项目异常改善跟踪表

序负
责
人
型号发现时间
改善
状态
问题描述改善目标工厂原因分析改善措施验证时间改善效果照片责任人完成出方案时间备注
1B102018/11/27未完
成
面板左侧缺料,目视
明显
面板符合五金件来料检
验标准
冲压不良(块料裁剪不
符合尺寸要求)
控制块料的裁剪尺寸下批大货前
冲压/杨
工
2B102018/11/27未完
成
门玻璃整体向右倾
斜,造成左右间隙不
均
按图档尺寸要求
门轴孔冲压不良,左侧
冲孔位置与图档要求不
符;
生产过程控制(来料重点检验此尺
寸)
下批大货前
冲压/杨
工
3B102018/11/27未完
成
顶部硅胶圈与外壳R角
处
硅胶圈与外壳配合周圈
配合均匀
硅胶圈上的卡脚与外壳
上的孔位存在错位,导
致硅胶圈起皱
1,外壳改模(将错位的孔位移
位);或者1,外壳及硅胶圈结构上增
加2个卡扣位
下批大货前
开发/全
工
4B102018/11/27未完
成
门拉力不够(部分门
不能自然闭合或晃
动)
门开关顺畅,不得有明
显的干涉、晃动、噪音
、刮碰外壳,及刮碰炉
前板的现象,且门上下
窜动≤1.0mm。
门体关不严(门打开至
1cm处,松手后门不能
自然回弹到位)
铆接门钩时,未能控制
松紧度
生产时控制该问题(怎么防止松
紧?)
生产/罗
全明
5B102018/11/27未完
成
面板与外壳有色差
必须符合技术规格书或
封样的要求
来料不良1,来料主要核查颜色品质
6B102018/11/27未完
成
定时器哑铃
定时器正常使用过程,
响声清脆
内部线干涉计时器
1:更改扎线方式,改为安装面板前扎
线(见实样),制作生产操作指引。
2:给一个样品,参考样品生产。
生产/罗
全明
7B102018/11/27未完
成
旋钮与丝印不对位
(偏差约5°)
印刷不得模糊、漏移
印,颜色、位置与技术
文件要求一致
丝印位置不符合预订
计时器标准为0±4°产品满足要求
请品质部持续关注
开发/全
工、品
质
8B102018/11/27未完
成
拉手上下边有刮手触
感
正常使用手触到器具边
缘利边、尖锐毛刺
拉手设计
把手合模线水口要求供应商提前处
理,来料时要求符合产品检验标准
开发/全
工、品
质
9B102018/11/27未完
成
接渣盘不能自如开闭
弹簧线扣位没扣到位
干涉底板
弹簧要求1.2来料为1.5,安装时要
求将耳朵压到位;
开发/全
工、品
质
B10异常改善跟踪表 (工厂名称:XX电器 问题数量:18项)
问题照片、视频
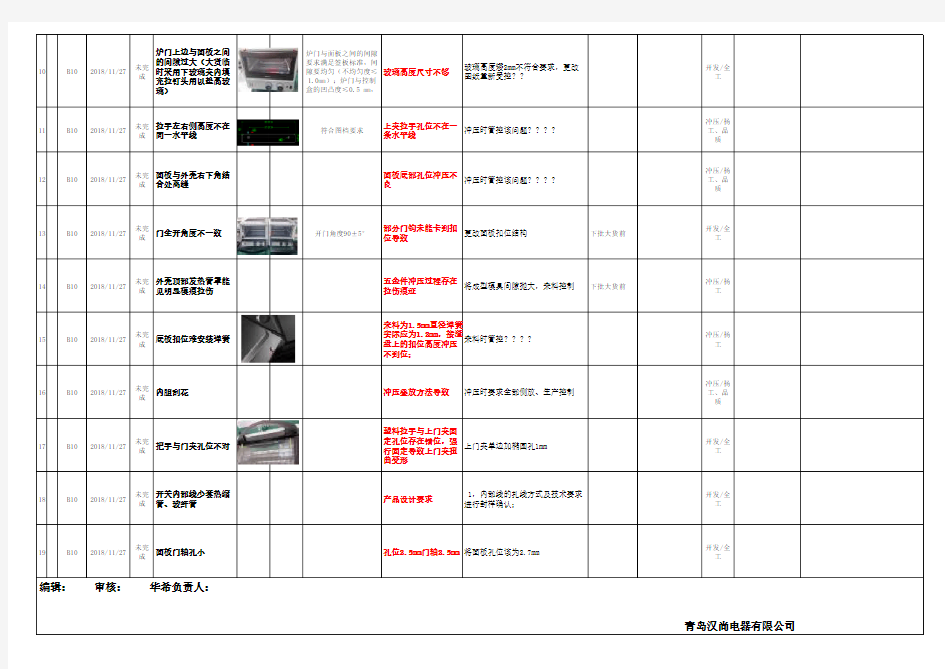
10B102018/11/27未完
成
炉门上边与面板之间
的间隙过大(大货临
时采用下玻璃夹内填
充拉钉头用以垫高玻
璃)
炉门与面板之间的间隙
要求满足签板标准,间
隙要均匀(不均匀度≤
1.0mm);炉门与控制
盒的凹凸度≤0.5 mm,
玻璃高度尺寸不够
玻璃高度矮2mm不符合要求,更改
图纸重新受控??
开发/全
工
11B102018/11/27未完
成
拉手左右侧高度不在
同一水平线
符合图档要求
上夹拉手孔位不在一
条水平线
冲压时管控该问题????
冲压/杨
工、品
质
12B102018/11/27未完
成
面板与外壳右下角结
合处离缝
面板底部孔位冲压不
良
冲压时管控该问题????
冲压/杨
工、品
质
13B102018/11/27未完
成
门全开角度不一致开门角度90±5°
部分门钩未能卡到扣
位导致
更改面板扣位结构下批大货前
开发/全
工
14B102018/11/27未完
成
外壳顶部发热管罩能
见明显模痕拉伤
五金件冲压过程存在
拉伤痕迹
将成型模具间隙抛大,来料控制下批大货前
冲压/杨
工
15B102018/11/27未完
成
底板扣位难安装弹簧
来料为1.5mm直径弹簧
实际应为1.2mm,接渣
盘上的扣位高度冲压
不到位;
来料时管控????
冲压/杨
工
16B102018/11/27未完
成
内胆刮花冲压叠放方法导致冲压时要求全部侧放、生产控制
冲压/杨
工、品
质
17B102018/11/27未完
成
把手与门夹孔位不对
塑料拉手与上门夹固
定孔位存在错位,强
行固定导致上门夹扭
曲变形
上门夹单边加椭圆孔1mm
开发/全
工
18B102018/11/27未完
成
开关内部线少套热缩
管、玻纤管
产品设计要求
1,内部线的扎线方式及技术要求
进行封样确认;
开发/全
工
19B102018/11/27未完
成
面板门轴孔小孔位2.5mm门轴2.5mm将面板孔位该为2.7mm
开发/全
工
编辑: 审核: 华希负责人:
青岛汉尚电器有限公司