订单安排记录表格
订单安排记录表格
集团文件版本号:(M928-T898-M248-WU2669-I2896-DQ586-M1988)
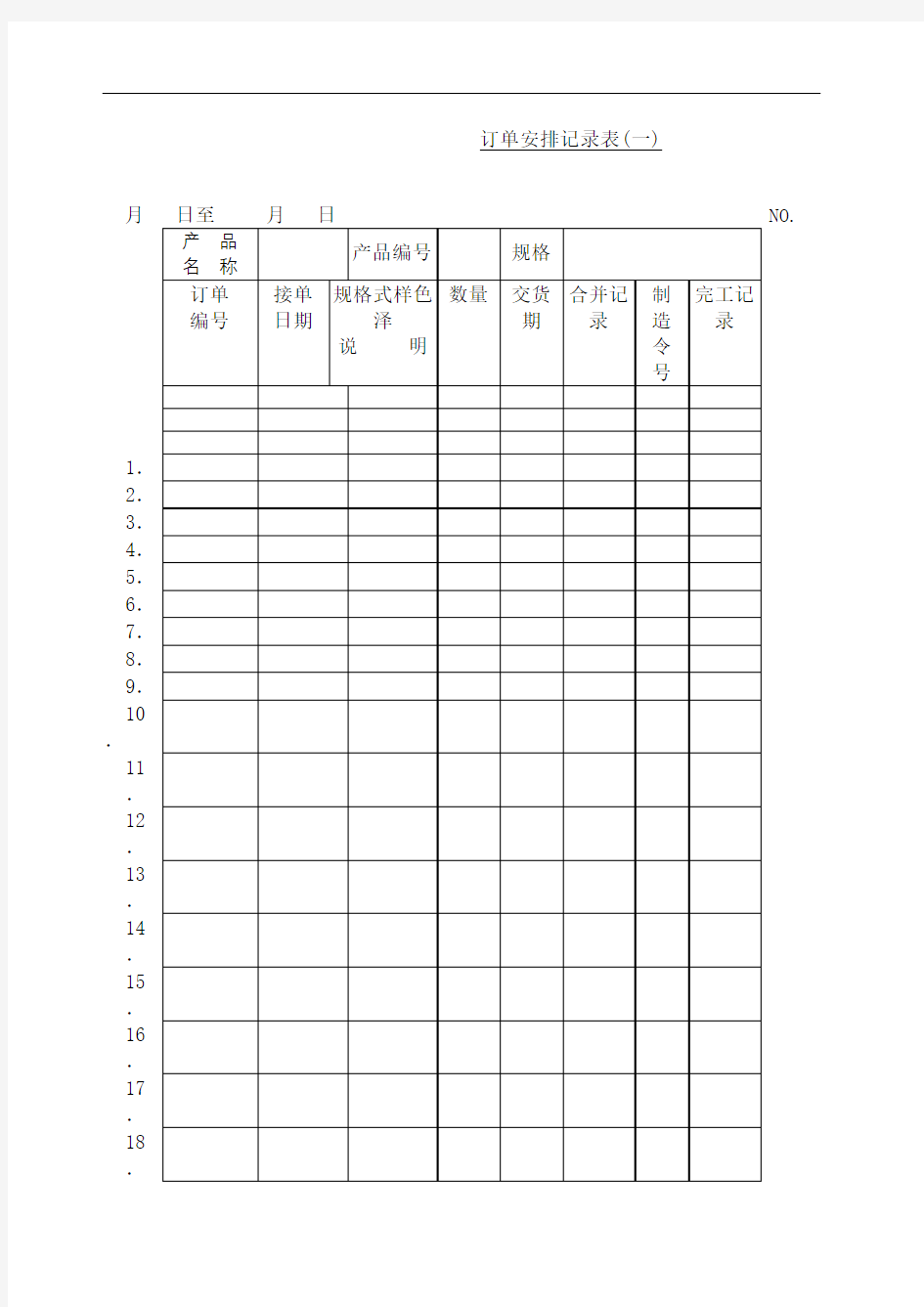
订单安排记录表(一)月
1.
2.
3.
4.
5.
6.
7.
8.
9.
10
.
11
.
12
.
13
.
14
.
15
.
16
.
17
.
18
.
.
20.21.22.23.24.25.
生产订单管理流程
订单管理流程 1.目的 加强公司生产订单流程管理,体现从销售到生产环节的无缝衔接,实现产品加工过程安全、高效、低耗、按期交货。 2、适应范围:深圳市鹏桑普太阳能股份有限公司产品事业部 3、流程管理层 3.1订单评审管理流程 3.1.1该流程由订单主管部门(内、外销部)组织产品事业部的研发部、生产部、品质部、综合部、销售部、合同签订人等对订单进行技术评审,提出处理意见。 3.1.2对能满足客户(合同)要求的一般订单准备技术、原材料预案,对技术偏离较大的特殊订单由销售部和客户进行沟通,达成处理意见,由销售部报请产品事业部领导签批。 3.1.3根据领导签批 3.1.3.1由订单主管部门(销售部)下达《订单通知书》,转入《订单作业计划管理流程》。 3.1.3.2客户同意方案的,由订单主管部门(销售部)进入《订单生产准备流程》。 3.1.3.3客户协商不成的,由销售部进行退单并做好退单记录。 3.1.4按公司规定合同额小于10万元、无特殊技术要求或库存直接提货的只报事业部领导签批,不再进行技术评审。
3.1.5流程图(图1) 销售部 PMC部综合部开发部所属相关部门 3.1.6工作节点和部门分工 订单评审管理流程执行说明
3.2订单协调管理流程 3.2.1该流程由公司销售部部门组织研发部、生产部、品质部、综合部、销售部,根据客户提出的特殊技术要求,进行产品结构和工艺参数的确定。(针对特殊订单) 3.2.2确定后的产品结构和工艺参数。报事业部技术开发总监签批。 3.2.3签批方案执行 3.2.3.1图纸、工艺资料、物料清单(BOM)(BOM)的编制,产品试制的,技术测试试、终试到样品。 3.2.3.2只做结构调整变化的,由订单主管部门下达《订单通知书》,进入《订单计划管理流程》。 3.2.4流程图 销售部门研发部生产部 PMC部采购部品管部
订货计划表
订单计划规则 本公司采用订单式生产管理方式与半成品库存式生产管理方式相结合,特殊类型订单按 照客服部门下达订单后计划员按照产品工艺安排生产车间进行生产,常规订单由计划员进行 半成品备料式生产。 一、订单交期确定规则 1.1 客服部订单后识别订单类型为普通订单还是特殊订单,普通订单直接输入erp,特 殊订单交由计划科评审后由客服部输入erp,客服部将订单输入到erp时必须输入明确的订 单编号、产品名称、技术要求、要求交货时间等内容。 1.2 计划科每天(上午下班前或下午下班前)集中从erp系统中对客服所下达订单要求 交货时间进行排程后立即集中回复(如遇加急订单客服可以通过电话通知等方式通知计划人 员及时回复要求交货时间)。 1.3 客服部对计划科回复的时间进行确认,当计划科回复时间与客户要求交货时间一致 时计划回复时间即为该订单确定的交货时间,当计划科回复时间晚于客户要求交货时间时客 服部门应与营销人员一同与客户进行交流。 1.4 客服部与营销人员同客户进行交流后,顾客同意按计划科回复时间作为交货时间的 则回复时间作为该订单确定的交货时间,如顾客不同意按计划科回复的时间作为交货时间的 (可能坚持原交货时间、可能适当延期几天的)该订单确定的交货时间为顾客要求时间,客 服部应及时将信息书面通知计划科,计划科接到通知后按插单或订单提前进行处理。 二、车间生产计划排程规则 2.1 生产车间按某个产品在本车间总体生产状况进行产能平衡后列出《xxx车间产能表》 例:锁芯机加车间818锁 818锁包涵零部件:818锁管、818锁芯 零部件生产产能:818锁管 9000pcs/8h 818锁芯 8000pcs/8h 产能平衡:对生产车间人、机、料、法、环进行调整,如锁管每八小时能生产9000只减 少一点,多余出来的资源用于提高锁芯产量,使锁芯八小时产量高于8000只,最终达到锁管 八小时产量和锁芯八小时产量一致。 锁芯车间产能: 818锁——8700pcs/8h 2.2 生产车间产能在计划排程中的表示方法应按照车间生产特性制定,锁芯组装车间、 拉手组装车间、抛光车间不受设备等其他硬性因素影响不同产品可以并行生产,因此上述车 间当日总产能为《xxx车间产能表》中全部产能累加;冲压车间、压铸车间、锁芯机加车间 受设备等其他硬性因素影响因 此,上述车间当日总产能为为多个(将如果生产这个产品是多少个的和可以同时生产那 种产品多少个的进行累加)。 2.3计划员编制《xx订单排程计划表》,表格中应当包含订单信息栏目(订单编号、产品 名称、技术要求、要求交货时间)及各车间生产排程信息(零部件名称、零部件编号、技术 要求、计划生产数量、正常生产时间、计划开始生产时间、计划完成生产时间)。 2.4 计划员从erp中收到订单后直接从系统中导出相应信息,如明确的订单编号、产品 名称、技术要求、要求交货时间、生产零部件构成(到车间生产的零部件即可),填写到《xx 订单排程计划表》中,《xx订单排程计划表》应当在公司局域网内建立对应的映像文件便于 相关部门和人员进行订单进度查询。 2.5 计划员根据仓库库存情况确定各零部件在各车间的计划生产数量,根据各车间提供 的产能表计算该零部件在对应的车间生产需要的时间,并根据该产品的生产工艺过程、对应 零部件生产车间原排程计划计算该零部件在对应车间的计划开始生产时间、计划完成生产时 间。