,换卷等操作,提高了劳动生产率,降低了劳动强度;有利于提高生条制成率,缩短了工艺流程,有利于实现自动化,连续化。采用清梳联是棉纺织行业有劳动力密集型向技术密集型转化的需要,也是实现连续化,自动化生产和提高产品质量的需要。 二、实习目的 1.了解清梳联工艺过程; 2.了解抓棉机,混棉机,开棉机,清棉机和梳理机的主要结构和工艺流程; 3.了解清梳联传动系统和控制系统 三、实习设备与用具 瑞士立达(Rieter)A11-B11 青岛纺织机械厂清梳联合机组 四、实习内容 清梳联由开清联合机与多台梳棉机通过中间连接装置组成。最后一台清棉机输出的棉丛直接通过由一台直叶型风机和输送管道组成的气力输送装置,分送给各台梳棉机上的喂棉箱,完成开清棉与梳棉生产连接,图1-1为无回棉形式清梳联系统。 1. 梳棉风机 2.输送管道 3.气压传感器 4.喂棉箱 5.梳棉机 图1-1 清梳棉无回棉给棉系统 (一)清梳联流程配置与工艺过程 1.瑞士立达A11-B11 工艺流程如下: A11 型自动抓棉机→金属探测器→B11单轴流开棉机→B70多仓混棉机→B60精细清棉机→(A70 喂棉箱+ C60梳棉机) 该流程开清棉采用“两级” (B11 + B60) 组合设计,同时开清棉流程做到在线“清
清梳联梳棉挡车工技术标准
前言 此套丛书是在石家庄市纺织工业公司编的《各工序操作技术培训丛书》基础上,结合宏润公司各种新机型、纺纱操作新技术改编。经多次校对,于2010年9月份正式使用。参与本书籍改编的人员有: 责任编辑:牛立生马丽欣孟少华 责任校对:马丽欣 封面设计:牛立生 1
目录 清梳联梳棉挡车工操作技术标准(应知部分)┄┄┄┄┄┄┄(3) 一、本工序的主要任务┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄(3) 二、小组、个人的生产指标┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄(3) 三、本工序疵品的产生原因、预防方法及对 后部的影响┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄(3) 四、纺部生产技术的基本知识┄┄┄┄┄┄┄┄┄┄┄┄┄(4) 五、本工种安全操作规程和消防知识┄┄┄┄┄┄┄┄┄┄┄(7)梳棉挡车工操作法(应会部分)┄┄┄┄┄┄┄┄┄┄┄┄┄(9) 一、交接班工作┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄(9) 二、机台管理┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄(10) 三、捉庛把关┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄(11)应会要求┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄(13)四、单项操作┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄┄(13) 2
清梳联梳棉挡车工操作技术标准 (应知部分) 一、本工序的主要任务 清梳联工序的主要任务是:根据配棉要求,把不同的原料,经开松、除杂、混合经输棉管道将棉束送至梳棉机棉箱,经过梳棉机梳理,把棉块、棉束分属成单纤维状态,并进一步清除原棉中的细小杂质,再经过锡林道夫对纤维进行均匀混合并制成很薄的棉网,最后经喇叭口聚合和大压辊压缩成可供并条机使用的棉条(生条)。 二、小组、个人的生产指标 1、产量: 2、质量: (1)生条重量不匀率; (2)疵点条。 挡车工应知道生产指标计划并保证完成生产任务。 3
棉纺成套产品---青岛宏大清梳联
棉纺成套产品---青岛宏大清梳联 青岛宏大清梳联产量已经超过并可替代进口设备,达到国际先进水平。清梳联用户遍布世界各地,已有1800多条 线清梳联在用户厂使用,装备了3500多万纱锭,在高端市 场优势非常显著01 工艺先进独有的工艺设计思想:1.连续、均匀喂给2.薄喂、轻打合理3.分梳、梳理适度4气流参数保证5.结、杂、短绒兼顾。清花流程博采众长,吸收了国外众多名牌产品的先进技术,经过消化吸收和改进更加实用、先进,可与国外名牌产品相媲美。青岛清梳联与其他产品相比,全流程打击点少,梳理适度,在纤维保护方面具有独特优势。如多仓混棉机结构简单合理,底部没有输出罗拉及打手,维护简单,减少不必要的纤维损伤。02 适纺性广工 艺灵活,通过工艺速度和隔距的调整,以及梳理器材的优化选型,使青岛清梳联可以应用于棉、化纤、毛、麻及其他特征纤维的加工梳理。03连续喂棉技术,效率更高运用独创的连续喂棉控制技术,对抓棉机、多仓、主除杂机的控制系统进行技术改造,使整个流程自抓棉机开始实现连续喂给,工艺运转率达到100%,使棉流均匀输送,便于开松、除杂和梳理,为梳棉机提供状态非常均匀的筵棉,保障生条不匀率。04全流程压力检测从清花单机到梳棉机再到滤尘系统,全部采用压力传感器监控,保证系统正常连续运转,避免了不必
要的故障停车和设备损伤。05全流程变频控制全流程所有输棉风机和主要运转部件,均采用变频智能控制,工艺调整灵活方便;同时,其能耗相比同类产品可以节约10-30%,无形中大大降低了纱厂的运行成本;噪音也得到很好的控制。06大量使用进口配件,确保清梳联系统稳定运行所有PLC、触摸屏、变频器、及主要电气开关、传感器、伺服电机、针布、轴承、同步带等均为进口著名品牌,如德国西门子、施耐德、日本三菱、瑞士格拉夫、瑞典SKF等。07安全可靠全流程配有多项金属检测和装置,确保设备安全运行。如抓棉机打手、专业金属探测器、桥式磁铁、主除杂机、多仓混棉机、都设有金属检测功能,并及时排除;另外,在抓棉机后、梳棉机前的输棉管道上,配有两台专业火星探测器,防止火灾的发生。08交钥匙工程专业的工程设计团队,为您提供最优化的清梳联设计方案,包括设备布局、地面施工、电气布线、滤尘系统设计等全套施工方案;售后服务队伍自设备到厂开始,全程指导安装,并定期为厂家技术人员进行培训,让用户掌握如何用好清梳联,真正做到交钥匙工程、放心工程。09完善的售后服务系统以“服务从心开始,满意从我做起”的服务理念,多年来一直以客户为中心,在最大程度上满足用户需求。紧贴“认真倾听客户意见,努力满足用户要求”的服务宗旨,实现省内24小时,省外48小时的及时性服务承诺。“言必信,信必果”以创新的思维,做好服务的每
工艺流程优化
毕业论文(设计) 毕业论文XX公司的工艺流程 题目优化设计 指导教师张三 学生姓名唐英伟 二O一三年五月十八日
XX公司的工艺流程优化设计 摘要 生产工艺流程管理也叫做工艺管理,属于生产技术管理的范畴,它以产品的生产工艺过程为主要管理对象。工艺流程是实现产品生产的技术路线,通过对工艺流程的研究及优化,能够尽可能的挖掘出设备的潜能,找到生产瓶颈,寻求解决的途径,以达到产量高、功耗低和效益高的生产目标。 本文通过对XX公司洗衣粉的生产工艺流程状况的分析,利用工业工程解析和解决问题的思维方法,成功借助业务流程管理的流程再造的思想、方法和工具,从管理的角度对生产工艺流程的技术过程再次进行“物质流”的解析。考虑产品的特点和目前的工艺技术状况,从主要解决生产工艺流程上存在的产品切换次数太多、能量损失太大、产品比重提升以及新配方技术的应用问题,从工序的优化重组和技术革新两个方面进行了生产工艺流程的优化设计。有效解决了XX公司洗衣粉产品生产工艺流程上所存在的问题,形成了新的物料工序组合流程和生产方案,并取得了不错的技术和经济效益,具有很大的应用推广价值。 关键词:生产工艺;流程优化;流程管理
Study on the production process optimization of Company XX Abstract Production process management, also known as process management, is a part of production and technology management, which mainly takes production process as the main management object. Manufacturing process is the technical route of the realization of products. Through the study of the process and optimization, we can fully dig out the potential of the equipment and find out the ability bottlenecks to seek solutions in order to achieve the target of high yield, low consumption and high efficiency. In this paper, by analysis of the production process of washing powder in XX company, combined with industrial engineering analysis and problem-solving methods, drawing on the success of business process management process reengineering ideas, methods and tools, the technical process of "material flow" is reanalyzed with the perspective of management. Combination of product characteristics and the status of current technology, to pay more attention to solve the problem existing in products on the frequency switching, high heat loss, the improvement of the proportion and the application of new technologies in formula, the optimum design of the production process was carried out with two aspects of the optimal combination of process and technology improvement, which effectively solved the current problem of the production process of washing powder in XX company and made remarkable technical and economic benefits with great application value. Key words: financial analysis; the financial statements
纺纱及基本知识、细纱机基本特征与设备维修工作法1
第一章总论 第一节棉纺织一般知识 一、纺织纤维的分类 纺织纤维是指存在于自然界的动物、植物或经过化学加工制成纤维,有一定强度又具有纺纱的可绕曲性和一定包缠性的纤维。 纺织纤维应具有一定的物理机械性能和化学稳定性能,以满足加工和使用要求,同时具有可染性。 纺织纤维的范围极广,品种很多,按其来源的不同可分为天然纤维和化学纤维两大类。 (一)天然纤维:凡是从自然界的动物及植物中获得的纺织纤维称为天然纤维。 天然纤维按照生物属性可分为植物纤维、动物纤维、矿物纤维三种。 种子纤维____棉、木棉等 植物纤维茎纤维____苎麻、亚麻、大麻、竹原纤维等. 叶纤维____剑麻、焦麻等. 毛发___羊毛、兔毛、驼毛等. 动物纤维 分泌物___桑蚕丝、柞蚕丝等. 矿物纤维____石棉 在棉纺厂中主要使用的纤维是棉花(棉花),棉花有细绒棉和长绒棉两个主要品种。细绒棉纤维细度4500—7000公支,长度为25—31毫米,适纺中、粗支纱,长绒棉的纤维细度7000—9000公支,手扯长度33—45毫米,适纺高支纱。 (二)化学纤维:凡是用天然的或合成的高聚物为原料,由人工加工制成的纤维状物体称为化学纤维。化学纤维按原料、加工方法和组成成分的不同可分为再生纤维、合成纤维和无机纤维三类. 再生纤维素纤维___粘胶纤维、铜氨纤维、玉米纤维、再 生竹纤维 再生纤维 再生蛋白质纤维___酪素纤维、大豆纤维、牛奶纤维等. 聚酯纤维___涤纶 聚酰胺纤维__锦纶
合成纤维 聚丙烯腈纤维___腈纶 聚乙烯醇甲醛纤维___维伦 无机纤维___玻璃纤维、金属纤维、陶瓷纤维、碳纤维等 二、纺织纤维的特性 三、新型纤维 除用于纺织生产之外的传统纤维外,近年来随着科学技术的发展一些新型的纤维也在纺织产品的生产中得到了广泛的应用,如彩色棉、大麻、竹纤维、大豆蛋白纤维、天丝、丽赛、莫代尔等 四、差别化纤维 通常是指在原来纤维组成的基础上进行物理或化学改性处理,使性能上获得一定程度改善的纤维。差别化纤维主要有变形丝、异型纤维、复合纤维、超细纤维、高收缩纤维、易染色纤维、吸水吸湿纤维、混纤维等 五、功能性纤维 具有某种特定的物理和化学性质的纤维。如抗静电和导电纤维、远红外纤维、防紫外线纤维、抗菌防臭纤维、变色纤维、空调变相纤维、阻燃
清梳联技术和工艺创新及不同纺纱品种流程配置20160831
清梳联技术和工艺创新及不同纺纱品种流程配置 青岛宏大纺织机械有限责任公司 倪敬达 近些年国内外纺纱市场,各主机制造厂共同面临的几个难题: 1、高质、高产、低消耗; 2、机采棉的普遍应用; 3、涤纶、粘胶品种的比例增加; 4、莫代尔、天丝等差别化纤维的用量大增; 5、各种色纺纱品种; 6、小品种,单个品种订单量小,品种变化频繁; 7、纺纱厂维护、操作技术力量越来越薄弱。 鉴于以上的市场情况,青岛宏大清梳联针对性的做了大量的工艺、技术创新及部件、主机研发。 一、清梳联高速、高产 1、清花高产 (1)主机、辅机高产 A、往复抓棉机、单轴流开棉机最高产量1800kg/h,多仓混棉机和清棉机最高产量1200kg/h; B、各输棉风机、重物分离器、磁铁、除微尘机都为适应主机的高产设计。(2)流程高产 青岛宏大2012年开始,推广了清花高产新流程,清花线一机两仓两线最高产量由原来的1200kg/h提高到了1800kg/h,一机一仓一线最高产量由原来的900kg/h提高到了1200kg/h。
2、梳棉机高产 高产梳棉机产量通过工艺、技术创新及关键部件研发得到了长足进步,各机型梳棉机纺不同纺纱品种、不同工艺要求稳定运行产量如下: (1)JWF1211A型高产梳棉机在40-100kg/h; (2)JWF1213型宽幅梳棉机在50-130kg/h; (3)JWF 1215型宽幅梳棉机在60-160kg/h。 二:清梳联棉结、短绒、杂质控制及品种适应性技术创新 1、根据纺纱原料和工艺要求,每套清花线可以配置0到5台开清棉设备。 两个典型案例: (1)纺高含杂机采棉时,一套清花流程(一机两仓两线)可以配置5台开清棉设备,1台单轴流+4台清棉机或3台单轴流+2台清棉机,提高清花流程的除杂效率及开松度; (2)纺莫代尔、天丝或细旦涤纶时,清花流程中可以不配置开清棉设备,通过多仓混棉机直接给梳棉机供棉,在清花流程减小纤维损伤及棉结的产生。 2、往复抓棉机、单轴流开棉机、多仓混棉机、清棉机根据不同工艺需要,可以 选择不同机型及配置 (1)往复抓棉机 根据工艺需要,可以选择: 不同压棉辊形式;不同吸棉槽;不同打手传动形式;不同吸腔结构; 不同出棉口风机;不同刀片密度打手配置。 (2)单轴流开棉机 根据工艺需要可以选择: 不同圈数导流板;
纺纱学知识点
大纺织:大纺织,则要把纤维原料的初加工、缫丝、针织印花染色、整理、化纤生产、服装,从原料到最终的产品都包括在内。 Upopen-end spinning : 非自由端纺纱喂入点至加捻点之间的须条是连续的纺纱方法 Open-end spinning: 自由端纺纱喂入点至加捻点之间的须条是断开的纺纱方法,纺出的纱是真捻结构 纺纱过程的4个阶段 松解(:第一步都是先把纤维原料中的局部横向联系彻底破除,这就是松解; 集合:牢固建立首尾相接的横向联系。 松解是集合的基础和前提。 松解集合:,要分成开松、梳理、牵伸、加捻等4个步骤。 开松:把大的纤维团扯散成小纤维快、纤维束的过程,使纤维间的横向联系规模缩小,为进一步松解为单纤维创造条件。 纺纱系统分类的依据是什么?分为几个系统? 环锭纺在生产效率上的主要矛盾是什么?如何解决? 高速与大卷装 (1)钢丝圈的速度不可能有突破性的提高;就用目前的材料,钢丝圈线速度max=40m/min (2)纲领直径不可能有大的增加。直径增大,惯量增大,断头增加。直径增大,钢丝圈线速度增大,断头增大甚至难以纺纱。 1)棉型普(粗)梳工艺流程 原棉→配棉: 开清棉→梳棉→头道并条→二道并条→粗纱→细纱→后加工 --开松---梳理----——————牵伸————————加捻--—— (2)棉型化纤纯纺纱工艺过程图 棉型化纤: 开清棉→梳棉→头道并条→二道并条→粗纱→细纱→后加工 --开松--梳理-------------牵伸-------------- ------加捻----- (3)棉型精梳工艺过程图 原棉→配棉: 开清棉→梳棉→精梳准备→精梳→精梳后并→粗纱→ 细纱→后加工 4棉型化纤/普梳(精梳)棉混纺工艺过程图 原棉→配棉:开清棉→梳棉→ →混一并→混二并→混三并→ 棉型化纤:开清棉→梳棉→→粗纱→细纱→后加工 纺纱原料:具有一定细度、强力、可纺性,可以制成纺织品的天然纤维和化学纤维。 原料选配的目的、原则:原料选配的目的保证最终产品质量长期稳定、合理使用原料、节约原料降低成本(2)原料选配的原则满足最终产品的特征与品质稳定、稳定生产提高劳动率、降低成本,采用廉价≠低档的原料 临界混纺比:同样的混纺原料成分,在混纺比不同时,在某一混纺比处存在着混纺纱的强力最低点,此时的混纺比称为临界混纺比。
针梳工艺与设备
第六节针梳工艺与设备 一、导言 针梳机是精梳毛纺等长纤维加工系统最重要的设备之一。在长纤维纺纱系统中,由于罗拉梳理机输出条子的纤维伸直平行度及条干均匀度还不符合纺纱的要求,有些还存在"弯钩"现象,不能直接纺纱。尤其是在精纺系统中,如直接上精梳机接受细致的梳理,容易造成纤维损伤、梳针的损坏以及制成率的降低。为增加梳理环节,前纺工艺中频繁使用了针梳机,一般精梳前采用2~3道针梳,使纤维能较伸直平行;精梳后再经过2~4道针梳,其主要作用是改善条子的均匀度。针梳工序的主要任务是:通过多根并合和牵伸改善条子的中、长片段均匀度;通过梳针的梳理,进一步提高纤维的伸直平行度和分离度,消除弯钩和卷曲;利用反复并合和牵伸,使纤维混合均匀,稳定成纱质量;除去部分细小杂质及短毛。 目前,在精梳毛纺加工系统中使用的针梳机种类很多,按针板传动方式及牵伸区中控制纤维的装置分,主要有螺杆式针梳机、链条式针梳机、回转式针梳机、齿辊式针梳机及无针板牵伸机;按针板的安装排列形式,可分为开式、交叉式和半交叉式三种。毛条制造工序中通常使用交叉式针梳机。 二、实习目的 1.了解针梳机的组成及工作过程 2.熟悉针梳机梳箱的机构及其作用 3.了解针梳机的传动机构 三、实习设备与用具 针梳机一台、生条及条筒若干 四、实习内容 (一)针梳机的组成与工作过程 针梳机的种类很多,但其组成大致相同,主要由喂入机构、牵伸机构、加压机构、圈条机构、及自调匀整装置等组成。 1.喂入机构 主要由导条台、导条罗拉、导条棒和导条集合板等组成,多根毛条在此并合,起到混合和改善毛条不匀的作用。 2.牵伸机构 主要由前、中、后罗拉、紧压罗拉和针排梳箱等机构组成。其中针排机构较复杂,又包括针板、螺杆、打手、压板和导轨等机件。作用是将并合的原料牵细,同时提高纤维的伸直平行度。 3.加压机构 脚踏式油泵液压系统,通过阀门的转换可分别完成前罗拉加压和抬梳箱两项任务。 4.圈条机构 主要由圈条盘、小压辊、条筒底盘和条筒组成,作用是制成符合一定规格的条子。 5.自调匀整 毛条加工系统中,通常配备一台装有自调匀整装置的末道针梳机,该装置属于纯机械式,主要作用是通过对喂入条子厚度变化的检测后自动改变牵伸倍数,从而积极有效地改善输出
纺织资料学习知识
环锭纺(精梳)流程: 清花间--梳棉--预并条--条并卷--精梳--头道并条--二道并条--粗纱--细纱--络筒 环锭纺(普梳)流程: 清花间--梳棉--头道并条--二道并条--粗纱--细纱--络筒 清花工序1.主要任务:(1)开棉:将紧压的原棉松解成较小的棉块或棉束,以利混合、除杂作用的顺利进行;(2)清棉:清除原棉中的大部分杂质、疵点及不宜纺纱的短纤维。(3)混棉:将不同成分的原棉进行充分而均匀地混和,以利棉纱质量的稳定。(4)成卷:制成一定重量、长度、厚薄均匀、外形良好的棉卷。2.主要机械的名称和作用(1)混棉机械:自动抓包机,由1-2只打手和抓棉小车组成,抓取平台上多包混合的原棉,用气流输送到前方,同时起开棉作用。(2)棉箱机械:棉箱除杂机(高效能棉箱,A006B等)继续混合,开松棉块,清除棉籽、籽棉等较大杂质,同时控制好原棉的输送量。(3)43号棉箱(A092),开松小棉块,具有较好的均棉、松解作用。(4)打手机械:①毫猪式开棉机(A036),进行较剧烈的开棉和除杂作用,清除破籽等中等杂质。 ②直立式开棉机具有剧烈的开棉和除杂作用,但易损伤纤维,产生棉结。目前清花在流程中一般都不采用(一般可作原料予以处理或统破籽处理之用)。③A03 5混开棉机,兼具棉箱机械和打手机械的性能,且有气流除杂装置,有较好的混棉、开棉和除杂作用。④单程清棉机(A076等)对原棉继续进行开松、梳理,清除较细小的杂质,制成厚薄均匀、符合一定规格重量的棉卷。 梳棉工序 1.主要任务(1)分梳:将棉块分解成单纤维状态,改善纤维伸直平行状态。(2)除杂:清除棉卷中的细小杂质及短绒。(3)混合:使纤维进一步充分均匀混合。(4)成条:制成符合要求的棉条。 2.主要机械名称和作用:(1)
LF炉加热工艺优化及应用实践
LF炉加热工艺优化及应用实践 摘要为适应连铸节奏和不断降低成本的需要,通过优化LF造渣工艺及供电制度,达到提高LF加热效率、降低耐火材料侵蚀来降低炼成本的目的。从近半年的应用实践来看,LF实现埋弧精炼,有效地提高了热效率和炉衬寿命,钢水成分和温度控制精度都较高。 关键词 LF 精炼加热应用优化 The LF heating technics is optimize and application practicality Lei Hui Wang dejun (Steel Plant of Panzhihua Iron & Steel Co.,Panzhihua 617062,China) Abstract the rhythm for the orientation with decline a low cost demand continuously, pass optimize LF slagging technics and the power supply system, attain an exaltation heating efficiency of the LF and lower the material erosion to lower the purpose of the cost.from the applied of half year, the LF realization covers up the arc refinement, raising the hot efficiency and stove life, the steel water composition and temperature control accuracy all higher. Key words LF refine heat apply optimize LF是钢包炉(Ladle Furnace)英文单词的缩写,由日本大同特殊钢公司 1971年研究开发成功。研究初期目的是要取代电弧炉的还原精炼期,起到减轻其精炼负担提高生产效率的作用。但是,随着转炉冶炼技术、炉外精炼技术和连铸技术的迅速发展,LF炉的应用范围得到了大幅度地推广。目前,国内外一些冶金企业已普遍利用LF炉来补偿并调整钢液温度、调整钢液成分、调节转炉与连铸机的节奏、脱硫、去除钢液夹杂或改变夹杂物形态等。正是由于LF具有能减轻前工序冶炼负担、降低前工序出钢温度、提高前工序耐材寿命和生产能力以及投资少、用途广、精炼效果好等优点,该精炼方式才得以很快成为了主要的炉外精炼手段之一。 攀钢自1993年在板坯连铸线上建成投产第一台国产LF钢包精炼炉以后,之后相继建成投产了两台主要设备相同的LF炉。攀钢三台LF炉都具有调整钢液温度与钢液成分、调节转炉与连铸机的节奏、去除钢液夹杂或改变夹杂物形态等功能。LF炉有电极自动调节功能,生产自动化程度高,实现钢水炉外温度及成分的精确、有效控制。但随着炼钢节奏的加快和不断降低成本需求的增加,如何提高LF加热效率、降低耐火材料侵蚀来降低成本就成为生产中的焦点问题。同时攀钢高炉铁水及设备控制存在的问题,转炉钢水渣层厚度控制不稳定,时高时低,由于加热选择档位及加热曲线号时没有考虑钢水渣层厚度的因素,导致升温度效果差,钢水增碳严重,控制难度大。 1 炼钢工艺装备及主要技术参数 1.1 工艺装备及主要参数见表1 表1 炼钢工艺装备和主要参数 装备主要参数 铁水脱硫入炉铁水[S]≤0.020% 120t LD 增碳法冶炼,出钢挡渣、增碳、合金化