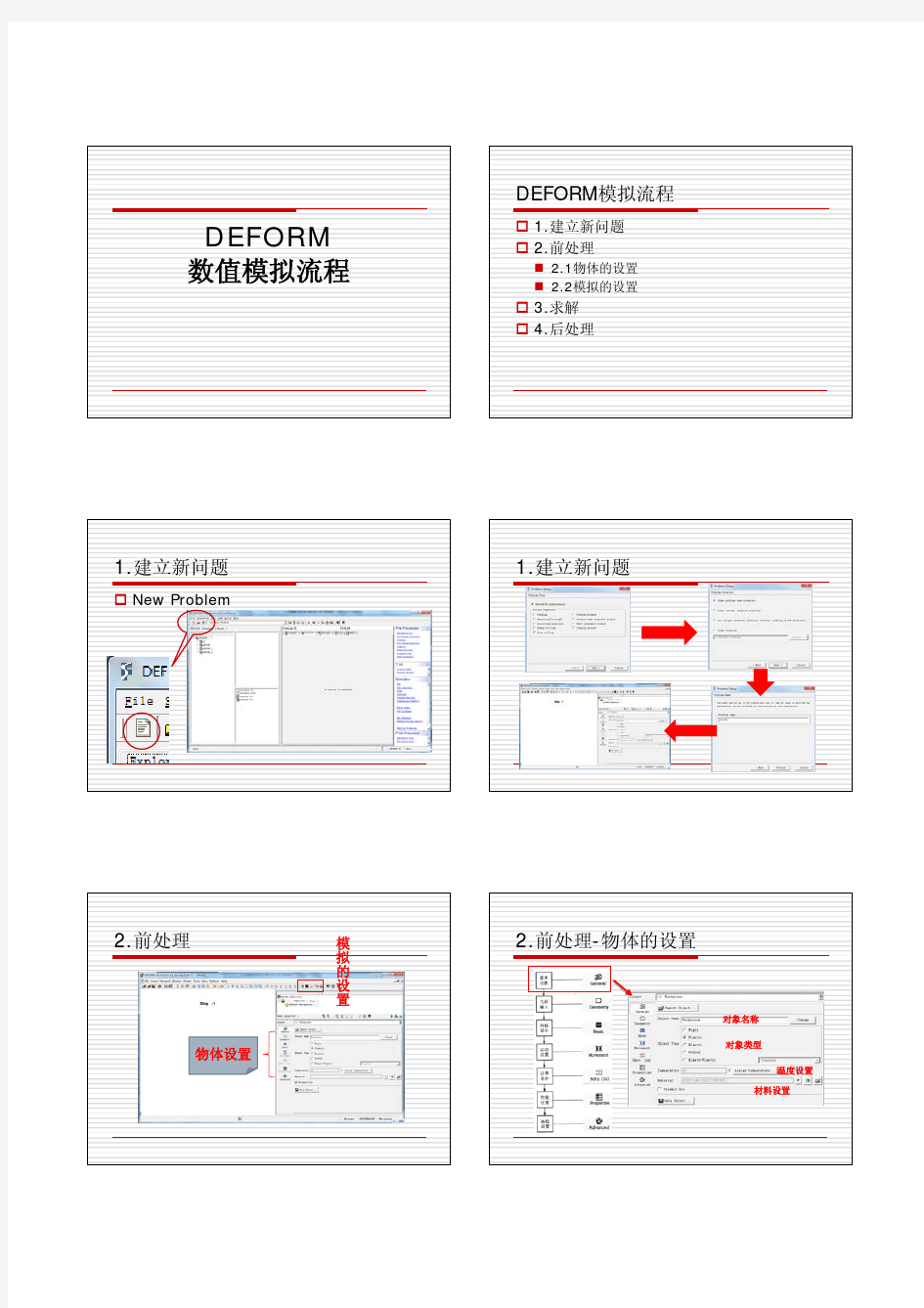
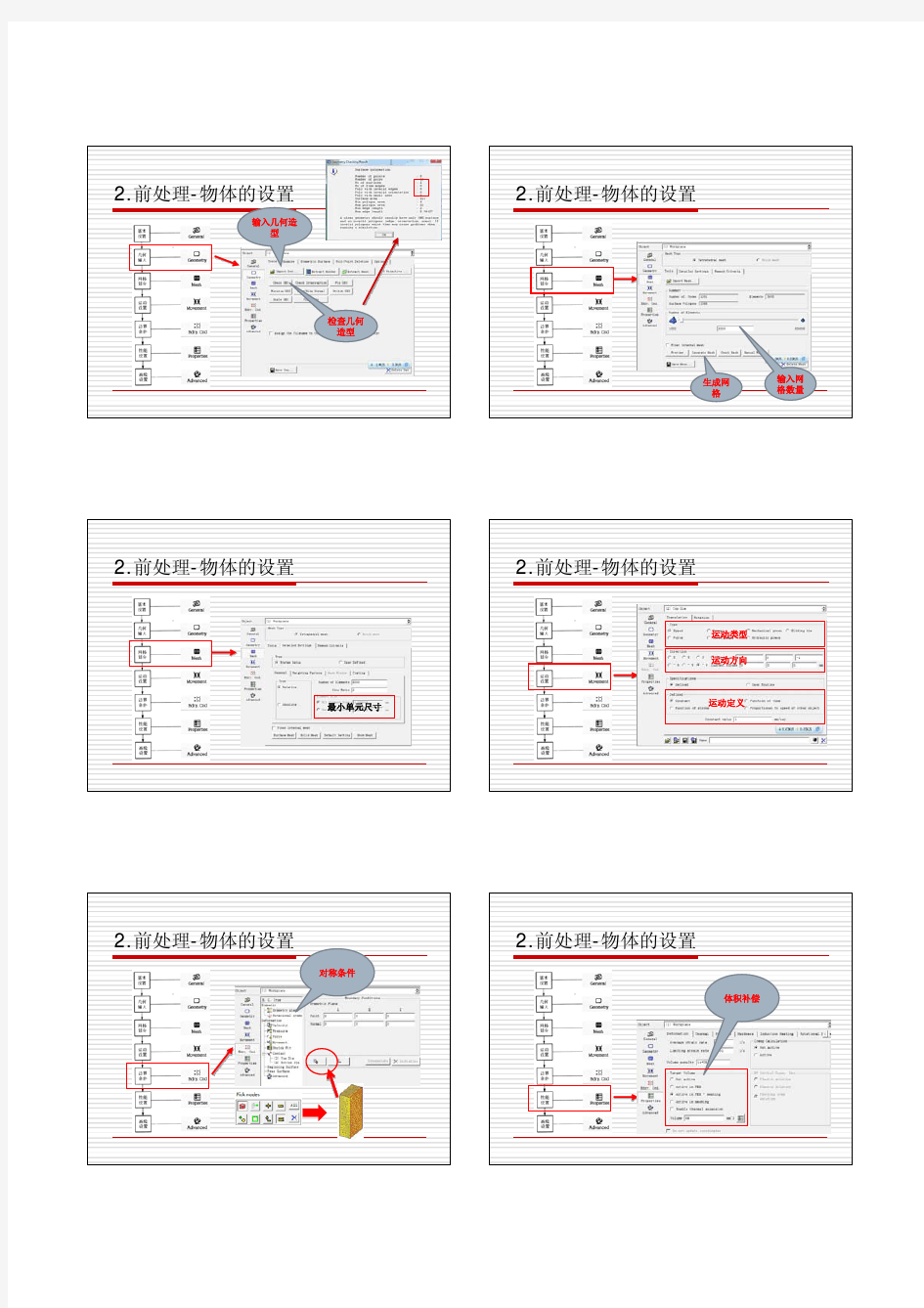
DEFORM数值模拟软件模拟流程
基于DEFORM3D二次开发的塑性成形过程组织演化模拟
基于DEFORM3D 二次开发的塑性成形过程组织演化模拟 作者:曲周德 张伟红 摘要:金属热成形方法可以有效改善 产品的综合机械性能,利用有限元模拟可以为控制锻造和产品质量提供理论依据。在Deform3D 的热力耦合刚粘塑性有限元模拟技术的基础上,进行了微观组织演化的二次开发,可以扩展有限元软件的组织模拟能力,并利用该方法对20CrMnTi 钢镦锻热成形过程进行了计算机模拟,得到了热力参数的分布状况和内部晶粒度变化的规律。通过摇臂轴的镦锻成形模拟证明了组织模拟能够为工艺改进提供了理论依据。 关键词:刚粘塑性;有限元;晶粒尺寸;显微组织演化;热镦锻 0 引言 高温成形过程中,金属将发生动态和静态再结晶,产生新的晶粒。这种微观组织的演变在很大程度上决定了产品的宏观力学性能[1,2]。利用热加工过程控制晶粒大小,细化微观组织,是提高产品力学性能的重要手段。因此,研究材料在热成形过程中宏观力学行为和微观组织的变化,揭示其相互之间的关系,并依据优化工艺参数、设计塑性成形工艺和锻后冷却方案,这对解决目前的工艺问题,提高产品质量是很有意义的,同时也是变形过程全面模拟的前沿课题[3]。 有限元数值模拟技术是随着物理模拟设备的完善以及计算机技术的发展而发展起来的。鉴于有限元法是目前唯一能对塑性加工过程给出全面且较为精确数值解的分析方法,本文对材料组织性能所进行的数值模拟均采用该分析方法。 数值模拟软件是求解塑性加工问题的一个基本工具。现在市场上已有许多成熟的用于金属塑性加工的商业软件。如DEFORM ,MSC.MARC ,MSC.SUPERFORM ,Dynaform 等,但这些软件都只进行宏观变形和温度的分析计算,没有考虑宏观与微观耦合,不具备微观组织演化的模拟和预测功能,或者只具有简单的预测能力,其模型并不一定适合于所考察的问题。本文通过对Deform3D 二次开发,将适合于材料的组织模型与成形的热力耦合计算结合,模拟热成形过程中的组织演化。 1 模型建立
铸造过程模拟仿真
铸造过程模拟仿真 1、概述 在铸造生产中,铸件凝固过程是最重要的过程之一,大部分铸造缺陷产生于这一过程。凝固过程的数值模拟对优化铸造工艺,预测和控制铸件质量和各种铸造缺陷以及提高生产效率都非常重要。 凝固过程数值模拟可以实现下述目的: 1)预知凝固时间以便预测生产率。 2)预知开箱时间。 3)预测缩孔和缩松。 4)预知铸型的表面温度以及内部的温度分布,以便预测金属型表面熔接情况,方便金属型设计。 5)控制凝固条件[1]。 为预测铸应力,微观及宏观偏析,铸件性能等提供必要的依据和分析计算的基础数据。作为铸造工艺过程计算机数值模拟的基础,温度场模拟技术的发展历程最长,技术也最成熟。温度场模拟是建立在不稳定导热偏微分方程的基础上进行的。考虑了传热过程的热传导、对流、辐射、结晶潜热等热行为。所采用的计算方法主要有:有限差分法、有限元法、边界元法等;所采用的边界条件处理方法有N方程法、温度函数法、点热流法、综合热阻法和动态边界条件法;潜热处理方法有:温度回升法、热函法和固相率法。 自丹麦Forsound于1962年第一次采用电子计算机模拟铸件凝固过程以来,为铸造工作者科学地掌握与分析铸造工艺过程提出了新的方法与思路,在全世界范围内产生了积极的影响,许多国家的专家与学者陆续开展此项研究工作。在铸造工艺过程中,铸件凝固过程温度场的数值模拟计算相对简单,因此,各国的专家与学者们均以铸件凝固过程的温度场数值模拟为研究起点。继丹麦人之后,美国在60年代中期开始进行大型铸钢件温度场的计算机数值模拟计算研究,且模拟计算的结果与实测温度场吻合良好;进入70年代后,更多的国家加入了铸件凝固过程数值模拟的研究行列中,相继开展了有关研究与应用,理论研究与实际应用各具特色。其中有代表性的研究人员有美国芝加哥大学的R.D.Pehlke教授、佐治亚工学院的J.Berry教授、日本日立研究所的新山英辅教授、大阪大学的大中逸雄教授、德国亚探工业大学的P.Sham教授和丹麦科技大学的P.N.Hansen教授等。我国的铸件凝固过程温度场数值模拟研究始于70年代末期,沈阳铸造研究所的张毅高级工程师与大连工学院的金俊泽教授在我国率先开展了铸造工艺过程的计算机数值模拟研究工作,虽然起步较晚,但研究工作注重与生产实践密切结合,取得了较好的应用效果,形成了我国在这一研究领域的研究特色[2]。 1988年5月,在美国佛罗里达州召开的第四届铸造和焊接计算机数值模拟会议上,共有来自10个研究单位的从事铸造凝固过程计算机数值模拟技术研究的专家和学者参加了会议组织的模拟斧锤型铸件凝固过程的现场比赛。由于该铸件在几何形状上属复杂类型,模拟计算有一定的难度。从比赛结果看,绝大部分的模拟结果与实际测温结果相吻合。此次比赛得出如下结论[8]: l)铸件凝固过程的计算机模拟达到了相当的水平,如三维自动刻分、三维模拟计算、三维温度场显示等,并产生了一些软件包,如日立公司的HICASS、丹麦的Geomesh、大阪大学的SOLAM及亚琛的CASTS等。 2)模拟计算的结果都接近实测,这说明有限差分、有限元和边界元这三种计算方法对温度场计算都能满足精度要求,同时也说明了铸件凝固过程温度场计算机模拟计算技术已趋成熟。
最新DEFORM软件汇总
D E F O R M软件
DEFORM软件 DEFORM简介 Deform软件是一个高度模块化、集成化的有限元模拟系统,它主要包括前处理器、模拟器、后处理器三大模块。 前处理器:主要包括三个子模块(1)数据输入模块,便于数据的交互式输入。如:初始速度场、温度场、边界条件、冲头行程及摩擦系数等初始条件;(2)网格的自动划分与自动再划分模块;(3)数据传递模块,当网格重划分后,能够在新旧网格之间实现应力、应变、速度场、边界条件等数据的传递,从而保证计算的连续性。 模拟器:真正的有限元分析过程是在模拟处理器中完成的,Deform运行时,首先通过有限元离散化将平衡方程、本构关系和边界条件转化为非线性方程组,然后通过直接迭代法和Newton-Raphson法进行求解,求解的结果以二进制的形式进行保存,用户可在后处理器中获取所需要的结果 后处理器:后处理器用于显示计算结果,结果可以是图形形式,也可以是数字、文字混编形式,获取的结果可为每一步的有限元网格;等效应力、等效应变;速度场、温度场及压力行程曲线等 DEFORM功能 1. 成形分析 冷、温、热锻的成形和热传导耦合分析(DEFORM所有产品)。
丰富的材料数据库,包括各种钢、铝合金、钛合金和超合金(DEFORM所有产品)。 用户自定义材料数据库允许用户自行输入材料数据库中没有的材料(DEFORM所有产品)。 提供材料流动、模具充填、成形载荷、模具应力、纤维流向、缺陷形成和韧性破裂等信息。 刚性、弹性和热粘塑性材料模型,特别适用于大变形成形分析(DEFORM所有产品)。 弹塑性材料模型适用于分析残余应力和回弹问题(DEFORM-Pro, 2D, 3D)。 烧结体材料模型适用于分析粉末冶金成形(DEFORM-Pro, 2D, 3D)。 完整的成形设备模型可以分析液压成形、锤上成形、螺旋压力成形和机械压力成形(DEFORM所有产品)。 用户自定义子函数允许用户定义自己的材料模型、压力模型、破裂准则和其他函数(DEFORM-2D,3D)。 网格划线(DEFORM-2D,PC,Pro)和质点跟踪(DEFORM所有产品)可以分析材料内部的流动信息及各种场量分布、温度、应变、应力、损伤及其他场变量等值线的绘制使后处理简单明了(DEFORM所有产品)。 自我接触条件及完美的网格再划分使得在成形过程中即便形成了缺陷,模拟也可以进行到底(DEFORM-2D,Pro)。 多变形体模型允许分析多个成形工件或耦合分析模具应力(DEFORM-2D,Pro,3D)。
deform挤压模拟课程设计
课题: 材料成型计算机模拟系别: 机械工程学院专业班级: 11级材控1班 指导教师: 张金标 组别: 第五组 2014年6月
第一章课程设计内容及任务分配.............................................................................................................. - 1 - 1.1 概述.......................................................................................................................................................... - 1 - 1.2 设计目的.................................................................................................................................................. - 1 - 1.3 设计内容.................................................................................................................................................. - 1 - 1.4 设计要求.................................................................................................................................................. - 1 - 1.5 挤压方案任务分配.................................................................................................................................. - 2 - 第二章工艺参数.......................................................................................................................................... - 3 - 2.1 工艺参数的设计...................................................................................................................................... - 3 - 2.1.1 摩擦系数的确定.................................................................................................................................... - 3 - 2.1.2 挤压速度的确定.................................................................................................................................... - 3 - 2.1.3 工模具预热温度的确定........................................................................................................................ - 3 - 第三章模具尺寸的确定.............................................................................................................................. - 4 - 3.1 挤压工模具示意图.................................................................................................................................. - 4 - 3.2 模具尺寸的确定...................................................................................................................................... - 4 - 3.2.1挤压模结构尺寸的确定......................................................................................................................... - 4 - 3.2.2 挤压筒结构尺寸的确定...................................................................................................................... - 6 - 3.2.3 挤压垫的结构及尺寸确定.................................................................................................................... - 7 - 第四章实验模拟及数据提取分析............................................................................................................ - 8 - 4.1挤压工模具及工件的三维造型............................................................................................................... - 8 - 4.2 挤压模拟.................................................................................................................................................. - 8 - 4.3 后处理...................................................................................................................................................... - 9 - 4.4分析数据................................................................................................................................................... - 9 - 4.5 坯料温度对挤压力的影响.................................................................................................................... - 10 - 4.6 坯料预热温度对破坏系数的影响........................................................................................................ - 11 - 个人小结........................................................................................................................................................ - 12 - 参考文献........................................................................................................................................................ - 21 - 附表《塑性成型计算机模拟》课程设计成绩评定表
deform3D实验报告
学生学号0120801080128 实验课成绩 学生实验报告书 实验课程名称材料成型数值模拟设计实验 开课学院材料学院 指导教师姓名朱春东、钱东升 学生姓名王丹丹 学生专业班级成型0801 2011-- 2012学年第一学期
实验教学管理基本规范 实验是培养学生动手能力、分析解决问题能力的重要环节;实验报告是反映实验教学水平 与质量的重要依据。为加强实验过程管理,改革实验成绩考核方法,改善实验教学效果,提高 学生质量,特制定实验教学管理基本规范。 1、本规范适用于理工科类专业实验课程,文、经、管、计算机类实验课程可根据具体情况参 照执行或暂不执行。 2、每门实验课程一般会包括许多实验项目,除非常简单的验证演示性实验项目可以不写实验 报告外,其他实验项目均应按本格式完成实验报告。 3、实验报告应由实验预习、实验过程、结果分析三大部分组成。每部分均在实验成绩中占一 定比例。各部分成绩的观测点、考核目标、所占比例可参考附表执行。各专业也可以根据具体情况,调整考核内容和评分标准。 4、学生必须在完成实验预习内容的前提下进行实验。教师要在实验过程中抽查学生预习情况, 在学生离开实验室前,检查学生实验操作和记录情况,并在实验报告第二部分教师签字栏签名,以确保实验记录的真实性。 5、教师应及时评阅学生的实验报告并给出各实验项目成绩,完整保存实验报告。在完成所有 实验项目后,教师应按学生姓名将批改好的各实验项目实验报告装订成册,构成该实验课程总报告,按班级交课程承担单位(实验中心或实验室)保管存档。 6、实验课程成绩按其类型采取百分制或优、良、中、及格和不及格五级评定。 附表:实验考核参考内容及标准 观测点考核目标成绩组成 实验预习1.预习报告 2.提问 3.对于设计型实验,着重考查设计方案的 科学性、可行性和创新性 对实验目的和基本原理 的认识程度,对实验方 案的设计能力 20% 实验过程1.是否按时参加实验 2.对实验过程的熟悉程度 3.对基本操作的规范程度 4.对突发事件的应急处理能力 5.实验原始记录的完整程度 6.同学之间的团结协作精神 着重考查学生的实验态 度、基本操作技能;严 谨的治学态度、团结协 作精神 30% 结果分析1.所分析结果是否用原始记录数据 2.计算结果是否正确 3.实验结果分析是否合理 4.对于综合实验,各项内容之间是否有分 析、比较与判断等 考查学生对实验数据处 理和现象分析的能力; 对专业知识的综合应用 能力;事实求实的精神 50%
【文献】基于DEFORM三维多晶体材料微结构的有限元分析【价值多】
第25卷 第14期 2009年7月 甘肃科技 Gansu Science and Technol ogy V ol .25 N o .14Jul . 2009 基于D EFORM 三维多晶体 材料微结构的有限元分析 何凤兰,李旭东,王国梁 (兰州理工大学甘肃省有色金属新材料省部共建国家重点实验室,甘肃兰州730050) 摘 要:利用本课题组自主开发的计算机软件Aut oRVE,实现三维多晶体材料微结构的几何建模,网格划分,并将生成的I nput 的文件通过脚本语言Python 的编译,实现在DEF OR M 中建立三维多晶体微结构的具体材料模型,并进行挤压过程热力耦合仿真分析,演示出了三维多晶体材料微结构的温度场及等效应力、等效应变分布结果。关键词:三维多晶体;材料微结构;Key 文件;I nput 文件中图分类号:TG14 1 D EFO RM 简介 DEF ORM -3D 是一套基于工艺模拟系统的有 限元系统(FE M ),专门设计用于分析各种金属成形过程中的三维(3D )流动,提供极有价值的工艺分析数据,及有关成形过程中的材料和温度流动。主要包括前处理器、模拟器、后处理器三大模块。前处理器处理模具和坯料的材料信息及几何信息的输入、成形条件的输入,建立边界条件,它还包括有限元网格自动生成器;模拟器是集弹性、弹塑性、刚(粘)塑性、热传导于一体的有限元求解器;后处理器是将模拟结果可视化,支持OpenG L 图形模式,并输出用户所需的模拟数据。DEF OR M 允许用户对其数据库进行操作,对系统设置进行修改,以及定义自己的材料模型等 [1] ,如图1所示。 图1 有限元分析流程图 2 D EFO RM 前处理程序的二次开发 2.1 材料代表性体积单元(RVE ) 材料微结构细观力学响应的数值计算建立在材 料微观组织结构的“代表性体积单元”(RVE )技术上。微观组织结构的“代表性体积单元”定义在材料的细观尺度上。“代表性体积单元”其体积尺寸是最小的,但体积单元内却包含了足够多微观组织结构组成物的几何信息、晶体学取向信息、分布信息 与相场信息,并能在统计学意义上(统计平均性质)代表材料微观组织结构的基本特征,由“代表性体积单元”组成的材料称为统计均匀材料,统计均匀材料受到均匀边界条件的作用,则介质内的场变量是统计均匀场。值得指出的是,应该根据材料实际(或模拟)的微观组织结构组成物的几何构造、取向分布与结构,计算材料微观组织结构的“代表性体积单元”内的细观力学响应以及材料性能。“代表性体积单元”的细观应力的体积平均响应程度必须与“代表性体积单元”边界上所承受的外加载荷程度相一致 [2-6] 。 2.2 几何模型的建立 挤压件原始尺寸为:1000mm ×1000mm ×500mm (长度×宽度×厚度),其开始温度为900℃,上下模具温度都为300℃。材料假定是各相同性的,挤压件和上下模之间采用剪切摩擦模型,摩擦系数是0.3。工件的自由表面与周围环境之间的等效 换热系数取为180.2N /(s ?m 2 ?c ),工件与上下模之间的接触传热系数取为5N /(s ?m 2 ?c ),辐射率为0.7。坐标系的建立为:Z 轴的负方向为挤压方 向。
Magma铸造CAE模拟
Magma操作 STL导入 点击“preprocessor”进入“MAGMApre”界面,依次导入相应的构件,保存。
Mesh划分网格 如上图所示,Magma共提供以上四种划分网格方法:自动划分、标准划分、高级、高级2。其中,自动划分是指用户自己制定划分的总的网格数,Magma自动进行适当的调整划分实体,标准划分是指铸型等不需要很高精度的部分进行的一种比较粗略的划分,如果需要对某一部分进行更细的划分,那么用户可以在“高级”中进行制定网格大小,甚至可以在“高级2”中对更进一步的某些部分进行更细的网格划分。 自动划分是用户可以制定计算部分的大约网格数、是否生成壳、是否核心划分、是否针对解法5进行划分。 Solver5是一种针对复杂结构铸件的网格划分方法。 1.2.4 网格划分 1.根据网格总量划分 1)打开选择功能表enmeshment,则mesh generation的视窗就出现; 2)选择automatic ,输入网格总数量; 3)选择generate 划分。
按照网格总数划分 2.根据单元网格三维尺寸划分 标准高级更高级 1)操作步骤: (1)选择功能表enmeshment,则mesh generation的视窗即出现;
(2)选择standard模式定义标准的网格化参数(如图 1.2.4-2); (3)若standard模式不符划分需求,选择advanced和advanced2模式 ,来局部区域细分; 依据个人需求,改变预设的参数,参数说明后面3)中叙述。 (4)选择calculate,测试产生网格数; (5)假如接受测试结果,选择generate正式产生网格。 网格数量 2)划分准则 1、Wall thichness— 网格划分最小结构厚度。 2、Accuracy— 精度 3、Element size— 网格大小 4、Option。 其中Wall thichness和Element size一般设成一样大小。 3)参数说明 (1)wall thickness(壁厚) ─粗分网格; 几何中只要有壁厚小于设定值的地方就不会有网格产生,单位是mm 。
Deform-3D在挤压中的应用1
Deform-3D在挤压中的应用挤压就是对放在容器(挤压筒)内的金属锭坯从一端施加外力,强迫其从特定的模孔中流出,获得所需要的断面形状和尺寸的制品的一种塑性成型方法。 挤压过程分为开始(填充)挤压阶段、基本(平流)挤压阶段和终了(紊流)挤压三个阶段。在填充挤压阶段:金属发生横向流动,出现单鼓或双鼓变形。随着挤压杆的向前移动,挤压力呈直线上升。随着填充过程中锭坯直径增大,在锭坯的表面层出现了阻碍其自由增大的周向附加拉应力。随着填充过程进行,锭坯长度缩短,直径增大,中间部分首先与挤压筒壁接触,由于摩擦作用,从而在表面层出现了阻碍金属向前后两个空间流动的纵向附加拉应力。在基本挤压阶段:金属不发生横向流动。挤压力随挤压杆向前移动几乎呈直线下降。在终了挤压阶段:金属的横向流动剧烈增加,并产生环流,挤压力增加,产生挤压缩尾。这些因素使其变形机理非常复杂,很难用准确的数学关系式进行描述,从而导致生产过程中对产品质量控制的难度增大。采用DEFORM软件对大变形生产工序进行模拟分析和控制,能有效地对挤压生产进行指导。这里主要介绍DEFORM塑性成形模拟的基本过程和方法。 关键字:DEFORM 挤压塑性成形 DEFORM软件模拟塑性成形的基本流程: (1)几何模型的建立。 DEFORM-3D不具有三维造型功能,所以物理模型要在其他三维软
件中建立。例如用CAD,Pro/e,UG等三维造型软件造型,然后,通过另存为STL格式,实现模型与数值模拟软件间的数据转换。 (2)网格的划分与重划分。 划分网格是将问题的几何模型转化成离散化的有限元网格。分网时要根据问题本身的特点选择适当的单元类型。根据问题的几何和受力状态的特点,尽可能的选用比较简单的的单元类型。网格划分的方法有映射法或称为结构化的方法和自由的或非结构化的方法两种,根据不同问题类型应选用合适的方法划分网格。网格划分太大则模拟精度降低;网格划分太小模拟准确性上升,但是模拟时间增加,效率降低。所以选择一个合适的网格划分方式和网格划分大小至关重要。用刚(黏)塑性有限元法计算材料成型过程时,随着变形程度的增加和动态边界条件的变化,初始化分好的规则有限元网格,会发生部分畸变现象,网格出现不同程度的扭曲,从而影响有限元的计算精度,严重时会使迭代过程不收敛,这时就需要进行网格的重新划分,保证仿真过程中材料经大量流动后仍然可以继续,获得的结果仍然具有足够的精度。Deform在网格畸变到一定程度后会自动进行网格重划分,生成搞质量的网格。 (3)材料模型的建立及其他参数设置 功能强的分析软件提供的材料模型种类较多,用户可以根据问题的主要特点,精度要求即可得到的材料参数选择合适的模型,并输入相关参数。越是复杂的模型,其计算精度越高;但计算量也会提高,同时所需输入的材料参数也越多。一般而言,材料的物理性能和弹
Deform使用简明步骤
Deform—3D是对金属体积成形进行模拟分析的优秀软件,最近几年的工业实践证明了其在数值模拟方面的准确性,为实际生产提供了有效的指导。Deform—3D的高度模块化、友好的操作界面、强大的处理引擎使得它在同类模拟软件中处于领先地位。 以下将分为模拟准备、前处理、求解器、后处理四部分简要介绍Deform—3D的使用步骤。 一、模拟准备 模拟准备阶段主要是为模拟时所用的上模、下模、坯料进行实体造型,装配,并生成数据文件。 实体造型可通过UG、Pro-e、Catia、Solidworks等三维作图软件进行设计,并按照成形要求进行装配,最后将装配体保存为STL格式的文件。该阶段需要注意的是STL格式的文件名不能含有中文字符;另外对于对称坯料,为了节省求解过程的计算时间并在一定程度上提高模拟精度(增加了网格数量),可把装配体剖分为1/4,1/8或更多后再进行保存。二、前处理 前处理是整个数值模拟的重要阶段,整个模拟过程的工艺参数都需要在该阶段设置,各参数设置必须经过合理设置后才能保证模拟过程的高效性和模拟结果的准确性。 首先打开软件,新建(new problem)→选择前处理(Deform-3D preprocessor)→在存放位置(Problem location)选项卡下选择其他(other location)并浏览到想要存放deform模拟文件的文件夹→下步的problem name可任意填写。注意:所有路径不能含有中文字符。 之后会打开新的界面,点击模拟控制(simulation controls)→改变单位(units)为SI,接受 弹出窗口默认值;选中模式(mode)选项卡下热传导(heat transfer)。 导入坯料、模具并设置参数: 导入毛坯: 1、general:通常采用刚塑性模型即毛坯定义为塑性(plastic),之后导入的模具定义为 刚性(rigid);温度(temperature):根据成形要求设定坯料预热温度(温热成形时一定注意);材料(material):点击load选择毛坯材料,若材料库中没有对应的材料可选择牌号相近的。 2、geometry:import geometry from a file:从保存的STL格式文件中找到坯料,导入 后会在左侧窗口显示出预览,然后点击check GEO检查模型,务必保证出现下图椭圆中数值。 3、网格(mesh):合理划分网格对有限元模拟至关重要。网格划分方法分为相对和绝对, 相对(relative)划分时指定网格数量和尺寸比率,网格的大小则由系统自动计算;绝对(absolute)划分时指定最大最小网格尺寸,而网格数量则由系统自动计算。相对法划分网格的步骤通常是,在detailed settings----general中将尺寸比率(size ratio)设置为1→指定网格数量→选中精细内部网格(finer internal mesh)→点击预览表面网格(surface mesh)→查看最小单元尺寸(min element size),通常应使最小网格尺寸小于该次模拟成形工件最小尺寸的1/2,若不满足可适当增加网格数量→点击solid mesh生成内部网格→网格生成完成后再将size ratio改为2或其它。这样划分可保证在模拟开始时网格是均匀的,从而一定程度上提高精度。需要注意的是网格数量要同时
DEFORM模拟锻压挤压实验报告
铜陵学院课程实验报告 实验课程材料成型计算机模拟 指导教师 专业班级 姓名 学号 2014年05月11日
实验一 圆柱体压缩过程模拟 1 实验目的与内容 1.1 实验目的 进一步熟悉AUTOCAD 或PRO/E 实体三维造型方法与技艺,掌握DEFORM 软件的前处理、后处理的操作方法与热能,学会运用DEFORM 软件分析压缩变形的变形力学问题。 1.2 实验内容 运用DEFORM 模拟如图1所示的圆柱坯压缩过程。 (一)压缩条件与参数 锤头与砧板:尺寸200×200×20mm ,材质DIN-D5-1U,COLD ,温度室温。 工件:材质DIN_CuZn40Pb2,尺寸如表1所示,温度700℃。 (二)实验要求 (1)运用AUTOCAD 或PRO/e 绘制各模具部件及棒料的三维造型,以stl 格式输出; 砧板 工件 锤头 图1 圆柱体压缩过程模拟
(2)设计模拟控制参数; (3)DEFORM前处理与运算(参考指导书); (4)DEFORM后处理,观察圆柱体压缩变形过程,载荷曲线图,通过轴对称剖分观察圆柱体内部应力、应变及损伤值分布状态; (5)比较实验 1与2、3与4、1与3和2与4的模拟结果,找出圆柱体变形后的形状差别,说明原因; (6)提交分析报告(纸质和电子版)、模拟数据文件、日志文件。 2 实验过程 2.1工模具及工件的三维造型 根据给定的几何尺寸,运用AUTOCAD或PRO/E分别绘制坯料、锤头和砧板的几何实体,文件名称分别为workpiece,topdie,bottomdie,输出STL格式。 2.2 压缩过程模拟 2.2.1 前处理 建立新问题:程序→DEFORM6.1→File→New Problem→Next→在Problem Name栏中填写“Forging”→ Finish→进入前前处理界面; 单位制度选择:点击Simulation Conrol按钮→Main按钮→在Units栏中选中SI(国际标准单位制度)。 添加对象:点击+按钮添加对象,依次为“workpiece”、“topdie”、“bottomdie”。 定义对象的材料模型:在对象树上选择workpiece →点击General按钮→选中Plastic 选项(塑性)→点击Assign Temperature按钮→填入温度,→点击OK按钮;在对象树上选择topdie →点击General按钮→选中Rigid选项(刚性)→点击Assign Temperature 按钮→填入温度,→点击OK按钮→勾选Primary Die选项(定义为extusion dummy block 主动工具)→如此重复,定义其它工模具的材料模型(不勾选Primary Die选项)。 调整对象位置关系:在工具栏点击Object Positioning按钮进入对象位置关系调整对话框→根据挤压要求及实体造型调整相互位置关系→点击OK按钮完成; 模拟控制设置:点击Simulation Conrol按钮→Main按钮→在Simulation Title栏中填入“tuble extrusion”或“stick extrusion”→在Operation Title栏中填入“deform heat transfer”→选中SI选项,勾选“Defromation”选项,点击Stemp按钮→在Number of Simulation Stemps 栏中填入模拟步数→Stemp Increment to Save栏中填入每隔几步就保存模拟信息→在Primary Die栏中选择extusion dummy block(以挤压垫为主动工具)→在With Constant Time Increment栏中填入时间步长→点击OK按钮完成模拟设置; 实体网格化:在对象树上选择workpiece→点击Mesh →在Number of Elements卡上填入需要的网格数,如15000→点击Generate Mesh →工件网格生成; 说明:工模具不作分析,可以不进行网格划分。 设置对象材料属性:在对象树上选择workpiece→点击Meterial→点击other→选择DIN-CuZn40Pb2→点击Assign Meterial完成材料属性的添加; 设置主动工具运行速度:在对象树上选择topdie →点击Movement→在speed/force选
铸造模拟
三个基本问题 1)什么是金属材料制备工艺? 通过一定的生产流程,获得可以作为工业或工程中使用的金属材料或者构件,这个过程称之为金属材料制备与加工。 2)什么是金属材料制备工艺的计算机模拟? 根据用户要求,基于一定的判据设计的制备与加工工艺过程,建立起数学物理模型,在计算机上进行造型、运算,并将得到的成千上万的数据综合在一起逼近研究对象的全貌,表达出成分工艺组织性能的演变规律,用形象的图形或者动画形式,显示出这些过程的直观画面称之为计算机模拟。 3)为什么进行金属材料制备工艺的计算机模拟? 基本的加工工艺 1)铸造,凝固成形,液固相变。 2)焊接,凝固成形,液固相变,热影响区晶粒长大。 3)压力加工,固态成形,固态相变。 4)热处理,固态相变。 5)冷成形模拟 模拟的框架1)前处理,造型,数据输入等 2)计算,算法的优化 3)后处理,模拟结果输出,判据函数 4)数据库 模拟具有实时性,模拟的准确性取决于模型的精度。 开展工艺模拟的目的 1)优化现有工艺 2)进行模具与新工艺设计 3)缩短设计、试制和生产周期,降低成本 4)工艺的可视化,工程师和模拟工作者之间能够共同分析出达到最佳工艺的判据标准 5)机理性分析 热加工过程的结果成型和改性:使材料的成分、组织、性能最后处于最佳状态 热加工工艺设计根据所要求的组织和性能,制定合理的热加工工艺,指导材料的热加工过程热加工工艺设计存在的问题 复杂的高温、动态、瞬时过程:难以直接观察,间接测试也十分困难 建立在“经验”、“技艺”基础上 解决方法 热加工工艺模拟技术:在材料热加工理论指导下,通过数值模拟和物理模拟,在实验室动态仿真材料的热加工过程,预测实际工艺条件下的材料的最后组织、性能和质量,进而实现热加工工艺的优化设计 热加工过程模拟的意义 认识过程或工艺的本质,预测并优化过程和工艺的结果(组织和性能) 与制造过程结合,实现快速设计和制造 热加工过程模拟的部分商业软件 铸造PROCAST, SIMULOR 锻压DEFORM, AUTOFORGE, SUPERFORGE 通用MARC, ABAQUS, ADINA, ANSYS 三种传热方式:热对流,热传导,热辐射。
DEFORM-2D软件的操作与实例演练
实验课程名称:材料成型CAE综合实验 实验项目名称DEFORM-2D软件的操作与实例演练实验成绩 实验者专业班级组别 同组者实验日期 第一部分:实验预习报告(包括实验目的、意义,实验基本原理与方法,主要仪器设备及耗材,实验方案与技术路线等) 一、实验目的 1)了解认识DEFORM软件的窗口界面。 2)了解DEFORM界面中功能键的作用。 3)掌握利用DEFORM有限元建模的基本步骤。 4)利用DEFOR模拟铸造成型过程(包括Pre、Simulator、Post Processer)。 二、实验原理 DEFORM是一套基于有限元的工艺仿真系统,用于分析金属成形及其相关工业的各种成形工艺和热处理工艺。通过在计算机上模拟整个加工过程,帮助工程师和设计人员:设计工具和产品工艺流程,减少昂贵的现场试验成本。提高工模具设计效率,降低生产和材料成本。缩短新产品的研究开发周期。DEFORM-2D(二维)适用于各种常见的UNIX工作站平台(HP,SGI,SUN,DEC,IBM)和Windows-NT微机平台。可以分析平面应变和轴对称等二维模型。它包含了最新的有限元分析技术,既适用于生产设计,又方便科学研究。 三、实验步骤 1.DEFORM前处理过程(Pre Processer) 1)进入DEFORM前处理窗口。 2)了解DEFORM前处理中的常用图标 3)设置模拟控制 4)增加新对象 5)网格生成 6)材料的选择
7)确立边界条件 8)温度设定 9)凸模运动参数的设置 10)模拟控制设定 11)设定对象间的位置关系 12)对象间关系“Inter-Object”的设定 13)生成数据库 14)退出前处理窗口 2.DEFORM求解(Simulator Processer) 3.DEFORM后处理(Post Processer) 1)了解DEFORM后处理中的常用图标。 2)步的选择 3)真实应变 4)金属流线 5)载荷——行程曲线 四、实验任务 已知条件 毛坯尺寸:底面半径60mm,高度200mm 毛坯材料:AISI-1025[1800-2200F(1000-1200℃) 毛坯温度:1200℃ 单元数:1000 模具尺寸:宽度200,高度60 上模压下量100mm,压下速度10mm/s 完成如下操作 (1) 建立DEFORM-2D/Preprocessor圆柱体镦粗模拟分析模型,生成以“姓名拼音-学号”命名的.DB文件,如:金坤操作命名为JinKun-06 (2) 对镦粗过程进行模拟,完成以下操作: 1)测量压下量分别为25mm、50mm、75mm、100mm时毛坯底面半径和最大半径,作出行程-毛坯底面半径、行程-毛坯最大半径变化曲线。 2)输出毛坯等效应变图 3)输出载荷-行程曲线 (3) 对上模压下速度分别为10mm/s、20mm/s、30mm/s、40mm/s进行模拟,完成以下操作:1)测量四种上模压下速度下,毛坯最终成形底面半径和最大半径,作出速度-毛坯底面半径、
铸造模拟软件讲解
PROCAST ProCAST由法国ESI公司开发的综合的铸造过程软件解决方案,有20多年的历史,提供了很多模块和工程工具来满足铸造工业最富挑战的需求。基于强大的有限元分析,它能够预测严重畸变和残余应力,并能用于半固态成形,吹芯工艺,离心铸造,消失模铸造、连续铸造等特殊工艺。 procast 百科名片 ProCast软件界面 ProCAST由法国ESI公司开发的综合的铸造过程软件解决方案,有20多年的历史,提供了很多模块和工程工具来满足铸造工业最富挑战的需求。基于强大的有限元分析,它能够预测严重畸变和残余应力,并能用于半固态成形,吹芯工艺,离心铸造,消失模铸造、连续铸造等特殊工艺。 目录 适用范围材料数据库 模拟分析能力 分析模块 ProCAST特点 模拟过程 展开 适用范围 材料数据库 模拟分析能力 分析模块 ProCAST特点 模拟过程 展开 ProCast应用(10张) 编辑本段适用范围 ProCAST适用于砂型铸造、消失模铸造、高压铸造、低压铸造、重力铸造、
软件操作界面 倾斜浇铸、熔模铸造、壳型铸造、挤压铸造、触变铸造、触变成形、流变铸造。由于采用了标准化、通用的用户界面,任何一种铸造过程都可以用同一软件包ProCAST进行分析和优化。它可以用来研究设计结果,例如浇注系统、通气孔和溢流孔的位置,冒口的位置和大小等。实践证明,ProCAST可以准确地模拟型腔的浇注过程,精确地描述凝固过程。可以精确地计算冷却或加热通道的位置以及加热冒口的使用。 编辑本段材料数据库 ProCAST可以用来模拟任何合金,从钢和铁到铝基、钴基、铜基、镁基、镍基、钛基和锌基合金,以及非传统合金和聚合体。ESI旗下的热物理仿真研究开发队伍汇集了全球顶尖的五十多位冶金、铸造、物理、数学、计算力学、流体力学和计算机等多学科的专家,专业从事ProCAST和相关热物理模拟产品的开发。得益于长期的联合研究和工业验证,使得通过工业验证的材料数据库不断地扩充和更新,同时,用户本身也可以自行更新和扩展材料数据。除了基本的材料数据库外,ProCAST还拥有基本合金系统的热力学数据库。这个独特的数据库使得用户可以直接输入化学成分,从而自动产生诸如液相线温度、固相线温度、潜热、比热和固相率的变化等热力学参数。 编辑本段模拟分析能力 ProCAST可以分析缩孔、裂纹、裹气、冲砂、冷隔、浇不足、应力、变形、模具寿命、工艺开发及可重复性。ProCAST几乎可以模拟分析任何铸造生产过程中可能出现的问题,为铸造工程师提供新的途径来研究铸造过程,使他们有机会看到型腔内所发生的一切,从而产生新的设计方案。其结果也可以在网络浏览器中显示,这样对比较复杂的铸造过程能够通过网际网络进行讨论和研究。 编辑本段分析模块 ProCAST是针对铸造过程进行流动一传热一应力耦合作出分析的系统。它主要由8个模块组成:有限元网格划分MeshCAST基本模块、传热分析及前后处理(Base License)、流动分析(Fluid flow)、应力分析(Stress)、热辐射分析(Radiation)、显微组织分析(Micromodel)、电磁感应分析(Electromagnetics)、反向求解(Inverse),这些模块既可以一起使用,也可以根据用户需要有选择地使用。对于普通用户,ProCAST应有基本模块、流动分析模块、应力分析模块和网格划分模块。 1)传热分析模块 本模块进行传热计算,并包括ProCAST的所有前后处理功能。传热包括