动铁式交流焊机

动铁式交流焊机
(一)结构
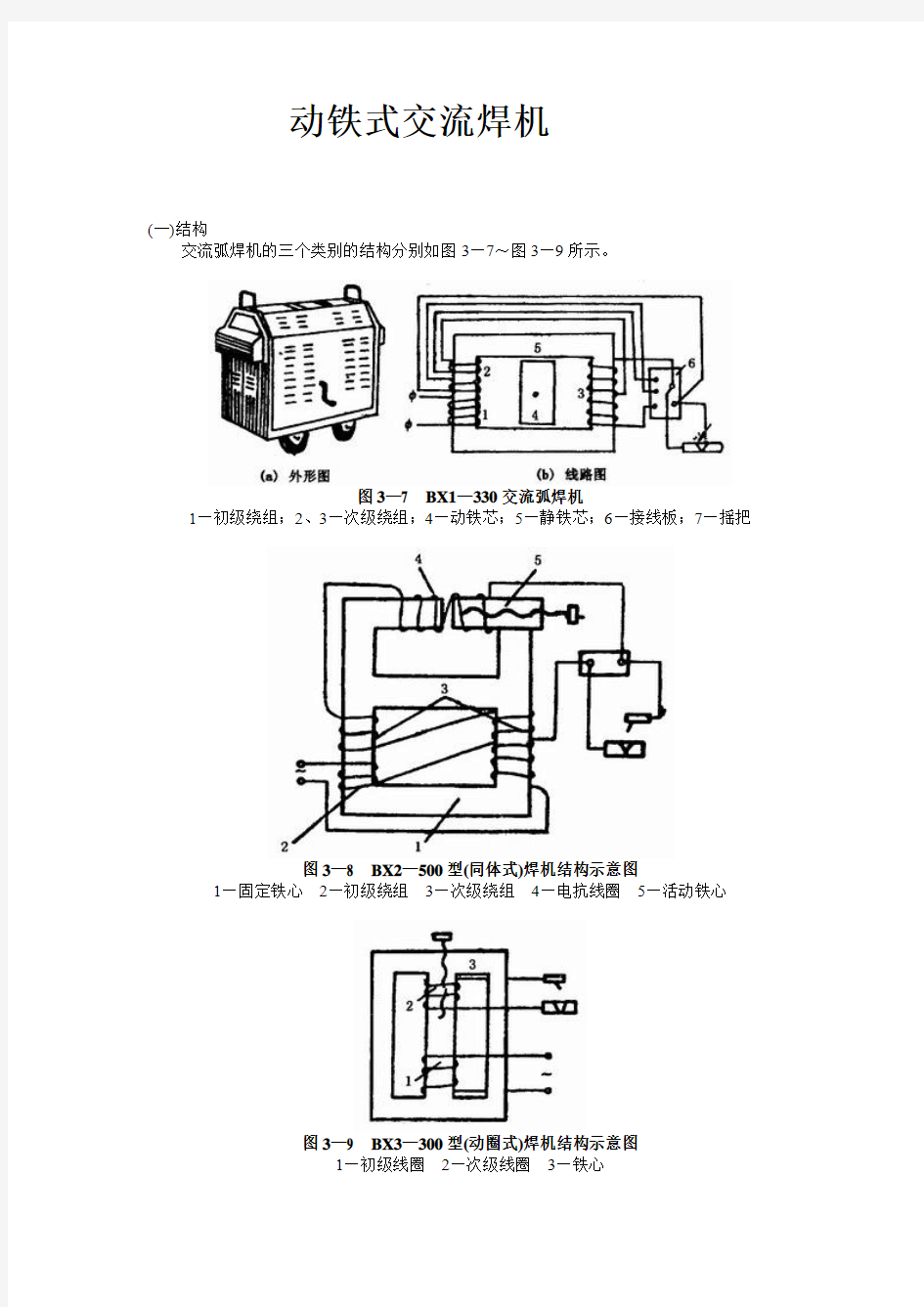
交流弧焊机的三个类别的结构分别如图3—7~图3—9所示。
图3—7 BX1—330交流弧焊机
1—初级绕组;2、3—次级绕组;4—动铁芯;5—静铁芯;6—接线板;7—摇把
图3—8 BX2—500型(同体式)焊机结构示意图
1—固定铁心2—初级绕组3—次级绕组4—电抗线圈5—活动铁心
图3—9 BX3—300型(动圈式)焊机结构示意图
1—初级线圈2—次级线圈3—铁心
(二)工作原理
目前应用最广泛的“动铁式”交流焊机如图3—7所示。它是一个结构特殊的降压变压器,属于动铁芯漏磁式类型。焊机的空载电压为60~70V。工作电压为30V,电流调节范围为50~450A。铁芯由两侧的静铁芯5和中间的动铁芯4组成,变压器的次级绕组分成两部分,一部分紧绕在初级绕组1的外部,另一部分绕在铁芯的另一侧。前一部分起建立电压的作用,后一部分相当于电感线圈。焊接时,电感线圈的感抗电压降使电焊机获得较低的工作电压,这是电焊机具有陡降外特性的原因。引弧时,电焊机能供给较高的电压和较小的电流,当电弧稳定燃烧时,电流增大,而电压急剧降低;当焊条与工件短路时,也限制了短路电流。
焊接电流调节分为粗调、细调两档。电流的细调靠移动铁芯4改变变压器的漏磁来实现。向外移动铁芯,磁阻增大,漏磁减小,则电流增大,反之,则电流减少。电流的粗调靠改变次级绕组的匝数来实现。
该电弧焊机的工作条件为应在海拔不超过1000m,周围空气温度不超过+40℃、空气相对湿度不超过85%等条件下使用,不应在有害工业气体、水蒸汽、易燃、多灰尘的场合下工作。
电焊机的基本常识
电焊机 定义:将电能转换为焊接能量的焊机。电焊机是利用正负两极在瞬间短路时产生的高温电弧来熔化电焊条上的焊料和被焊材料,来达到使它们结合的目的。结构十分简单,就是一个大功率的变压器,电焊机一般按输出电源种类可分为两种,一种是交流电源的;一种是直流电的。系利用电感的原理做成的,电感量在接通和断开时会产生巨大的电压变化,利用正负两极在瞬间短路时产生的高压电弧来熔化电焊条上的焊料,来达到使它们结合的目的。 电焊机,特性的变压器,将220V和380V交流电变为低压的直流电,电焊机一般按输出电源种类可分为两种,一种是交流电源的;一种是直流电的。直流的电焊机可以说也是一个大功率的整流器,分正负极,交流电输入时,经变压器变压后,再由整流器整流,然后输出具有下降外特性的电源,输出端在接通和断开时会产生巨大的电压变化,两极在瞬间短路时引燃电弧,利用产生的电弧来熔化电焊条和焊材,冷却后来达到使它们结合的目的。焊接变压器有自身的特点,外特性就是在焊条引燃后电压急剧下降的特性。 焊接由于灵活简单方便牢固可靠,焊接后甚至与母材同等强度的优点广乏用于各个工业领域,如航空航天,船舶,汽车,容器等! 一,电焊机优点:电焊机使用电能源,将电能瞬间转换为热能,电很普遍,电焊机适合在干燥的环境下工作,不需要太多要求,因体积小巧,操作简单,使用方便,速度较快,焊接后焊缝结实等优点广乏用于各个领域,特别对要求强度很高的制件特实用,可以瞬间将同种金属材料(也可将异种金属连接,只是焊接方法不同)永久性的连接,焊缝经热处理后,与母材同等强度,密封很好,这给储存气体和液体容器的制造解决了密封和强度的问题。 二,电焊机缺点:电焊机在使用的过程中焊机的周围会产生一定的磁场,电弧燃烧时会向周围产生辐射,弧光中有红外线,紫外线等光种,还有金属蒸汽和烟尘等有害物质,所以操作时必须要做足够的防护措施。焊接不适合于高碳钢的焊接,由于焊接焊缝金属结晶和偏析及氧化等过程,对于高碳钢来说焊接性能不良,焊后容易开裂,产生热裂纹和冷裂纹。低碳钢有良好的焊接性能,但过程中也要操作得当,除锈清洁方面较为烦琐,有时焊缝会出现夹渣裂纹气孔咬边等缺陷,但操作得当会降低缺陷的产生。
电焊机常见类型及应用综述
电焊机常见类型及应用综述 闪光电焊机是利用正负两极在瞬间短路时产生的高温电弧来熔化电焊条上的焊料和被焊材料,电焊变压器有自身特点,就是具有电压急剧下降的特性。 闪光电焊机光对人体的危害及预防 焊接作业时,会产生对人体有害的电焊弧光。电焊弧光主要包括红外线、可见光线和紫外线。这些都属于热线谱。焊接电弧温度在3000℃时,其辐射波长小于290mμm;温度在3200℃时,其辐射波长小于230mμm。当光辐射作用在人体上,机体内组织便会吸收,引起组织热作用、光化学作用或电离作用,致使人体组织发生急性或慢性的损伤。 红外线对人体的危害主要是引起组织的热作用。在焊接过程中,眼部受到强烈的红外线辐射,会立即感到强烈的灼伤和灼痛,发生闪光幻觉。长期接触可能造成红外线白内障、视力减退,严重时可导致失明。 可见光线的光度比肉眼正常承受的光度大约大到一万倍左右,当可见光线辐射人的眼睛时,会产生疼痛感,看不清东西,通常叫“晃眼”,在短时间内失去劳动能力。 紫外线对人体的危害主要是光化学作用,对人体皮肤和眼睛造成损害。皮肤受到强烈的紫外线辐射后,可引起皮炎,弥漫性红斑,有时出现小水泡、渗出液,有烧灼感,发痒;作用强烈时伴有全身症状:头痛、头晕、易疲劳、神经兴奋、发烧、失眠等。紫外线过度照射人的眼睛,可引起眼睛急性角膜和结膜炎,即电光眼炎。多数被照射后4-12天发病,其症状是出现两眼高度羞明、流泪、异物感、刺痛、眼睑红肿、痉挛、并伴有头痛和视物模糊。 为了预防电焊弧光对人体的危害,焊接工作在焊接时必须穿好表面平整、反射系数大的工作服,戴好手套、鞋盖,不允许焊工卷起袖口或穿短袖衣、敞开衣领从事焊接工作。工作裤穿上后要保证在蹲下时的足够长度,避免脚腕处裸露而被弧光灼伤。必须使用镶有特制滤光镜片的面罩,滤光镜片必须是国家定点厂生产的合格产品,不可随意使用一般的墨光镜。为了保护焊接区域其他工作人员的眼睛不受伤害,应在焊接现场设屏障围住,其屏障的区域,焊接工人应经常提醒其他工作人员注意避开,有条件的单位可给焊接区域的其他工作人员配备防护眼镜,以免弧光伤眼。 交流电焊机实质上是一种特殊的降压变压器。将220V和380V交流电变为低压的直流电,交流电焊机既是输出电源种类为交流电源的电焊机。 为了使焊接顺利进行,这种变压器电源能按焊接过程的需要而具有如下特点: 1交流电焊机具有电压陡降的特性 一般的用电设备都要求电源的电压不随负载的变化而变化,其电压是恒定的,如为380V(单相)或220V。虽然接入焊接变压器的电压是一定的,如为380V或220V,但通过这种变压器后所输出的电压可随输出电流(负载)的变化而变化,且电压随负载增大而迅速降低,此称为陡降特性或称下降特性。这就适应了焊接所需各种的电压要求: (1) 初级电压:即接入电焊机的外电压。 由于弧焊变压器初级线圈两端要求的电压为单项380V,因此一般交流电焊机接入电网的电压为单项
交流电焊机和直流电焊机区别
交流电焊机和直流电焊机区别 交流电焊机交流电焊机实质上是一种特殊的降压变压器。将220V和380V交流电变为低压的交流电,交流电焊机既是输出电源种类为交流电源的电焊机。焊接变压器有自身的特点,外特性就是在焊条引燃后电压急剧下降的特性。 交流电焊机使用时要正确接线,即电焊机的外壳与二次侧应可靠地保护接零或接地,防止外壳露点或高压窜入低压对人体造成触电危险,如下图所示,但它的焊钳端不能保护接零或接地,电焊机的电源线应为三心橡皮软线值,修复或更换损坏件,检查导线电缆的绝缘是否有损伤,使设备处于良好的技术状态。 为了适应不同材料和板厚的焊接要求,焊接电流能从几十安培调到几百安培,并可根据工件的厚度和所用焊条直径的大小任意调节所需的电流值。电流的调节一般分为两级:一级是粗调,常用改变输出线头的接法(Ⅰ位置连接或Ⅱ位置连接),从而改变内部线圈的圈数来实现电流大范围的调节,粗调时应在切断电源的情况下进行,以防止触电伤害;另一级是细调,常用改变电焊机内“可动铁芯”(动铁芯式)或“可动线圈”(动圈式)的位置来达到所需电流值,细调节的操作是通过旋转手柄来实现的,当手柄逆时针旋转时电流值增大,手柄顺时针旋转时电流减小,细调节应在空载状态下进行。各种型号的电焊机粗调与细调的范围,可查阅标牌上的说明。 直流焊机直流焊机一般分为可控硅整流和逆变两种,现在用的较多的是逆变焊机。 优点: 1.同规格400A焊机体积比交流焊机一般小一半以上,重量约为交流焊机的1/3左右,所有移动特别方便。 2.同规格的逆变焊机比交流焊机节约电能1/3以上,电费省很多哟。 3.酸性焊条、碱性焊条都可以焊接 4.电流调节很方便,只要旋一下电位器就可以,一般焊机还有电流预显功能 5. 三相供电,对电网影响较小。
交流电焊机工作原理
普通电焊机的工作原理和变压器相似,是一个降压变压器。在齿及线圈的两端是被焊接工件和焊条,引燃电弧,在电弧的高温中将工件的缝隙和焊条熔接。 电焊变压器有自身的特点,就是具有电压急剧下降的特性。在焊条引燃后电压下降;在焊条被粘连短路时,电压也是急剧下降。这种现象产生的原因,是电焊变压器的铁芯特性产生的。 电焊机的工作电压的调节,除了一次的220/380电压变换,二次线圈也有抽头变换电压,同时还有用铁芯来调节的,可调铁芯的进入多少,就分流磁路,进入越多,焊接电压越低。 交流电焊机又称弧焊变压器,是一种特殊的降压变压器,它是由降压变压器、阻抗调节器、手柄和焊接电弧等组成。为了使焊接顺利进行,这种变压器电源能按焊接过程的需要而具有如下特点: 1)具有陡降的特性 一般的用电设备都要求电源的电压不随负载的变化而变化,其电压是恒定的,如为380V(单相)或220V。虽然接入焊接变压器的电压是一定的,如为380V或220V,但通过这种变压器后所输出的电压可随输出电流(负载)的变化而变化,且电压随负载增大而迅速降低,此称为陡降特性或称下降特性,这就适应了焊接所需各种的电压要求: ①初级电压:即接入电焊机的外电压。 由于弧焊变压器初级线圈两端要求的电压为单项380V,因此一般交流电焊机接入电网的电压为单项380V。 ②零电压:为了保证焊接过程频繁短路(焊条与焊件接触)时,要求电压能自动降至趋近于零,以限制短路电流不致无限增大而烧毁电源。 ③空载电压:为了满足引弧与安全的需要,空载(焊接)时,要求空载电压约为 60 ~80V,这既能顺利起弧,又对人身比较安全。 ④工作电压:焊接起弧以后,要求电压能自动下降到电弧正常工作所需的电压,即为工作电压,约为20~40 V,此电压也为安全电压。 ⑤电弧电压:即电弧两端的电压,此电压是在工作电压的范围内。焊接时,电弧的长短会发生变化:电弧长度长,电弧电压应高些;电弧长度短,则电弧电压应低些。因此,弧焊变压器应适应电弧长度的变化而保证电弧的稳定。 ⑵具有焊接电流的可调节性 为了适应不同材料和板厚的焊接要求,焊接电流能从几十安培调到几百安培,并可根据工件的厚度和所用焊条直径的大小任意调节所需的电流值。电流的调节一般分为两级:一级是粗调,常用改变输出线头的接法(Ⅰ位置连接或Ⅱ位置连接),从而改变内部线圈的圈数来实现电流大范围的调节,粗调时应在切断电源的情况下进行,以防止触电伤害;另一级是细调,常用改变电焊机内“可动铁芯”(动铁芯式)或“可动线圈”(动圈式)的位置来达到所需电流值,细调节的操作是通过旋转手柄来实现的,当手柄逆时针旋转时电流值增大,手柄顺时针旋转时电流减小,细调节应在空载状态下进行。各种型号的电焊机粗调与细调的范围,可查阅标牌上的说明
IGBT逆变电焊机工作原理及输出特性
IGBT逆变电焊机工作原理及输出特性 本机采用三相交流380V电压经三相桥式整流、滤波后供给以新型IGBT为功率开关器件的逆变器进行变频(20KC)处理后,由中频变压器降压,再经整流输出可供焊接所需的电源,通过集成电路构成的逻辑控制电路对电压、电流信号的反馈进行处理,实现整机闭环控制,采用脉宽调制PWM为核心的控制技术,从而获得快速脉宽调制的恒流特性和优异的焊接工艺效果。 ZX7—200/315/400 电原理图 NBC系列CO2气体保护焊机NBC?630 逆变式NBC系列C0:气体保护焊机分为普通型和数字化两种类型,包括250A、350A、500A、630A几种,用于焊接低碳钢、合金钢等。 主要特点 采用波形控制技术,改善成形,降低飞溅; 电流电压连续可调,调节范围宽; 负载持续率高,可长时间连续焊接; 焊接变形小,焊缝成形好;慢送丝引弧,引弧容易,成功率高;
收弧时具有消球功能; 焊接熔敷率髙; 软开关变换,整机效率高; 无源功率因数校正技术,功率因数高; 高频逆变,体积小,重量轻; 数显表头,焊接参数可精确预置; 适用实芯/药芯焊丝; 提供常规电流值、电压值匹配方案,方便操作人员调节; X型机具有下降特性,兼具手弧焊、碳弧气刨功能; z型机具有下降特性,兼具手弧焊、碳弧气刨功能,且电弧稳定性强, 特别适用于全位置自动焊接(此焊机需另配全自动焊送丝、行走控制系统)。 慢送丝引弧,引弧容易,成功率高; 收弧时具有消球功能; 焊接熔敷率髙; 软开关变换,整机效率高; 无源功率因数校正技术,
刀架转盘回转角度- ±90° 刀杆截面尺寸(四方刀架刀杆 截面) mm 25X25 主轴中心线至刀具支承面距离mm 26 床尾主轴直径(尾座套筒直 径) mm 75 床尾主轴孔锥度(尾座套筒锥 孔锥度) - 莫氏圆锥5号床尾主轴最大行程mm 150 机床丝杠螺距mm 12 加】丄公制螺纹范碉及种数mm 44 种:1-192 加山英制螺纹范碉及种数牙/寸 (tpi) 21 种:2-24 加工模数螺纹范碉及种数mm 39种: 加丄径节螺纹范困及种数DP 37^: 1-96 床身导轨宽度(导轨跨度)mm 400 床身导轨硕度RC RC52 主电机功率kW 机床净重kg 2570 机床毛重kg 3410 机床轮廉尺寸(长X宽X高)mm 3668X1000X1267 机床包装尺寸(长X宽X商)mm 3850X1520X2010 加工精度- IT7 表面光洁度u m 产 品 名 称 普通午床
电焊机工作原理及电焊机组成结构
电焊机工作原理介绍? 电焊机(electric welding machine)实际上就是具有下降外特性的变压器,将220V和380V交流电变为低压的直流电,电焊机一般按输出电源种类可分为两种,一种是交流电源的;一种是直流电的。直流的电焊机可以说也是一个大功率的整流器,分正负极,交流电输入时,经变压器变压后,再由整流器整流,然后输出具有下降外特性的电源,输出端在接通和断开时会产生巨大的电压变化,两极在瞬间短路时引燃电弧,利用产生的电弧来熔化电焊条和焊材,冷却后来达到使它们结合的目的。焊接变压器有自身的特点,外特性就是在焊条引燃后电压急剧下降的特性。 电焊机的特点 焊接由于灵活简单方便牢固可靠,焊接后甚至与母材同等强度的优点广乏用于各个工业领域,如航空航天,船舶,汽车,容器等! 一、电焊机优点:电焊机使用电能源,将电能瞬间转换为热能,电很普遍,电焊机适合在干燥的环境下工作,不需要太多要求,因体积小巧,操作简单,使用方便,速度较快,焊接后焊缝结实等优点广乏用于各个领域,特别对要求强度很高的制件特实用,可以瞬间将同种金属材料(也可将异种金属连接,只是焊接方法不同)永久性的连接,焊缝经热处理后,与母材同等强度,密封很好,这给储存气体和液体容器的制造解决了密封和强度的问题。 二、电焊机缺点:电焊机在使用的过程中焊机的周围会产生一定的磁场,电弧燃烧时会向周围产生辐射,弧光中有红外线,紫外线等光种,还有金属蒸汽和烟尘等有害物质,所以操作时必须要做足够的防护措施。焊接不适合于高碳钢的焊接,由于焊接焊缝金属结晶和偏析及氧化等过程,对于高碳钢来说焊接性能不良,焊后容易开裂,产生热裂纹和冷裂纹。低碳钢有良好的焊接性能,但过程中也要操作得当,除锈清洁方面较为烦琐,有时焊缝会出现夹渣裂纹气孔咬边等缺陷,但操作得当会降低缺陷的产生。 三、交流电焊机电焊机组成结构 交流电焊机又称弧焊变压器,是一种特殊的降压变压器,它是由降压变压器、阻抗调节器、手柄和焊接电弧等组成。为了使焊接顺利进行,这种变压器电源能按焊接过程的需要而具有如下特点: 1. 交流电焊机具有电压陡降的特性 一般的用电设备都要求电源的电压不随负载的变化而变化,其电压是恒定的,如为380V(单相)或220V。虽然接入焊接变压器的电压是一定的,如为380V或220V,但通过这种变压器后所输出的电压可随输出电流(负载)的变化而变化,且电压随负载增大而迅速降低,此称为陡降特性或称下降特性。这就适应了焊接所需各种的电压要求: (1) 初级电压:即接入电焊机的外电压。 由于弧焊变压器初级线圈两端要求的电压为单项380V,因此一般交流电焊机接入电网的电压为单项380V。 (2) 零电压:为了保证焊接过程频繁短路(焊条与焊件接触)时,要求电压能自动降至趋近于零,以限制短路电流不致无限增大而烧毁电源。 (3) 空载电压:为了满足引弧与安全的需要,空载(焊接)时,要求空载电压约为60 ~80V,这既能顺利起弧,又对人身比较安全。 (4) 工作电压:焊接起弧以后,要求电压能自动下降到电弧正常工作所需的电压,即为工作电压,约为20~40 V,此电压也为安全电压。 (5) 电弧电压:即电弧两端的电压,此电压是在工作电压的范围内。焊接时,电弧的长短会发生变化:电弧长度长,电弧电压应高些;电弧长度短,则电弧电压应低些。因此,弧焊变压器应适应电弧长度的变化而保证电弧的稳定。 2. 交流电焊机具有焊接电流的可调节性 为了适应不同材料和板厚的焊接要求,焊接电流能从几十安培调到几百安培,并可根据工件的厚度和所用焊条直径的大小任意调节所需的电流值。电流的调节一般分为两级:一级是粗调,常用改变输出线头的接法(Ⅰ位置连接或Ⅱ位置连接),从而改变内部线圈的圈数来实现电流大范围的调节,粗调时应在切断电源的情况下进行,以防止触电伤害;另一级是细调,常用改变电焊机内“可动铁芯”(动铁芯式)或“可动线圈”(动圈式)的位置来达到所需电流值,细调节的操作是通过旋转手柄来实现的,当手柄逆时针旋转时电流值增大,手柄顺时针旋转时电流减小,细调节应在空载状态下进行。各种型号的电焊机粗调与细调的范围,可查阅标牌上的说明。 电焊机的工作原理叙述 工作原理电流电压经三相主变压器降压,由可控硅元件进行整流,并利用改变可控硅触发角相位来控制输出电流的大小。从整流器直流输出端的分流器上取出电流信号,作为电流负反馈信号,随着直流输出电流增加,负反馈也增加,可控硅导通角减小,输出电流电压降低,从而获得下降的外特性。推力电路是当输出端电压低于15V时,使输出电流增加,特别是短路时,形成外拖的外特性,使焊条不易粘住。引弧电路是每次起弧时,短时间增加给定电压,使引弧电流较大,易于起弧。 从以上叙述可以知道,电焊起弧的时候电路是处于短路状态,电压急剧下降,电流需要很大;起弧后要稳弧,这时候焊条和容池的溶液还是短路过渡状态,电压还是下降,电流还是大;过渡完毕后处于正常焊接状态,电压回
交流电焊机
焊条电弧焊与电弧切割设备的基本结构和工作原理 图3—6焊机分类 焊条电弧焊所用焊机按电源的种类可分为交流弧焊机和直流弧焊机两大类。其中直流弧焊机按变流的方式不同又分为:弧焊整流器、逆变弧焊机和旋转式直流弧焊发电机(现已淘汰)等。每一类型的焊机根据原理和结构特点又可分为多种型式,具体见图3—6 一、交流弧焊机 (一)结构 交流弧焊机的三个类别的结构分别如图3—7~图3—9所示。 图3—7 BX1—330交流弧焊机 1—初级绕组;2、3—次级绕组;4—动铁芯;5—静铁芯;6—接线板;7—摇把
图3—8 BX2—500型(同体式)焊机结构示意图 1—固定铁心2—初级绕组3—次级绕组4—电抗线圈5—活动铁心 图3—9 BX3—300型(动圈式)焊机结构示意图 1—初级线圈2—次级线圈3—铁心 (二)工作原理 目前应用最广泛的“动铁式”交流焊机如图3—7所示。它是一个结构特殊的降压变压器,属于动铁芯漏磁式类型。焊机的空载电压为60~70V。工作电压为30V,电流调节范围为50~450A。铁芯由两侧的静铁芯5和中间的动铁芯4组成,变压器的次级绕组分成两部分,一部分紧绕在初级绕组1的外部,另一部分绕在铁芯的另一侧。前一部分起建立电压的作用,后一部分相当于电感线圈。焊接时,电感线圈的感抗电压降使电焊机获得较低的工作电压,这是电焊机具有陡降外特性的原因。引弧时,电焊机能供给较高的电压和较小的电流,当电弧稳定燃烧时,电流增大,而电压急剧降低;当焊条与工件短路时,也限制了短路电流。 焊接电流调节分为粗调、细调两档。电流的细调靠移动铁芯4改变变压器的漏磁来实现。向外移动铁芯,磁阻增大,漏磁减小,则电流增大,反之,则电流减少。电流的粗调靠改变次级绕组的匝数来实现。 该电弧焊机的工作条件为应在海拔不超过1000m,周围空气温度不超过+40℃、空气相对湿度不超过85%等条件下使用,不应在有害工业气体、水蒸汽、易燃、多灰尘的场合下工作。 二、直流弧焊机 (一)结构 由于整流或直流弧焊机与直流弧焊发电机比较,因没有机械旋转部分,具有噪音小,空载损耗小、效率高、成本低和制造维护简单等优点。因此,有取代直流弧焊发电机的趋势,在这里只介绍整流式直流弧焊机。整流式直流弧焊机常用型号如ZXG—300、ZXG—400等。
电焊机介绍
电焊机 1概述 电焊机(electricweldingmachine)实际上就是具有下降外特性的变压器,将220V和380V交流电变为低压的直流电,电焊机一般按输出电源种类可分为两种,一种是交流电源的;一种是直流电的。直流的电焊机可以说也是一个大功率的整流器,分正负两极,交流电输入时,经变压器变压后,再由整流器整流,然后输出具有下降外特性的电源,输出端在接通和断开时会产生巨大的电压变化,两极在瞬间短路时引燃电弧,利用产生的电弧来熔化电焊条和焊材,冷却后来达到使它们结合的目的。焊接变压器有自身的特点,外特性就是在焊条引燃后电压急剧下降的特性。 焊接由于灵活简单方便牢固可靠,焊接后甚至与母材同等强度的优点广乏用于各个工业领域,如航空航天,船舶,汽车,容器等。 2原理 是利用正负两极在瞬间短路时产生的高温电弧来熔化电焊条上的焊料和被焊材料,来达到使它们结合的目的。电焊机的结构十分简单,说白了就是一个大功率的变压器,将220V交流电变为低电压,大电流的电源,可以是直流的也可以是交流的。电焊变压器有自身的特点,就是具有电压急剧下降的特性。在焊条引燃后电压下降,在...电焊机的工作电压的调节,除了一次的220/380电压变换,二次线圈也有抽头变换电压,同时还有用铁芯来调节的,可调铁芯...电焊机一般是一个大功率的变压器,系利用电感的原理做成的,电感量在接通和断开时会产生巨大的电压变化,利用正负两极在瞬间短路时产生的高压电弧来熔化电焊条上的焊料.来达到使它们结合的目的。在焊条和工件之间施加电压,通过划檫或接触引燃电弧,用电弧的能量熔化焊条和加热母材。 3特点 一,电焊机优点:电焊机使用电能源,将电能瞬间转换为热能,电很普遍,电焊机适合在干燥的环境下工作,不需要太多要求,因体积小巧,操作简单,使用方便,速度较快,焊接后焊缝结实等优点广泛用于各个领域,特别对要求强度很高的制件特实用,可以瞬间将同种金属材料(也可将异种金属连接,只是焊接方法不同)永久性的连接,焊缝经热处理后,与母材同等强度,密封很好,这给储存气体和液体容器的制造解决了密封和强度的问题。 二,电焊机缺点:电焊机在使用的过程中焊机的周围会产生一定的磁场,电弧燃烧时会向周围产生辐射,弧光中有红外线,紫外线等光种,还有金属蒸汽和烟尘等有害物质,所以操作时必须要做足够的防护措施。焊接不适合于高碳钢的焊接,由于焊接焊缝金属结晶和偏析及氧化等过程,对于高碳钢来说焊接性能不良,焊后容易开裂,产生热裂纹和冷裂纹。低碳钢有良好的焊
直流电焊机分析
直流电焊机认识与分析 学号:XX 班级:XX 姓名:XX 2012/4/18
直流电焊机分析与认识 一、外部分析 1、直流电焊机的用途 直流电焊机的用途就是利用正负两极在瞬间短路时产生的高温电弧来熔化电焊条上的焊料和被焊材料,使得材料结合。 2、直流电焊机的功能 a、基本功能: b、辅助功能: 3、直流电焊机的性能指标 a、直流电焊机的规格 已WSM315为例,第一位字母表示焊机的名称,W表示“TIG焊机”;第二位字母表示焊机的焊接方式,S的意思是“手工焊”;第三位字母表示电源形式,M表示“脉冲电源”;第四位数字表示系列序号,3表示“机床式”;第五位数字表示额定焊接电流,单位为安培,所以5表示额定电流5A。其他一些焊机型号说明,见下图。 b、主要参数 电源电压(V),频率(Hz),额定输入电流(A),空载电压(V),输出电流调整(A),额定工作电压(A),负载持续率(%),空载损耗(W),引弧方式,效率(%)等等。
其他部分焊机型号说明 4、直流电焊机工作原理 实际上直流电焊机就是具有下降外特性的变压器,将220V和380V交流电变为低压的直流电。直流的电焊机可以说也是一个大功率的整流器,分正负极,交流电输入时,经变压器变压后,再由整流器整流,然后输出具有下降外特性的电源,输出端在接通和断开时会产生巨大的电压变化,两极在瞬间短路时引燃电弧,利用产生的电弧来熔化电焊条和焊材,冷却后来达到使它们结合的目的。如下图所示,电流从输入电缆流入,先经过硅桥进行初步整流,在经过变压器进行降压,之后有两个整流管对降低后的电流进行整流以得到较为稳定的
电流,通过电抗器的作用,电流进行滤波,然后流入上板,最后流向焊钳。
交流电焊机 电气特性
交流电焊机 ZXL直流 BXL交流 TIG钨极氩弧焊 交流电焊机实质上是一种特殊的降压变压器。将220V和380V交流电变为低 压的直流电,交流电焊机既是输出电源种类为交流电源的电焊机。 为了使焊接顺利进行,这种变压器电源能按焊接过程的需要而具有如下特点:交流电焊机具有电压陡降的特性 一般的用电设备都要求电源的电压不随负载的变化而变化,其电压是恒定的,如为380V(单相)或220V。虽然接入焊接变压器的电压是一定的,如为380V或220V,但通过这种变压器后所输出的电压可随输出电流(负载)的变化而变化, 且电压随负载增大而迅速降低,此称为陡降特性或称下降特性。这就适应了焊接所需各种的电压要求: (1) 初级电压:即接入电焊机的外电压。 由于弧焊变压器初级线圈两端要求的电压为单项380V,因此一般交流电焊机 接入电网的电压为单项380V。 (2) 零电压:为了保证焊接过程频繁短路(焊条与焊件接触)时,要求电压能 自动降至趋近于零,以限制短路电流不致无限增大而烧毁电源。 (3) 空载电压:为了满足引弧与安全的需要,空载(焊接)时,要求空载电压 约为60 ~80V,这既能顺利起弧,又对人身比较安全。 (4) 工作电压:焊接起弧以后,要求电压能自动下降到电弧正常工作所需的电压,即为工作电压,约为20~40 V,此电压也为安全电压。 (5) 电弧电压:即电弧两端的电压,此电压是在工作电压的范围内。焊接时, 电弧的长短会发生变化:电弧长度长,电弧电压应高些;电弧长度短,则电弧电压应低些。因此,弧焊变压器应适应电弧长度的变化而保证电弧的稳定。 电流电压经三相主变压器降压,由可控硅元件进行整流,并利用改变可控硅触发角相位来控制输出电流的大小。从整流器直流输出端的分流器上取出电流信号,作为电流负反馈信号,随着直流输出电流增加,负反馈也增加,可控硅导通角减小,输出电流电压降低,从而获得下降的外特性。推力电路是当输出端电压低于15V 时,使输出电流增加,特别是短路时,形成外拖的外特性,使焊条不易粘住。引弧电路是每次起弧时,短时间增加给定电压,使引弧电流较大,易于起弧。
交流电焊机的特性
交流电焊机的特性 ?为了使焊接顺利进行,这种变压器电源能按焊接过程的需要而具有如下特点: 1. 交流电焊机具有电压陡降的特性 一般的用电设备都要求电源的电压不随负载的变化而变化,其电压是恒定的,如为380V(单相)或220V。虽然接入焊接变压器的电压是一定的,如为380V或220V,但通过这种变压器后所输出的电压可随输出电流(负载)的变化而变化,且电压随负载增大而迅速降低,此称为陡降特性或称下降特性。这就适应了焊接所需各种的电压要求: (1) 初级电压:即接入电焊机的外电压。 由于弧焊变压器初级线圈两端要求的电压为单项380V,因此一般交流电焊机接入电网的电压为单项380V。 (2) 零电压:为了保证焊接过程频繁短路(焊条与焊件接触)时,要求电压能自动降至 趋近于零,以限制短路电流不致无限增大而烧毁电源。 (3) 空载电压:为了满足引弧与安全的需要,空载(焊接)时,要求空载电压约为60 ~ 80V,这既能顺利起弧,又对人身比较安全。 (4) 工作电压:焊接起弧以后,要求电压能自动下降到电弧正常工作所需的电压,即为 工作电压,约为20~40 V,此电压也为安全电压。 (5) 电弧电压:即电弧两端的电压,此电压是在工作电压的范围内。焊接时,电弧的长 短会发生变化:电弧长度长,电弧电压应高些;电弧长度短,则电弧电压应低些。因此,弧焊变压器应适应电弧长度的变化而保证电弧的稳定。 交流电焊机的原理 ?电流电压经三相主变压器降压,由可控硅元件进行整流,并利用改变可控硅触发角相位来控制输出电流的大小。从整流器直流输出端的分流器上取出电流信号,作为电流负反馈信号,随着直流输出电流增加,负反馈也增加,可控硅导通角减小,输出电流电压降低,从而获得下降的外特性。推力电路是当输出端电压低于15V时,使输出电流增加,特别是短路时,形成外拖的外特性,使焊条不易粘住。引弧电路是每次起弧时,短时间增加给定电压,使引弧电流较大,易于起弧。 从以上叙述可以知道,电焊起弧的时候电路是处于短路状态,电压急剧下降,电流需要很大;起弧后要稳弧,这时候焊条和容池的溶液还是短路过渡状态,电压还是下降,电流还是大;过渡完毕后处于正常焊接状态,电压回升,电流下降。 交流电焊机的维护 ? 1.流电焊机使用时要正确接线,即电焊机的外壳与二次侧应可靠地保护接零或接地,防止外壳露点或高压窜入低压对人体造成触电危险,如下图所示,但它的焊钳端不能保护接零或接地,电焊机的电源线应为三心橡皮软线电缆,长度为3m,其中两心是电源线,另外一心则保护接零或接地,它的焊钳引线和地线应为具有足够截面的多股橡皮软铜线。 2.交流电焊机由于移动性大,工作条件差,所以要加强维护和保养工作,即除去灰尘和 接线处锈蚀,紧固接线螺钉;另外,还要定期对电焊机进行检修。检修的内容主要包括测量
电焊机的分类与工作原理
电焊机的分类与工作原理 电焊机(electric welding machine)实际上就是具有下降外特性的变压器,将220V和380V 交流电变为低压的直流电,电焊机一般按输出电源种类可分为两种,一种是交流电源的;一种是直流电的。直流的电焊机可以说也是一个大功率的整流器,分正负极,交流电输入时,经变压器变压后,再由整流器整流,然后输出具有下降外特性的电源,输出端在接通和断开时会产生巨大的电压变化,两极在瞬间短路时引燃电弧,利用产生的电弧来熔化电焊条和焊材,冷却后来达到使它们结合的目的。焊接变压器有自身的特点,外特性就是在焊条引燃后电压急剧下降的特性。 电焊机-千汇网 电焊机分类 1.铝件缺陷修补机 2.模具修补机 3.电火花堆焊机 4.高能微弧冷焊机 5.冷焊修复机 电焊机优点
电焊机使用电能源,将电能瞬间转换为热能,电很普遍,电焊机适合在干燥的环境下工作,不需要太多要求,因体积小巧,操作简单,使用方便,速度较快,焊接后焊缝结实等优点广乏用于各个领域,特别对要求强度很高的制件特实用,可以瞬间将同种金属材料(也可将异种金属连接,只是焊接方法不同)永久性的连接,焊缝经热处理后,与母材同等强度,密封很好,这给储存气体和液体容器的制造解决了密封和强度的问题。 电焊机在使用的过程中焊机的周围会产生一定的磁场,电弧燃烧时会向周围产生辐射,弧光中有红外线,紫外线等光种,还有金属蒸汽和烟尘等有害物质,所以操作时必须要做足够的防护措施。焊接不适合于高碳钢的焊接,由于焊接焊缝金属结晶和偏析及氧化等过程,对于高碳钢来说焊接性能不良,焊后容易开裂,产生热裂纹和冷裂纹。低碳钢有良好的焊接性能,但过程中也要操作得当,除锈清洁方面较为烦琐,有时焊缝会出现夹渣裂纹气孔咬边等缺陷,但操作得当会降低缺陷的产生。 常用电焊机从焊接电流上分有直流、交流、脉冲三类,但常用的是交流和直流逆变电焊机。交流焊机实质是一个特殊变压器,但直流逆变电焊机要复杂些,其控制方式现在基本采用变频式。 电焊机的主要部件是一个降压变压器,次级线圈的两端是被焊接工件和焊条,工作时引燃电弧,在电弧的高温中将焊条熔接于工件的缝隙中。由于电焊变压器的铁芯有自身的特点,因此具有电压急剧下降的特性,即在焊条引燃后电压下降;在焊条被粘连短路时,电压更是急剧下降。 在焊接操作时,虽然电路中的电流处处相等,但由于各处的电阻不一样,在不固定接触处的电阻最大(这个电阻叫接触电阻),根据电流的热效应定律(也叫焦尔定律),即Q=12p.t可知:在电流相等时,则电阻越大的部位发热越高,因此在焊接时,焊条的触头也就是被接的金属体的接触处的接触电阻最大,则在这个部位产生的电热自然也就最多,加之焊条是熔点较低的合金,自然容易熔化。熔化后的合金焊条芯粘合在被焊物体上,冷却后便把焊接对象粘合在一块。 一般直流逆变电焊机面板上均设有输出直流电流调节旋钮。逆变直流电焊机先是将单相交流
电焊机型号
电焊机型号 一、BX1,BX2,BX3,BX4,…… 其中1234表示变压器形式 1--动铁 2--动铁 3--动圈 4--晶体管 5--可控硅 6--抽头式 7--逆变 BX 中的B表示交流 ZX 中的Z表示直流 X表示降特性,另外有P表示平特性 二、NBC表示CO2气体保护焊机,其中C表示CO2(二氧化碳) 另外有型号为NB的 三、另外有WSM,WS,TIG的型号,这是钨极气体保护焊机,属于非融化极气体保护焊。WSM功能:手工焊(MMA),钨极,脉冲 WS功能:手工焊(MMA),钨极 TIG功能:钨极 四、型号后面的数字,如BX1-400中的400,则按国标表示焊机的焊接电流大小。如ZX7-125,ZX7-160,BX1-500等。但是也有些厂商会对它们进行虚标,这个在购买的时候需要注意。 名词解释: 手工弧焊机:DC—输出直流电流AC—输出交流电流 (1)交流电焊机部分:B—变压器X—下降特性1—动铁心式3—动线圈式6—抽头式 直流电焊机部分:Z—整流X—下降特性3—动线圈式E1—交直流两用 6—抽头式5—可控硅式(晶闸管式)7—逆变式G—磁放大式(磁饱和式) (2)N—熔化极气体保护焊B—半自动C—抽头式K—可控硅 使用纯CO2气体做为保护的,一般称为CO2保护焊。 MAG—采用含O或CO2的混合气体保护的,一般称为MAG焊。 MIG—采用纯氩或氩氦混合气体作为保护气体的,国际统称为MIG焊。 (3)名词解释:W—非熔化极惰性气体保护焊机S—手工焊M—脉冲E—交直流 3.什么是直流电焊机?直流电焊机是使用直流电源吗?它的使用范围是什么?什么是交流电焊机?它的使用范围是什么? 答:直流电焊机系列ZX的意思:Z代表整流,X代表下降特性。表示本机器直流电焊机就是在交流电(220V/380V AC)输入后,先经过变压器把电源的高压变成低压;再经过焊机内整流部分,将交流电整流成为适合焊接的直流电流(DC)输出。一般的硅整流焊机都
交流电弧焊机的日常维护与保养
课题:交流电弧焊机的日常维护与保养 主讲:丁刚 第一节电焊机概述 电焊机实际上就是具有下降外特性的变压器,将220V和380V交流电变为低压的直流电,电焊机一般按输出电源种类可分为两种,一种是交流电源的;一种是直流电源的。 直流电焊机 直流的电焊机可以说也是一个大功率的整流器,分正负极,交流电输入时,经变压器变压后,再由整流器整流,然后输出具有下降外特性的电源,输出端在接通和断开时会产生巨大的电压变化,两极在瞬间短路时引燃电弧,利用产生的电弧来熔化电焊条和焊材,冷却后来达到使它们结合的目的。焊接变压器有自身的特点,外特性就是在焊条引燃后电压急剧下降的特性。 焊接由于灵活简单方便牢固可靠,焊接后甚至与母材同等强度的优点广乏用于各个工业领域,如航空航天,船舶,汽车,容器等。 一、电焊机的特点 优点:电焊机使用电能源,将电能瞬间转换为热能,电很普遍,电焊机适合在干燥的环境下工作,不需要太多要求,因体积小巧,操作简单,使用方便,速度较快,焊接后焊缝 结实等优点广乏用于各个领域,特别对要求强度很高的制件特实用,可以瞬间将同种金属材料(也可将异种金属连接,只是焊接方法不同)永久性的连接,焊缝经热处理后,与母材同等强度,密封很好,这给储存气体和液体容器的制造解决了密封和强度的问题。
缺点:电焊机在使用的过程中焊机的周围会产生一定的磁场,电弧燃烧时会向周围产生辐射,弧光中有红外线,紫外线等光种,还有金属蒸汽和烟尘等有害物质,所以操作时必须要做足够的防护措施。焊接不适合于高碳钢的焊接,由于焊接焊缝金属结晶和偏析及氧化等过程,对于高碳钢来说焊接性能不良,焊后容易开裂,产生热裂纹和冷裂纹。低碳钢有良好的焊接性能,但过程中也要操作得当,除锈清洁方面较为烦琐,有时焊缝会出现夹渣裂纹气孔咬边等缺陷,但操作得当会降低缺陷的产生。 二、原理 是利用正负两极在瞬间短路时产生的高温电弧来熔化电焊条上的焊料和被焊材料,来达到使它们结合的目的。电焊机的结构十分简单,说白了就是一个大功率的变压器,将220V交流电变为低电压,大电流的电源,可以是直流的也可以是交流的。电焊变压器有自 电焊机 身的特点,就是具有压急剧下降的特性。在焊条引燃后电压下降,电焊机的工作电压的调节,除了一次的220/380电压变换,二次线圈也有抽头变换电压,同时还有用铁芯来调节的,可调铁芯... 电焊机一般是一个大功率的变压器,系利用电感的原理做成的,电感量在接通和断开时会产生巨大的电压变化,利用正负两极在瞬间短路时产生的高压电弧来熔化电焊条上的焊料.来达到使它们结合的目的。在焊条和工件之间施加电压,通过划擦或接触引燃电弧,用电弧的能量熔化焊条和加热母材。 第二节使用电焊的要点和注意事项 电焊机分为交流和直流两种,我们日常工作中使用的普通电焊机多为交流的。交流电焊机具有结构简单、维修方便、效率高、节省电能和材料、使用年限长、焊接时不产生磁偏吹等优点,使用时应注意以下几个问题: ①交流电焊机一般是单相的,在使用前要先检查绕组的额定电压与电源电压是否相符(是380V还是220V),并检查接线端子板上的接线是否正确。如果是第一次投入运行或长期停用的交流电焊机,使用前应该用500V的兆欧表测量各绕组对铁心和相互间的绝缘电阻,不应低于 0.5MΩ。 ②交流电焊机一次侧电源线可用BXR型橡皮绝缘铜芯软导线,二次侧焊接电缆可用YHH型橡套铜芯软电缆。
电焊机工作原理及电焊机组成结构
焊接人 https://www.360docs.net/doc/c317454296.html, 免费下载 1 电焊机工作原理及电焊机组成结构电焊机工作原理介绍 电焊机 electric welding machine 实际上就是具有下降外特性的变压器 将220V和380V交流电变为低压的 直流电 电焊机一般按输出电源种类可分为两种 一种是交流电源的 一种是直流电的。直流的电焊机可以说也是 一个大功率的整流器 分正负极 交流电输入时 经变压器变压后 再由整流器整流 然后输出具有下降外特性的 电源 输出端在接通和断开时会产生巨大的电压变化 两极在瞬间短路时引燃电弧 利用产生的电弧来熔化电焊条 和焊材 冷却后来达到使它们结合的目的。焊接变压器有自身的特点 外特性就是在焊条引燃后电压急剧下降的特 性。 电焊机的特点 焊接由于灵活简单方便牢固可靠 焊接后甚至与母材同等强度的优点广乏用于各个工业领域 如航空航天 船 舶 汽车 容器等 一、电焊机优点 电焊机使用电能源 将电能瞬间转换为热能 电很普遍 电焊机适合在干燥的环境下工作 不需要太多要求 因体积小巧 操作简单 使用方便 速度较快 焊接后焊缝结实等优点广乏用于各个领域 特别 对要求强度很高的制件特实用 可以瞬间将同种金属材料 也可将异种金属连接 只是焊接方法不同 永久性的连 接 焊缝经热处理后 与母材同等强度 密封很好 这给储存气体和液体容器的制造解决了密封和强度的问题。 二、电焊机缺点 电焊机在使用的过程中焊机的周围会产生一定的磁场 电弧燃烧时会向周围产生辐射 弧光 中有红外线 紫外线等光种 还有金属蒸汽和烟尘等有害物质 所以操作时必须要做足够的防护措施。焊接不适合 于高碳钢的焊接 由于焊接焊缝金属结晶和偏析及氧化等过程 对于高碳钢来说焊接性能不良 焊后容易开裂 产 生热裂纹和冷裂纹。低碳钢有良好的焊接性能 但过程中也要操作得当 除锈清洁方面较为烦琐 有时焊缝会出现 夹渣裂纹气孔咬边等缺陷 但操作得当会降低缺陷的产生。 三、交流电焊机电焊机组成结构 交流电焊机又称弧焊变压器 是一种特殊的降压变压器 它是由降压变压器、阻抗调节器、手柄和焊接电弧等 组成。为了使焊接顺利进行 这种变压器电源能按焊接过程的需要而具有如下特点 1. 交流电焊机具有电压陡降的特性 一般的用电设备都要求电源的电压不随负载的变化而变化 其电压是恒定的 如为380V 单相 或220V。虽 然接入焊接变压器的电压是一定的 如为380V或220V 但通过这种变压器后所输出的电压可随输出电流 负载 的变化而变化 且电压随负载增大而迅速降低 此称为陡降特性或称下降特性。这就适应了
交流弧焊机的安全要求示范文本
交流弧焊机的安全要求示 范文本 In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of Each Link To Achieve Risk Control And Planning 某某管理中心 XX年XX月
交流弧焊机的安全要求示范文本 使用指引:此操作规程资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。 1.交流弧焊机的一次额定电压为380V,二次空载电压 为70V左右,二次额定工作电压为30V左右,二次工作电 流达数十至数百安,电弧温度高达6000℃。 2.安装前应检查弧焊机是否完好;绝缘电阻是否合格 (一次绝缘电阻不应低于1MΩ,二次绝缘电阻不应低于 0.5MΩ)。 3.弧焊机应与安装环境条件相适应。 4.弧焊机一次额定电压应与电源电压相符合,接线应正 确。 5.弧焊机一次侧熔断器熔体的额定电流应略大于电焊机 电流。 6.一次电源线长度应小于2m,二次线长度应小于20
到30m。 7.外壳应接零或接地。 8.二次侧焊钳连线不得接零(接地),二次侧的另一条线也只能一点接零。 9.移动焊机必须停电进行。 电焊机(electric welding machine)实际上就是具有下降外特性的变压器,将220V和380V交流电变为低压的直流电,电焊机一般按输出电源种类可分为两种,一种是交流电源的;一种是直流电的。直流的电焊机可以说也是一个大功率的整流器,分正负极,交流电输入时,经变压器变压后,再由整流器整流,然后输出具有下降外特性的电源,输出端在接通和断开时会产生巨大的电压变化,两极在瞬间短路时引燃电弧,利用产生的电弧来熔化电焊条和焊材,冷却后来达到使它们结合的目的。焊接变压器有自身的特点,外特性就是在焊条引燃后电压急剧下降的特
交流电焊机型号
交流电焊机型号 描述 [1]交流电焊机实质上是一种特殊的降压变压器。将220V和380V交流电变为低压的交流电,交流电焊机既是输出电源种类为交流电源的电焊机。焊接变压器有自身的特点,外特性就是在焊条引燃后电压急剧下降的特性。 特性 为了使焊接顺利进行,这种变压器电源能按焊接过程的需要而具有如下特点: 1交流电焊机具有电压陡降的特性 一般的用电设备都要求电源的电压不随负载的变化而变化,其电压是恒定的,如为380V (单相)或220V。虽然接入焊接变压器的电压是一定的,如为380V或220V,但通过这种变压器后所输出的电压可随输出电流(负载)的变化而变化,且电压随负载增大而迅速降低,此称为陡降特性或称下降特性。这就适应了焊接所需各种的电压要求: (1) 初级电压:即接入电焊机的外电压。 由于弧焊变压器初级线圈两端要求的电压为单项380V,因此一般交流电焊机接入电网的电压为单项380V。 (2) 零电压:为了保证焊接过程频繁短路(焊条与焊件接触)时,要求电压能自动降至趋近于零,以限制短路电流不致无限增大而烧毁电源。 (3) 空载电压:为了满足引弧与安全的需要,空载(焊接)时,要求空载电压约为60 ~80V,这既能顺利起弧,又对人身比较安全。 (4) 工作电压:焊接起弧以后,要求电压能自动下降到电弧正常工作所需的电压,即为工作电压,约为20~40 V,此电压也为安全电压。 (5) 电弧电压:即电弧两端的电压,此电压是在工作电压的范围内。焊接时,电弧的长短会发生变化:电弧长度长,电弧电压应高些;电弧长度短,则电弧电压应低些。因此,弧焊变压器应适应电弧长度的变化而保证电弧的稳定。 原理 电流电压经三相主变压器降压,由可控硅元件进行整流,并利用改变可控硅触发角相位来控制输出电流的大小。从整流器直流输出端的分流器上取出电流信号,作为电流负反馈信号,随着直流输出电流增加,负反馈也增加,可控硅导通角减小,输出电流电压降低,从而获得下降的外特性。推力电路是当输出端电压低于15V时,使输出电流增加,特别是短路时,形成外拖的外特性,使焊条不易粘住。引弧电路是每次起弧时,短时间增加给定电压,使引弧电流较大,易于起弧。