LED焊线要求的基础知识

LED焊线要求的基础知识
一、LED焊线要求的基础知识
1.目的在压力、热量和超声波能量的共同作用下,使金丝在芯片电极和外引线键合区之间形成良好的欧姆接触,完成内外引线的连接。
2.技术要求
2.1金丝与芯片电极、引线框架键合区间的连接牢固。
2.2金丝拉力:25μm金丝F最小>5CN,F平均>6CN:32μm金丝F最小>8CN,F 平均>10CN。
2.3焊点要求
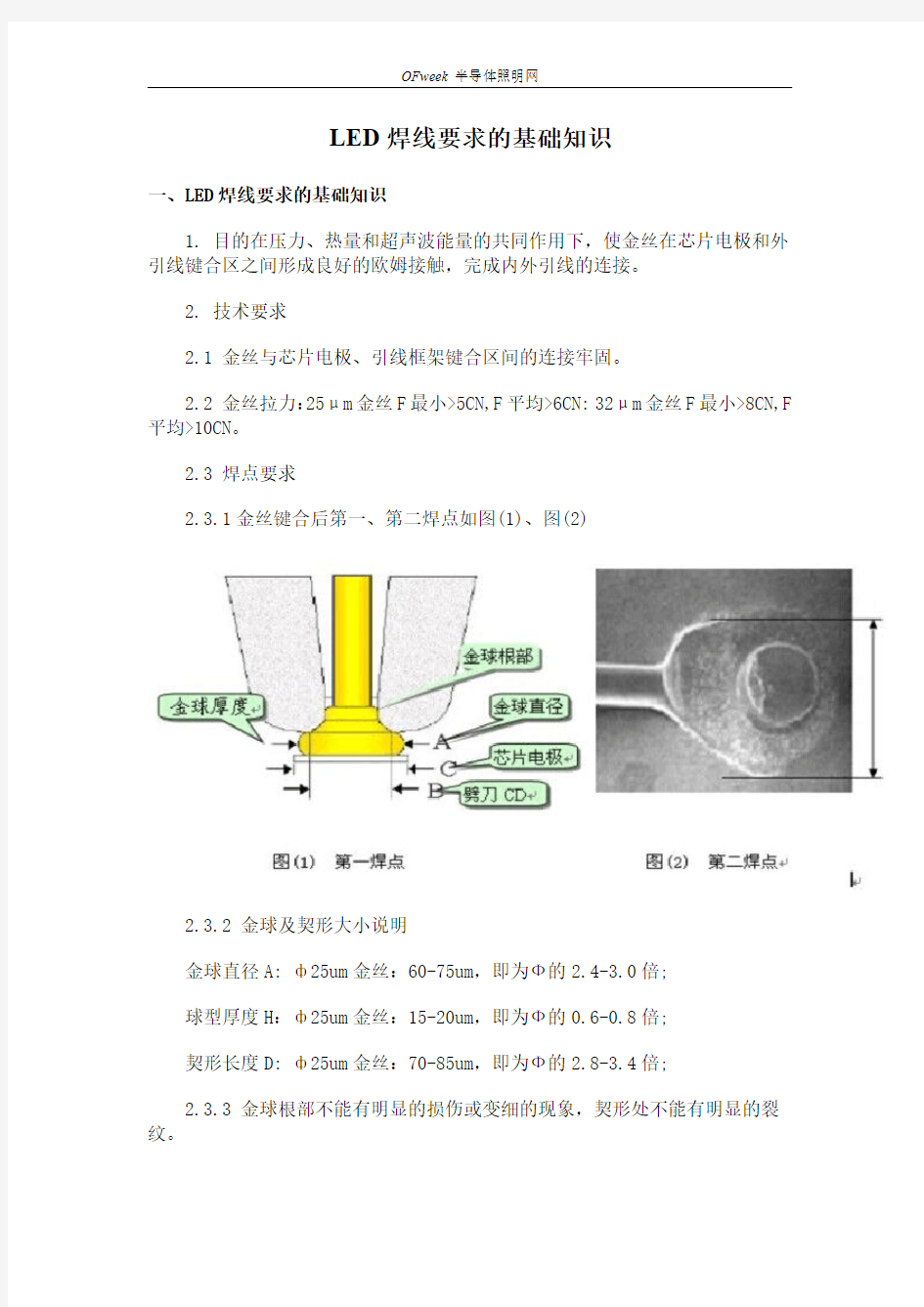
2.3.1金丝键合后第一、第二焊点如图(1)、图(2)
2.3.2金球及契形大小说明
金球直径A:ф25um金丝:60-75um,即为Ф的2.4-3.0倍;
球型厚度H:ф25um金丝:15-20um,即为Ф的0.6-0.8倍;
契形长度D:ф25um金丝:70-85um,即为Ф的2.8-3.4倍;
2.3.3金球根部不能有明显的损伤或变细的现象,契形处不能有明显的裂纹。
2.4焊线要求
2.4.1各条金丝键合拱丝高度合适,无塌丝、倒丝,无多余焊丝。
2.5金丝拉力
2.5.1第一焊点金丝拉力以焊丝最高点测试,从焊丝的最高点垂直引线框架表面在显微镜观察下向上拉,测试拉力。如图所示:
键合拉力及断点位置要求:
3.工艺条件
由于不同机台的参数设置都不同,所以没有办法统一。我在这里就简单的说一下主要要设置的地方:
键合温度、第一第二焊点的焊接时间、焊接压力、焊接功率、拱丝高度、烧球电流、尾丝长度等等。
4.注意事项
4.1不得用手直接接触支架上的芯片以及键合区域。
4.2操作人员需佩带防静电手环,穿防静电工作服,避免静电对芯片造成伤害。
4.3材料在搬运中须小心轻放,避免静电产生及碰撞,需防倒丝、塌丝、断线及沾附杂物。
4.4键合机台故障时,应及时将在键合的在制品退出加热板,避免材料在加热块上烘烤过久而造成银胶龟裂及支架变色。
二、LED焊线键合设备
先来张手动机台,很古老了
ASM的立式机台ASM的立式机台
KS的机台
1488好古老的机台,下面这台已经快有20年的历史了
最新的elite机台,确实不错,就是偶尔会出点莫名其妙的问题,不过重启一下就好了,估计是软件的问题。
键合机台的操作可能要稍微复杂一点了,要设置的参数比较多,其中最主要也是最难的就是线形的设置了,这个就要慢慢的摸索了,一个好的操作员要做到没有其他人比他更了解这个机台。由于参数设置和可能的出现的问题会较多,在这里就不一一举出了,大家如果有什么问题就在这里提出来吧,我们可以一起探讨。
焊线基础知识
焊线机调机过程 一.首先要了解所更换的材料是否要更换压板。更换时要注意:一定要让压爪与加热板相平或略低于加热板为 最佳,然后再把固定螺丝拧紧。 两条脚支架压板 319压板(可做289. 609) 压板分为三条脚支架压板 519压板 全彩支架压板 二.调整轨道高度。在WH MENU/Setup Lead Frame/Device Height中 02 支架为 2200左右 支架高度分为 03/04 支架为 3600左右 09 支架为 4000左右 注意:这里调的是支架的高度,是粗调。 微调要在WH MENU/ Device Dependent Offset/ Adjust/Track中调节,使压板压在支架碗杯底部为最佳,如图示1所示阴影部分(调轨道时,也会随之跟着变动)。 三.调步进. 在WH MENU/Fine Adjust/Adjust indexer offset中 出现提示框,↑↓控制压板关闭/打开,←→控制支架左右移动。调节至压板间隙要和碗杯间隙对齐为最佳。 注明:调∮8产品时,把Leadframe中5334改为3040,隔点焊就可以了 四.编辑程序。首先在Teach Program下编程,为了能更好的使机器的速度达到最大,所以,一般的情况 下,我们是找的第四颗,而不是第六颗。 输入参考点数为2,先把DIE0①对着第四颗LEAD的一个边缘处,再把DIE0②对着第一颗的LEAD相应边缘处,再接着把 蓝白光芯片,对着正电极(一般为圆PAD处正中心) DIE1① 正常芯片对着PAD的正中心 蓝白光芯片,对着负电极(一般为方PAD处正中心) DIE1② 正常芯片对着芯片边缘,也可以对着芯片正中心 但是DIE1,DIE2 两点不能重复,(老的339机台可以) 以上为参考点做完了,下一步为做参考点的PR 了。 0 lead PR pattern 先做LEAD PR ①②相同 1Adjust image 2 Search pattern 3Template 4 把十字线放到此处来调节1,3,4做PR 4change grade c 5change lens 6 auto setting enable 蓝白光芯片DIE1①可以做正极,DIE1②点可以做负极,也可以做整个DIE1 正常芯片 DIE1①可以做PAD正中心, DIE1②点可以做PAD的边缘部分, PR做完成有时会提示写几条线,是对于DIE来说的,蓝白光系列为两条线(双电极芯片),正常芯片为一条线(EAGLE 60V可以不用输入几条线) 接着,要把
钣金基础知识培训讲义..
钣金基础知识培训讲义 (计划3个课时,共6小时)一、 1、 主视图。 左视图。 右视图。 俯视图。 仰视图。 后视图。 重点:观察点定位。图(1)国内图纸以I 国内右视图对应国外左视图;国内左视图对应国外右视图。 国外图纸均有图2的图标表示。 2、一般而言,一个物件,有三个视图足以表达其结构;简单的物件只需二 个视图,则完全能表达其结构;复杂的物件需要更多的视图表示,此外还可以引进剖视图,进行表达局部结构。另外,某些局部小位置需引进局部放大图,重点表达尺寸及结构。(图2)
3、展开图:在钣金加工过程中,由许多物件是由板材经剪切后折弯成型的,其最初为一块平面板材,在复杂的物件中,工程设计人员均给出其加工路线图,即展开图;
4、图纸分类 (1)零件图 (2)部件图 (3)总装图 举例说明:各种图纸的区别与联系5、各种图纸必须具备的图纸术语 (1)零部件名称、图号: (2)用料的规格、尺寸、数量:(3)图纸所反映的物件结构;(4)物件的尺寸、标注; 重点介绍:尺寸标注的基准线,对尺寸链概念、举例说明。
(5)物件的加工精度要求; a:表面粗糙度:衡量表面最高点与最低点之差数值,分14级。 b:尺寸公差与配合: (1)公差: A:基本尺寸 B:上公差 C:下公差 (2)公差等级:1-14级;级数大,精度低;制造按图纸上标注等级产生,图纸未标注, 按S14级(自由公差)产生。 (3)配合形式: a: 间隙配合 b: 过渡配合 c: 过盈配合
c:形位公差:直线度,平行度、同心度、垂直度、同轴度、平面度、真园度、单向跳动、双向跳动。 二、钣金加工的设备介绍 1、剪板机 2、折弯机 3、卷板机 4、压力机 5、以及各类小型设备、工具介绍。使用及保养 三、钣金加工工艺特点 (一)、落料、剪料及开胚 1:剪料:通过剪板机开料、形成规则板料 要求:a:开料前的检验 (1):使用料是否符合要求,厚度、颜色等 (2):表面质量情况 (3):尺寸情况 b:开料过程中的控制 (1):尺寸控制、长、宽、对角线、角度: (2):数量控制 (3):排料控制 C:开料后物件的控制: (1):物件的标识
EAGEL 60焊线机基础知识(中英文解释)
EAGEL 60焊线机基础知识(中英文解释) 机器结构 三色警示灯 Affention Lamp 影像辩识系统荧幕 Vision Monitor 控制系统荧幕 Bonder Monitor 料盒升降台输入端 Input Elevator System 料盒升降台输入端 Output Elevator System 送线系统 Wire Spool System 轨迹球 Track ball 功能键盘 Keyboard 磁碟机 Floppy Disk Drive 警急停止按钮 Emergency Stop Button 电源开关 Power Switch 控制电路板 Lower Chassis 1、Bond Head 焊头 a. Wire Path 送线路径 1). Wire Spool 线轴 2). Wire Supply 3). Air Tensioner 4). Clamp 5). Capillary + Traducer
b. Camera 镜头 c. X / Y Table 2、 W H (工作平台) a. Elevator 升降台 b. Track 轨道 c. Heater Block 加热块 d. Window Clamp 焊线窗口 3、控制部分: a. PC 控制电脑 1). Bond 2).PR b. Board控制板块 1). Bond 2). BQM 3).W / H 4、附属设备 a. 显示器 b. 键盘+ 轨迹球 c. 气路及其控制 开机 打开动力压缩气体,打开机上总电源,进入初始化,等待初始化完毕
关机 1、MAIN →8、Utilities→ 2、Standby Mode 关闭总电源,关闭动力气与真空源 芯片:硅圆片上每一个具有完整功能的单元。 配线图:芯片在引线框上的方向和位置示意图,包括内外焊点金丝的连接位置。 金丝:纯度为99,99%的用于连接内外焊点的金线。 劈刀:金丝热压的工具。 换能器:为机器提供摩擦的装置。 焊接时间:BOND头在DIE上焊线时作用的时间。 焊接功率:换能器提供震动的能量。 焊接压力:BOND头打下去的力度 自动操作过程(在AUTO模式下): 按“0” Auto bond 可以开始全自动跑机 按“1” Start single bond 只焊一条引线框 按“2” 切换“Cont LF”和“Last LF” Cont LF表示连续输送引线框 Last LF 表示工作台上的引线框作业完后就不再输入引线框到轨道中 按“3” pause 表示目前作业中的Unit完成后,立即停止作业 pandl pause 表示目前作业中的压板内所有Unit 完成后,
LED焊线要求
一、基础知识 (1)、焊线长度为线直径的??倍。 (2)、焊点宽度为线直径的??倍。 (3)、线尾长度为线直径的??倍。 (4)、线弧的最高点到IC表面的垂直距离为??。 二、 1. 目的 在压力、热量和超声波能量的共同作用下,使金丝在芯片电极和外引线键合区之间形成 良好的欧姆接触,完成内外引线的连接。 2. 技术要求 2.1 金丝与芯片电极、引线框架键合区间的连接牢固 2.2 金丝拉力:25μm金丝F最小>5CN,F平均>6CN: 32μm金丝F最小>8CN,F平均>10CN。 2.3 焊点要求 2.3.1金丝键合后第一、第二焊点如图(1)、图(2) 2.3.2 金球及契形大小说明 金球直径A: ф25um金丝:60-75um,即为Ф的2.4-3.0倍; 球型厚度H:ф25um金丝:15-20um,即为Ф的0.6-0.8倍; 契形长度D: ф25um金丝:70-85um,即为Ф的2.8-3.4倍; 2.3.3 金球根部不能有明显的损伤或变细的现象,契形处不能有明显的裂纹
2.4 焊线要求 2.4.1 各条金丝键合拱丝高度合适,无塌丝、倒丝,无多余焊丝 2.5 金丝拉力 2.5.1第一焊点金丝拉力以焊丝最高点测试,从焊丝的最高点垂直引线框架表面在显微镜观察下向上拉,测试拉力。如图所示: 键合拉力及断点位置要求:
3.工艺条件 由于不同机台的参数设置都不同,所以没有办法统一。我在这里就简单的说一下主要要设置的地方:键合温度、第一第二焊点的焊接时间、焊接压力、焊接功率、拱丝高度、烧球电流、尾丝长度等等。4.注意事项 4.1 不得用手直接接触支架上的芯片以及键合区域。 4.2 操作人员需佩带防静电手环,穿防静电工作服,避免静电对芯片造成伤害。 4.3 材料在搬运中须小心轻放,避免静电产生及碰撞,需防倒丝、塌丝、断线及沾附杂物。 4.4 键合机台故障时,应及时将在键合的在制品退出加热板,避免材料在加热块上烘烤过久而造成银胶龟裂及支架变色。 二、键合设备 先来张手动机台,很古老了 先来张手动机台,很古老了 ASM的立式机台ASM的立式机台
焊线基础知识
焊线基础知识 一.焊接工具及物料认识: 1.主要焊接加工工具有:烙铁、风扇。 2.焊接工具详细介绍: a.烙铁 a.1.烙铁头:是烙铁的主要组成部份,用于插头的焊接,以及芯线之间的嫁接等。 a.2.烙 铁:固定烙铁头及起到传热的作用。 a.3.支 架:支撑烙铁。 a.4.螺 丝:固定烙铁,使烙铁不会活动,便于操作员作业。 a.5.风扇:吸去焊线作业时所产生的烟雾。 a.6.电源线:接市电220V。 3.焊接主要使用材料有:电线、插头、焊锡丝、海绵、辅助焊剂。 a.焊锡丝:焊锡丝主要用于焊接插头与芯线或隔离等,公司所用焊锡丝规格有:∮0.5mm,∮ 0.6mm,∮0.8mm,∮1.0mm,∮1.5mm,∮2.0mm。焊锡丝的选用方面,一般在焊接PIN 针间距比较小,焊接要求比较高的情况下,选用OD 比较小的焊锡丝;对于PIN 针间距比较大,焊接要求又不是很高的情况下,我们通常选用OD 比较大的焊锡丝(焊锡丝OD 选择必须比待焊物间距小)。 焊錫絲 支架螺丝 电源线风扇烙铁头烙铁
b.海绵: b.1.海绵主要用于擦拭烙铁头残余的焊剂及焊锡,使烙铁头保持干净,便于作业员正常作业。 b.2.海绵加水后方可使用,海绵加水的标准为:将海绵湿水后,用大拇指和食指捏住海绵任 意一角,悬空甩三次后,放置烙铁板上不渗水即可。 二.焊线要求: a.插上电源,预热电烙铁5-10分钟使之达到正常的工作温度,用温度测试仪量测烙铁是否达到 所要求的温度,不同瓦数的烙铁,所要求达到的温度是不同的,如下表所示: b.拿一个插头,注意焊时每一排针必须与电烙铁平行,才不致于把焊锡沾在铁壳前。 c.根据接线表按色码分线。 d.焊接方法: e.被焊件先点焊锡丝,先移去焊钖丝、再移去被焊件,冷却。 f.焊杯、芯线先点焊锡丝吃锡, 移去焊钖丝,被焊件加温(预热),焊接不加锡,移去被焊件,冷却。 三.焊线之拉力要求: 1.以下焊点拉力标准一般适合之剥芯线绝缘长度2-3mm 。 2.芯线焊线后需能承受静拉力要求如下: 26AWG 以上 3磅/3秒 28AWG 2磅/3秒 30AWG 以下 1磅/3秒 注:1磅约等于0.9斤。 3.烫伤芯线未见铜丝可接受。 海绵湿水前 海绵湿水后 烙铁瓦数 有铅正常工作温度正常工作溫度 恒温烙铁头30W 350±30°C 390±30°C 焊接烙铁头60W 390±30°C 440±30°C 隔离烙铁头80W 460±30°C 460±10°C
焊接基础知识题库[精.选]
基础知识 1、常用焊接方法的特点、焊接工艺参数、焊接顺序、操作方法与焊接质量的影响因素 1、焊前预热既可以防止产生热裂纹,又可以防止产生冷裂纹。()【判断题】答案:A A、正确; B、错误 2、焊前预热是避免堆焊层裂纹或剥离的有效工艺措施。 ()【判断题】答案:A A、正确 B、错误 3、焊缝的一次结晶是从()开始的。【单选题】答案: A A、熔合区 B、过热区 C、正火区 4、焊缝和热影响区之间的过渡区域是()【单选题】答案:C A、兰脆区 B、过热区 C、熔合区
D、不完全重结晶区 5、焊缝金属从液态转变为固态的结晶过程称为焊缝金属的一次结晶。()【判断题】答案:A A、正确 B、错误 6、焊缝金属的力学性能和焊接热输入量无关。()【判断题】答案:B A、正确 B、错误 7、焊缝金属过烧,碳元素大量烧损,焊接接头强度提高、韧、塑性下降。()【判断题】答案:B A、正确 B、错误 8、焊缝金属过烧的特征之一是晶粒表面发生剧烈氧化,破坏了晶粒之间的相互联接,使金属变脆。()【判断题】答案:A A、正确 B、错误 9、消氢处理的温度范围一般在()。【单选题】答案: B A、150-200℃ B、250-350℃
C、400-450℃ D、500-550℃ 10、可以在被焊工件表面引燃电弧、试电流。()【判断题】答案:B A、正确 B、错误 11、立焊、横焊、仰焊时, 焊接电流应比平焊时小。()【判断题】答案:A A、正确 B、错误 12、当焊接 061910 时, 焊接电流一般比焊接低碳钢时大10~15%左右。()【判断题】答案:B A、正确 B、错误 13、当焊接线能量(或热输入)较大时,熔合区、过热区的晶粒特点是()。【单选题】答案:B A.晶粒细小、韧度高 B.晶粒粗大、韧度低 C.晶粒尺寸及韧度不变化 14、当焊接线能量和其它工艺参数一定时, 母材中的硫、磷含量高于焊接材料, 其熔合比越大越好。()【判断题】答案:B
LED焊线要求的基础知识
LED焊线要求的基础知识 一、LED焊线要求的基础知识 1.目的在压力、热量和超声波能量的共同作用下,使金丝在芯片电极和外引线键合区之间形成良好的欧姆接触,完成内外引线的连接。 2.技术要求 2.1金丝与芯片电极、引线框架键合区间的连接牢固。 2.2金丝拉力:25μm金丝F最小>5CN,F平均>6CN:32μm金丝F最小>8CN,F 平均>10CN。 2.3焊点要求 2.3.1金丝键合后第一、第二焊点如图(1)、图(2) 2.3.2金球及契形大小说明 金球直径A:ф25um金丝:60-75um,即为Ф的2.4-3.0倍; 球型厚度H:ф25um金丝:15-20um,即为Ф的0.6-0.8倍; 契形长度D:ф25um金丝:70-85um,即为Ф的2.8-3.4倍; 2.3.3金球根部不能有明显的损伤或变细的现象,契形处不能有明显的裂纹。
2.4焊线要求 2.4.1各条金丝键合拱丝高度合适,无塌丝、倒丝,无多余焊丝。 2.5金丝拉力 2.5.1第一焊点金丝拉力以焊丝最高点测试,从焊丝的最高点垂直引线框架表面在显微镜观察下向上拉,测试拉力。如图所示:
键合拉力及断点位置要求: 3.工艺条件
由于不同机台的参数设置都不同,所以没有办法统一。我在这里就简单的说一下主要要设置的地方: 键合温度、第一第二焊点的焊接时间、焊接压力、焊接功率、拱丝高度、烧球电流、尾丝长度等等。 4.注意事项 4.1不得用手直接接触支架上的芯片以及键合区域。 4.2操作人员需佩带防静电手环,穿防静电工作服,避免静电对芯片造成伤害。 4.3材料在搬运中须小心轻放,避免静电产生及碰撞,需防倒丝、塌丝、断线及沾附杂物。 4.4键合机台故障时,应及时将在键合的在制品退出加热板,避免材料在加热块上烘烤过久而造成银胶龟裂及支架变色。 二、LED焊线键合设备 先来张手动机台,很古老了 ASM的立式机台ASM的立式机台
焊接图纸基础知识
焊接基础知识 焊接图是图示焊接加工要求的一种图样,它应将焊接件的结构、与焊接的有关内容表示清楚。下面我们一起来看看这些图 在图样中简易地绘制焊缝时,可用视图、剖视图和断面图表示,也可用轴测图示意地表示,通常还应同时标注焊缝符号。 (1) 在视图中焊缝的画法 在视图中,焊缝可用一组细实线圆弧或直线段(允许徒手画)表示,如图15-1a、b、c 所示,也可采用粗实线(线宽为2b~3b)表示,如图15-1d、e、f所示。 (2) 在剖视图或断面图中焊缝的画法 在剖视图或断面图中,焊缝的金属熔焊区通常应涂黑表示,若同时需要表示坡口等的形状时,可用粗实线绘制熔焊区的轮廓,用细实线画出焊接前的坡口形状,如图15-1g、h所示。 (3) 在轴测图中焊缝的画法 用轴测图示意地表示焊缝的画法如图15-1所示。 图15-1 焊缝的画法
常见的焊接接头型式有:对接、搭接和T形接等。焊缝又有对接焊缝、点焊缝和角焊缝等,如图15-2所示。 图15-2 常见的焊缝和焊接接头型式 为了简化图样上焊缝的表示方法,一般应采用焊缝符号表示。焊缝符号一般由基本符号和指引线组成。必要时还可以加上辅助符号、补充符号和焊缝尺寸符号等。 (1) 基本符号 基本符号是表示焊缝横剖面形状的符号,它采用近似于焊缝横剖面形状的符号表示,如表1 5-1所示。基本符号采用实线绘制(线宽约为0.7b)。 表15-1基本符号
(2) 辅助符号 辅助符号是表示焊缝表面形状特征的符号,线宽要求同基本符号,见表15-2。不需确切地说明焊缝的表面形状时,可以不用辅助符号。 表15-2辅助符号 (3) 补充符号 补充符号是为了补充说明焊缝的某些特征而采用的符号,见表15-3。 表15-3补充符号
焊接基础知识.
焊接基础知识 第一章焊接理论 一、焊接的含义 焊接是利用比被焊接金属熔点低的材料,与被焊接金属一同加热,在被焊接金属不熔化的条件下,熔融焊料润湿金属表面,并在接触面上形成合金层,从而达到牢固的连接的过程。 在焊接过程中,为什么焊料能润湿被焊金属?怎么样才能得到可靠的连接?通过对焊接原理的分析,可以得到初步的了解。 一个焊点的形成要经过三个阶段的变化:1、熔融焊料在被焊金属表面的润湿阶段;2、熔融焊料在被焊金属表面的扩展阶段;3、熔融焊料通过毛细管作用渗透焊缝,与被焊金属在接触面上形成合金层。其中,润湿是最重要的阶段,没有润湿,焊接无法进行。 二、焊接的润湿作用 任何液体和固体接触时,都会产生程度不同的润湿现象。焊接时,熔融焊料(液体)会程度不同地黏附在各种金属表面,并能进行不同程度的扩展,这种粘附就是湿润。润湿得越牢,扩展面越大,润湿得越好,反之,润湿性不好或根本不湿润。 为什么会产生润湿程度的差异,其原因是液体分之(熔融焊料)与固体分子(被焊金属)之间的相互引力(粘结力)大于或小于液体分子之间的相互引力(表面张力)决定的,即: 粘结力>表面张力,则湿润; 粘结力<表面张力,则不湿润。
根据上述原理,焊接时降低熔融焊料的表面张力,可提高焊料对被焊金属的润湿能力。而降低焊料表面张力的最有效手段是:焊接时使用焊剂。 为了使焊料能迅速湿润被焊金属,必须达到金属间的直接接触,也就是说焊料和被焊金属接触面必须干净,任何污染都会妨碍润湿和金属化合物生成。因此,保持清洁的接触表面是润湿必须具备的条件。但是金属表面总是存在氧化物、油污等,因此焊接前对被焊金属表面都要进行清洁处理。 三、焊点的形成 3.1焊点形成的作用力 一个焊点形成是多种作用力综合作用的结果。在一块清洁的铜板上涂上一层焊剂,并在上面放置一定的焊料,然后将铜板加热到规定的温度,焊料熔化后就形成了下图的形状。 图 3-3
手工焊接基础知识各焊接注意事项
手工焊接基础知识各焊接注意事项 发表时间:2015-07-28 16:06:50 随着电子元器件的封装更新换代加快,由原来的直插式改为了平贴式,连接排线也由FPC 软板进行替代,元器件电阻电容经过了1206,0805,0603,0402后已向0201平贴式,BGA封装后已使用了蓝牙技术,这无一例外的说明了电子发展已朝向小型化、微型化发展,手工焊接难度也随之增加,在焊接当中稍有不慎就会损伤元器件,或引起焊接不良,所以我们的一线手工焊接人员必须对焊接原理,焊接过程,焊接方法,焊接质量的评定,及电子基础有一定的了解。 一、焊接原理: 锡焊是一门科学,他的原理是通过加热的烙铁将固态焊锡丝加热熔化,再借助于助焊剂的作用,使其流入被焊金属之间,待冷却后形成牢固可靠的焊接点。 当焊料为锡铅合金焊接面为铜时,焊料先对焊接表面产生润湿,伴随着润湿现象的发生,焊料逐渐向金属铜扩散,在焊料与金属铜的接触面形成附着层,使两则牢固的结合起来。所以焊锡是通过润湿、扩散和冶金结合这三个物理,化学过程来完成的。 1.润湿:润湿过程是指已经熔化了的焊料借助毛细管力沿着母材金属表面细微的凹凸和结晶的间隙向四周漫流,从而在被焊母材表面形成附着层,使焊料与母材金属的原子相互接近,达到原子引力起作用的距离。 引起润湿的环境条件:被焊母材的表面必须是清洁的,不能有氧化物或污染物。 形象比喻:把水滴到荷花叶上形成水珠,就是水不能润湿荷花。把水滴到棉花上,水就渗透到棉花里面去了,就是水能润湿棉花。 2.扩散:伴随着润湿的进行,焊料与母材金属原子间的相互扩散现象开始发生。通常原子在晶格点阵中处于热振动状态,一旦温度升高。原子活动加剧,使熔化的焊料与母材中的原子相互越过接触面进入对方的晶格点阵,原子的移动速度与数量决定于加热的温度与时间。 3. 冶金结合:由于焊料与母材相互扩散,在2种金属之间形成了一个中间层---金属化合物,要获得良好的焊点,被焊母材与焊料之间必须形成金属化合物,从而使母材达到牢固的冶金结合状态。
焊接图-_焊接工艺基础知识
1 焊接工艺基础知识 1.1 焊接接头的种类及接头型式 用焊接方法连接的接头称为焊接接头(简称为接头)。它由焊缝、熔合区、热影响区及其邻近的母材组成。在焊接结构中焊接接头起两方面的作用,第一是连接作用,即把两焊件连接成一个整体;第二是传力作用,即传递焊件所承受的载荷。 根据GB/T3375—94《焊接名词术语》中的规定,焊接接头可分为10种类型,即对接接头、T形接头、十字接头、搭接接头、角接接头、端接接头、套管接头、斜对接接头、卷边接头和锁底接头,如图1。其中以对接接头和T形接头应用最为普遍。 (一)对接接头 两件表面构成大于或等于135°,小于或等于180°夹角的接头,叫做对接接头。在各种焊接结构中它是采用最多的一种接头型式。 钢板厚度在6mm以下,除重要结构外,一般不开坡口。 厚度不同的钢板对接的两板厚度差(δ—δ1)不超过表1—1规定时,则焊缝坡口的基本形式与尺寸按较厚板的尺寸数据来选取;否则,应在厚板上作出如图1—1所示的单面或双面削薄;其削薄长度L≥3(δ—δ1)。 图1—1 不同厚度板材的对接 (a)单面削薄, (b)双面削薄 两焊件端面间构成大于30°、小于135°夹角的接头,叫做角接接头,见图1—2。这种接头受力状况不太好,常用于不重要的结构中。
图1—2 角接接头 (a)I形坡口; (b)带钝边单边V形坡口 (三)T形接头 一件之端面与另一件表面构成直角或近似直角的接头,叫做T形接头,见图1—3。 图1—3 T形接头 (四)搭接接头 两件部分重叠构成的接头叫搭接接头,见图1—4。 图1—4 搭接接头 (a)I形坡口, (b)圆孔内塞焊; (c)长孔内角焊 搭接接头根据其结构形式和对强度的要求,分为不开坡口、圆孔内塞焊和长孔内角焊三种形式,见图1—4。 I形坡口的搭接接头,一般用于厚度12mm以下的钢板,其重叠部分≥2(δ1+δ2),双面焊接。这种接头用于不重要的结构中。 当遇到重叠部分的面积较大时,可根据板厚及强度要求,分别采用不同大小和数量的圆孔内塞焊或长孔内角焊的接头型式。 1.2焊缝坡口的基本形式与尺寸 根据设计或工艺需要,将焊件的待焊部位加工成一定几何形状的沟槽称为坡口。开坡口的目的是为了得到在焊件厚度上全部焊透的焊缝。 (一)坡口形式 坡口的形式由 GB985—88《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸》、GB986—88《埋弧焊焊缝坡口的基本形式及尺寸》标准制定的:根据坡口的形状,坡口分成I形(不开坡口)、V形、Y形、双Y形、U形、双U形、单边V形、双单边Y形、J 形等各种坡口形式。
焊接图基础知识要点
2、焊接工程图的表达方法 焊缝表示法 1、焊缝画法 在技术图样中一般采用GB324-88规定的焊缝符号法表示焊缝。需要在图样上简易的绘制焊缝时,可以用视图、剖视图、断面图表示,也可以用轴测图示意表示。图样中的可见焊缝可以用圆弧、直线表示(这些线段可以徒手绘制),也允许采用粗线(粗线宽度的2倍)表示焊缝。 2、焊缝的标注 (1)、焊缝的结构形式: 用焊缝代号来表示,焊缝代号主要由:基本符号、辅助符号、补充符号、指引线和焊缝尺寸等组成。它用来说明焊缝横截面的形状,尺寸,线宽为标注字符高度的1/10,如字高为3.5mm,则符号线宽为0.35mm。辅助符号见下表所示,它是表示焊缝表面形状的符号,如凸起或凹下等。
补充符号见下表表所示,它是用来表示焊缝的范围等特征的符号。 (2)、指引线: 采用细实线绘制,一般由带箭头的指引线(称为箭头线)和两条基准线(其中一条为实线,另一条为虚线,基准线一般与图纸标题栏的长边平行)必要时可以加上尾部(90°夹角的两条细实线),如图所示。
(3)、标注 标注时,箭头线对于焊缝的位置一般没有特殊的要求。当箭头线直接指向焊缝时,可以指向焊缝的正面或反面。但当标注单边V形焊缝、带钝边的单边V形焊缝、带钝边的单边J形焊缝时,箭头线应当指向有坡口一侧的工件。如图所示。 (4)、基准线的虚线也可以画在基准线实线的上方,如上图c所示V型焊缝在视图中不可见的一侧,标在上下都一样,一定是符号中有虚线的一侧。 (5)、当箭头线直接指向焊缝时,基本符号应标注在实线侧,如上图中的U形焊缝符号和下图中的角焊缝符号。当箭头线指向焊缝的另一侧时,基本符号应标注在基准线的虚线侧,如上图c中的V形焊缝的标注以及下图中下方的角焊缝。
电子焊接基础知识
电子焊接基础知识 一、焊接工具的认识 1、烙铁 烙铁分为内热式、外热式两大类。一般由烙铁头、烙铁芯、外壳、手柄、插头组成。 公司内部主要采用内热式电烙铁、恒温电焊台、汽烙铁组成。烙铁头分为:凿式及尖锥形两种。 烙铁功率有30W-100W不等。焊接温度以350-400度为最佳。 2、热风拆焊台 公司主要采用的是850B恒温热风拆焊台。其通过电流可达3A,功率为270W。 热风拆焊台主要是利用发热电阻丝的枪芯吹出的热风来对元件进行焊接与摘取元件的工具。 若将热风拆焊台的温度调为200度左右,通过气流调至5档,可用来热缩线束套管。3、3、常用工具的作用 焊接需备镊子、尖嘴钳、剪刀、斜口钳、剥线钳、吸锡器各一把。镊子用来夹取细小元器件,尖嘴钳对少量器件管脚进行成形,剪刀可来去除贴片器件的外包装,斜口钳可修剪焊接后的元器件多余管脚,剥线钳可剥除导线外皮,吸锡器用来掏空被焊锡堵塞的焊孔。 二、焊接原料 焊锡是一种易熔、质地柔软、延展性较大的银色金属,熔点为232摄氏度。 常用的焊锡丝规格:直径为8mm,含锡量为63%,含铅量37%,之所以焊锡丝内含铅,是因为铅的熔点较低,并可增强器件与电路板的结合力。 铅是一种对人体有害金属,所以为环保起见,在焊接过程中,要带好口罩,
保持室内通风,做好安全防范措施。 市面上也有无铅焊锡,因其成本较高,如条件允许,可采用无铅焊锡。 三、元器件的识别 1、过孔的定义 在线路板中,一条线路从板的一面跳到另一面,此时连接两条线的孔称为过孔。区别于焊盘,过孔小且边缘没有助焊层的。 2、贴片与插装的区分 所谓贴片,通俗的理解可为表面式安装,即将元器件焊接与电路板表层铜箔上的器件,称为贴片器件。 插装,也称直插。即为透过电路板铜箔孔,将元器件焊于电路板背面的器件。 3、单片机 单片机是一种集成电路芯片,是采用超大规模集成电路技术把具有数据处理能力的中央处理器集成到一块硅片上构成的一个小而完善的计算机系统。单片机管脚多且密集,一般为四边形,少数为双列直插式。 4、器件的极性及方向区分 1) 电解电容对应的线路板位置是一个圆形,阴影和透明各占一半位置,电容上 的阴影部分对应线路板上阴影部分。 2) 有的线路板上对应的电解电容图形虽然是一个圆形,但没有阴影和透明的区 分,但在圆形前面有一个阴影,此类现象把电解电容上的阴影部分对应圆形前面的阴影。 3) 普通二极管:在有色环的那一端对应线路板上的负端。 4) 发光二极管:在灯罩里有一个小红旗的图形,比较大的那一个小旗对应线路 板上二极管符号负极的那一端。 5) 贴片发光二极管:观察灯罩里有小绿点的一端为二极管的负极。 6) 三极管符号有两面,一面是一个圆弧形,另一面是一个平面。平面的一端对 应线路板上符号平面的那一端。
焊线机基础知识
LED焊线工艺和过程控制基础知识 1什么样的PR图案是容易被机器识别的? 衡量图像被识别的因素主要有两个:清晰度和独特性。 清晰度:主要是图像能反映到的最细小的微观状况,主要有光线参数控制。一般来说要求图案黑白分明,但并不是越清晰越好。 独特性:是用来反应图案被重复的可能性,主要用选择的参考框大小位置控制。独特性要求一定很好,不然会认到别的地方。 2机器的光线有:同轴光,侧光 同轴光线有:蓝光和红光,用于不同反光特质的芯片表面。如果只用同一种光线,也许会遇到某种芯片表面根本反射不出黑白分明的图案。所以调节光线的时候,最好让蓝光和红光的电流大小一样。 芯片的识别主要依靠同轴光线;管脚的识别主要依靠侧光,这样使得“镀银层”清晰发亮,其他部位呈黑色。 3品质问题: 球形烂 高尔夫球 球的位置焊偏 球的高度 大小球 脱焊 弧高错误 弧高不稳(一会高一会低的现象) 弧形混乱 鱼尾形不好(太深或太浅) 第二点焊偏 4工艺参数
焊线动作过程: 烧球——FAB 回缩 劈刀移动到1st 探测高度 探测——接触——焊线——释放 拉弧 轨迹——劈刀移动到2nd 探测高度 探测——接触——焊线——释放 拉线尾——线尾拉断
5基本参数设置 第一焊点: Reference Search Height= 80-100 μm 这将影响‘Impact Force接触力度’ 和‘Search Time探测时间’ Standby Power 待机功率 在探测高度阶段到撞击到焊线板采用的能量,能够帮助一些很难打得情况。 推荐设置:0 – 30 DAC Contact Time 接触时间 当撞击和接触得到确认以后,用户可以设置接触时间,采用能量和压力以改善切球(ball shear)以及其他的应用,例如用于处理敏感的产品和用于清洁焊线窗口。 如果Contact time = 0, 接触阶段的参数将被忽略。如果确认已经接触表面,机器直接使用焊接阶段的参数。 Contact Power接触功率 在接触时间采用的超声波能量。 对于某些场合帮助增加粘性。. 如果Contact Power = 0,这个阶段转化成为“热压力焊接”。 Search speed = 20.00mm/s Search delay 2-3ms Contact Force接触压力 正确使用此压力可以帮 助解决一些工艺问题,例如 “弹坑”、氧化、不稳定焊 球成型等等。 Bond Time焊接时间 用于最终球形形成和焊 接质量的时间。 Bond Power and Force 焊接功率和焊接压力 第一点焊接质量的主要 因素,这两个参数必须适应 于焊接质量进行优化。 这两个参数配合足够的 焊线时间将会形成良好的合 金层。 拓展:Intermetallic Behavior合金层特性 a) 易碎、导电、坚固; b) 在高温下变得不稳定; c) 根据时间和温度成指数增长; d) 容易受到脆性破坏; e) 金相生长是焊接的关键
焊接工艺基础的知识点
第四节焊接工艺基础知识 一、焊接接头的种类及接头型式 焊接中,由于焊件的厚度、结构及使用条件的不同,其接头型式及坡口形式也不同。焊接接头型式有:对接接头、T形接头、角接接头及搭接接头等。 (一)对接接头 两件表面构成大于或等于135°,小于或等于180°夹角的接头,叫做对接接头。在各种焊接结构中它是采用最多的一种接头型式。 钢板厚度在6mm以下,除重要结构外,一般不开坡口。 厚度不同的钢板对接的两板厚度差(δ—δ1)不超过表1—2规定时,则焊缝坡口的基本形式与尺寸按较厚板的尺寸数据来选取;否则,应在厚板上作出如图1—8所示的单面或双面削薄;其削薄长度L≥3(δ—δ1)。 图1—8 不同厚度板材的对接 (a)单面削薄,(b)双面削薄 (二)角接接头 两焊件端面间构成大于30°、小于135°夹角的接头,叫做角接接头,见图1—9。这种接头受力状况不太好,常用于不重要的结构中。 图1—9 角接接头 (a)I形坡口;(b)带钝边单边V形坡口 (三)T形接头 一件之端面与另一件表面构成直角或近似直角的接头,叫做T形接头,见图1—10。 图1—10 T形接头 (四)搭接接头 两件部分重叠构成的接头叫搭接接头,见图1—11。
图1—11 搭接接头 (a)I形坡口,(b)圆孔内塞焊;(c)长孔内角焊 搭接接头根据其结构形式和对强度的要求,分为不开坡口、圆孔内塞焊和长孔内角焊三种形式,见图1—11。 I形坡口的搭接接头,一般用于厚度12mm以下的钢板,其重叠部分≥2(δ1+δ2),双面焊接。这种接头用于不重要的结构中。 当遇到重叠部分的面积较大时,可根据板厚及强度要求,分别采用不同大小和数量的圆孔内塞焊或长孔内角焊的接头型式。 二、焊缝坡口的基本形式与尺寸 (一)坡口形式 根据坡口的形状,坡口分成I形(不开坡口)、V形、Y形、双Y形、U形、双U形、单边V形、双单边Y形、J形等各种坡口形式。 V形和Y形坡口的加工和施焊方便(不必翻转焊件),但焊后容易产生角变形。 双Y形坡口是在V形坡口的基础上发展的。当焊件厚度增大时,采用双Y形代替V形坡口,在同样厚度下,可减少焊缝金属量约1/2,并且可对称施焊,焊后的残余变形较小。缺点是焊接过程中要翻转焊件,在筒形焊件的内部施焊,使劳动条件变差。 U形坡口的填充金属量在焊件厚度相同的条件下比V形坡口小得多,但这种坡口的加工较复杂。 (二)坡口的几何尺寸 (1)坡口面待焊件上的坡口表面叫坡口面。 (2)坡口面角度和坡口角度待加工坡口的端面与坡口面之间的夹角叫坡口面角度,两坡口面之间的夹角叫坡口角度,见图1—12。 (3)根部间隙焊前在接头根部之间预留的空隙叫根部间隙,见图1—12。其作用在于打底焊时能保证根部焊透。根部间隙又叫装配间隙。 (4)钝边焊件开坡口时,沿焊件接头坡口根部的端面直边部分叫钝边,见图1—12。钝边的作用是防止根部烧穿。 (5)根部半径在J形、U形坡口底部的圆角半径叫根部半径(见图1—12)。它的作用是增大坡口根部的空间,以便焊透根部。