镀锌板表面质量判定标准
镀锌板表面质量判定标准
1 范围
本标准适用于本公司镀锌产品的表面质量等级判定
2 规范性标准及参考标准
2.1 GB/T2518-2008国际规定的表面质量等级
2.1.1钢带表面不应有漏镀、镀层脱落、肉眼可见裂纹等影响用户使用的缺陷。
不切边钢带边部允许存在微小锌层裂纹和白边。
2.1.2钢带各级别表面质量特征应符合下表1规定。
2.1.3由于在连续生产过程中,钢带表面的局部缺陷不易发现和去除,因此钢带允许带缺陷交货,但有缺陷的部分应不超过每卷总长度的6%。
2.2Q/BQB 420-2009宝钢标准规定的表面质量等级。
2.2.1钢板及钢带按表面质量区分应符合下表2的规定。
2.2.2不切边钢带边部允许存在微小锌层裂纹和白边。
2.2.3在连续生产过程中,钢带表面的局部缺陷不易发现和去除,因此,钢带允许带缺陷交货,但有缺陷的部分不得超过每卷总长度的6%。
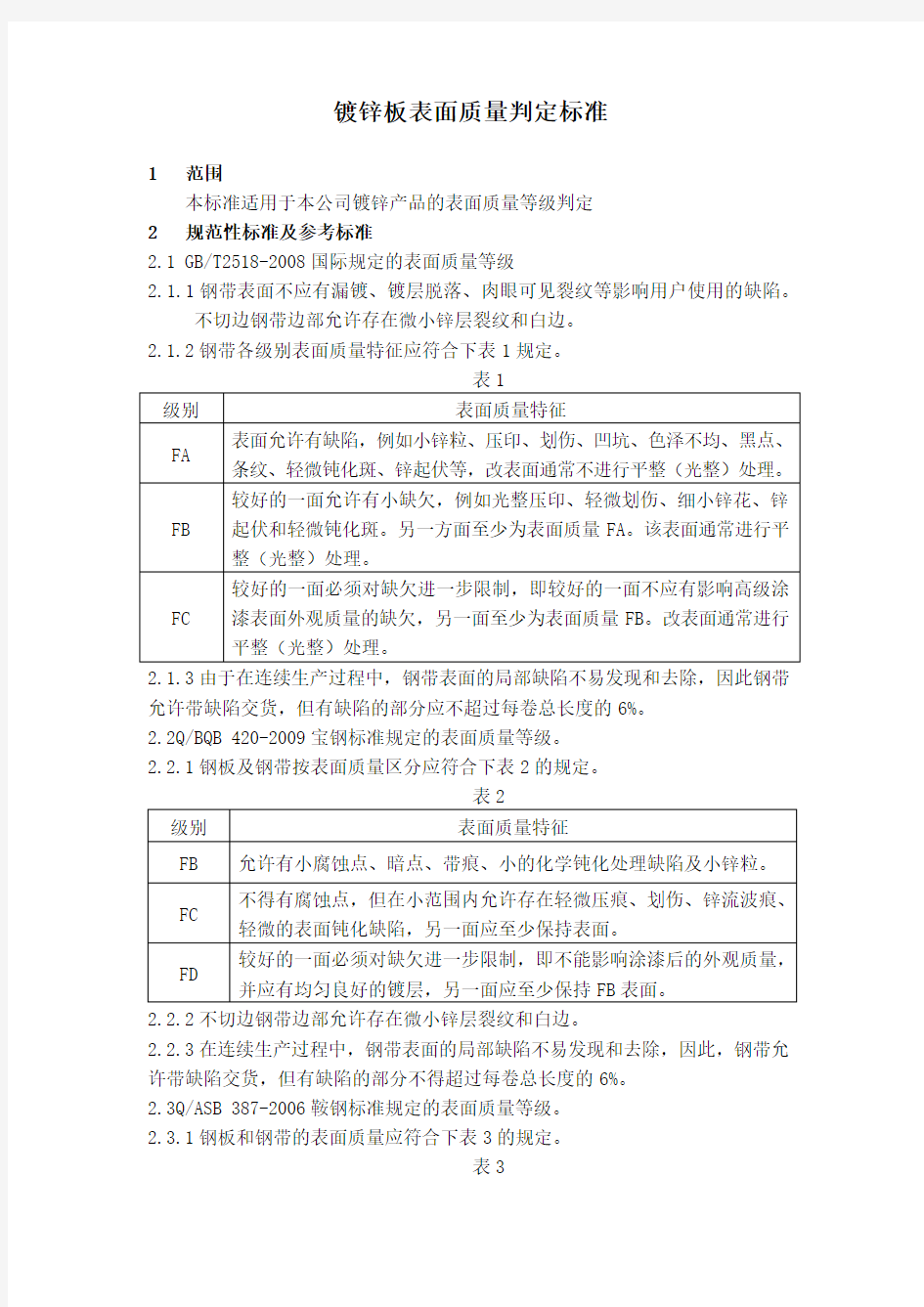
2.3Q/ASB 387-2006鞍钢标准规定的表面质量等级。
2.3.1钢板和钢带的表面质量应符合下表3的规定。
表3
2.3.2不切边钢板和钢带边部允许存在微小的锌层裂纹。
2.3.3在连续生产钢带过程中,因局部的表面缺陷没有机会去除,因此钢带允许带缺陷交货,但有缺陷部分应不大于每卷总长度(或总重量)的5%。
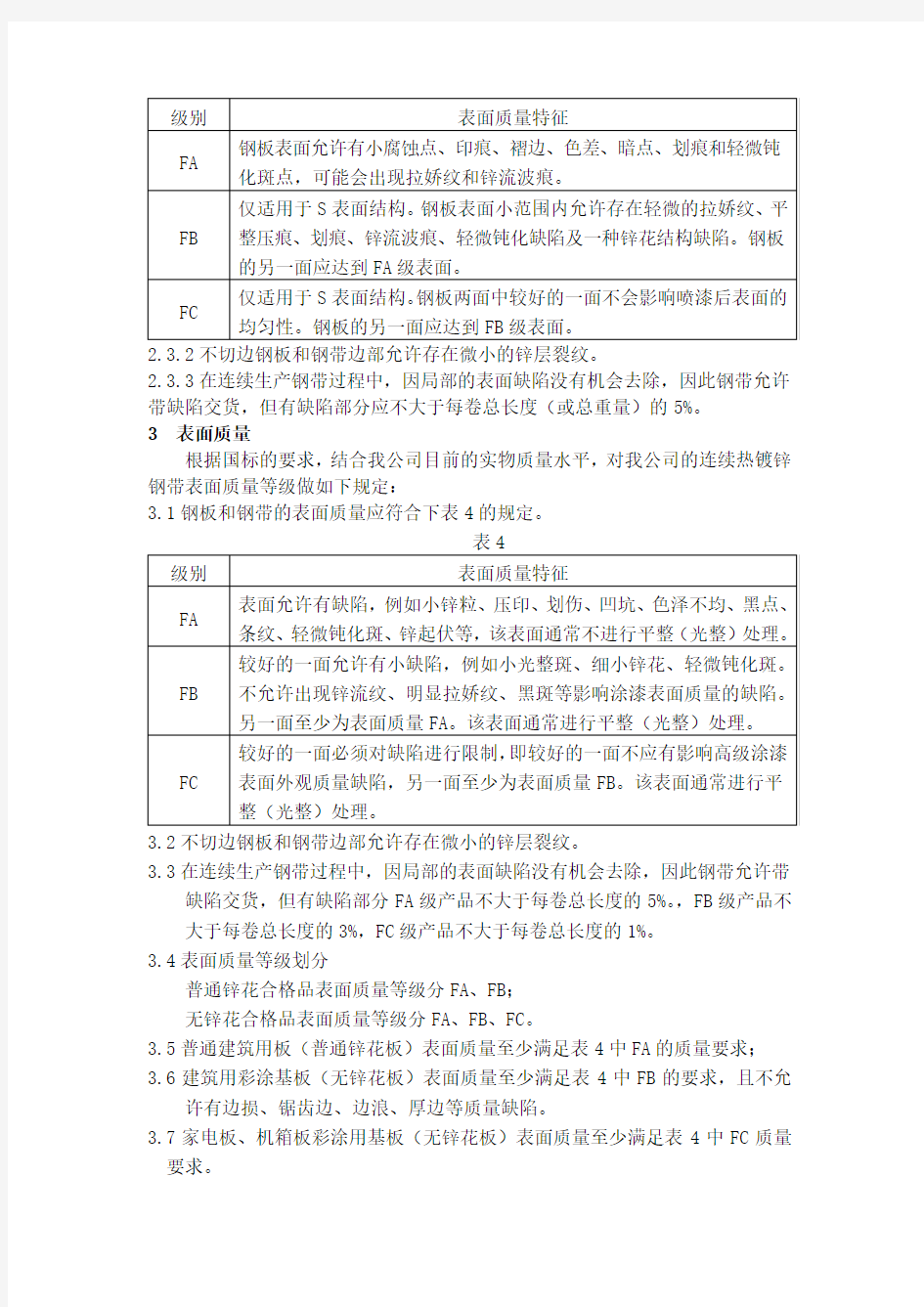
3 表面质量
根据国标的要求,结合我公司目前的实物质量水平,对我公司的连续热镀锌钢带表面质量等级做如下规定:
3.1钢板和钢带的表面质量应符合下表4的规定。
3.2不切边钢板和钢带边部允许存在微小的锌层裂纹。
3.3在连续生产钢带过程中,因局部的表面缺陷没有机会去除,因此钢带允许带
缺陷交货,但有缺陷部分FA级产品不大于每卷总长度的5%。,FB级产品不大于每卷总长度的3%,FC级产品不大于每卷总长度的1%。
3.4表面质量等级划分
普通锌花合格品表面质量等级分FA、FB;
无锌花合格品表面质量等级分FA、FB、FC。
3.5普通建筑用板(普通锌花板)表面质量至少满足表4中FA的质量要求;3.6建筑用彩涂基板(无锌花板)表面质量至少满足表4中FB的要求,且不允
许有边损、锯齿边、边浪、厚边等质量缺陷。
3.7家电板、机箱板彩涂用基板(无锌花板)表面质量至少满足表4中FC质量要求。
镀锌板外观检验标准
镀锌板外观检验标准 管子可以按普通管的检测标准,材质检测可以按镀锌钢板来。象你说的镀锌板管可能没有现成的标准。 看你的管子是用在什么方面,如果是用于低压流体,就按低压液体的标准检测,如果还有别的用途,就综合各种相关标准检测。企业的标准可以比国家标准、行业标准严格。祝你成功! 镀锌钢板的质量检验标准 一.镀锌钢板的质量检验标准 按生产及加工方法,镀锌钢板可分为以下几类[1]:热浸镀锌钢板(俗称镀锌铁皮)、电镀锌钢板、单面或双面差厚镀锌钢板、合金复合镀锌钢板等,除上述几种外,还有彩色镀锌钢板(通俗地称为彩板)、印花涂装镀锌钢板、聚氯乙烯叠层镀锌钢板等。此外,按用途可分为一般用、屋顶用、建筑外侧板用、结构用、瓦垄板用、拉伸用和深拉伸用等镀锌钢板。优质品级镀锌板的质量要求包括规格尺寸、外观、镀锌量、化学成份、板形、机械性能和包装等几个方面。 1.包装 分为切成定尺长度的镀锌板和带卷镀锌板包装两种。一般铁皮包装,内衬防潮纸,外以铁腰子捆扎,捆扎牢靠,以防内装镀锌板相互摩擦 2.规格尺寸 有关产品标准(以下述及)都列明镀锌板推荐的标准厚度、长度和宽度及其允许偏差。另外,板的宽度和长度、卷的宽度也可按用户要求确定。 3.外观 表面状态:镀锌板由于涂镀工艺中处理方式不同,表面状态也不同,如普通锌花、细锌花、平整锌花、无锌花以及磷化处理的表面等。切成定尺长度的镀锌板及镀锌卷板不得存在影响使用的缺陷(以下详述),但卷板允许有焊接部位等若干不正常部分。 4.镀锌量 镀锌量标准值:镀锌量是表示镀锌板锌层厚度的一个普遍采用的有效方法。有两面镀锌量相同(即等厚镀锌)和两面镀锌量不同(即差厚镀锌)两种。镀锌量的单位为g/m2。5.机械性能 (1)抗拉试验:一般说来,只有结构用、拉伸用和深拉伸用镀锌板有抗拉性能要求。(2)弯曲试验:是衡量薄板工艺性能的主要项目。但各国标准对各种镀锌板的要求并不一致。一般要求镀锌板弯曲180o后,外侧表面不得有锌层脱离,板基不得有龟裂及断裂。6.化学成份 对镀锌基板的化学成份的要求,各国标准规定不同。如日本就不要求,美国则要求。一般不作成品检验。 7.板形 衡量板形好坏有两个指标,即平直度和镰刀弯。板的平直度和镰刀弯的最大允许值标准有一定规定。 下面列出有关镀锌板的国外主要标准,以作参考[4,5]: JIS G3302 镀锌钢板 JIS G3313 电镀锌钢板及钢带
镀锌钢板的质量检验标准
镀锌钢板的质量检验标准 一.镀锌钢板的质量检验标准 按生产及加工方法,镀锌钢板可分为以下几类[1]:热浸镀锌钢板(俗称镀锌铁皮)、电镀锌钢板、单面或双面差厚镀锌钢板、合金复合镀锌钢板等,除上述几种外,还有彩色镀锌钢板(通俗地称为彩板)、印花涂装镀锌钢板、聚氯乙烯叠层镀锌钢板等。此外,按用途可分为一般用、屋顶用、建筑外侧板用、结构用、瓦垄板用、拉伸用和深拉伸用等镀锌钢板。 优质品级镀锌板的质量要求包括规格尺寸、外观、镀锌量、化学成份、板形、机械性能和包装等几个方面。 1.包装 分为切成定尺长度的镀锌板和带卷镀锌板包装两种。一般铁皮包装,内衬防潮纸,外以铁腰子捆扎,捆扎牢靠,以防内装镀锌板相互摩擦 2.规格尺寸 有关产品标准(以下述及)都列明镀锌板推荐的标准厚度、长度和宽度及其允许偏差。另外,板的宽度和长度、卷的宽度也可按用户要求确定。 3.外观 表面状态:镀锌板由于涂镀工艺中处理方式不同,表面状态也不同,如普通锌花、细锌花、平整锌花、无锌花以及磷化处理的表面等。切成定尺长度的镀锌板及镀锌卷板不得存在影响使用的缺陷(以下详述),但卷板允许有焊接部位等若干不正常部分。4.镀锌量8 Z# i- f9 F6 T. u( Q9 W3 x6 ^ 镀锌量标准值:镀锌量是表示镀锌板锌层厚度的一个普遍采用的有效方法。有两面镀锌量相同(即等厚镀锌)和两面镀锌量不同(即差厚镀锌)两种。镀锌量的单位为g/m2。 ( {& j1 |4 ] }/ R 5.机械性能: d7 l H5 ~ w0 y0 I+ M% L
(1)抗拉试验:一般说来,只有结构用、拉伸用和深拉伸用镀锌板有抗拉性能要求。 (2)弯曲试验:是衡量薄板工艺性能的主要项目。但各国标准对各种镀锌板的要求并不一致。一般要求镀锌板弯曲180o后,外侧表面不得有锌层脱离,板基不得有龟裂及断裂。6.化学成份) R& F! } U6 e9 P- e( R$ g 对镀锌基板的化学成份的要求,各国标准规定不同。如日本就不要求,美国则要求。一般不作成品检验。: s6 [2 x/ O* B, ^ 7.板形 衡量板形好坏有两个指标,即平直度和镰刀弯。板的平直度和镰刀弯的最大允许值标准有一定规定。 下面列出有关镀锌板的国外主要标准,以作参考[4,5]:: {) i6 C" o) N G; E, {% e* i7 T JIS G3302 镀锌钢板 JIS G3313 电镀锌钢板及钢带: z1 y# w$ \9 q6 I ASTM A525 热浸镀锌薄钢板的一般要求 ASTM A526 商业级热镀锌薄钢板 ASTM 527 咬合成型级热镀锌薄钢板 ASTM 528 深冲级热镀锌薄钢板 ASTM A361 屋面和墙板用热浸镀锌薄钢板8 D( E7 B' ^0 H. [4 v) g. h ASTM A444 沟渠用热浸镀锌薄钢板1 D; x9 ~. w* f7 E' c ASTM A446 结构级热镀锌薄钢板) |& ]3 R$ _2 Q% E6 _# U. H ASTM A599 冷轧电镀锌薄钢板 ASTM A642 热镀锌特殊脱氧深冲级薄钢板 ?OCT 7118 镀锌薄钢板) w, }$ P8 w. }0 s8 v) F' S
镀锌板表面质量判定标准
镀锌板表面质量判定标准 1 范围 本标准适用于本公司镀锌产品的表面质量等级判定 2 规范性标准及参考标准 2.1 GB/T2518-2008国际规定的表面质量等级 2.1.1钢带表面不应有漏镀、镀层脱落、肉眼可见裂纹等影响用户使用的缺陷 不切边 钢带边部允许存在微小锌层裂纹和白边。 2.1.2钢带各级别表面质量特征应符合下表 1规定。 表1 2.1.3由于在连续生产过程中,钢带表面的局部缺陷不易发现和去除,因此钢带 允许带缺陷交货,但有缺陷的部分应不超过每卷总长度的 6% 2.2Q/BQB 420-2009宝钢标准规定的表面质量等级。 2.2.1钢板及钢带按表面质量区分应符合下表 2的规定。 表2 2.2.3在连续生产过程中,钢带表面的局部缺陷不易发现和去除,因此,钢带允 许带缺陷交货,但有缺陷的部分不得超过每卷总长度的 6% 2.3Q/ASB 387-2006鞍钢标准规定的表面质量等级。
2.3.1钢板和钢带的表面质量应符合下表3的规定。 表3
2.3.2不切边钢板和钢带边部允许存在微小的锌层裂纹。 233在连续生产钢带过程中,因局部的表面缺陷没有机会去除,因此钢带允许带缺陷交货,但有缺陷部分应不大于每卷总长度(或总重量)的5% 3表面质量 根据国标的要求,结合我公司目前的实物质量水平,对我公司的连续热镀锌钢带表面质量等级做如下规定: 3.1钢板和钢带的表面质量应符合下表4的规定。 表4 3.3在连续生产钢带过程中,因局部的表面缺陷没有机会去除,因此钢带允许带缺陷交 货,但有缺陷部分FA级产品不大于每卷总长度的5%, FB级产品不大于每卷总长度的3% FC级产品不大于每卷总长度的1% 3.4表面质量等级划分 普通锌花合格品表面质量等级分FA FB; 无锌花合格品表面质量等级分FA、FB FC 3.5普通建筑用板(普通锌花板)表面质量至少满足表4中FA的质量要求; 3.6建筑用彩涂基板(无锌花板)表面质量至少满足表4中FB的要求,且不允 许有边损、锯齿边、边浪、厚边等质量缺陷。 3.7家电板、机箱板彩涂用基板(无锌花板)表面质量至少满足表4中FC质量 要求。
镀锌板常识
镀锌板常识 镀锌板是指表面镀有一层锌的钢板。镀锌是一种经常采用的经济而有效的防腐方法。全世界锌产量的一半左右均用于此工艺。 1.镀锌板的定义 镀锌钢板是为防止钢板表面遭受腐蚀,延长其使用寿命,在钢板表面涂以一层金属锌,这种涂锌的薄钢板称为镀锌板。 2.镀锌板的分类和用途 按生产及加工方法可分为以下几类: ①热浸镀锌板。将薄钢板浸入熔解的锌槽中,使其表面粘附一层锌的薄钢板。目前主要采用连续镀锌工艺生产,即把成卷的钢板连续浸在熔解有锌的镀槽中制成镀锌钢板; ②合金化镀锌钢板。这种钢板也是用热浸法制造,但在出槽后,立即把它加热到500℃左右,使其生成锌和铁的合金被膜。这种镀锌板具有良好的涂料的密着性和焊接性; ③电镀锌钢板。用电镀法制造这种镀锌钢板具有良好的加工性。但镀层较薄,耐腐蚀性不如热浸法镀锌板; ④单面镀和双面差镀锌钢板。单面镀锌钢板,即只在一面镀锌的产品。在焊接、涂装、防锈处理、加工等方面,具有比双面镀锌板更好的适应性。为克服单面未涂锌的缺点,又有一种在另面涂以薄层锌的镀锌板,即双面差镀锌板; ⑤合金、复合镀锌钢板。它是用锌和其他金属如铅、锌制成合金乃至复合镀成的钢板。这种钢板既具有卓越的防锈性能,又有良好的涂装性能。 除上述五种外,还有彩色镀锌钢板、印花涂装镀锌钢板、聚氯乙烯叠层镀锌钢板等。但目前最常用的仍为热浸镀锌板。 其他相关资料: 一、热镀锌带钢的意义 冷弯薄壁型钢日前普遍采用黑色材料,冷弯后经过简单的除锈涂装处理就投入使用了,其使用寿命受到一定的限制(一般在5年左右即会出现大面积的锈蚀)。而我司向市场隆重推出的热镀锌带钢,是以热轧带钢为基板,通过酸洗、冷轧、加热还原、镀锌等工艺流程生产出来的,其产品完全能达到GB510018-2002 《冷弯薄壁型钢结构技术规范》的标准,在建筑行业可以得到大量的应用,还可以在汽车、铁路机车制造、仓板制造、高速公路护栏等行业使用。 二、热镀锌带钢的镀锌方法 1、氢气还原法镀锌氢气还原法镀锌发明于1937年,氢气还原法热镀锌奠定了现代化连续热镀锌的基础。采用氢气还原法生产工艺的产品,其外观质量、镀锌层结合力均优于溶剂法镀锌。还原法镀锌在带钢经酸洗后进入加热还原炉,用氢气还原掉酸洗后产生的氧化膜,并在加热还原过程中使钢板表层产生一层海绵状的还原层,进入锌锅后可以产生一层双向结合力好、均匀的锌铁合金层,大大增加了锌层的附着力、这也决定了其镀锌法能源消耗成本较高。
各种镀锌板工艺特征比较
一、镀锌板概述 镀锌板是为防止钢板表面遭受腐蚀,延长其使用寿命,在钢板表面涂以一层 金属锌,这种涂锌的钢板称为镀锌板或镀锌钢板。 镀锌板广泛用于建筑、轻工、汽车、家电、电子、农牧渔业、商品包装等行业。近几年,我国建筑、家电等行业对镀锌板需求增长很快,市场潜力较大,尤 其是近年来随着建筑轻型结构的迅速发展,轿车产量的逐年增加,家用电器的广 泛普及,合资、独资企业电子产品的大量出口,使镀锌板的消费量增长较快。按 生产方式分,镀锌板分为热镀锌板和电镀锌板。目前,国内镀锌板的生产无论是 数量还是品种均不能满足市场需求,每年需要大量进口,国内镀锌板生产市场占 有率较低,国内市场供不应求,市场潜力巨大。 二、镀锌板的种类 镀锌板按生产及加工方法可分为以下几类: ①热浸镀锌板 将薄钢板浸入熔解的锌槽中,使其表面粘附一层锌的薄钢板。目前主要采用 连续镀锌工艺生产,即把成卷的钢板连续浸在熔解有锌的镀槽中制成镀锌钢板; ②合金化镀锌板 这种钢板也是用热浸镀锌法制造,但在出槽后,立即把它加热到500℃左右,使其生成锌和铁的合金被膜。这种镀锌板具有良好的涂料的密着性和焊接性; ③电镀锌板 用电镀锌法制造这种镀锌钢板具有良好的加工性。但镀层较薄,耐腐蚀性不 如热浸法镀锌板; ④单面镀和双面差镀锌板 单面镀锌钢板,即只在一面镀锌的产品。在焊接、涂装、防锈处理、加工等 方面,具有比双面镀锌板更好的适应性。为克服单面未涂锌的缺点,又有一种在 另面涂以薄层锌的镀锌板,即双面差镀锌板; ⑤合金、复合镀锌板 它是用锌和其他金属如铅、锌制成合金乃至复合镀成的钢板。这种钢板既具 有卓越的防锈性能,又有良好的涂装性能。 除上述五种外,还有彩色镀锌钢板、印花涂装镀锌钢板、聚氯乙烯叠层镀锌 钢板等。但目前最常用的仍为热浸镀锌板。 三、镀锌板的标准规范 1、镀锌板规格尺寸
镀锌板表面质量判定标准
镀锌板表面质量判定标 准 公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]
镀锌板表面质量判定标准 1 范围 本标准适用于本公司镀锌产品的表面质量等级判定 2 规范性标准及参考标准 GB/T2518-2008国际规定的表面质量等级 钢带表面不应有漏镀、镀层脱落、肉眼可见裂纹等影响用户使用的缺陷。不切边钢带边部允许存在微小锌层裂纹和白边。 钢带各级别表面质量特征应符合下表1规定。 由于在连续生产过程中,钢带表面的局部缺陷不易发现和去除,因此钢带允许带缺陷交货,但有缺陷的部分应不超过每卷总长度的6%。 BQB 420-2009宝钢标准规定的表面质量等级。 钢板及钢带按表面质量区分应符合下表2的规定。 不切边钢带边部允许存在微小锌层裂纹和白边。 在连续生产过程中,钢带表面的局部缺陷不易发现和去除,因此,钢带允许带缺陷交货,但有缺陷的部分不得超过每卷总长度的6%。 ASB 387-2006鞍钢标准规定的表面质量等级。 钢板和钢带的表面质量应符合下表3的规定。
不切边钢板和钢带边部允许存在微小的锌层裂纹。 在连续生产钢带过程中,因局部的表面缺陷没有机会去除,因此钢带允许带缺陷交货,但有缺陷部分应不大于每卷总长度(或总重量)的5%。 3 表面质量 根据国标的要求,结合我公司目前的实物质量水平,对我公司的连续热镀锌钢带表面质量等级做如下规定: 的规定。 钢板和钢带的表面质量应符合下表4 在连续生产钢带过程中,因局部的表面缺陷没有机会去除,因此钢带允许带缺陷交货,但有缺陷部分FA级产品不大于每卷总长度的5%。,FB级产品不大于每卷总长度的3%,FC级产品不大于每卷总长度的1%。 表面质量等级划分 普通锌花合格品表面质量等级分FA、FB; 无锌花合格品表面质量等级分FA、FB、FC。 普通建筑用板(普通锌花板)表面质量至少满足表4中FA的质量要求;
热镀锌板表面锌灰缺陷的控制
热镀锌板表面锌灰缺陷的控制 谭运刚1,文 伟2 (1.武钢冷轧总厂,湖北武汉430083;2.武钢研究院,湖北武汉430080) 摘 要:结合武钢冷轧总厂二分厂热镀锌线投产两年多来的生产实践,对热镀锌板锌灰缺陷形成机理进行分析,重点探讨锌灰缺陷产生的原因,提出在实际生产中从工艺、操作和设备等方面采取措施进行控制,减少锌灰缺陷的产生,提高热镀锌板的表面质量。 关键词:热镀锌;锌灰;措施 中图分类号:T G335.22 文献标识码:B 文章编号:100824371(2010)0320031203 Control of zinc ash defect on the surface of galvanized plate TAN Yun2gang1,WEN Wei2 (1.Cold Rolling Plant of WISCO,Wuhan430083,China; 2.Research&Develop ment Center of WISCO,Wuhan430080,China) Abstract:On t he basis of p roduction p ractice of t he galvanizing line in t he Cold Rolling Mill in WISCO for many years t he mechanism of formation of t he zinc ash defect s on t he surface of t he galvanized plate have been analyzed and t he cause to t he occurrence of t he zinc ash defect particularly probed and counter measures in t he aspect s of process,oper2 ation and equip ment s p ut forward in order to reduce t he zinc ash defect and improve t he surface quality of t he hot dip galvanized plate. K ey w ords:hot dip galvanizing;zinc ash;measures 锌灰缺陷是连续热镀锌钢板的一种常见表面缺陷,按缺陷类型分,属于锌渣缺陷中的一种。表观现象为细微渣带在镀锌板表面沿纵向形成条带状或点状夹杂物。属于较轻微的一类锌渣缺陷,但是出现的频率远远高于其他锌渣类缺陷。因此,在生产对带钢表面质量要求较高的面板时,成为主要的产品缺陷之一。 武钢冷轧总厂二分厂3条热镀锌机组的产品种类基本都定位为表面要求高的镀锌板,镀锌1号线(1C G)主要生产汽车板,2、3号线(2C G、3CG)主要生产高级家电面板。自3条镀锌线投产以来,带钢表面锌灰一直是困扰其产品质量的一个难题。2008年1、2、3号线锌灰缺陷造成的不合格品占总不合格品的比例如分别为20%~50%、25%~35%、10%~15%。可见,对于这些对表面要求高的热镀锌产品,锌灰缺陷对产品的表面质量影响比较大。1 热镀锌板表面锌灰产生的原因 在进行热镀锌生产时,从钢板上进入锌液中的铁与锌反应生成FeZn7,形成底渣。然后,锌液中的铝原子会逐步置换掉底渣中的部分锌,生成铁铝化合物(Fe2Al6),这种化合物与锌的氧化物混在一起,漂浮在锌锅表面,形成浮渣。部分浮渣随着锌锅内沉没辊的转动产生的锌液流动而被带到炉鼻子内聚集[1]。 另外,由于炉内为还原性气氛,因此炉鼻子内锌液面难以形成氧化锌隔离层,造成炉鼻子内的锌液面不断产生锌蒸气挥发出来。这些锌蒸气遇到温度较低的炉鼻子内壁后凝结为固态的锌粉末,当锌粉末积累到一定程度并受到外界震动时便会掉落到锌液面上,形成浮渣。 锌灰是由炉鼻子处锌液面的浮渣和在炉鼻子内腔凝结的固态锌渣产生的。这些锌渣落到带钢 ? 1 3 ? 2010年 6月第48卷第3期 武钢技术 WISCO TEC HNOLO GY J un.2010 Vol.48 No.3 作者简介:谭运刚(19632),男,工程师,长期从事钢板连续热镀锌方面的生产、管理和技术工作
连铸对冷轧镀锌板表面质量的影响
V01.26No.1January2009 安徽工业大学学报(自然科学版) J.0fAnhuiUniVe碍it)rofTechnology(NaturalScience) 第26卷 2009年 第1期 1月 文章编号:1671—7872(2009)01—0012—04 连铸工艺对冷轧镀锌板表面缺陷的影响 罗文。乐可襄。方文艳 (安徽工业大学冶金与资源学院,安徽马鞍山243002) 摘要:分析马钢CSP冷轧镀锌板的表面缺陷,得出镀锌板中夹杂物主要成份为氧化钙、氧化硅、氧化镁及硅酸钙等,来源于脱氧产物、卷渣、二次氧化和耐火材料。调整精炼吹氩强度、加强连铸保护浇注、改进保护渣成份等,可以改善冷轧镀锌板表面质量,表面缺陷废品率下降到2.59%。 关键词:冷轧镀锌板;表面缺陷;夹杂;精炼;保护渣 中图分类号:’rFlll.18文献标识码:B AffectofContinuousCastingProcessonColdRollingand GalvanizedSheetSurfaceDefect LUoW蚰,YUEKe_嫡ang,FANGWen—yan (Sch00l0fMetauurg),&Resources,AnhuiUlliVersi哆ofTechnology,Ma—anshan243002,China) Abstn吣t:AnalyzedCSPcoldroUingandgalVanizedsheetsu一-acedefect.’111eresultshowedthatthemajor componentsofinclusioningaJvanizedsheetwerecalcuimoxide,silica,magne8iumandcaluimsilicate,whichc锄ef而m deoxidizingresult,moldpowder,refhctorymaterial.Therefiningofargonbottom—blowingwasadjusted,出eprotectivec嬲tingwasstrengt}ledandthecomponentsofcoVeringslagwasimpmVed,tllesurfacedef&tofcoldrollingandgalvanized8tripw鼬controUedandtllesurfacedefectdecreasedto2.9%. KeywOrds:coldroUingandgalVanizedsheet;su矗acedefect;inclusions;refining;moldpowderCSP生产工艺目前已广泛用于冶金企业,其设备的复杂性决定了它与传统连铸机生产过程的不同。马钢CsP生产线和后续冷轧线分别于2003年lO月和2004年2月建成投产,其工艺技术经不断改进与完善,已经趋于成熟。生产过程中每个工序对镀锌板最终产品质量有重要影响,特别是CSP工艺生产对镀锌板的表面质量控制起着决定性作用。 卷渣造成的大颗粒夹杂、表面纵向裂纹、中心偏析、中心疏松、非金属夹杂物等缺陷在薄板坯中依然存在(1】。研究CSP冷轧镀锌板缺陷产生的原因,调整冶炼参数,对减少板坯表面缺陷具有重要意义。 1CSP冷轧镀锌板生产设备及工艺流程 冷轧镀锌板的化学成份为钾(C)<O.07%,tt,(Si)<O.05%,彬(Mn)=O.18%,埘(P)<O.02%,加(S)<0.0l%,埘(Als)= 0.025%一0.050%,"(Ca)=O.0025%~O.0040%。 CsP生产设备:铁水脱硫站2座,120t顶底复吹转炉2座,120t钢包精炼炉(LF炉)2座和120tRH真 空处理站1座。LF炉吹氩处理约40IIlin,RH处理lO一40min。连铸系统主要设备:CSP薄板坯连铸机2台(铸坯厚度70,90姗;50,72mm),辊底式隧道炉2座,7机架四辊精轧机组,带材宽度900~1600mm,2台卷取机。CsP拉速为3.84.6耐min,单炉浇注约40rIIin。冷轧系统主要设备:连续式酸洗机组,4机架6辊UcM轧机,罩式退火炉,单机架平整机组,连续热镀锌线2条。 收稿日期:2008_07一ll 作者简介:罗文(1968一),男,山东淄博人,工程硕士生,高级工程师。
热镀锌板镀层表面缺陷分析及处理方法_张欣
2015年第21期(总第336期) NO.21.2015 ( Cumulativety NO.336) 近年来,随着科学技术的不断发展,热镀锌基本的表面质量得到明显提升,同时热镀锌钢板相应镀层表面质量也得到一定改进。但是,对于生产汽车所应用的面板而言,要求热镀锌钢板必须不存在缺陷,因此存在一定技术难度。其中机械划伤等相关基板表面问题比较容易透过镀层展现出来,同时基板的表面若是清洗不干净,也会严重影响镀层反应,同时产生漏镀点等多种镀层问题。对此,分析与研究热镀锌板镀层表面缺陷和处理方式有着深远意义。 1 热镀锌板镀层的表面缺陷 1.1 锌锅辊引发的划伤 锌锅辊造成的划伤为镀锌产品划伤的重要原因,其占据划伤问题的大部分。一般情况下,锌锅辊主要由沉没辊和校正辊及稳定辊构成,其处在锌液中比较特殊的位置,并不利于设置电机实现传动,对此许多锌锅辊都是被动辊,主要利用钢表面和锌锅辊的棍面间摩擦力实现锌锅辊和带钢的同速转动。但是因为锌液的成分发生变化与锌锅辊的应用等相关要素的影响,导致带钢和沉没辊间由于传动摩擦力不足产生相对滑动,进而使锌锅辊出现划伤问题。 1.2 气刀条痕问题 若是气刀喷嘴出现局部堵塞时,就会使带钢相应位置的锌层过后,产生条痕。条痕的产生一般是由于生产线速度出现较大变化时气刀的压力发生突然变化,导致锌液飞溅,从而堵塞气刀,或是气刀距离带钢的间距相对比较小,而且来料瓢曲和带钢的受热不均匀及带钢的张力过小等都会导致带钢的刮气刀产生堵塞,从而出现条痕。对此,工作人员应该在生产线的升降度过程中有效控制幅度,同时注重来料的板形,若是板形相对比较差,就要及时把气刀间距进行调大,并且经过对张力和稳定辊完成合理调节,确保带钢可以在气刀喷嘴的中间获取一个相对良好的平直度,避免带钢的刮气刀产生堵塞。若是产生气刀条痕应该在焊缝迅速打开气刀,应用专业设备完成清理。 1.3 漏镀点 漏镀点主要指热浸镀的过程中不完全浸润所出现的未镀区域。在进行热镀锌的过程中,唯有彻底消除基板轧制的氧化铁皮和氧化物及清洗液,同时露出相对清洁的基板表面,才可以确保良好的浸润性。一般状况下,轧钢厂会在A1的含量超出0.2%锌液里生产汽车的外覆盖件。而在此种锌锅中所生产的热镀锌钢板相对光亮,可是锌液达到A1的含量时,为了能够获取良好的浸润性,对于基板表面的清洁度有着更为严格的要求。强度相对较高的钢板通常存在C、P和Si等相关合金元素,同时这些合金元素在进行热处理的过程中有可能发生偏析,从而在钢板的表面形成氧化物。对此,基板含有的Si会导致出现更多的漏镀点,严重影响浸润性。 1.4 凹坑 凹坑缺陷位置的镀层要比附近镀层薄许多,其由正在凝固的镀层通过气刀与小锌化装备时遭受磨损导致的。在形貌角度判断而言,凹坑主要是因为小锌化设备形成小液滴的冲击造成的。在镀层通过气刀过程中,固态颗粒会被空气从镀层里吹出来,因为这时镀层已经呈现软熔或是半固化状态,铜丝凹坑难以被附近的镀层拉平。 2 处理热镀锌板层面缺陷的措施 2.1 处理锌锅辊划伤措施 应该把锌锅的曲张力合理调大,从而加大传动摩擦力。同时还应该适宜提升锌液的问题,科学提升锌液中的铝与锑含量,在一定程度上减小铁的含量,从而便于有效减小锌液黏稠度,加强锌液自身的流动性,进而加强锌锅辊的传动性。除此之外,针对黏在锌锅辊中的锌渣,应该利用浸没辊刮刀和铲刀进行有效处理。 2.2 选取润滑性较好的轧制油 选取性能相对较好的轧制油配置乳化液。而乳化液 热镀锌板镀层表面缺陷 分析及处理方法 张 欣 (中国能源建设集团鞍山铁塔有限公司,辽宁鞍山 313000) 摘要:目前,热镀锌钢板的镀层表面存在许多缺陷,比如说波纹和条纹及气刀条痕等多种问题。文章通过深入分析热 镀锌板镀层表面缺陷产生的主要原因,制定了有效的处理方案,同时明确指出未来热镀锌板镀层的主要发展趋势。 关键词:热镀锌板;镀层;表面缺陷;气刀划痕;漏镀点 文献标识码:A 中图分类号:TG355 文章编号:1009-2374(2015)21-0043-02 DOI:10.13535/https://www.360docs.net/doc/af10350023.html,ki.11-4406/n.2015.21.022 - 43 -
镀锌板质量证明书
购货单位收货单位昆山炅悦 昆山正阳镀锌有限责任公司执行标准 gb/t13793-2008 质保书编号合同号 车号苏e39713 业务员:检查单位: 购货单位收货单位昆山炅悦 昆山正阳镀锌有限责任公司执行标准 gb/t13793-2008 质保书编号合同号 车号苏e39713 业务员:检查单位: 购货单位收货单位昆山炅悦 昆山正阳镀锌有限责任公司执行标准 gb/t13793-2008 质保书编号合同号 车号苏e39713 业务员:检查单位:篇二:镀锌板企业标准 攀枝花钢铁有限责任公司企业标准连续热镀锌钢板及钢带 q/72322100x.003-2004 1 范围 本标准规定了连续热镀锌钢板及钢带的定义、分类和代号、技术要求、试验方法、检验 规则、包装、标志和质量证明书等。 本标准适用于以冷连轧钢带为基板,通过连续热镀锌方法生产的冷成形用和一般结构用 热镀锌钢板及钢带(以下简称钢板和钢带)。 2 规范性引用文件 下列文件所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时, 所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本 的可能性。 gb/t222—1984 钢的化学分析用试样取样法及成品化学成分允许偏差 gb/t223.11— 1991 钢铁及合金化学分析方法过硫酸铵氧化容量法测定量 gb/t223.23—1994 钢铁 及合金化学分析方法丁二酮肟分光光度法测定量 gb/t223.32—1994 钢铁及合金化学分析 方法次磷酸钠还原—碘量法测定砷量 gb/t223.50—1994 钢铁苯基荧酮—溴化十六烷基胺 直接光度法测定锡量 gb/t223.53—1987 钢铁及合金化学分析方法火焰原子吸收分光光度法测定铜量 gb/t223.62—1988 钢铁及合金化学分析方法乙酸丁酯萃取光度法测定磷量 gb/t223.62— 1988 钢铁及合金化学分析方法高碘酸钠(钾)光度法测定锰量 gb/t223.68—1997 钢铁 及合金化学分析方法管式炉内燃烧后碘酸钾滴定法测定硫含量 gb/t223.71—1997 钢铁及合金化学分析方法管式炉内燃烧后重量法测定碳含量 gb/t228—2002 金属拉伸试验方法 gb/t232—1999 金属弯曲试验方法 gb/t5027—1999 金属薄板和薄带塑性应变比(r值)试验方法 gb/t5028—1999 金属 薄板和薄带拉伸应变硬化指数(n值)试验方法 gb/t247—1997 钢板和钢带验收、包装、 标志及质量证明书的一般规定 gb/t1839—2003 钢铁产品镀锌层质量试验方法 gb/t2975—1998 钢及钢产品力学性能试验取样位置及试样制备 gb/t6397—1986 金 属拉伸试验试样 gb/t8170—1987 数值修约规则 en10142-2000 冷成形用低碳连续热镀锌钢板及钢带 en10147-2000 结构用连续热 镀锌钢板及钢带 1
镀锌板国家新标准
镀锌板国家新标准 GB-T/2518-2008 镀锌标准 前言 1 范围 2 规范性引用文件 3 术语和定义 4 分类及代号 5 尺寸、外形、重量及允许偏差 6 订货内容 7 技术要求 8 试验方法 9 检验规则 10 包装、标志及质量证明书 附录 A(规范性附录)理论计重时的重量计算方法 前言 本标准参考 ISO 3575: 1996 《商品级、固定成型级和冲压级连续热镀锌碳素钢薄板》, ISO 41996《结构级连续热镀锌碳素薄钢板》和 DIN EN 10142:2000《连续热镀锌结构钢板及钢带 技术条件》,DIN 10147:2000《冷成形用低碳钢连续热镀锌钢板及钢带供货技术条件》并结 国具体情况对 GB/T 2518—1998《连续热镀锌薄钢板及钢带》进行了修订。 本标准代替 GB/T2518—1998《连续热镀锌薄钢板和钢带》。 本标准与 GB/T2518—1998相比,对下列主要技术内容进行了修改: ——增加规范性引用文件、技术要求、需方提供的信息、检验、复验、检查和验收等;
——增加热轧酸洗带钢作为镀锌钢板基材,扩大了产品的厚度范围; ——增加镀锌钢板化学成分的内容; ——增加结构级镀锌钢板系列品种; ——增加无锌花镀锌层种类; ——增加镀层重量的镀层分类; ——改变表面质量级别划分方式; ——增加漆封、磷化、不处理三项表面处理项目; ——取消对镀锌钢板杯突值的规定,增加了 n、r 值的规定。 本标准的附录 A 是标准的附录。 本标准由中国钢铁工业协会提出。 本标准起草单位:武汉钢铁(集团)公司、冶金工业信息标准研究院、黄石山力涂层工程技术有限公司。 本标准重要起草人:杨大可、刘友仁、黄颖、郑洪道、何明文、杨春甫、张才富、苏维嘉。 本标准所代替标准的历次版本发布情况为: ——GB 2518——1981、GB 2518——1988。 镀锌薄钢板及钢带 1 范围 本标准规定了来年许热镀锌钢板及钢带(以下简称钢板及钢带)的定义、分类与代号、尺寸、外 形、重量及允许偏差、技术要求、实验方法、检验规则、包装、标志及质量证明书等。 本标准适用于宽度不小于 600mm,公称厚度为 0.20 mm ~5.0 mm的连续热镀锌普通级、机械咬 合级、冲压级(03、04、05、06 级)、结构级钢板及钢带。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有
镀锌板常识
镀锌行业常识性资料 我国镀锌板生产发展于上世纪80年代。随着我国国民经济的持续稳定发展,国内镀锌板需求量已呈现快速增长趋势。而国内镀锌线或受原料质量制约,或受机组设备条件限制,无法满足部分使用高、精、尖产品用户的需求。因而一方面导致部分低质量进口镀锌板扰乱国内市场;另一方面,又不得不高价进口部分高档镀锌板。 2、锌铝合金具有良好的加工成形性能,被广泛地用作深冲构件。主要用在建筑、空调室外室内机的内部零件、冰箱后侧板、洗衣机后板、汽车内板。 3、铝锌合金耐蚀性能最优,但设备投资能耗大,且锌层对破口、划伤保护能力差,在成形加工、焊接性能上相比有一定的不足。 4、锌铁合金焊接性能好,涂漆粘合性好,涂漆后耐蚀性能优,主要用于汽车行业的轿车领域。 镀锌钢板通常分为热镀锌钢板和电镀锌钢板两大类。 热镀锌钢板的镀层较厚(一般为100-600g/平方米),基板性能受热镀锌工艺的影响,主要用于建筑、日用器具及汽车工业,可直接露天使用; 电镀锌钢板的镀层较薄(一般为10-160g/平方米),基板性能不受电镀锌工艺的影响,附着结合力和表面质量好,加工性能相对优,主要用于汽车、家电、电气及涂层原板等,一般需涂漆,不宜直接露天使用。热镀锌钢板的售价低于电镀锌钢板,近年来热镀锌工艺及设备不断改进完善,已能镀出更薄、更均匀的镀层,质量几乎可以与电镀锌钢板媲美。 热镀锌工艺的发展使其在汽车领域的应用不断扩大,例如欧洲汽车用电镀锌钢板比例1996年约占46%,有的汽车厂车身面板已经100%使用电镀锌钢板。 应用于空调室内机零部件和室外机箱体外覆盖件,冰箱冰柜和洗衣机背板、侧板和底板,电脑机箱,微波炉等,其中以空调业用量最大(年消耗镀锌板约30万吨左右)。根据中国家电协会的调查和分析,家电产品的热镀锌板(不包括热轧酸洗板)单耗如表。
镀锌板外观缺陷
镀锌板外观缺陷 目次 4.3凸棱 (3) 4.4气刀条痕 (4) 4.5锌渣 (5) 4.6镀层云纹 (7) 4.7沉没辊印 (9) 4.8锌花不均 (10) 4.9麻点 (11) 4.10露铁 (12) 4.11浪形 (13) 4.12光整辊印 (14) 4.13光整勒印 (15) 4.14光整色差 (16) 4.16镀前划伤 (19) 4.17镀后划伤 (20) 4.18表面赃物 (21) 4.19炉辊硌印 (22) 4.20光整液斑迹 (23) 4.21脱锌 (24) 4.22边部斜纹 (25) 4.23边部增厚 (26) 4.24边部破损 (27) 4.25卷取缺陷 (28) 4.26黑斑 (30) 4.27白锈 (31) 4.28硌痕 (32)
4.1孔洞Holes 【定义与特征】 孔洞是钢带表面非连续的、贯穿带钢上下表面的缺陷。一般位于带钢的中部或边部,大多呈串状分布。 【产生原因】 孔洞是由于材料撕裂而产生。在轧制过程中,带钢断面局部疏松,该处的应力超过材料的变形极限(如塑性)。带钢越薄,其现象越明显。镀锌之后不能消除。 【预防与纠正】 需参照上厂纠正预防措施 【鉴别与判定】 可用肉眼判定,不易与其它缺陷混淆,镀锌板表面不允许存在孔洞,应予以切除。不能切除可带缺陷交货,但应有标识。
4.2夹杂Shells 【定义与特征】 不规则、飞刺状的叠层,其下方常有非金属夹杂物。这些叠层的尺寸和形状各异,且有不规则的边界,并由非金属或氧化物夹杂或者氧化铁皮将之与基体分开。表面夹层由金属镀层所覆盖,金属镀层的组织因夹杂而受到干扰并呈现异样的外观。 【产生原因】 夹杂是由于浇铸时混入非金属夹杂物或连铸保护渣进入钢中,造成冷轧基板上线状或片状夹杂。镀锌之后不能消除。 【预防与纠正】 需参照上厂纠正预防措施 【鉴别与判定】 可用肉眼判定,细条状夹杂易与基板划伤混淆,夹杂的形状与划伤比较更为无序,边部带毛刺。高级镀锌板表面不允许存在夹杂,应予以切除,普通级镀锌板不允许存在起皮夹杂,应与切除。不能切除可带缺陷交货,但应有标识。
镀锌钢板的质量检验标准
镀锌钢板的质量检验标准 前言 镀锌钢板在我国有很大的市场,且其消耗量也很大,其中每年都要进口相当数(重)量的各种镀锌钢板,。进口镀锌板常见的为热镀锌板、电镀锌板和镀锌涂漆板。进口镀锌板中,有优质品级(一级品)镀锌板,也有非优质品级的镀锌板,即所谓的“二级品”。在这些不同品质的货物中,可能会出现对外索赔的情况;另一方面,钢材的优质品与非优质品的进口关税不一样。在日常的检验或报关工作中经常遇到申报为非优质品的情况。作为对商品品质进行检验的出入境检验检疫部门,应重视质量把关,同时也促进市场经济贸易,维护国家利益、关税利益。 目前,我国现行的国家标准或生产国标准或国际通用标准中对镀锌钢板的非优质品等级的检验鉴定尚无标准。一般对非优质品镀锌钢板的检验鉴定是依据其同类优质品标准相对而言。因此,在钢材检验的实践中,探索、掌握正确的检验方法、检验尺度去确定货物的品质等级,同时在实践中总结出一套行之有效的经验方法,将对检验检疫工作具有重要的意义。一.镀锌钢板的质量检验标准 按生产及加工方法,镀锌钢板可分为以下几类:热浸镀锌钢板(俗称镀锌铁皮)、电镀锌钢板、单面或双面差厚镀锌钢板、合金复合镀锌钢板等,除上述几种外,还有彩色镀锌钢板(通俗地称为彩板)、印花涂装镀锌钢板、聚氯乙烯叠层镀锌钢板等。此外,按用途可分为一般用、屋顶用、建筑外侧板用、结构用、瓦垄板用、拉伸用和深拉伸用等镀锌钢板。 优质品级镀锌板的质量要求包括规格尺寸、外观、镀锌量、化学成份、板形、机械性能和包装等几个方面。 1.包装 分为切成定尺长度的镀锌板和带卷镀锌板包装两种。一般铁皮包装,内衬防潮纸,外以铁腰子捆扎,捆扎牢靠,以防内装镀锌板相互摩擦 2.规格尺寸 有关产品标准(以下述及)都列明镀锌板推荐的标准厚度、长度和宽度及其允许偏差。另外,板的宽度和长度、卷的宽度也可按用户要求确定。 3.外观 表面状态:镀锌板由于涂镀工艺中处理方式不同,表面状态也不同,如普通锌花、细锌花、平整锌花、无锌花以及磷化处理的表面等。切成定尺长度的镀锌板及镀锌卷板不得存在影响
镀锌板工艺流程
山东百斯特板业有限公司,公司按照“以智信达赢天下,创中国名牌企业,做交通设施精品,树涂镀行业典范”的发展战略,为客户生产高质量,高强度的镀锌卷板!主要生产范围厚度:0.14-1.5mm宽度1250mm以内的镀锌带钢和镀锌波浪瓦,材质ST12-14、DC01-06、SPCD、SPCC、SPCE等,定尺生产主要用于新型建材、钢塑型材、复合钢管、防火卷帘门、彩涂基板料等。还拥有交通设施有限公司公司。是一家专业生产高速公路波形护栏的厂家。主要产品有:护栏板,立柱,热镀锌静电喷涂防阻块,镀锌柱帽,热镀锌防阻块,热镀锌波形梁护栏+喷塑+立柱+喷塑+镀锌等。可根据用户需求订做产品,欢迎有志之士合作开发!联系人:任占东电话:一三九零六三五五七三二QQ:一九零一六六六八六经营理念: 一、超低的价格 我们要做的是尽快占有市场份额,我们只有用最低的价格,才能迅速地与客户建立合作关系,利用公司强大的销售基础与资金实力加之多元化的经营方式与钢铁厂商建立起战略性的合作伙伴关系,确保我们第一步就实现低成本与市场竞争。先进的管理模式使公司经营成本低于同行,保持公司强劲的发展趋势。 二、卓越的品质 专业的质量监控,从采购到销售,每一步都有完善的质量审核,时时跟踪钢厂质量动态,确保品质可靠。负责质量异议受理,在正常情况下,出现质量异议,我们将在最短的时间内以最佳的方式使您满意受理结果。 三、真诚的服务 24小时全天候配送服务,汽运、铁路、船舶、仓库全方位服务,只要您需要,我们将以最大的热情来满足您的需求。齐全的钢铁产品,众多的品种供您随意浏览与挑选。简洁的订货,突破传统交易模式,电话、电传、互联网、远程订货,使您足不出户便可用最便捷的方式完成您最繁琐的订货。“团结,诚信”是我们的立足之本,“奋进”是我们的精神所在。镀锌板 一、概念 镀锌钢板是为防止钢板表面遭受腐蚀,延长其使用寿命,在钢板表面涂以一层金属锌,这种
热镀锌钢板镀层表面缺陷及解决措施
热镀锌钢板镀层表面缺陷及解决措施 发表时间:2019-07-24T09:49:25.290Z 来源:《基层建设》2019年第9期作者:叶宣希 [导读] 摘要:本文主要对热镀锌钢板镀层表面存在的诸如划伤、锌渣、气刀条痕、辊印、波纹和条纹等缺陷的产生原因及解决措施进行研究分析。 鞍钢广州汽车钢有限公司广东省广州市 511434 摘要:本文主要对热镀锌钢板镀层表面存在的诸如划伤、锌渣、气刀条痕、辊印、波纹和条纹等缺陷的产生原因及解决措施进行研究分析。 关键词:热镀锌钢板;镀层表面缺陷;划伤;气刀条痕;辊印 引言 近年来,汽车和家电工业对所用热镀锌板表面质量的要求越来越严格。一要表面无缺陷,因为镀层的表面缺陷在涂漆后会显现出来;二要镀层的表面平坦,涂漆后漆膜光亮,即所谓高的鲜映性。而影响热镀锌汽车板表面质量的主要缺陷有2种:(1)与镀锌工艺和锌锅设备有关的缺陷,如镀层中嵌进的锌渣等;(2)热镀锌生产线其他部分引起的缺陷,如划伤、压印等。 一、划伤缺陷及解决措施 1.1基板划伤 基板划伤是指由于轧机卷取等原因引起的冷轧基板表面划伤。由于基板划伤处的锌铁反应速度明显高于正常表面,带钢经热镀锌后,基板上的缺陷将更为明显。通过加强上道工序对来料质量的检查,完全可以杜绝有划伤的基板进入镀锌线。 1.2沉没辊划伤 沉没辊划伤是带钢出锌锅后在上板面出现断续或连续的条状辊印印痕,若辊印较轻无手感可降级处理,如有手感则为划伤只能做废品处理,必须停机换辊。分析认为:出现这种故障的直接原因是带钢与沉没辊之间相互接触运动中两者速度不同,辊系出现不转或转动不良,从而使带钢与辊体接触时产生相对滑动,使带钢表面被辊面划伤。造成这一现象的原因是多方面的,由于沉没辊处于锌锅锌液中这一特殊位置,无传动设备,只是一个从动转向辊,完全靠工艺段的张力及摩擦力转动。因此,它是由机械结构特殊性、生产工艺控制、沉没辊的安装与使用等因素共同或单一影响的结果。 解决方法:工艺方面的改进:(1)锌锅锌液温度控制在(460±5)℃,以增加锌液的流动性。(2)随时控制和调整锌液的化学成分含量,一般铁含量控制在0.05%以下,铝含量应控制在0.15%~0.22%之间。在生产薄带钢时由于张力较小,板面易出沉没辊划伤。此时可适量加入铝锭以降低铁的含量,这样有利于降低锌液粘度,增加锌液流动性。(3)控制速度与张力变化不能过快。 设备安装与使用的改进:(1)辊子加工后在安装前检查表面粗糙度及沟槽是否倒角,有无毛刺、有无硌伤。(2)校验辊子静平衡,适当增加配重(3)安装预紧后吊运至检验平台(仿锌锅平台),校验水平度、平行度至符合图纸安装要求。(4)沉没辊在使用投入锌锅前,必须先放入烘箱预热,温度以接近锌液温度为宜。预热目的:一是通过缓慢预热减少入锌锅时温差过大导致轴套炸裂及各部件骤热变形,提高使用寿命;二是防止辊面粘上浮渣不易去除,造成硌窝划伤。(5)辊子放入锌锅时一定要将锌锅表面浮渣捞净,轴承位置及轴孔处不能粘渣,防止辊子卡死不转。 1.3其他辊划伤 其他辊划伤是指全线托辊、转向辊、张紧辊、纠偏辊造成的划伤,它又分为驱动辊划伤和非驱动辊划伤。这类划伤产生的主要原因是接触板带的辊子转速和板带运行速度不一致,带钢和辊子产生相对滑动而产生的划伤。 解决方法:如果发现有划伤,应立即确认是镀前划伤还是镀后划伤,然后确定划伤区域。由驱动辊造成的划伤,可以通过速度的匹配来解决;由非驱动辊造成的划伤,则通知机械维护人员检查辊子轴承,如果轴承没有问题可以通过增加本区域的张力、增加辊子和板带的传动摩擦力来减少划伤产生。 2.1嵌入镀层的锌渣颗粒 在热镀锌板边部,镀层表面常有呈块状的暗斑。用带能谱仪(EDX)的扫描电镜(SEM)对存在暗斑缺陷的镀层试样进行观察,发现缺陷区域有大量的氧存在。暗斑是由氧化膜覆盖的区域。这些氧化膜显然是钢板出锌锅时带出来的。当气刀喷吹镀层使氧化膜破裂时,在暗斑中便会形成发亮的裂纹。用光学显微镜观察后,发现缺陷区镀层中含有大量的锌渣颗粒。这些锌渣颗粒与锌液表面的氧化膜有关,并与氧化膜一起被带出锌锅。带钢出锌锅时,附近区域的锌液表面存在浮渣。 解决方法:(1)锌液温度的控制:在镀锌生产中,由于铝自身的化学性质以及锌液的温度,决定了锌渣的产生是不可避免的,底渣的主要成分为FeZn7,浮渣的主要成分为Fe2Al5。在现代连续热镀锌生产中,一般底渣的去除不采用捞渣的方式,而采用化学方法;浮渣一般采取捞渣的方式,一定要注意锌锅中带钢出口处浮渣的捞取,因为此处的浮渣容易粘附在带钢表面。(2)捞渣:在镀锌生产中,由于铝自身的化学性质以及锌液的温度,决定了锌渣的产生是不可避免的,底渣的主要成分为FeZn7,浮渣的主要成分为Fe2Al5。在现代连续热镀锌生产中,一般底渣的去除不采用捞渣的方式,而采用化学方法;浮渣一般采取捞渣的方式,一定要注意锌锅中带钢出口处浮渣的捞取,因为此处的浮渣容易粘附在带钢表面。 2.2气刀条痕、辊印等各种缺陷 (1)厚边缺陷 据有关研究表明,镀层厚边缺陷主要是由于生产经验不足而产生的。当出现这种缺陷时,成品卷变形严重,卸卷十分困难。 解决方法:调整气刀唇缝形状,增加板带边部的喷吹压力。另外更重要的是气刀高度要随着生产线速度进行相应的调节。生产线的速度低时,板带在出了锌锅后到达气刀的时间变长,在锌液冷却过程中板带边部冷却较快,锌液开始凝固,所以当它经过气刀时,边部锌层会比较厚。这时如果及时降低气刀高度缩短锌液冷却时间,则可以解决此问题。而在生产线速度较高时,由于气刀喷吹压力增大,造成锌液飞溅也大,容易堵塞气刀,所以应及时提高气刀高度。 (2)气刀条痕缺陷 当气刀喷嘴发生局部堵塞时,带钢对应的位置会产生锌层超厚,形成条痕。它的形成主要是在生产线速度变化大时气刀压力突然变化,造成锌液飞溅,堵塞气刀。或者是气刀距带钢间距过小且来料浪形、瓢曲、带钢受热不均、带钢张力过小等造成带钢刮气刀形成堵