关于动车组轮对压装曲线分析判定及建议_景彪
文章编号:1002-7602(2011)04-0040-03
关于动车组轮对压装曲线分析判定及建议
景彪
(铁道部驻太原机车车辆验收室,山西太原030009)
摘要:针对动车组轮对压装出现的不合格F-S曲线,分析了EN标准动车组轮对压装F-S曲线的正确判定方法,并提出了建议。
关键词:动车组;轮对压装;F-S曲线;判定方法;建议
中图分类号:U279.3+3文献标识码:B
目前,国内动车组轮对的生产制造依据的是欧洲技术标准(EN13260:20095铁路应用轮对和转向架轮对产品要求6、EN13261:20095铁路应用轮对和转向架车轴产品要求6、EN13262:2004+A1:20085铁路应用轮对和转向架车轮产品要求6),通过引进、消化、创新,动车组轮对已完全实现了国产化。在动车组轮对的验收过程中,发现一些典型的不合格压装F-S 曲线被误判为合格曲线。压装曲线是鉴定轮对组装质量的唯一标准,压装曲线及终点压力需要符合标准要求才能确认轮轴联结程度的可靠性,而压装质量关系到动车组的行车安全。
1动车组轮对压装F-S曲线典型实例分析
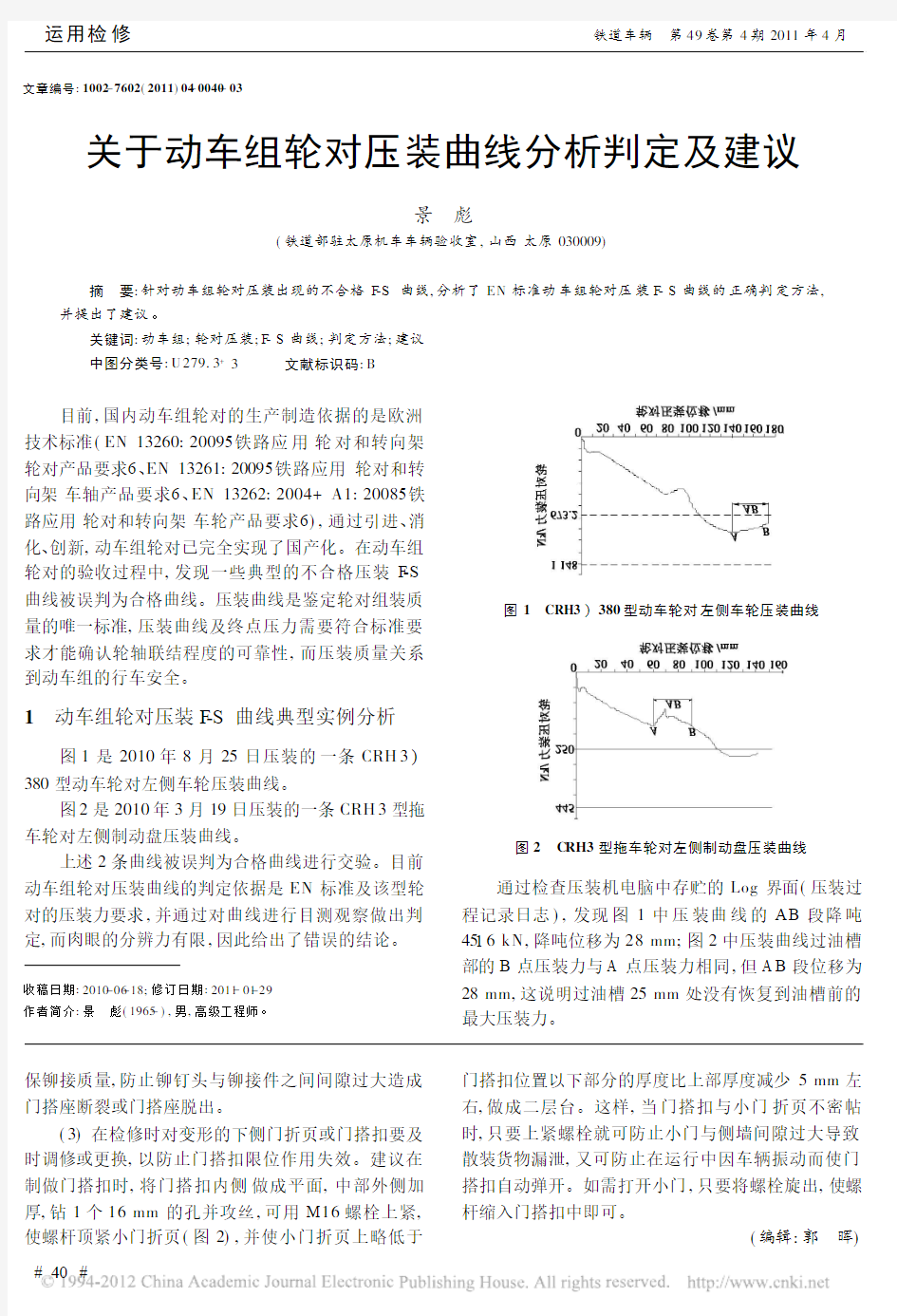
图1是2010年8月25日压装的一条CRH3) 380型动车轮对左侧车轮压装曲线。
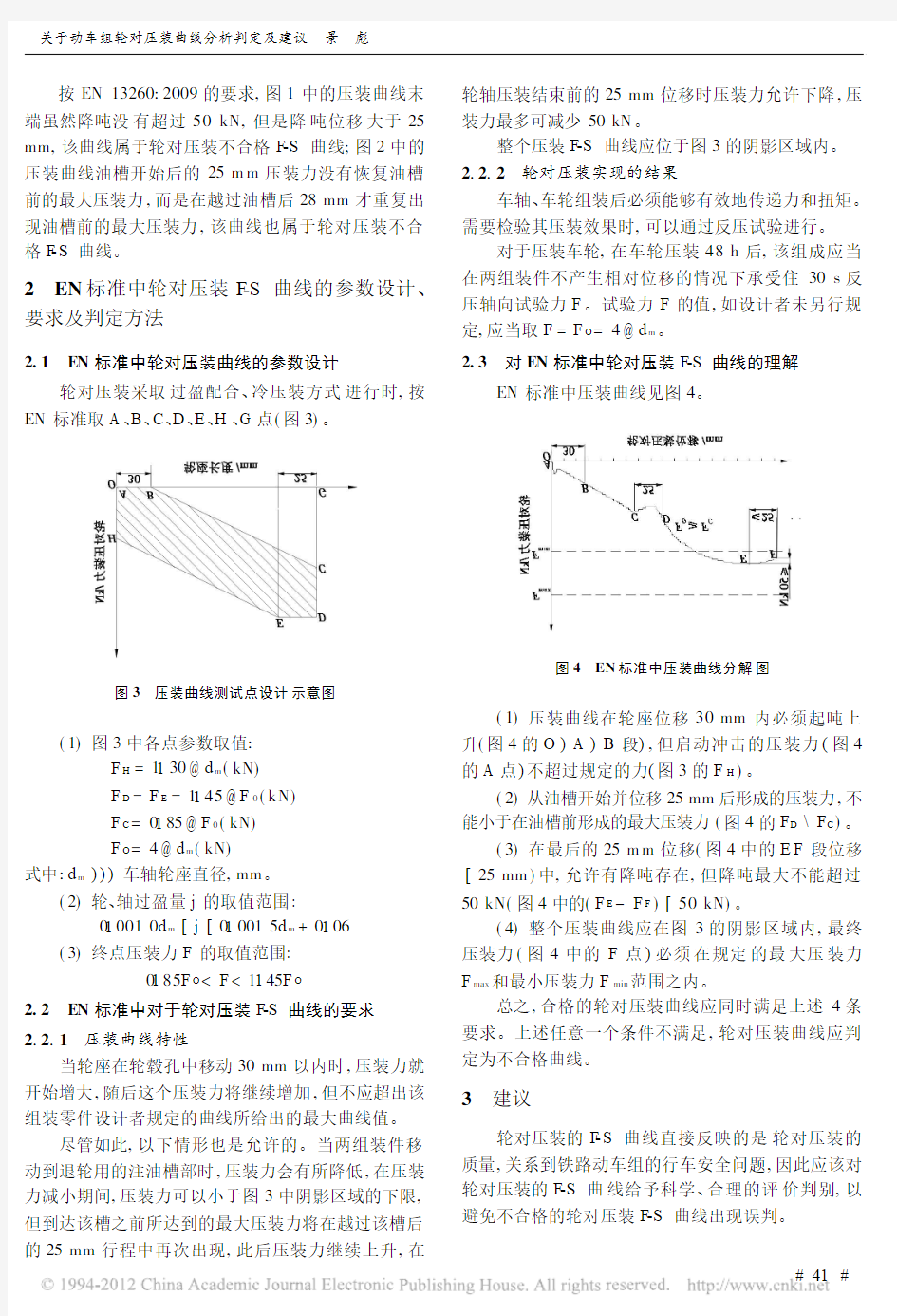
图2是2010年3月19日压装的一条CRH3型拖车轮对左侧制动盘压装曲线。
上述2条曲线被误判为合格曲线进行交验。目前动车组轮对压装曲线的判定依据是EN标准及该型轮对的压装力要求,并通过对曲线进行目测观察做出判定,而肉眼的分辨力有限,因此给出了错误的结论。
收稿日期:2010-06-18;修订日期:2011-01-29
作者简介:景彪(1965-),男,
高级工程师。
图1CRH3)380型动车轮对
左侧车轮压装曲线
图2C RH3型拖车轮对左侧制动盘压装曲线
通过检查压装机电脑中存贮的Log界面(压装过程记录日志),发现图1中压装曲线的AB段降吨4516kN,降吨位移为28mm;图2中压装曲线过油槽部的B点压装力与A点压装力相同,但A B段位移为28mm,这说明过油槽25mm处没有恢复到油槽前的最大压装力。
保铆接质量,防止铆钉头与铆接件之间间隙过大造成门搭座断裂或门搭座脱出。
(3)在检修时对变形的下侧门折页或门搭扣要及时调修或更换,以防止门搭扣限位作用失效。建议在制做门搭扣时,将门搭扣内侧做成平面,中部外侧加厚,钻1个16mm的孔并攻丝,可用M16螺栓上紧,使螺杆顶紧小门折页(图2),并使小门折页上略低于门搭扣位置以下部分的厚度比上部厚度减少5mm左右,做成二层台。这样,当门搭扣与小门折页不密帖时,只要上紧螺栓就可防止小门与侧墙间隙过大导致散装货物漏泄,又可防止在运行中因车辆振动而使门搭扣自动弹开。如需打开小门,只要将螺栓旋出,使螺杆缩入门搭扣中即可。
(编辑:郭晖)
#
40
#
运用检修铁道车辆第49卷第4期2011年4月
按EN 13260:2009的要求,图1中的压装曲线末端虽然降吨没有超过50kN,但是降吨位移大于25mm,该曲线属于轮对压装不合格F -S 曲线;图2中的压装曲线油槽开始后的25m m 压装力没有恢复油槽前的最大压装力,而是在越过油槽后28mm 才重复出现油槽前的最大压装力,该曲线也属于轮对压装不合格F -S 曲线。
2 EN 标准中轮对压装F -S 曲线的参数设计、要求及判定方法
2.1 EN 标准中轮对压装曲线的参数设计
轮对压装采取过盈配合、冷压装方式进行时,按EN 标准取A 、B 、C 、D 、E 、H 、G 点(图3)
。
图3 压装曲线测试点设计示意图
(1)图3中各点参数取值:
F H =1130@d m (kN)
F D =F E =1145@F 0(kN)F C =0185@F 0(kN)
F O =4@d m (kN)
式中:d m )))车轴轮座直径,mm 。
(2)轮、轴过盈量j 的取值范围:
010010d m [j [010015d m +0106(3)终点压装力F 的取值范围:
0185F O 2.2 EN 标准中对于轮对压装F -S 曲线的要求2.2.1 压装曲线特性 当轮座在轮毂孔中移动30mm 以内时,压装力就开始增大,随后这个压装力将继续增加,但不应超出该 组装零件设计者规定的曲线所给出的最大曲线值。 尽管如此,以下情形也是允许的。当两组装件移动到退轮用的注油槽部时,压装力会有所降低,在压装力减小期间,压装力可以小于图3中阴影区域的下限,但到达该槽之前所达到的最大压装力将在越过该槽后的25mm 行程中再次出现,此后压装力继续上升,在 轮轴压装结束前的25mm 位移时压装力允许下降,压装力最多可减少50kN 。 整个压装F -S 曲线应位于图3的阴影区域内。2.2.2 轮对压装实现的结果 车轴、车轮组装后必须能够有效地传递力和扭矩。需要检验其压装效果时,可以通过反压试验进行。对于压装车轮,在车轮压装48h 后,该组成应当在两组装件不产生相对位移的情况下承受住30s 反压轴向试验力F 。试验力F 的值,如设计者未另行规定,应当取F =F O =4@d m 。 2.3 对EN 标准中轮对压装F -S 曲线的理解 EN 标准中压装曲线见图4 。 图4 EN 标准中压装曲线分解图 (1)压装曲线在轮座位移30mm 内必须起吨上 升(图4的O )A )B 段),但启动冲击的压装力(图4的A 点)不超过规定的力(图3的F H )。 (2)从油槽开始并位移25mm 后形成的压装力,不能小于在油槽前形成的最大压装力(图4的F D \F C )。 (3)在最后的25m m 位移(图4中的E F 段位移[25mm )中,允许有降吨存在,但降吨最大不能超过50kN(图4中的(F E -F F )[50kN)。 (4)整个压装曲线应在图3的阴影区域内,最终压装力(图4中的F 点)必须在规定的最大压装力F max 和最小压装力F min 范围之内。 总之,合格的轮对压装曲线应同时满足上述4条要求。上述任意一个条件不满足,轮对压装曲线应判定为不合格曲线。 3 建议 轮对压装的F -S 曲线直接反映的是轮对压装的质量,关系到铁路动车组的行车安全问题,因此应该对轮对压装的F -S 曲线给予科学、合理的评价判别,以避免不合格的轮对压装F -S 曲线出现误判。 # 41# 关于动车组轮对压装曲线分析判定及建议 景 彪 文章编号:1002-7602(2011)04-0042-02 煤矿铁路货车车体腐蚀及防腐措施探讨 林兴录 (黑龙江龙煤矿业集团股份有限公司双鸭山铁路运输部技术科,黑龙江双鸭山155100)中图分类号:U272文献标识码:B 黑龙江龙煤矿业集团股份有限公司双鸭山铁路运输部的主要运输产品是煤炭,共有310辆各型自备货车承担着煤矿与选煤厂、煤矿与发电厂、煤矿与其他用户间的煤炭运输任务,其主要车型有K18型、M11型、KM70型运煤专用货车。虽然部分新造车采用了改良材质的办法解决腐蚀问题,但在检修和运用中发现车辆的腐蚀还是比较严重。分析认为,设计、制造、检修和运用中不合理的作业方式以及不合理的检修工艺都是造成车辆腐蚀的主要因素。目前,煤炭车辆腐蚀问题仍然是影响车辆寿命的主要原因。 1货车重点腐蚀部位及其特点 (1)侧墙钢板腐蚀主要是大气腐蚀和机械性损坏腐蚀。侧墙钢板从根部向上直至腰部以上300mm以内腐蚀严重。 (2)铁地板的腐蚀破坏主要是大气腐蚀、水腐蚀、化学腐蚀和机械性损坏腐蚀。 (3)车门腐蚀,尤其是侧门下边部分的腐蚀。这类腐蚀目前十分严重,主要是由水腐蚀、化学腐蚀及机 收稿日期:2010-10-29 作者简介:林兴录(1969-),男,工程师。械损失所致。 (4)为了增强刚性,车体局部结构往往压成凸缘,而这些凸缘部分腐蚀严重,主要是由于冲压时造成的应力集中而引起的应力腐蚀。 (5)侧梁和端梁的腐蚀重点表现在各焊缝、铆结构(如铆钉孔、螺母压面、法兰接触面等)处的腐蚀。立柱与下边梁和横梁连接处的焊缝常常锈蚀到鼓起或胀裂,地板和端梁之间的焊缝也常常出现腐蚀,此类腐蚀属缝隙腐蚀。该类腐蚀不仅造成钢板的破坏,而且造成焊肉减少或焊缝开焊,致使焊接接头的承载力下降。该类腐蚀形成的主要原因是焊接质量差,焊缝间隙不标准,焊接工艺落后,尤其是手工焊时焊皮表面粗糙,焊药、焊瘤和锈渍未除等。另外,应力腐蚀使钢结构车辆的腐蚀大多从焊缝开始,严重者导致构件断裂。在检修时发现门折页的焊缝腐蚀严重,此处的腐蚀就属于这类腐蚀。 (6)构件连接处的夹锈腐蚀在钢板既搭接又段焊的结构处最为严重。如端板、侧板与梁柱连接处,绳栓铆钉与侧梁接触面处等的腐蚀,主要原因是设计结构不尽合理和工艺不当。 (7)横梁腹板和隔板以及车体内边角处湿度大且易残存污物和液体,易发生电化学腐蚀,而且往往产生 (1)生产动车组轮对的企业在购置轮对压装机时,应要求制造厂家根据EN标准(EN13260:2009)中轮对压装F-S曲线的规定建立科学的、适用的数学模型,开发相应的轮对压装F-S曲线程序,设备应能自动判断压装曲线合格与否,以避免人为目测判断曲线造成的失误。 (2)生产动车组轮对的企业,在进行轮对压装工艺编制时,需充分理解EN标准中轮对压装F-S曲线的要求,将要求中对轮对压装F-S曲线的判定条件、方法细化明确,使工人能充分理解,并对压装的F-S 曲线做出客观公正的判定,避免不合格的轮对压装F-S曲线误判。 (3)动车组轮对的实际生产过程中,对压装合格的轮对应定期采取反压试验,检验轮对压装的可信任程度;同时对压装过程中出现的锯齿状不规则压装曲线,在压装力符合规定要求情形下进行反压试验,只要车轮与轮座在规定时间内没有发生相对位移,即可判定压装曲线为合格。反压试验的目的是检验轮对的压装质量,以确保动车组的行车安全。 参考文献: [1]E N13260:2009,铁路应用轮对和转向架轮对生产要求[S]. (编辑:任海) # 42 # 运用检修铁道车辆第49卷第4期2011年4月 main structure types of v estibule diaphrag ms and the application,analy sis and research are made on the structure and relevant standar ds for the vestibule dia-phragm,and sug gestions are g iven o n the standard w ork. Key words:locomo tive and rolling stock;vest-i bule diaphrag m;standard Analysis of C auses to Derailment of X6A C ontainer Flat C ars and Counter Measures H AN Ke-qin (male,born in1952,senio r eng ineer,Shenyang Railw ay Bureau,Shenyang110001,China) Abstract:Via analysis of the technical structure features of X6A container flat car s,cases o f ty pical de-r ailm ent accidents and typical tro ubles taken place during o peration,inspection and repair,the causes to derailment accidents are discussed,and relev ant sug-g estions for improvement are given. Key words:container flat car;derailment;analysis of causes;sugg estio n Discussion of Model Selection Analysis of Railway Container Flat Cars SH AO Ze-kuan (male,born in1971,lecturer,Xi.an Railway Vo-cational&Technical Institute,Xi.an710014,China) Abstract:In lig ht of the development and fea-tures o f railw ay co ntainer flat cars in China and a-broad,the com prehensive technical and eco no mical a-nalysis and com pariso n are made on the X2K,X4K,X6K container flat cars and the specialized ar ticulated con-tainer flat cars,and sugg estions on model selection of railw ay co ntainer flat cars ar e given. Key words:container car;articulated car;mo del selection;analysis Analysis of the Informationization Realization of Integral Operation Management JIANG Fang-zheng (male,bor n in1961,senio r engineer,Wuhan Railw ay Bureau,Wuhan410071,China) Abstract:The actual pro blems encountered in the integral oper ation m anagement in inspection and re-pair o f multiple units ar e analyzed.The functions of the inform ation system in the integ ral manag em ent ar e g iven.It is proved through pr actical ex amples that the level and streng th of the integral m anagement in inspection and repair of multiple units can be im-prov ed effectively w ith the help of the information measures. Key words:integ ral m anagement;operation,in-spection and repair;infor matio n system Discussion of Adjusting the Middle(Lower)Pulling Rod Holes Distance to Adapt to the Brake C ylinder Piston Travel in Overhaul of Freight Car Bogies LIU Zh-i qiang,et al. (male,bo rn in1962,senio r eng ineer,Technical Department of South H uitong Co.,Ltd.,Guiyang 550017,China) Abstract:T he statistics,calculation and analysis ar e made o n adjusting the middle(low er)pulling rod ho les distance to adapt to the brake cy linder piston tr av el in ov er haul of freight car bog ies.It is found out that there is blacko ut area of adjustm ent in founda-tion braking of Zhuan K2and Zhuan K6bo gies,espe-cially for the Zhuan K6bog ies g oing to enter the overhaul period,there is fairly big blackout area of adjustment,thus,the adjustment of brake cylinder pisto n travel is affected,therefo re,the metho ds and sugg estio ns for solution are g iv en. Key words:freight car bo gie;foundatio n braking equipment;m oving lever;adjustm ent Analysis,Determination and Suggestions on Whee-l Set Press Mounting Curves for Multiple Units JIN G-biao (male,bo rn in1965,senior engineer,M OR Ac-ceptance Office o f T aiyuan Loco motive&Ro lling Sto ck Wo rks,T aiy uan030009,China) Abstract:In v iew o f the unqualified F-S curve appeared in w hee-l set press mounting on multiple u-nits,the co rrect determ inatio n m ethod for the w hee-l set press m ounting curves for multiple units in EN standard is analyzed,and sugg estions are g iven. Key words:multiple units;w hee-l set press mounting;F-S curve;determination metho d;sugg es-tion 下期要目 列车轮轨噪声研究及其控制措施 基于基因遗传算法的车轮踏面优化 多孔式液气缓冲器单自由度动力学分析 散粒货物对敞车墙壁压力作用机理的分析(续完)铁道车辆用离心沉淀式机械过滤器结构优化研究DK36A型落下孔车侧承梁组成制造工艺分析 关于高速列车轴箱拉杆涡杆式橡胶关节承载特性的探讨 浅谈高速动车组吧台顶部的设计 电子设计工程 ElectronicDesign Engineering 第24卷Vol.24第5期No.52016年3月Mar.2016 收稿日期:2015-05-05 稿件编号:201505027 作者简介:班飞(1992—),男,河南驻马店人,硕士研究生。研究方向:汽车零部件与总成检测。 压装在汽车零部件的生产和装配过程中有着广泛的应用,包括轮毂压装[1]、后桥衬套压装、发动机缸盖压装[2]等。作为汽车生产和装配过程中的关键工序,压装质量的好坏直接关系着整车的质量和安全,因此对压装过程进行严格的监控和考核是十分必要的。压装质量的监控主要是记录压装过程中的压装力-位移(F-S )曲线,然后考核F-S 曲线的局部趋势是否符合要求。目前对局部趋势的考核主要使用的是监控框判别法,构建矩形监控框,然后判断压装曲线是如何通过该区间的。然而,监控框判别法按照现有的基本算法和最小二乘直线拟合算法在实际使用过程中经常出现误判的情况,影响了对汽车零部件压装质量的考核。 文中简要介绍了监控框判别法的内容,然后分析了现有实现算法的的原理及缺陷。随后,详细介绍了阈值限定算法的具体实现过程。最后,通过实验和工厂中的实际应用验证了该算法的可靠性和实用性。 1监控框判别法 目前,对压装过程质量的监控和考核主要是根据其压装 力-位移(F-S )曲线[3]。考核方法包括监控框判别法、关键点判别法、包络线法等。其中,尤以监控框判别法应用最多。图1所示是上汽集团某型号汽车后桥衬套压装过程的压装力-位移曲线。横坐标表示压头的位移,纵坐标是与该位移对应的压装力。按照采样时间的先后将采样点依次连接起来,就得到了压装过程的F-S 曲线。 不同零部件的压装曲线走势[4]不尽相同,即便是同种零部件不同型号的产品其压装曲线可能也有差别。但是,对压装曲线考核的基本方法都是通用的。监控框判别法,如图1所示,主要是为了实现对压装曲线局部趋势的自动判断。 本例中,设置了两个矩形监控框,编号分别为4和5。为 汽车零部件压装曲线局部趋势判断算法研究 班飞,丁国清 (上海交通大学仪器科学与工程系,上海200240) 摘要:汽车零部件压装曲线局部趋势判断的现有实现算法存在诸多的缺陷,在实际运用过程中经常导致测控软件的误判。为了满足汽车零部件压装过程中日益严格的监控和考核要求,本文提出了一种新的阈值限定算法。在实验室的 100多次试验和工厂中逾10万次的压装应用中,该算法的正确率均达到了100%,表明该算法具有极高的可靠性。 关键词:压装曲线;局部趋势;阈值限定;算法中图分类号:TN06 文献标识码:A 文章编号:1674-6236(2016)05-0093-04 Research on press mounting curve ′s local trends judgement of auto parts BANFei ,DING Guo-qing (Department of Instrument Science and Engineering ,Shanghai Jiaotong University ,Shanghai 200240,China ) Abstract:There are many defects in existing algorithms on press mounting curve's local trends judgement of autoparts.Whichoften lead tomisjudgement in practical applications.In order tomeet increasingly strict monitoring and evaluation requirements in autoparts'press mounting ,this paper proposes a new threshold -constrained algorithm.In more than 100experiments in laboratory and more than 100,000applications in factories ,the accuracy rate of this algorithmreaches 100%.Whichdemonstrates that this algorithmhas pretty highreliability. Key words:press mounting curve ;local trends ;threshold -constrained ;algorithm 图1压装力- 位移曲线 Fig.1Press force -displacement curve -93- 新人教版高中物理必修二同步试题 第五章曲线运动 圆周运动、向心加速度、向心力 单元测试题 【试题评价】 一、选择题 1.质量相同的两个小球,分别用L和2L的细绳悬挂在天花板上。分别拉起小球使线伸直呈水平状态,然后轻轻释放,当小球到达最低位置时:() A.两球运动的线速度相等 B.两球运动的角速度相等 C.两球的向心加速度相等 D.细绳对两球的拉力相等 2.对于做匀速圆周运动的质点,下列说法正确的是:() A.根据公式a=V2/r,可知其向心加速度a与半径r成反比 B.根据公式a=ω2r,可知其向心加速度a与半径r成正比 C.根据公式ω=V/r,可知其角速度ω与半径r成反比 D.根据公式ω=2πn,可知其角速度ω与转数n成正比 3、下列说法正确的是:() A. 做匀速圆周运动的物体处于平衡状态 B. 做匀速圆周运动的物体所受的合外力是恒力 C. 做匀速圆周运动的物体的速度恒定 D. 做匀速圆周运动的物体的加速度大小恒定 4.物体做圆周运动时,关于向心力的说法中欠准确的是: ( ) ①向心力是产生向心加速度的力②向心力是物体受到的合外力③向心力的作用是改变物体速度的方向④物体做匀速圆周运动时,受到的向心力是恒力 A.① B.①③ C.③ D.②④ 5.做圆周运动的两个物体M和N,它们所受的向心力F与轨道半径置间的关系如图1—4所示,其中N的图线为双曲线的一个分支,则由图象可知: ( ) A.物体M、N的线速度均不变 B.物体M、N的角速度均不变 C.物体M的角速度不变,N的线速度大小不变 D.物体N的角速度不变,M的线速度大小不变 6.长度为L=0.50 m的轻质细杆OA,A端有一质量为m=3.0 k g的小 球,如图5-19所示,小球以O点为圆心,在竖直平面内做圆周运动, 通过最高点时,小球的速率是v=2.0 m/s, g取10 m/s2,则细杆此时受到:( ) A.6.0 N拉力 B.6.0 N压力 第四章 转向架 车辆走行部设在车底架下部,其作用是: 1.承受并传递车辆总量(自重和载重) 2.缓和振动,保证安全运行。 转向架的组成: 1.轮对 2.轴箱装 3.构架或侧架 4.摇枕 5.弹簧减振装置 6.支承车体装置和定位装置 7.基础制动装置 第一节 轮对 1.定义:两个车轮和一根车轴按规定的压力和尺寸牢固的压在一起叫做轮对。 2.作用:承担车辆全部重量和各种力的作用;引导车辆沿钢轨运行。 3.要求:(1)足够的强度;(2)重量小,具有一定弹性; (3)阻力小,耐磨性好;(4)能适应车辆直线运行,同时又能顺利通过曲线,具备必要的抵抗脱轨的安全性,具有严格的尺寸要求。 一、车轴:为实心轴,中碳优质钢锻造而成,具有各段不同直径的圆柱体。动车组采用空心轴。 根据轴承类型不同,分为滑动轴承车轴和滚动轴承车轴。 目前,我国铁道车辆的走行部均采用 转向架结构。 结合视频讲 解。 (1353±3)mm 降低(20%-40%) 车轴重量从200公斤至400公斤不等。 重点部位: 1.轴颈:车轴上与轴承相作用的部分; 2.轮座:车轮压装处,也是车轴上直径最大的部分; 3.防尘板座:客、货车车轴上轴颈与轮座之间的过渡处,其上装有滑动 轴箱的防尘板或滚动轴箱的后挡板; 4.轴身:两车轮之间的部分,有些客、货车车轴的轴身自轮座向中央逐渐缩小,也有一些轴身通长为圆柱形,采用盘形制动的制动盘组装在轴身上。 二、车轮 (一)作用:传递载荷并在钢轨上滚动。 (二)组成:全部使用钢质整体车轮。 踏面:车轮上与钢轨相接触的部分。 轮缘:踏面内侧凸起的部分,轮缘位于钢轨的内侧,可防止轮对滚动脱轨,并起导向作用。 轮辋:具有完整踏面的径向厚度部分。 轮毂:车轮紧固车轴的部分。 辐板:轮毂与轮辋的板状连接部分。 (三)车轮踏面外形图 车轮有关尺寸:1.轮辐宽度:135mm-140mm; 2.轮缘高度:25mm ; 3.轮缘厚度:32mm; 4.货车车轮直径:840mm; 5.客车车轮直径:915mm 。 结合图片 目录 目录------------------------------------------------------------------------------------------------------- 1 中文摘要------------------------------------------------------------------------------------------------------- 3 Abstract --------------------------------------------------------------------------------------------------------3 第1章绪论---------------------------------------------------------------------------------------------------3 1.1概述----------------------------------------------------------------------4 1.2WY滚动轴承压装机简介------------------------------------------------------5 第2章设计内容及任务要求-----------------------------------------------------6 2.1设计内容及要求-----------------------------------------------------------6 2.2 液压系统的设计流程-------------------------------------------------------6 第3章液压系统的设计计算-----------------------------------------------------7 3.1轴承压装机液压缸的设计及计算----------------------------------------------7 3.1.1 分析工况及设计要求,绘制液压系统草图---------------------------------7 3.1.2计算液压缸的外负载---------------------------------------------------9 3.1.2.1 压装缸--------------------------------------------------------9 3.1.2.2夹紧缸--------------------------------------------------------9 3.1.2.3顶起定位缸----------------------------------------------------9 3.1.2.4 确定系统的工作压力--------------------------------------------9 3.2 确定液压缸的几何参数------------------------------------------------------9 3.2.1 压装缸尺寸计算-------------------------------------------------------9 3.2.1.1 液压缸工作压力的确定-----------------------------------------9 3.2.1.2液压缸内径D和活塞杆直径d的确定-----------------------------9 3.2.1.3液压缸壁厚和外径的计算--------------------------------------10 3.2.1.4液压缸工作行程的确定----------------------------------------11 3.2.1.5 缸盖厚度的确定----------------------------------------------11 3.2.1.6 最小导向长度的确定------------------------------------------12 3.2.1.7 缸体长度的确定----------------------------------------------13 3.2.1.8 活塞杆稳定性的验算------------------------------------------13 3.2.2 定位缸及其主要尺寸的确定-----------------------------------------------13 3.2.2.1液压缸工作压力的确定----------------------------------------13 3.2.2.2 液压缸内径D和活塞杆直径d的确定----------------------------13 3.2.2.3 液压缸壁厚和外径的计算和选取--------------------------------14 3.2.2.4 液压缸工作行程的确定---------------------------------------14 3.2.2.5缸盖厚度的确定----------------------------------------------14 3.2.2.6 最小导向长度的确定------------------------------------------15 3.2.2.7缸体长度的确定----------------------------------------------15 3.2.2.8 计算液压缸主要零件的强度和刚度------------------------------16 3.2.3夹紧缸及其主要尺寸的确定--------------------------------------------17 3.2.3.1液压缸工作压力的确定----------------------------------------17 轮对压配合时的压装与分解 发表时间:2018-08-06T14:11:57.477Z 来源:《基层建设》2018年第18期作者:黄兵亮张尧包继文 [导读] 摘要:轮对是转向架的重要组成部分。通过了解轮对压装的基本工艺的基础上,并进一步分析圆柱度,过盈量,压入速度和润滑剂等关键因素对轮对压装质量的影响。 中车兰州机车有限公司甘肃兰州 730050 摘要:轮对是转向架的重要组成部分。通过了解轮对压装的基本工艺的基础上,并进一步分析圆柱度,过盈量,压入速度和润滑剂等关键因素对轮对压装质量的影响。通过分析关键因素的影响,有助于提高轮对压装质量,从而为转向架安全工作提供重要保障。 关键词:转向架;轮对压装;关键因素 1前言 轮对本身的结构并不复杂,但是由于它承担的任务多且重要,因此它的加工制造以及组装要求都非常高。尤其是轮对的组装对于转向架的运行表现起到关键性的作用,组装稍有差错容易引发列车停车,甚至脱轨等重大事故。通过对轮对组装过程的分析,可以更好地保证轮对正常使用,保障列车行驶安全。 2轮对压装工艺简介 轮对本身结构较为简单,但是其对压装的要求却十分严格。目前常见压装根据压装方式不同可以分为普通压装和注油压装两种方式。其中普通压装根据压装温度不同可以分为热压装和冷压装。热压装是将车轮内孔进行加热使其膨胀后再进行压装,其主要是针对过盈量较大的情况下使用。热压装工艺设备一般较为复杂,一次投入成本较高,压装合格率较高,可提高车轴的使用寿命,止推试验效率低。冷压装是直接通过压装机将车轮压到车轴上的方式,其主要是针对过盈量较小的情况下使用。冷压装设备较为简单,一次性投入成本较低,但压装合格率一般,对操作要求较高,操作不当容易“戗轴”,对车轴寿命有一定影响,止推试验效率高。而注油压装是在车轮上开注油孔,在压装过程中通过注入高压油,在车轮和车轴接触面之间形成一层油膜进行压装,其主要是针对车轴表面要求较高时使用。注油压装设备较为复杂,操作难度较大,加工难度大,但压装过程允许停顿且不限时间,可以在一定范围内自由调整车轮位置。这三种压装工艺目前都在使用,都有各个的优缺点。这三种压装工艺的选择主要根据车轮和轮轴的结构以及压装的具体要求来决定的。目前使用最为广泛使用的还是冷压装工艺。 3轮对压装影响因素 在轮对冷压装过程中,影响压装效果主要包括过盈量,圆柱度,压入速度和润滑剂等因素。在冷压装工艺中,判断轮对组装是否合格的标准主要是通过查看压装压力曲线是否符合规范。通过分析这些因素对压装压力曲线的影响,对于压装工作有一定的指导意义。 3.1过盈量对压装效果的影响 由于车轮和车轴在转动过程中是不能有相对运动的,因此车轮和车轴配合应采用过盈配合。对于冷压工艺,过盈量对于压装效果起到至关重要的作用。过盈量不足则会造成压装过程中无压力反应,车轮和车轴之间容易产生相对转动。而过盈量过大则会在压装过程容易擦伤车轴,对车轴的寿命有影响。在国标中,规定的过盈量取值为轮座直径的0.8‰~1.5‰。压装压力一般是随着过盈量的增加而增加。在实际操作中,存在着过盈量达到了规定值的下限,但是压装压力值显得偏小。其主要是由于在实际测量过程是存在误差的,造成了过盈量误判。在过盈量到了规定值的上限值,最后较容易出现实际压力超出了规定压力值。因此对于过盈量在边界值的情况,测量要多次取平均降低误差,同时在压装操作过程中要更为注意。此外在组装之前,可尽量将车轮和车轴的过盈量规定中间值附近靠拢,可降低压装过程中的要求。 3.2压入速度对压装效果的影响 在压装过程,对于压入速度控制有较高的要求。由于车轮和车轴的压装是属于过盈压装,压装过程中两者需要一定的时间去适应彼此之间的压力。如果压入速度过快,两者对于压力不能够及时适应,容易造成冲击从而在局部造成擦伤。如果压入速度过于缓慢,虽然两者可以较好适应施加的压力,但是容易造成两者长久性变形,不能够较好地贴合。 3.3圆柱度对压装效果的影响 圆柱度指的是任一垂直截面最大尺寸与最小尺寸差。圆柱度的大小关系着车轮和车轴贴合面接触效果以及受力是否均匀。圆柱度越大,容易在压装过程中产生局部轴向残余应力,最终导致压装压力增大。由于残余应力的存在,在使用过程会加速车轴的疲劳进而降低使用寿命。虽然圆柱度是不可避免的,但是在压装过程可以利用其特性来解决末端压力压力降低和压力曲线末端平直的问题。 3.4润滑剂对压装效果的影响 润滑剂的使用时改善车轮与车轴之间贴合面处的摩擦因数,可以有效防止车轴擦伤。润滑剂的使用一方面与润滑剂的种类有关,另一方面还与使用量有关。润滑剂要能够保证良好的润滑性能,可以形成较为稳定的油膜,具备较高的熔点和较好的承载抗磨性能。目前广泛使用的二硫化钼润滑剂能够较好地满足这些要求。需要注意的是压装过程中润滑剂量的控制。润滑剂不足,易导致润滑不充分,压装力较大时易造成擦伤。润滑剂过多,又容易造成压装快完成时,积油过多导致压力下降过多而造成不合格。因此在压装过程中要注意压力曲线的变化,如果压力陡升则可以通过增加润滑剂进行解决。 4基本情况分析 对车轮车轴材质进行分析,车轮选用ER9材质,车轴选用EA1N材质,进行金相、化学成分检测均符合要求。从车轴轮座表面缺陷宏观形态分析,是典型的压入损伤特征,即在压装时,轮座(轮毂孔)表面的金属因异常挤压发生轴向滑移,表面金属层被破坏,最终在末端形成金属堆积。缺陷形态呈鱼鳞片带状分布,在鱼鳞片带的终端形成大小不同的金属挤压包。其原因主要是车轴轮座和车轮轮毂孔表面在压装过程中,配合面未形成良好的润滑油膜或者润滑油膜被破坏,造成压入过程中异常挤压,滑动摩擦转变成“黏着摩擦”所致。在车轮车轴材质、过盈量、粗糙度和润滑油脂等均符合要求的情况下,影响润滑油膜的形成或破坏的因素,还可能与车轮和车轴压装引入时不正有关。当车轮和车轴引入不正时,一方面在压入起始阶段,车轮在车轴表面存在极小面积或线接触,造成局部接触应力过大导致油膜未形成,在压力机轴向推力的作用下,车轴表面剪应力超过材料屈服强度引起“啃轴”,在压装曲线上表现出过高的起吨压力值且压力曲线异常波动。缺陷存在多处,单个缺陷均有大有小,在轮座表面分散分布,同时存在纵向贯通轮座的情况。对压退后的车轮、车轴实物端口进行检查分析,发现在车轮轮毂孔端口和车轴引导角表面存在分散缺陷,在表面多处存在高点、毛刺,在压装时随之压入,造成多处拉伤。当缺 CRH2型动车组转向架轮对组成 动车组轮对必须具备如下功能: (1)承受车辆与线路问相互作用的全部载荷及冲击; (2)与钢轨形成黏着,产生牵引力或制动力; (3)轮对滚动使车辆前进运行。 CRH2型动车组转向架轮对组装主要包括车轮、车轴、制动盘(轮盘和轴盘)、齿轮箱 及轴承等。轮对分为动力轮对(M轮对)和拖车轮对(T轮对),M轮对一侧安装齿轮箱装置.而T轮对则代之以两套轴盘。此外,T轮对因轴端安装不同速度传感器齿轮而略有差异。 由于采用了带自密封的单元轴承,因此轴承可预先压装在轴颈上。 轮对组装后,需逐个进行动平衡试验,超出50g·m限度时,需对两侧车轮及制动盘的组装相位角进行调整。 动车转向架轮对由车轴、车轮(带有制动盘简称轮盘)、齿轮装置及轴承构成,参见图5.13。 拖车转向架轮对由车轴、车轮(也带有制动盘,简称轮盘)、轴制动盘(简称轴盘)及轴承构成,参见图5.14。为确保安全性和可靠性,车轮和轴盘座采用冷压法压装到车轴上。 5.3.1车轮 CRH2型动车组转向架车轮按JISE5402《铁道车辆一碳素钢整体辗压车轮》设计和生产,车轮采用整体轧制车轮,轮辋宽度为135mm,踏面形状采用IMA型。 新造车轮滚动圆直径为φ860mm,最大磨耗直径为φ790mm。在靠轮辋轮缘侧面φ790mm圆周上,设有磨耗到限标记。CRH2型动车组车轮踏面形状如图5.15所示。 因采用轮盘制动,需要在车轮辐板两侧安装制动盘,所以为直辐板车轮。随着轴重的增加,与轮毂连接的直辐板根部厚度有所增加。动力轮对和拖车轮对除了轮座尺寸及轮毂厚度尺寸不同外,其他部位相同。 车轮与车轴的装配采用注油压装和拆卸。为保证轮轴在装配后形成规定的压装力,装配后进行反向压力检验。 5.3.2车轴 摘要介绍了与传统设计不同的轮轴冷压装计算方法,设计员可节省查阅资料时间,应用新型的计算公式,能快速获得准确工艺参数,并量化轮轴设计尺寸。本文的车辆轮轴注油冷压装工艺属国内首例。此方法对机械制造工业价值巨大。 关键词轮轴冷压装轮轴注油冷压装计算公式工艺工装修复技术 一、前言 本文论述的内容,适用于铁路机车车辆、工程机械和机床制造。该技术的特点是:在轮轴冷压装设计中,既节省了查阅设计手册和行业标准所用的大量时间,又能快速获得准确工艺参数和设计量化值。工艺简单、加工方便、能有效避免轮轴配合面被擦伤,与传统的轮轴冷压装工艺设计相比,这是专业技术领域中的新思路。 二、工艺参数计算 在设计轮轴冷压装产品时,如何根据配合直径来求得合理的过盈量及冷压装吨位,这是专业工艺人员极为关注的技术难题。作者通过长期试验论证,运用数学原理推导出了下列理论计算公式,技术难题迎刃而解,现简介如下。 δ1=7×10-4D+0.06 (1)δ2=7.6×10-4D+0.09 (2) δ3=0.5(δ1+δ2)(3)δ4=δ3-0.02 (4) δ5=δ3+0.01 (5)δ=δ4~δ5(6) P1=(3.11D+66)+6 (7) P2=4.88D+101 (8) P=P1~P2(9) δ1—粗算轮轴配合过盈量下限值mm;δ2—粗算轮轴配合过盈量上限值mm;δ3—粗算轮轴配合过盈量平均值mm;δ4—精算轮轴配合过盈量下限值mm;δ5—精算轮轴配合过盈量上限值mm;δ—轮轴配合过盈量精确值mm;D—轮轴配合直径mm;P1—轮轴冷压装吨位下限值kN;P2—轮轴冷压装吨位上限值kN;P—轮轴冷压装吨位精确值kN。 三、计算应用实例 计算图1所示的车辆轮轴采用冷压装工艺时,所需配合过盈量及压装吨位。 解:(1)计算过盈量 δ1=7×10-4D+0.06=7×10-4×182+0.06=0.19(mm) δ2=7.6×10-4D+0.09 =7.6×10-4×182+0.09=0.23(mm) δ3=0.5(δ1+δ2)=0.5(0.19+0.23)=0.21(mm) δ4=δ3-0.02=0.21-0.02=0.19(mm) 高一物理五章曲线运动单元测试题 (时间90分钟,总分100分) 一.选择题(本题共14小题.每小题4分,共56分.在每小题给出的四个选项中,有的小题只有一个选项正确,有的小题有多个选项正确.全部选对的得4分,选不全的得2分,有选错或不答的得0分.请将正确答案填在答题卡中) 1.关于曲线运动, 以下说法正确的是() A.曲线运动是一种变速运动 B.做曲线运动的物体合外力一定不为零C.做曲线运动的物体所受的合外力一定是变化的 D.曲线运动不可能是一种匀变速运动2.关于平抛运动,下列说法中正确的是() A.平抛运动是匀速运动 B.平抛运动是匀变速曲线运动 C.平抛运动不是匀变速运动 D.作平抛运动的物体落地时速度方向一定是竖直向下的 3、做平抛运动的物体,在水平方向通过的最大距离取决于() A .物体的高度和受到的重力 B .物体受到的重力和初速度 C .物体的高度和初速度 D .物体受到的重力、高度和初速度 4.在高h处以初速度 v将物体水平抛出,它们落地与抛出点的水平距离为s,落地时速度为1 v,则此物体从抛出到落地所经历的时间是(不计空气阻力)( ) A、 B、 C、() g v v 1 - D、 5.对于匀速圆周运动的物体,下列物理量中不断变化的是() A. 转速 B.角速度 C.周期 D. 线速度 6.列车轨道在转弯处外轨高于内轨,其高度差由转弯半径与火车速度确定。若在某转弯处规定行驶速度为v,则下列说法中正确的是:() ①当以速度v通过此弯路时,火车重力与轨道面支持力的合力提供向心力;②当以速度v 通过此弯路时,火车重力、轨道面支持力和外轨对轮缘侧弹向力的合力提供向心力;③当速度大于v时,轮缘侧向挤压外轨;④当速度小于v时,轮缘侧向挤压外轨。 A. ①③ B. ①④ C. ②③ D. ②④ 7.质量为m的飞机,以速率v在水平面上做半径为r的匀速圆周运动,空气对飞机作用力的 转向架零部件结构组成按图纸可分为100-700类,主要包括: ①100类构架组成,H型焊接构架由上下底板、侧立板和筋板焊接成的侧架、纵梁。管材 横梁和钢板组焊成的吊座等共同组成。其他附属焊接结构还包括:垂横向及抗蛇形减振器座, 转向架吊座,管卡,集线盒安装座,空气弹簧安装座,高度阀杆安装座,抗侧滚扭力杆安装 座,牵引拉杆安装座,轴箱转臂定位节点安装座,差压阀管路接口点等。 ②200类轴箱轮对组成由:1、2位2个直径860的车轮+(内含防锈剂)空心轴及轴端塑料防尘螺堵+制动盘及定位销和紧固螺栓及螺栓套+减速齿轮箱+半联轴节+1、2位两个轴箱组成等组成。小轮径和空心车轴,铝合金齿轮箱轴箱等有效的降低了簧下质量,改善了轮轨作用力,降低了车轮和轨道的磨耗。 具体的:带减速齿轮箱传动装置的轮对用于EMU车辆动车转向架上,其结构由:车轴、车轮、制动盘、减速齿轮箱、半联轴节(用于和牵引电机的对接)等组成。本结构在转向架走行部子系统中的作用是将电机提供的驱动动力经联轴节、齿轮箱传递给轮对,实现转向架的前行。其中各个零部件的结构特点和主要功能是:车轴:车轴是轻量化空心车轴,有效降低了转向架的簧下质量,改善了轮轨受力状态。其结构由车轴、防尘盖、O型圈、卡环等组成,其特点主要表现在轻量化设计并有利于超声波探伤的空心轴上,以及安装车轮和齿轮箱从动齿轮的3个轴肩特征和便于装配的过渡圆弧特征上。轴颈尺寸精度应能保证压装轴承后轴承内圈和轴颈无相对转动。 车轮:车轮的踏面具有一定的锥度,以实现转向架运行中的横向对中和良好的曲线通过。并且踏面外形为LMA磨耗型踏面,此踏面经实际运行验证。在车轮直径到限前,严格按照定期镟修周期镟修后,此型踏面可长期保证转向架具有良好的安全性能。 制动盘:制动盘经过厂家的散热设计,有效降低制动盘热应力,减少热裂纹的产生(有已有的经验保证);增长了制动盘的寿命。粉末冶金闸片和制动盘在制动磨耗时制动盘的磨耗速率很低。制动盘通过特制螺栓、螺栓套、定位销固联在轮辐上。 减速齿轮箱:齿轮箱通过单级齿轮传动实现输入轴和输出轴的转速差,从而将电动机的高转速转化为轮对的低转速。其内部结构由箱体、主动齿轮轴、从动大齿轮(装配于车轴轴肩)、脂润滑进口轴承、轴承定位结构、密封结构、磁栓、碳刷接地装置、安装吊杆等组成。结构简单、轻量化(铝合金箱体),清洁散热设计(磁栓清洁磨耗时清洁出的铁末、进口润滑油润滑啮合的齿轮)。 半联轴节:半联轴节可以实现齿轮箱和电机的对接,同时保证带减速齿轮箱传动装置的轮对结构的模块化。其结构主要由实现接口作用(具有内啮合齿)的外筒和连接螺栓,连接传动轴的键和小齿轮、轴端螺母、止转垫圈、缓冲橡胶、O型圈、中心板,防尘防水端盖等结构组成。 轴箱体组成由前盖(根据是否有速度传感器及其类型改制成多种类型),轴箱体,安装螺栓,双列圆锥滚子轴承及轴承密封件,轴承内圈螺纹挡,轴端压体、卡圈及螺栓,内侧轴承内圈止档及密封圈,后盖,蝶形弹簧,特制螺栓垫圈等组成。 一系钢弹簧悬挂由双圈异向螺旋钢弹簧(起始点相位差180°),橡胶减震垫,调整板,上下夹板,套筒,防雪橡胶罩等组成。 ③300类二系中央悬挂及中央牵引装置:二系空气弹簧悬挂由空气弹簧、橡胶堆底座、镟轮调整板(空气弹簧高度调整垫)、高度控制阀杆、高度阀、差压阀及管路等组成。左右空气弹簧可以通过两侧的自动高度调节阀调节空簧高度,构架管型横梁作为辅助空气室分别联通两侧的空气弹簧内腔。两个辅助空气室依靠差压阀进行压差的平衡调节。(150kPa±20) 牵引装置由单牵引拉杆、牵引拉杆安装座、牵引梁及螺栓组等组成。牵引梁与构架纵向梁间有横向橡胶挡和40mm0+2的间隙实现非线性的刚度。(会车时,应该设计为小间隙变刚度) ④400类驱动传动装置:电机采用架悬式,有效的降低了轴重,间接改善了轮轨作用力。三相异步交流电动机通过浮动挠性齿式联轴节联接铝合金制减速齿轮箱,属紧凑型结构。 联轴节基本技术参数:最大轴向偏移量:±12mm,最大径向偏移量:±℃~+70℃。 动车组概论 题目 CRH5型动车组轮对的特点分析 班级 2011级机电2班 姓名薛爱明 学号 20116329 成绩 二〇一四年十二月 1. 轮对的组成 CRH 5动车组轮对组成包括动车轮对组成和拖成轮对组成。动车轮对组成安装在动力转向架上,由一个动车轮对轴箱装置和一个拖车轮对轴箱装置组成;拖车轮对组成安装在非动力转向架上,由两个拖车轮对轴箱装置组成。动车轮对轴箱装置和拖车轮对轴箱装置的主要区别是:动车轮对轴箱装置采用动车车轴,车轴上安装有一个齿轮箱组成和两个制动盘;而拖车轮对轴箱装置采用拖车车轴,车轴上安装有3个制动盘,如图1和图2所示。 图1 动车轮对轴箱装置 图2 拖车轮对轴箱装置 动、拖车轮对轴箱装置均由轮对(包括车轮和车轴)、轴箱及轴承等部分组成。车轴为空心车轴,中空直径为Φ65mm ,材质为30NiCrMoV12;车轮采用整体车轮,材质为R8T ,可磨耗半径为40mm ;每个轴箱配备一个SKF-TBU 圆锥滚子轴承组。 2. 车轮 CRH 5转向架使用的车轮(图3)与TA V-S104、SM3、ETR460、ETR470、ETR480使用的车轮为同一类型,整体车轮所用材质为符合UIC 标准的R8T ,车轮直径为890mm 。车轮设计和制造标准执行EN 13262:2003 (铁路应用-轮对核转向架-车轮-产品要求) 和 UIC 812-2。 2.1 车轮几何特性 图 3 CRH 5车轮尺寸 2.2材料 整体车轮按标准EN 13262:2003 (铁路应用-轮对核转向架-车轮-产品要求) 和UIC 812-2规定的条款,必须用R8T牌号的钢制造。对车轮的化学分析应通过光谱分析进行。 2.3机械性能 按照标准UIC 510-5,车轮腹板的对称循环疲劳极限为?σ=180Mpa,弹性模量E=206000N?mm2,泊松比μ=0.29。 2.4计算及结论 利用ANSYS有限元分析软件,建立新车轮和完全磨耗到限车轮的有限元模型,三种载荷工况和特殊载荷进行分析计算,结果表明,整体车轮的静强度和疲 表2 车轮载荷工况 3.车轴 为提高车轴的疲劳安全性,采用高频淬火热处理和滚压工艺。采用空心车轴,其目的主要是为了进行车轴超声波探伤,同时也起到降低簧下重量的作用;车轴应进行旋转弯曲疲劳试验。 轮对组成中车轴分为动车车轴和拖车车轴。车轴为空心轴,中空直径为φ65mm,材质与TA V-S104、ICT、SM3、ETR460、ETR470、ETR480相同,为30NiCrMoV12,依据UNI 6787-71标准加工制造( UNI6787-71:用于铁路轮对的、具有高疲劳强度和韧性特性的、调质的特殊合金钢锻造轴)。轴可通过孔探针进行无损检测,设计标准为EN 13103、EN13104、EN 13661和UIC 811-1。 动力转向架上一根动力车轴一根非动力车轴,非动力转向架上两根均为非动力车轴。在动力转向架上,非动力车轴装在转向架的外端,动车轴装在转向架的内端,接受悬在车体上的电机通过万向轴传来的动力。 3.1形状和尺寸 动车轴由轴箱轴承座、轮座、两个制动盘座、齿轮轴承座和轴身组成,总长2180mm,如图4(a)所示。非动力车轴由轴箱轴承座、轮座、三个制动盘座和轴身组成,总长2180mm,如图4(b)所示。 曲线运动单元测试 一、选择题(总分41分。其中1-7题为单选题,每题3分;8-11题为多选题,每题5分,全部选对得5分,选不全得2分,有错选和不选的得0分。) 1.关于运动的性质,以下说法中正确的是( ) A .曲线运动一定是变速运动 B .变速运动一定是曲线运动 C .曲线运动一定是变加速运动 D .物体加速度大小、速度大小都不变的运动一定是直线运动 2.关于运动的合成和分解,下列说法正确的是( ) A .合运动的时间等于两个分运动的时间之和 B .匀变速运动的轨迹可以是直线,也可以是曲线 C .曲线运动的加速度方向可能与速度在同一直线上 D .分运动是直线运动,则合运动必是直线运动 3.关于从同一高度以不同初速度水平抛出的物体,比较它们落到水平地面上的时间(不计空气阻力),以下说法正确的是( ) A .速度大的时间长 B .速度小的时间长 C .一样长 D .质量大的时间长 4.做平抛运动的物体,每秒的速度增量总是( ) A .大小相等,方向相同 B .大小不等,方向不同 C .大小相等,方向不同 D .大小不等,方向相同 5.甲、乙两物体都做匀速圆周运动,其质量之比为1∶2 ,转动半径之比为1∶2 ,在相等时间里甲转过60°,乙转过45°,则它们所受外力的合力之比为( ) A .1∶4 B .2∶3 C .4∶9 D .9∶16 6.如图所示,在不计滑轮摩擦和绳子质量的条件下,当小车匀速向右运动时,物体A 的受力情况是( ) A .绳的拉力大于A 的重力 B .绳的拉力等于A 的重力 C .绳的拉力小于A 的重力 D .绳的拉力先大于A 的重力,后变为小于重力 7.如图所示,有一质量为M 的大圆环,半径为R ,被一轻杆固定后悬挂在O 点,有两个质量为m 的小环(可视为质点),同时从大环两侧的对称位置由静止滑下。两小环同时滑到大环底部时,速度都为v ,则此时大环对轻杆的拉力大小为( ) A .(2m +2M )g 力帆汽车发动机企业标准 Q/LF××××××-2006 汽车机械式变速器台架试验方法 汽车变速器试验规程 1.范围 本标准规定了LF479Q1、LF481Q1、TRITEC汽车变速器的试验方法,检验规则。 本标准适用于LF479Q1、LF481Q1、TRITEC汽车变速器(以下简称产品) 本标准用于LF479Q1、LF481Q1、TRITEC汽车变速器的试验方法,检验规则。 2.规范性引用文件 QC/T568-1999 汽车机械式变速器台架试验方法 QC/T29063-1992 汽车机械式变速器总成技术条件 GB 443-1989 机械油(L-AN 全损耗系统用油) QC/T 572-1999 汽车清洁度工作导则测定方法 GB/T 2828-1987 逐批检查计数抽样程序及抽样表 3 技术要求 3.1产品应符合本标准的要求,并按照经规定程序批准的图库及技术文件制造 3.2 主要零件的质量要求 3.2.1圆柱齿轮和输入轴,输出轴的材料为20CrMoH。 3.2.2锥齿轮材料为20CrMnTi。 3.2.3齿轮和输入轴和输出轴的表面硬度为660HV以上。 3.3 产品噪音 3.3.1产品噪音测量按第5.1条的噪音测量方法进行,变速器总成在n1=0.8n N时的最大允许应符合表2规定。 其中: n1--变速器输入轴转速r/min。 nN---变速器所匹配发动机最大功率时的转速r/min。 表2 3.4产品静扭强度试验按QC/T 568-1999进行,其后备系数不小于2.5。 3.5产品传动效率试验按QC/T 568-1999进行,其平均传动效率不小于96.5%。 传动效率按下式计算:=(M1+M2)/MI K I0 - --传动效率 M—被测试变速器输入扭矩N.m I K----变速器速比 我于1996年7月份毕业于xxx学校(车辆检车员专业),1996年11月1日参加工作,2009年8月30日取得了货车检车员高级工资格。现将自己近年来的工作情况总结汇报如下。 近年来,自己能严格遵守各项规章制度,从未发生过任何人身、行车事故。在车间的工作中,能严格落实各项技术纪律,严格质量把关;在安全生产中,能积极带头执行各项安全规定,为职工起到了模范带头作用;在职工的业务培训教育工作中,能发挥自身专长,毫无保留的向职工传授新技术、新工艺、新知识。2012年被评为xxx段先进生产者荣誉称号。 一、业务能力方面: 从事工作以来未发生任何事故,安全生产良好。作为运用作业场的一名工班长对安全生产负有直接管理责任,对现场,坚持随时监控,结合列检工作的实际,重点对脱轨器插撤、安全牌交接、尾表使用、长大货车检查等关键环节和岗位进行现场监控,监控安全卡死制度的落实和作业标准的执行。对室内,坚持每天检查,保证了各设备的正常运转。对人身安全方面,坚持长抓不懈,一抓各岗位的劳保穿戴是否规范;二抓转线作业的人身安全;三抓现场六关时间的安全措施是否执行。对安全宣传教育方面,充分利用早、晚点名时间和各种会议时间以及段开展的各种阶段性活动,向职工宣传安全知识和有关法律法规的内容,不断提高了职工的安全防范意识,切实保证了现场的安全生产。对列车质量方面,按照规定,定期进行列车质量对规活动,作到了边对规、边讲解,促进了列车质量。在标准化工作中,有力的保证了安全生产。 二、特技专长方面: 由于工作性质,在工作中经常参与车辆事故调查和故障处理,尤为常见的是红外线预报的热轴故障,在对滚动轴承热轴车进行检查中,我严格按照滚动轴承“七字检查法”要求,不断实践和总结经验,总结出了分析滚动轴承热轴故障的方法和经验:一是分析引起滚动轴承热轴故障的原因:1、滚动轴承自身存在的缺陷:①、轴承的内圈与轴的配合过盈量不合规定;②、轴承的游隙不符合规定; ③、滚动轴承的保持架材质问题;④、滚动轴承的油脂过充。2、外在因素:由于山区铁路线路条件较差,存在曲线半径小、坡度大、线路基础较差、线路三角坑多等因素,这些外部条件都会使车辆在运行中引起滚动轴承内部故障。(3)不利于热轴的判断。①、车辆通过曲线时,由于曲线半径小,易使转向架在运行时发生扭曲变形,造成同一转向架两侧架不平行,呈菱形状,容易造成热轴。②、在离心力作用下,车轮轮缘承受的力大于相对轮缘,使同一轴的两轴承受力不均衡,造成一侧横向压力过大,造成热轴故障。③、在线路上运行时,由于运行线路条件较差,使静止中的货物易发生移位,引起偏载、集重,极易造成滚动轴承热轴故障。④、由于山区线路容易呈三角坑形态,车轮在车辆运行中受到震动,根据力学原理,直接将作用力传递到滚动轴承,易造成热轴故障。⑤、在列车解体编组过程中,车辆受铁鞋制动原因,极大的损害了车辆踏面,引起车轮踏面擦伤或粘贴,车辆在线路上快速运行时,轴承受到冲击震动,引起轴承热轴故障。 ⑥、随着高速重载实施,一些主要的干线不能运行老的车型,都集中投入到山区线路上运行,这些车辆由于制造时间较长,各部配件老化,加之设计存在缺陷,极易造成滚动轴承故障。3、组装方面的因素:①承载鞍与滚动轴承接触面状态不良,易造成滚动轴承热轴故障。②承载鞍与侧架导框配合间隙超限,易造成滚动轴承热轴故障。③滚动轴承压装不良,密封罩容易脱出与轴承前盖进行端磨,或者油脂大量甩出导致轴承内部缺油,从而造成滚动轴承热轴。二是外观检查: 《曲线运动》单元测试题 山东省郓城第一中学佀富强 一、选择题(每小题4分,共52分) 1.下列说法正确的是() A.做曲线运动的物体受到的合力一定不为零 B.做曲线运动的物体的加速度一定是变化的 C.物体在恒力作用下,不可能做曲线运动 D.物体在变力作用下,可能做直线运动,也可能做曲线运动 2.关于运动的合成,下列说法正确的是() A.合运动的速度一定比每一个分运动的速度大 B.两个匀速直线运动的合运动,一定是匀速直线运动 C.两个分运动是直线运动的合运动,一定是直线运动 D.两个分运动的时间,一定与它们的合运动的时间相等 3.要想在最短的时间内渡过一条河流,则小船的船头应该() A.垂直指向对岸 B.斜指向上游方向 C.斜指向下游方向 D.不知水流速度无法判断 4.下列关于平抛运动的说法中正确的是() A.平抛运动是匀变速运动 B.平抛运动是变加速运动 C.任意两段时间内加速度相同 D.任意两段相等时间内速度变化相同 5.在探究平抛运动规律的实验中,下列哪些因素对探究规律有影响()A.弧形轨道末端不水平 B.弧形轨道不光滑 C.实验小球为轻质小球 D.坐标原点不在抛出点 6.下列物理量中既可以决定一个物体平抛运动飞行时间,又影响物体水平位移的是() A.抛出的初速度 B.抛出时的竖直高度 C.抛体的质量 D.物体的质量和初速度 7.关于匀速圆周运动的说法中正确的是() A.匀速圆周运动是匀速运动 B.匀速圆周运动是变速运动 C.匀速圆周运动的线速度不变 D.匀速圆周运动的角速度不变 8.下列说法中错误的是() A.做匀速圆周运动的物体没有加速度 B.做匀速圆周运动的物体所受合力为零 C.匀速圆周运动的加速度保持不变 D.做匀速圆周运动的物体处于平衡状态 9.关于向心力的说法正确的是() A.物体由于做圆周运动而产生了一个向心力 B.向心力不改变圆周运动物体速度的大小 C.做匀速圆周运动的物体所受的合力即为其向心力 D.做匀速圆周运动的物体所受的向心力是不变的 10.关于向心力和向心加速度的说法,正确的是() A.向心力是指向圆心方向的合力 B.向心力可以是重力、弹力、摩擦力等各种力的合力,也可以是其中一种力或某种力的分力 C.向心加速度描述速度大小变化的快慢汽车零部件压装曲线局部趋势判断算法研究
(完整word版)圆周运动单元测试
4.1轮对4.2轴箱装置
WY型滚动轴承压装机设计说明书
轮对压配合时的压装与分解
CRH2型动车组转向架轮对组成
压装力的计算
高一物理必修2第五章曲线运动单元测试题及答案
转向架原理
CRH5型动车组轮对的特点分析
高一物理曲线运动测试题及答案
汽车变速器试验规程
检车员技师总结
曲线运动》单元测试题