SAP刀客FICO系列教程之标准成本估算
SAP标准成本核算知识
ERP中的产品成本控制 -标准成本 众所周知,ERP 系统采用模块化的结构,模块一般按企业内部的职能划分,比如从企业运作整体来看可以分物流,会计和人力资源等模块,而物流下又可以分出生产,销售,采购和储运等模块。同样的会计下也可以分出财务会计,管理会计和资金管理等模块。各模块之间数据是集成和共享的。在上两期我们分别探讨了ERP 中的盈利分析和企业预算,它们都属于管理会计的范畴。细心的读者可能会发现上述两个专题都涉及到了ERP 中的产品成本信息,事实上产品成本控制是企业管理的一项重要内容,因此也是ERP 的一个重要模块。 产品成本控制模块是生产和管理会计的交叉部分,本文主要介绍产品成本控制中标准成本的概念和其制定过程。和实际成本不同,这个子模块的作用主要有:<1> 计算每种产品标准的产品制造成本 ( Cost of Goods Manufactured )和产品销售成本( Cost of Goods Sold )。<2> 决定每种产品的成本构成,并计算生产过程中每一步的附加价值(Value Added)。<3>通过成本比较优化产品制造成本。<4> 给ERP 系统其他模块提供信息,比如:为和实际成本进行差异分析及生产效率控制建立比较基准;更新物料主记录中的产品成本;为盈利分析和企业预算提供产品成本信息(参见《ERP中的盈利分析》 和《ERP中的企业预算》);为销售模块设定价格底线。 在介绍具体计算过程之前,首先让我们看一下和产品标准成本计算有关的概念和数据准备工作。
计算产品成本的数据准备 物料清单(Bill of Material / BOM ) 物料清单是一个完整的,正式的,结构化的关于组成一个产品的部件清单。该清单包含每个部件的物料编号,数量和计量单位。物料 清单是MRP的基础,对于产品成本来说物料清单决定了哪些材料将被计算进产品的成本,以及计算的顺序。 物料清单中可能会包括一些半成品,这些半成品本身也有物料清单。 这样就构成了多层物料清单(Multilevel BOMs )。图1就是一个多层 物料清单。对于多层物料清单,ERP系统首先计算物料清单中最低
Vericut 基础教程-构建机床、程序原点、刀具设置、宏程序仿真 by ljg
Vericut 基础培训一构建三轴机床、仿真宏程序 Vericut 基础培训1 ——构建三轴机床,仿真宏程序 作者:LJG 使用Vericut仿真,必须包含毛坯、数控程序、刀具三个部分,但为了仿真的准确性和真实性,我们还需要机床、夹具用于仿真碰撞,设计模型用于比对仿真结果的正确性等。 这一章我们从基本的三轴机床构建讲起。 在Vericut里有两种方法构建机床,一种是通过Vericut自带的简单建模工具建立机床模型,另外一种是使用其它CAD软件先建立好机床模型,再将机床模型文件导出为Vericut可以接受的文件格式,再导入Vericut。用Vericut自带的建模工具建立机床模型比较麻烦,这里我们用第二中方法,利用NX将建好的机床模型文件导出为.STL 格式文件,并导入Vericut用以构建三轴机床。 一、从NX输出机床模型 从论坛https://www.360docs.net/doc/8e15787363.html,上下载机床模型文件,用NX6打开,如下图1所示。 图 1 一般像机床外壳,控制系统操作面板等实际仿真过程中不需要的部件可以不导出,不过在Vericut里导入不参与仿真的部件可以增加机床的真实感。这里我们不导出机床外壳,控制系统操作面板这两个部件,将这两个部件隐藏如图2所示。
图 2 将不用的部件隐藏后,我们可以看见如图3所示的主轴端面的坐标系。 图 3 在机床建模的时候,我们一般会按照机床的机械零点位置来建立各个机床运动部件的模型,而机床的Z轴的机械原点一般在主轴端面,如图3所示。但从这个机床模型可以看出X、Y轴的位置并不在机械原点,所以我们导出后还要在Vericut里进行调整。 下面先输入机床床身,即在仿真过程中不运动的部件。选择主菜单File > Export >STL…,弹出Rapid Prototyping对话框,这里可以设置输出模型的公差,公差的大小会影响STL文件的大小,不改变参数,单击OK,在弹出的对话框中输入要保存的文件名,输入Based_Y,双击鼠标中键(单击两次OK),选择绿色的底座和导轨,如图4所示的高亮显示部件,选择完成后所有弹出的窗口,都选择OK。 图4
SAP标准成本估算样本
标准成本估算 一、成本估算 事物码: CK40N, 进入页面A 1.点击左上角的, 进入页面B 日期必须是之 1.成本核算运行: 给成本核算起一个名字, 如, z0004, 并进行简单 描述 2.成本核算运行日期: 确定成本核算开始日期 3.成本核算变式: 点击小方框, 进入右边的页面, 选择ZPC1, 也是唯一的选择 4.成本核算版本: 因为每个月只能发布一次, 因此只能选择1 5.控制范围: 8000
6.公司代码: 7100 保存, 回车进入页面C 说明创 1.对页面C下方部分SELECTINO后面的进行运行, 进入页面 D
1.1MATENTAL NUMBER: 输入物料号( 批量发布时, 能够输入物料号到物料号, 或者不输物料号) 1.2PLAN: 输入公司代码, 根据需要进行选择 1.3always: 必须勾上 1.4后台处理: 一般不勾 回车进入页面E 此时Selection参数后面出现了, 点击, 再点击, 刷新, 进入页面F
在页面F中, Selection一行中, 状态已变成绿色 1.5同理STRUCT .EXPLOSION,Costing, 进入页面后, 把后台处理, 勾掉, 保存, 使后面出现, 点击, 点击, 刷新 1.6Analysis: 点击, 进入下方页面选择第一个
1.7 Marking: 点击, 进入页面G 1.7.1如果是第一次发布, 7100前面会显示红灯, 需要点击7100进去运行一下, 然后就会变成红灯。因为有人发布一次了, ( 一个月内一个公司代码, 只能运行一次) 因此已经变成绿色了, 能够后退, 跳出这一步。点击后退 1.7.2 Marking: 点击, 进入页面H
SAP标准成本核算问题大全
在这篇中我们针对标准成本相关的问题进行问答,供大家参考。 1. CK11N原材料无法取到采购订单价格? 答:如果没有专门维护信息记录,而是创建采购订单后,使用采购订单的价格作为采购物料的标准价,但是CK11N执行标准成本计算时取不到价格,原因可能是采购订单手工输入价格时,系统不会自动生成默认的信息记录号码,如果生成,就可以取到值。 2. CK11N进行标准成本估算时,系统提示消息号:“M3 551,你不能更改价格从S到移动平均价,因为负数评估库存存在。" 答:可能的原因是BOM中启用了虚拟件,虚拟件没有维护财务视图,正常情况下,虚拟件需维护MRP视图中的采购类型和特殊采购类型为 E/50。 3。成本组件中哪个组件会更新为标准价? 答:系统逻辑为,在OKTZ成本组件视图中只要标为和存货评估相关的,就作为标准价(会计视图)的一部分.如下图: 注意:如果某些组件未标记为和存货评估相关或者说只是一部分和存货评估相关,则可能导致物料主数据成本视图中的标准价和会计视图中的标准价不同。
SAP配置点的说明如下图:
4. CK11N出现消息:KC694”No structure could be determined for internal activity”是什么原因? 答:通常是因为作业价格是否由系统自动计算还是手工维护和OKTZ成本组件结构中是否勾选“初级成本要素分割”有矛盾造成的,一般情况下,如果由系统自动计算作业价格,则可以在OKTZ中勾选“初级成本构成分割",如果作业价格为手工维护,同时在OKTZ中勾选“初级成本构成分割”,则在CK11N会出现该消息.该消息的意思实际是作业价格对应的为43类型次级成本要素,如果没有计算作业价格,则初级成本要素不会分割到作业,那么从成本组件上来说也就对于作业相关的成本就无法使用初级成本要素分割。应该说,如果勾选了“初级成本要素分割”,在对应的成本组件行中可维护作业对应的初级成本要素。 详细解释可参考note:1658589 备注说明:OKTZ中“初级成本构成分割”一般情况下不勾选。 5. CK11N和MR21的关系是什么? 答:如果先使用MR21维护半成品、产成品标准价格(价格标识为S),则可以后续使用CK11N继续更新价格,但如果一旦使用CK11N更新标准价格后,则系统不再允许使用MR21修改标准价格.此时如果使用MR21修改价格,系统提示会消息号CKPRCH025.
Vericut 7.0教程 新功能
Vericut 7.0 新功能 Vericut 7.0的增强功能 亮点 加强了项目树(Project Tree)功能,减少了弹出对话框的数量,我们只要通过导航就可以创建一个仿真项目。Vericut 7.0在创建仿真项目方面与Vericut 6.2是有很大区别的。 ●项目必须通过项目树来配置。 ●以前版本中那些弹出对话框中的常用功能,都放置到项目树中。 ●选定项目树中的任意节点,在项目树的底部都会出现此节点的配置菜单。 ●在项目树中还增加了一种新的文件选择方法 ●在项目树配置菜单中的更改会直接应用,而不需要按“确定”、“应用”、“取消”等按钮。 ●由于项目树中也可以显示机床组件,则取消了组件树。 现在的项目树能引导您使用项目树的各种功能完成一个项目中的所有的设置的配置,例如: ●通过项目树从上到下的结构,可以完成项目树中所有的节点的配置。 ●在创建和配置某一个设置的过程中,可以有选择的在项目树底部显示配置面板。 ●配置面板中显示的设置操作都是配置项目时最常用的。 ●配置面板中显示的设置功能是根据项目树中选定的各个节点而不同,是各节点特有的。 ●在配置面板中的任何操作(填写的文字和数字、确认的选项、或点击的按钮)都会直接应用,不需要你按“确定”、“应用”等等。 ●不常用的功能可以通过鼠标右键项目树中各个节点弹出的快捷菜单,或者通过左键单击菜单工具栏弹出的对话框来设定。 VERICUT在计算和动画仿真NC代码的运动轨迹时,采用了一种新的方法。 ● 动画运动在所有的视图里都是等同的。 ● 在不同的视图类型中刀具的显示是一样的。
● 对于所有的动作类型和视图类型,放慢和跳跃切削都是一样的。 ● 碰撞公差和运动显示是相互独立的。 功能的增强 刀轨和机床验证 *VC增加了模拟自动倒圆、自动倒角的功能:approaching/departing, inside/outside, and CW/CCW. *工具条可以完全用户定制。每个人可以根据自己的需要添加或去掉某些按钮,并且可以调整按钮的显示顺序。 *在工件视图里,材料去除和刀具显示的功能增强了,可以在X方向或Y方向偏置刀具驱动点。*现在在VC的图形显示力可以很好的显示出水切割刀具的三段不同的区域,和其在刀具管理菜单的刀具显示区域显示得是一模一样的。 *BLOCK定义和描述的,以前只能用数字表示的变量现在也可以用。 *按钮“Preserve Stock Transition”现在已经移到了切削过程毛坯的右键菜单和切削过程毛坯的“Configure Model”的装配子菜单中。具体操作:运行VC的程序后,会自动生成一个cut stock,鼠标右键点击,就会看打“Preserve Stock Transition”,或者左键点击cut stock,在项目树的下方会出现一个“Configure Model”对话框,点击“Assemble”,就会看见“Preserve Stock Transition”。 *VC现在能参考NX的PART格式的文件。VC 是通过一个NX\OPEN的应用程序来打开文件的。 *VC的机床和控制系统文件的格式是XML格式的。 *工作目录可以可以保存到用户选择的文件夹中。 *现在可以鼠标右键点击项目树中的坐标系来实现坐标系的重命名。 *在项目树里可以指定G代码偏置,比如编程原点、工件偏置等等。 *在File>Preferences增加了一个勾选项:自动将工作目录设置到当前项目文件夹。当勾选的时
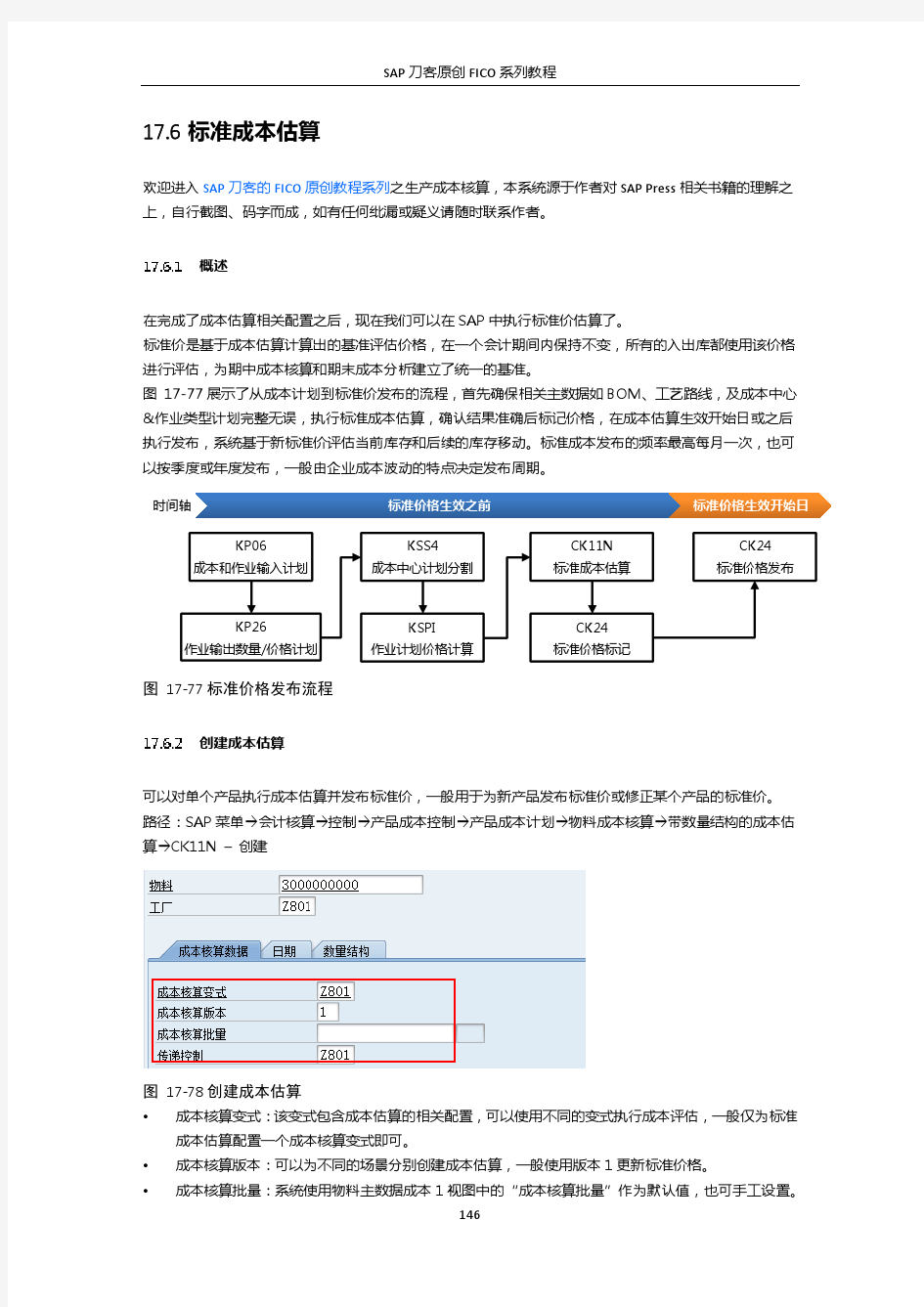
SAP标准成本估算
标准成本估算一、成本估算,进入页面A事物码:CK40N ,B1.进入页面点击左上角的日期必须是之后的日,并进行简单描述成本核算运行:给成本核算起一个名字,如,z00041.期,不能是已过去的2.成本核算运行日期:确定成本核算开始日期日期 3.成本核算变式:点击小方框,进入右边的页面,选择ZPC1,也是唯一的选择 4.成本核算版本:因为每个月只能发布一次,所以只能选择1 5.控制范围:8000 6.公司代码:7100保存,回车进入页面C 说明创建成功,已保存 1.对页面C下方部分SELECTINO后面的进行运行,进入页面D NUMBER:输入物料号(批量发布时,可以输入物料号到物料号,或者不输物料号):输入公司代码,根据需要进行选择: 必须勾上 后台处理:一般不勾回车进入页面E
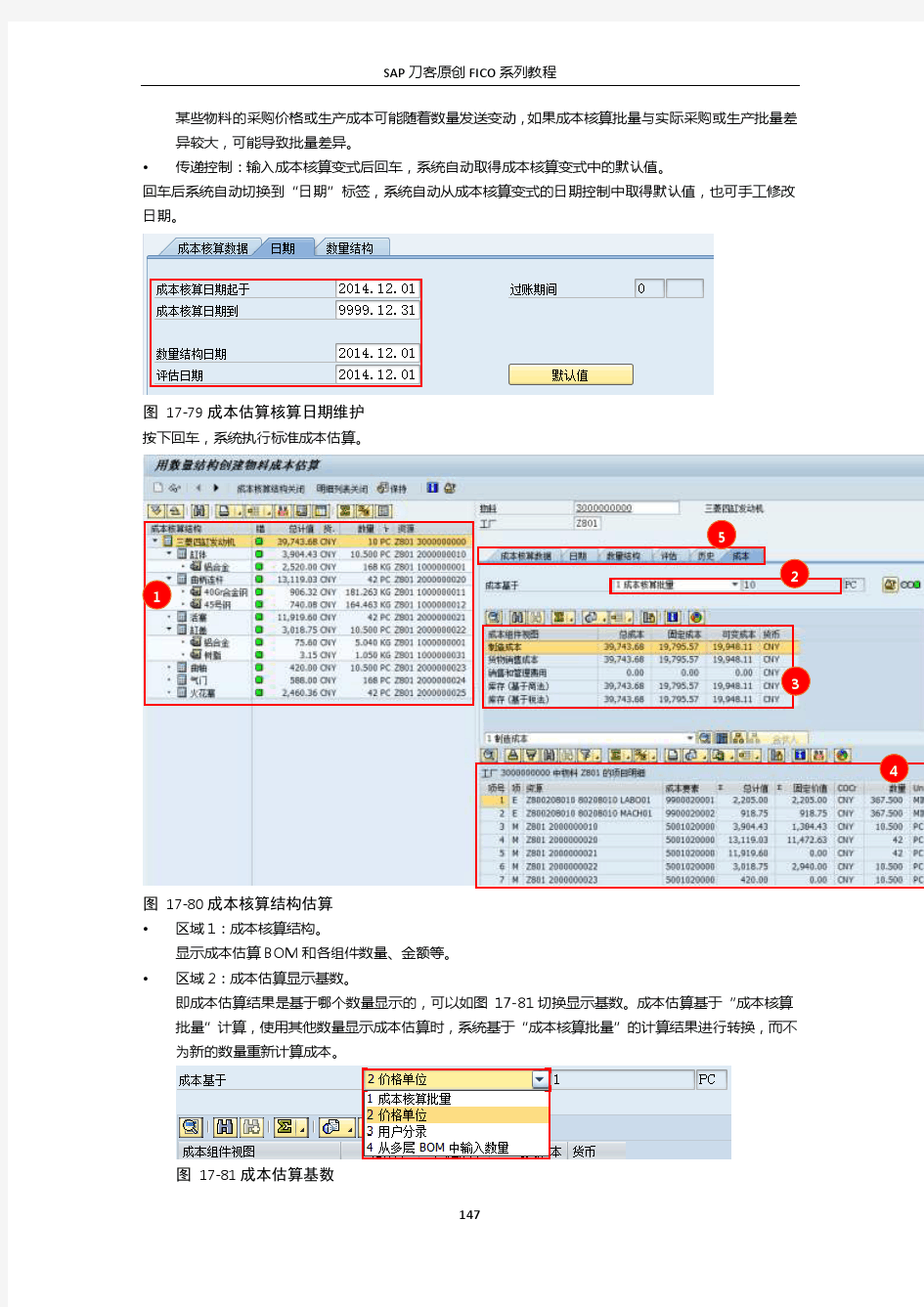
F进入页面,刷新,,再点击,点击参数后面出现了Selection此时.一行中,状态已变成绿色在页面F中,Selection 进入页面后,把后台处理,勾掉,保存,使后面STRUCT .EXPLOSION,Costing,同理 ,,刷新出现,点击点击 ,进入下方页面选择第一个:点击 :点击进入页面, Marking G然后就会变成红7100进去运行一下,7100前面会显示红灯,需要点击如果是第一次发布,只标记标准价格,因为有人发布一次了,(一个月内一个公司代码,只能运行一次)灯。所以已经变成绿色了,更改价格,不更新可以后退,跳出这一步。点击后退 Marking:点击,进入页面H
勾上代表测试运行,不勾上代表,直接显示结果:勾上代表显示清单,不勾上代表不显示清单勾上代表后台处理,不勾上代表前台处理,一般不勾后退发布标准价格,发布以 RELEASE: 点击,进入页面I后,系统会更新价格 TEST Run:勾上代表测试运行,不勾上代表,直接显示结果 With List Output:勾上代表显示清单,不勾上代表不显示清单 Background processing:勾上代表后台处理,不勾上代表前台处理,一般不勾,保存,后退,进入页面K 中途改了一个物料.
vericut6中文教程-构建二轴车铣复合机床
Session 44 构建一个二轴运动的车铣中心 在这一课中演示怎样定义一个 VERICUT 二轴运动的车铣中心。通过这课演示定义有刀塔和多种刀具 加载的机床的应用。课文中集中在定义部件和模型来构建一个功能型的机床。极少的考虑部件显示的性质。 图 106.1 所示例子被定义的数控机床刀具。图中确定机床坐标(XcYcZc axes),运动坐标系和主要部件。使用 Fanuc 15T 车床控制系统。一个倾斜 45o的卧式车床;因此 X 轴有 45o的斜度。塔盘上有 12 个指针位 置。样板程序将使用三把刀具。构建好二轴车床以后并且配置一个合适的项目文件,VERICUT 将配置好以 后再通过数控程序仿真机床运动。 图 106.1 所示,XcYcZc 坐标系表示机床零点坐标系统。图示机床位置在 X460 Z520。 图 106.1 车铣中心 步骤: 1.建立一个公制的项目文件。 运行 VERICUT 应用程序。 223
选择File> New Project > Millimeter 菜单按钮。 2.在 Machine/Cut Stock 视图中显示坐标系。 在图形区,右击,从系统弹出的快捷菜单中选择View Type> Machine/Cut Stock 菜单命令。 在图形区,右击,从系统弹出的快捷菜单中选择Display Axes > Component 菜单命令。 重复操作显示 Model 坐标系。 重复操作显示 Driven Point Zero 坐标系。 在图形区,右击,选择View > H-ISO 菜单命令。 3.打开 Fanuc 15T 为车床配置系统控制文件。 Project,从系统弹出的右键快捷菜单中选择Expand All Children 在 Project tree(项目树)中,右击 菜单命令。 在 Project tree(项目树)中,右击Control,从系统弹出的右键快捷菜单中选择Open 菜单命令。 在 Shortcut 下拉列表框中选择 Library 选项。 在文件列表框中选择文件 fan15t_t.ctl。 单击 Open 按钮,图 106.2 所示。 图 106.2 配置控制系统 接下来步骤定义部件从"Base" to "Tool"。 在机床的刀具侧部件:Base > Z > X> Tool。 4.显示部件树。 ),系统弹出 Component Tree 窗口,如图 106.3在主菜单中,选择Configuration > Component Tree ( Or 所示。 224
(完整word版)sap erpfico标准成本发布指导手册
本文档用于指导滚算物料标准成本相关的操作。本文档以模拟场景的方式演示物料标准成本滚算,并在过程中对部分业务、概念做出了说明及解释。 模拟工厂:2010 模拟场景一:6月正常经营过程中,月中新增物料,财务发布价格; 模拟场景二:6月底正常滚算标准价,发布在7月; 财务人员在系统正式运行过程中,该文档可用作操作参考。 模拟场景一:6月份月中新增物料 1.新增物料扩建财务视图 当月中发生新增物料,业务部门维护好物料主数据相关视图后,将物料编号提交给财务部门,由财务人员维护物料主数据的“会计1”、“会计2”、“成本1”、“成本2”4个视图。操作如下: 1.1业务人员提供新增物料清单: 1.2 判断是否维护计划价格
1.3提供计划价格 需要维护计划价格1的物料需要相关人员(如采购人员)提供计划价格。 1.4扩建计财务视图 事务代码:MM01 输入事务代码,跳转到如下界面: 不用修改行业领域、物料类型,直接输入物料号,回车,界面跳转到如下格式(系统会自动带出来该物料的行业领域、物料类型等属性): 再回车,跳出“选择视图”对话框:
点击会计1、会计2、成本1、成本2前的小方框,以选中该4项视图,点击,跳出“组织级别”对话框: 输入工厂,比如本例中输入2010工厂,点击,跳转到如下界面:
根据物料类型输入“评估分类”,基本单位为“克”的物料,需要修改“价格单位”为1000;基本单位为“千克”的物料,价格单位默认为1;如果是五金材料,还需要修改“价格确定”为2,并修改“价格控制”为V。 如下图: 不要在“标准价格”“周期单位价格”里输入价格! 一直回车,直到跳转到“会计2”页签,如下图: 该视图中,不需要输入任何信息,回车,跳转到“成本1”视图: 在“特定工厂的物流状态”字段选择“99 限制物料移动”,其他字段默认。
vericut6全中文版教程-如何配置机床刀库
Session 53 配置一个带刀库的机床 这一课将演示怎样配置一个有自动换刀配置的 VERICUT 机器。这一课将介绍用户使用刀具库部件和控制刀具更换的子系统。 1. 打开项目文件“tool_chain.vcproject”。 已经配置好的项目文件没有刀具库的功能,传送装置仅仅显示在图形窗口中。这一课将演示修改传送装置成为有刀具更换功能的刀具库。 运行 VERICUT 应用程序。 选择 File> Open 菜单命令,系统弹出 Open Project 对话框。 在 Shortcut 下拉列表框中选择 Training 选项。 选择文件 tool_chain.vcproject。 单击 Open 按钮确认打开文件,如图 115.1 所示。 选择工具条上按钮设定你的工作路径。 图 115.1 Machine 2.定义一个刀具放置链部件。 在主菜单中,选择Configuration > Component Tree ( Or),如图 115.1 所示。 276
图 115.1 部件树 右击 TC_Carousel ,从系统弹出的快捷菜单中选择Append > Tool Chain 命令。 双击 Tool Chain,系统弹出 Modeling 窗口。 在 Component Attributes 选项卡,在 Machine 选项组右侧单击 Toolchain Parameters 按钮,系统弹出Toolchain 窗口,如图 115.2 所示。 图 115.2 Toolchain 注意:传送装置的刀具数量能在 Toolchain 窗口中定义,以及每把刀具之间的距离。公式在计算器中能 被调用来计算刀穴之间输入值的距离。 在 Number of pockets 文本框中输入:10。 在Pocket-to-pocket distance (2 * π * r / 刀穴数)文本框中输入:4.744。 单击 OK 按钮。 277
SAP标准成本构成
标准成本构成 机种标准成本=材料费用+机器费用+人工费用+摊体费用 一. 材料费用: 根据BOM中各原物料的标准用量* (1+损耗率) * 物料单价 在SAP中需要建立BOM(设定物料用量),Routing(设定制程不良) 和物料主檔(设定物料单价)才能计算; 二. 机器费用: 生产耗用的机器工时* 对应的”作业类型” 费用基数 作业类型指工厂制造流程中的某一种生产方式,例如:单射,双射, 网印等… “作业类型” 费用基数(单位:RMB/Hr) = 参与该生产方式的机器 月折旧总费用/ 该作业类型本月可提供的作业量; 作业量一般以月为计算范围,指一个”作业类型”里的机台或者人 力每月考虑嫁动情况下可提供的产出能力(一般以Hr为单位); 例如: SZ “单射射出”作业类型(代码:1010)共有23台射出机台,每 月可提供的1010 的工作量为: 23台* 21Hr/Day * 26Day * 0%(嫁 动率)= 10046.4 Hr ; 假设1010包含的射出机,模温机,机械手,供料系统等月折旧费用为 10W RMB, 故1010 的作业类型的费用基数为: 100000 RMB/ 10046.4Hr = 9.95 RMB/Hr . 注:同一作业类型中的机台不论设备价值如何,其费用基数均一样. 三. 人工费用: 生产耗用的人员工时* 对应制程所属成本中心的人员费用基数 人员费用基数按照制造部门直接单位的成本中心划分,以月为计 算范围; 人员费用基数(单位:RMB/Hr) = 本月某成本中心使用直接人员的 费用(主要为人员薪资)总额/ 该成本中心本月人员作业量 例如: SZ 制一课射出组成本中心162411,预计使用人员数量为: 100人(两班),,则162411成本中心的人员作业量为: 100*10.5Hr*26*95%=25935 Hr ,预估本月直接人员费用20WRMB, 162411其人员费用基数为: 200000RMB / 25935Hr =7.7116 RMB/Hr ; 四. 摊体费用: 生产耗用的费用工时* 对应制程所属成本中心的摊体费用基数 摊体费用基数也是按照制造部门直接单位的成本中心划分,以月 为计算范围; 摊体费用基数(单位:RMB/Hr) = 某成本中心的摊体费用总额/该
SAP成本计算
1月20日 SAP 产品成本计算流程 SAP 计算产品成本的方法有三种,按期间计算成本,按工单计算成本,按销售单(sales order)计算成本。其中,按工单计算成本最为常见,很多公司采用,我们也以此为例说明SAP产品计算的流程。 一、 SAP产品成本计算与常规成本计算的不同点: 1. 常规成本计算的方法是月底一次性计算,但SAP提供在工单建立时就可计算出目标成本。公司日常业务操作,比如发料,报工时等,成本会立即计入工单之中,即时性较好,标准术语叫Simultaneous Costing. 2. 常规成本计算的方法在发料时,将物料从原材料(RM)科目转到在产品(WIP),收料时再转到半成品或产成品科目。SAP不同,发料时先计入损益科目,月底结算如果工单没有全部收货,或技术上做完成处理,表法工单没有完成,WIP被计算出来,否则表示工单完成,没有WIP, 就只有差异了。公式如下: WIP = GR of MO – Delivery cost of MO 二、成本计算流程 1. Product cost planning 通过成本计划,物料的标准成本被计算出来,以此作为物料价格和存货计价的参照 2. 产品成本计算涉及的日常操作 1)Goods issue to production order向工单发料 工单发料在FI模块中会产生如下凭证: DR: 物料消耗科目(P&L) CR: 存货( 如RM) 物料消耗科目因为属于P&L,因此在CO中属于 Primary cost element,发料会产生CO文件,如下所示: DR: 物料消耗科目 - 工单 (工单作为成本分配对象 true cost assignment object) 注意这一规律,如果数据从FI传递到CO,则在CO中只存在单边凭证(one-sided entry). CO凭证可用KSB5查看。 2) Activity Confirmation 报工时 生产性成本中心(Product cost center)会向工单提供作业,比如人工、机器工时等。通过报工时,成本从生产性成本中心转移到工单中。CO的分录如下:DR: 次级成本要素(类型为43)- 工单 CR: 次级成本要素 - 成本中心
SAP标准成本核算知识
ERP中的产品成本控制–标准成本 众所周知,ERP系统采用模块化的结构,模块一般按企业内部的职能划分,比如从企业运作整体来看可以分物流,会计和人力资源等模块,而物流下又可以分出生产,销售,采购和储运等模块。同样的会计下也可以分出财务会计,管理会计和资金管理等模块。各模块之间数据是集成和共享的。在上两期我们分别探讨了ERP中的盈利分析和企业预算,它们都属于管理会计的范畴。细心的读者可能会发现上述两个专题都涉及到了ERP中的产品成本信息,事实上产品成本控制是企业管理的一项重要内容,因此也是ERP的一个重要模块。 产品成本控制模块是生产和管理会计的交叉部分,本文主要介绍产品成本控制中标准成本的概念和其制定过程。和实际成本不同,这个子模块的作用主要有:<1>计算每种产品标准的产品制造成本(Cost of Goods Manufactured)和产品销售成本(Cost of Goods Sold)。<2>决定每种产品的成本构成,并计算生产过程中每一步的附加价值(V alue Added)。<3>通过成本比较优化产品制造成本。<4>给ERP系统其他模块提供信息,比如:为和实际成本进行差异分析及生产效率控制建立比较基准;更新物料主记录中的产品成本;为盈利分析和企业预算提供产品成本信息(参见《ERP中的盈利分析》和《ERP中的企业预算》);为销售模块设定价格底线。 在介绍具体计算过程之前,首先让我们看一下和产品标准成本计算有关的概念和数据准备工作。
计算产品成本的数据准备 物料清单(Bill of Material / BOM) 物料清单是一个完整的,正式的,结构化的关于组成一个产品的部件清单。该清单包含每个部件的物料编号,数量和计量单位。物料 清单是MRP的基础,对于产品成本来说物料清单决定了哪些材料将被计算进产品的成本,以及计算的顺序。 物料清单中可能会包括一些半成品,这些半成品本身也有物料清单。这样就构成了多层物料清单(Multilevel BOMs)。图1就是一个多层物料清单。对于多层物料清单,ERP系统首先计算物料清单中最低
SAP标准成本计划成本目标成本实际成本计算公式
SAP 标准成本、计划成本、目标成本、实际成本计算公式 (1)标准成本=标准价*标准量即根据物料主数据上的标准价S*BOM上的物料数量等到标准价,一般来讲我们是通过T-codeCK24 发布出来,即我们在物料主数据成本视图2看到的就是标准价。 (2)目标成本=标准价*实际量,标准价同(1),实际量的来源于T-code CO11N报工后的工时得到。所以如果你的目标成本有误,一定要去查一下是否没有报工。 (3)实际成本=实际价格*实际量,因为你是采用标准价,所以出入库都是标准价格,系统本身并没有实际价格,但是在CO88 结算后会结算出产品差异,即标准价+差异=实际价格。 (4)计划成本=计划价格*计划数量+作业价格*计划数量,计划成本为生产订单计划生产量*计划生产变式中定义的价格,计划成本同目标成本的差别是:目标成本是成本控制的需要,计划成本是企业全面预算和计划控制的需要,计划成本核算的时间为计划订单产生时,当你保存订单时已计划成本会自动计算,如果你做出的更改与成本核算有关,则在你保存订单时,会重新计算已计划的成本。 在生产订单中实际成本的计算如下: 1、直接材料成本:是为生产订单直接领用的物料成本,等于本张订单领用物料的数量*此物料主数据中的价格,数据来源于MM模块; 2、直接人工费:等于本张订单耗用的实际工时*本产品的单位小时人工费率,实际工时在订单确认时输入,单位小时人工费率来自于作业价格,通过工艺路线中的工作中心计算得出,其贷方为对应的成本中心; 3、制造费用:等于本张订单耗用的实际工时*本产品的单位小时制造费费率,实际工时在订单确认时输入,单位小时制造费率来自于作业价格,通过工艺路线中的工作中心计算得出,其贷方为对应的成本中心;实际成本同目标成本对比计算差异,以进行成本控制。 假定下面的场景 1. 成品A下面需要两个组件B(2个)、 C(3个); 2. 原材料B的成本视图有三个价格:标准价格-2元;计划价格-元;移动平均价-元; 3. 原材料C的成本视图也有三个价格:标准价格-3元;计划价格-元;移动平均价-元;注:根据核算变式中定义的存取顺序取价 4. 成本中心对应的价格为:人工-3元/H; 机器-2元/H ;(KP26中的价格-计划作业价格) 5. 工艺路线数据(只有一道工序):人工-小时;机器-小时;
sap标准成本估算全过程操作手册更多细节要点
标准成本估算 编号:ZD_CO_01 作者: 版本: 1.0
流程图插入到此处: 产品标准成本编制与更新流程
关流程参考第三部分: 1、创建成本中心: 1511AXX(XX为流水号),名称:XXX车间管理部门,类型为:F,层次为:1511600 1511BXX(XX为流水号),名称:XXX生产车间,类型为:F,层次为:1511600 2、为车间1511AXX维护11月的计划费用(管理部门费用不区分作业类型) 为车间1511BXX维护11月的计划费用,计划工时,统计指标数值 *****做到这一步通知老师***** 3、将1511AXX的费用的60%分摊至1511BXX 4、计算车间1511BXX计划作业价格 5、创建物料主数据 半成品:ZBCP-CO-XXX 原材料1:ZYCL-CO-XXX-01 原材料2:ZYCL-CO-XXX-02 6、创建BOM:原材料1和2组成半成品 7、创建工作中心,分配给车间:1511BXX 8、维护半成品:ZBCP-CO-XXX的工艺路线,在车间1511BXX中加工 9、计算ZBCP-CO-XXX的标准价格并标记,不到11月发布不了 成本中心会计概念 1.1成本中心 1成本中心是企业内的最小职责单位,是每一笔费用的具体接收者。创建成本中心主数据时必须将每个成本中心分配给标准层次结构的某个节点,标准层次结构反映了成本中心与成本中心、成本中心与成本中心组、成本中心组与成本中心组之间的关系。标准层次结构中的每个节点代表一个成本中心组,当然除了标准层次结构中的成本中心组之外,还可根据业务需求在标准层次之外自己定义需要的成本中心组。 举个例子:由于成本中心的考核重点在于它不会形成可以用货币计量的收入,所以一般情况下我们基本上都是把每个职能部门作为成本中心。比如财务、行政、人事、安全等部门都可以作为成本中心管理。当然,生产车间是不是成本中心?我们可以肯定的回答,如果按成本核算的划分,我们有可以分为生产性成本中心和非生产性成本中心,也就是我们在定义成本中心类别的时候所要用到的(成本中心类别参照成本中心配置章节)。注意,生产性成本中心期末余额为零,因为期末应该全部结转到产品成本。 思考:如果生产性成本中心期末有余额该如何处理? 生产性成本中心期末可能会出现成本中心吸收过量或吸收不足(还记得怎么查询吧), 老方建议一次性转入销售成本。不知道哪位大虾还有更好的办 1.2作业类型 作业类型代表由成本中心生产输出的一些形式。作业类型的通用例子包括劳动小时数或 机器时间的分钟数。作业类型用于根据所进行的作业单位数从发送方成本中心向另一CO 对 象(如成本中心、内部订单、生产订单等等)分配成本。单元价格用于评估作业数量。作业 类型分配的优点是将数量和价值流组和在一起。所要求的作业数量在工艺流程中指定,这给 产品成本计划中和成本对象上提供了详细的成本控制信息。 作业类型代表了部门之间提供的一类服务或作业。如IT 服务,修路作业都可以定 义为作业类型,其主数据如下: 1.3作业价格 定义成本中心提供服务和执行功能的性质, 用来把成本分配到其他的成本中心。例如一 类工时工资为50 元/小时。可以利用成本中心的实际成本或计划成本自动计算作业类型的价 格,成本和作业计划完成后,系统通过将计划成本除以计划的作业输出数量计算作业工资。
vericut中文教程-构建二轴车床模型
Session 43 构建一个二轴运动的车床模型 在这一课中演示怎样配置一个 VERICUT 二轴运动的车床文件。并且在 VERICUT 中为机床添加一个仿真的数控程序。二轴车床使用一个 Fanuc 16T.二轴控制系统,运行一个车加工程序“mcdturn.mcd”,如图105.1 所示 图 105.1 两轴车床 机床零点在主轴端面并且在主轴中心。上图显示机床回到 X12.0 Z14.0 的位置。 步骤: 1.建立一个英制的项目文件。 运行 VERICUT 应用程序。 选择File> New Project > Inch 菜单按钮。 显示项目树“Project Tree”。 2.给机床配置 Fanuc 16T 控制系统文件。 在 Project tree(项目树)中,右击Setup : 1,,从系统弹出的右键快捷菜单中选择Expand All Children 菜单命令。 在 Project tree(项目树)中,右击Control,从系统弹出的右键快捷菜单中选择Open 菜单命令。 在 Shortcut 下拉列表框中选择 Library 选项。 在文件列表框中选择 fan16t.ctl 文件。 单击 Open 按钮。 接下来步骤定义部件从"Base" to "Tool"。 216
在机床的刀具部分部件:Base > Z > X> Tool 3.显示部件树。 在主菜单中,选择Configuration > Component Tree ( Or 所示。 ),系统弹出 Component Tree 窗口,如图 105.2 图 105.2 部件树 4.增加"Z" to "Base"。 在部件树中,选择右击Base(0,0,0)。 Base(0,0,0),从系统弹出的快捷菜单中选择Append > Z Linear 菜单命令如图 105.3 所示。 图 105.3 添加Z 217
SAP 标准成本法 简介
许多人都认为成本核算是ERP中十分重要的部分,正在选型的公司也往往对成本功能非常关注。 我也认为其十分重要,甚至认为应该把成本核算能否自动完成作为ERP实施是否成功的标志之一。 ERP软件中一般都有多种成本核算方法可供选择,通常分为两大类:标准成本法和实际成本法。 实际成本法中一般再分为移动加权平均法、先进先出法、后进先出法等等。说起来各种方法并无优劣之分,然而为什么顾问常常推荐采用标准成本法?为什么企业中(尤其是国有企业)却总有人不喜欢标准成本法?这就成了不得不解释清楚的问题了。 先说说为什么顾问常常推荐采用标准成本法,原因是外资企业多采用标准成本法,或者说在西方国家多数企业采用标准成本法。我常常听到看到有人这样解释,有时还会加上一句―这是先进管理思想的体现‖。更多的人可能是更糊涂了,因为他们不明白标准成本法何处体现―先进‖二字。我不认为标准成本先进,实际成本落后,前面说过各种方法无优劣之分。我认为西方多数企业采用标准成本的原因是: o §标准成本简单 o §标准成本有效 说标准成本简单,对应的就是说实际成本复杂。事实确实如此,假定遇到以下业务:物料A库存数量为0,有两个采购订单,价格分别是1元和1.1元,数量都是100个。两个订单到货后,物料A被生产消耗160个,库存剩余40个。发票收到后,价格略有不同,分别是1元和1.05元。这样的情景是经常遇到的,来看看标准成本和实际成本是如何进行帐务处理的,假定相关科目的初始余额都为0。
比较一下标准成本和实际成本,入库业务分录,差不多,标准成本多出一个价格差异而已,一看就懂。领用业务分录,有区别,标准成本很简单,不作解释了。移动加权平均法中168如何得来?是1.05 x 160 =168。单位成本1.05如何得来,是(1 x 100 + 1.1 x 100) / 200 = 1.05。看起来已经复杂不少了。再看发票业务分录,标准成本不过是按发票价格调整了价格差异,很容易理解。移动加权平均法则要根据材料领用的情况调整存货和在制品,也复杂了不少。 有人会说,你做的比较很好,但是实际成本的业务分录我都看得懂,不觉得复杂。是的,从上面的例子,虽然实际成本有些复杂,但是套上计算公式还能理解。可是事情没完,在企业的实际业务活动中,不会总是只有这样的情景。考虑一下如果收到发票时成品加工完毕,在制品已经转出该怎么办?如果收到发票时成品已经发货了,该怎么办?如果是部分成品完工和发货该怎么办?如果部分材料退回供应商该怎么办? 采用标准成本法,成品是否完工,是否发货,是部分完工发货还是全部,以上列出的业务分录都没有变化,材料退回供应商,只要把入库分录按退货数量借贷反一下即可。每天的业务有很多也还是这样,没有什么变化,很简单。 如果采用实际成本法,你得考虑追加多少销售成本,调整成品存货,在制品存货,退货时如何还原,如果是先进先出或后进先出,还要考虑批次。而且每天的业务不只有两三笔,多了怎么办? 采用实际成本法的企业,尤其是采用手工记帐或采用模拟手工记帐的财务软件的企业,有几个能做到按订单核算成本,不都是按月汇总吗?这都是实际成本法中的复杂性造成的。 标准成本有效,对应的就是说实际成本无效,什么地方无效?就是成本控制上无效。有人说我虽然采用实际成本,可是也设置了计划成本,一样可以体现出偏差多少。是的,根据计划成本,可
SAP标准成本估算
. 标准成本估算 一、成本估算A ,进入页面事物码:CK40N 点击左上角的,进入页面B1.日期必须是之后的日 期,不能是已过去的日期 1.成本核算运行:给成本核算起一个名字,如,z0004,并进行简单描述 2.成本核算运行日期:确定成本核算开始日期 3.成本核算变式:点击小方框,进入右边的页面,选择ZPC1,也是唯一的选择 4.成本核算版本:因为每个月只能发布一次,所以只能选择1 5.控制范围:8000 6.公司代码:7100 保存,回车进入页面C '. .
保存 进入页面D SELECTINO对页面1.C下方部分后面的进行运行, :输入物料号(批量发布时,可以输入物料号到物料号,或者不输物1.1MATENTAL NUMBER 料号) 1.2PLAN:输入公司代码,根据需要进行选择必须勾上1.3always: 1.4后台处理:一般不勾'. . E 回车进入页面
F ,刷新,进入页面此时Selection参数后面出现了,点击,再点击 一行中,状态已变成绿色在页面F中,Selection 进入页面后,把后台处理,勾掉,保存,使后面同理STRUCT .EXPLOSION,Costing,1.5 ,,刷新点击点击出现,
,进入下方页面选择第一个1.6Analysis:点击 '. . G,1.7 Marking:点击进入页面 进去运行一下,然后就会前面会显示红灯,需要点击710071001.7.1如果是第一次发布,(一个月内一个公司代码,只能运行一次)所以已经变成变成红灯。因为有人发布一次了,绿色了,可以后退,跳出这一步。点击后退 进入页面,1.7.2 Marking:点击H '. 只标记标准价格,不更新更改价格,.
vericut6全中文版教程-添加刀具到车铣复合机床
Session 45 添加一个铣刀到车铣中心 在这一课中,我们将增加一些铣刀到两轴车铣中心。这些工作在刀具管理器中完成,因此刀具得到正确的引导到刀塔中,如图 107.1 所示。 图 107.1 车铣中心 1.打开项目文件 mill_turn.vcproject。 运行 VERICUT 应用程序。 选择 File> Open 菜单命令,系统弹出 Open Project 对话框。 在 Shortcut 下拉列表框中选择 Training 选项。 在文件列表框中选择 mill_turn.vcproject 文件。 单击 Open 按钮确认打开文件。 显示项目树 Project Tree。 242
2.打开刀具管理器并增加刀具#3, Flat End Mill 0.5”Dia, 2.0” Long, .625” Flute Length。 在 Project tree(项目树)中,双击Tooling:Mill_turn 选项,从系统弹出 Tool Manager 窗口。 在 Tool Manager 主菜单中选择Add > Tool > New > Mill 菜单按钮,系统弹出 Tool 窗口。 单击(Flat Bottom End Mill)按钮。 在Flat Bottom End Mill 选项组中输入: Diameter (D) = 0.5 Height (H) = 2 Flute Length = 0.625 单击 Add 按钮。 选项卡左上方,在 Component Type 下拉列表框中选择 Holder 选项。 单击(Reference)按钮。 在 Reference 选项组中单击 Pick…按钮,系统弹出 Search Tool 窗口。 单击 Search 按钮。 选择 Live_spindle 选项。 单击 OK 按钮。 单击 Add 按钮。 单击 Close 按钮关闭 Tool 窗口。 在 Tool Manager 窗口,在 3 同样一行选择对应的Gage Point(0 0 0)。 移动光标到窗口右侧图形区的刀柄顶部。 单击鼠标中键仅仅记录 Z 值。 注意:单击鼠标中键方法仅仅是在 VERICUT 中动态的方式控制。 Gage Point 的值应该是:(0 0 4.6)。 刀具列表框顶部,单击 ID 按钮刀具按类排序,如图 107.2 所示 243
完整word版,SAP_关于标准成本、计划成本、目标成本、实际成本
SAP 关于标准成本、计划成本、目标成本、实际成本 (1)标准成本=标准价* 标准量即根据物料主数据上的标准价S * BOM上的物料数量等到标准价,一般来讲我们是通过T-code CK24发布出来,即我们在物料主数据成本视图2看到的就是标准价。 (2)目标成本=标准价* 实际量,标准价同(1),实际量的来源于T-code CO11N 的报工后的工时得到。所以如果你的目标成本有误,一定要去查一下是否没有报工。 (3)实际成本=实际价格* 实际量,因为你是采用标准价,所以出入库都是标准价格,系统本身并没有实际价格,但是在CO88结算后会结算出产品差异,即标准价+差异=实际价格。 (4)计划成本=计划价格*计划数量+作业价格*计划数量,计划成本为生产订单计划生产量*计划生产变式中定义的价格,计划成本同目标成本的差别是:目标成本是成本控制的需要,计划成本是企业全面预算和计划控制的需要,计划成本核算的时间为计划订单产生时,当你保存订单时已计划成本会自动计算,如果你做出的更改与成本核算有关,则在你保存订单时,会重新计算已计划的成本。 在生产订单中实际成本的计算如下: 1、直接材料成本:是为生产订单直接领用的物料成本,等于本张订单领用物料的数量*此物料主数据中的价格,数据来源于MM模块; 2、直接人工费:等于本张订单耗用的实际工时*本产品的单位小时人工费率,实际工时在订单确认时输入,单位小时人工费率来自于作业价格,通过工艺路线中的工作中心计算得出,其贷方为对应的成本中心; 3、制造费用:等于本张订单耗用的实际工时*本产品的单位小时制造费费率,实际工时在订单确认时输入,单位小时制造费率来自于作业价格,通过工艺路线中的工作中心计算得出,其贷方为对应的成本中心; 实际成本同目标成本对比计算差异,以进行成本控制。