DEK印刷机培训教材(初级)
DEK PRINTER的外观及内部结构介绍
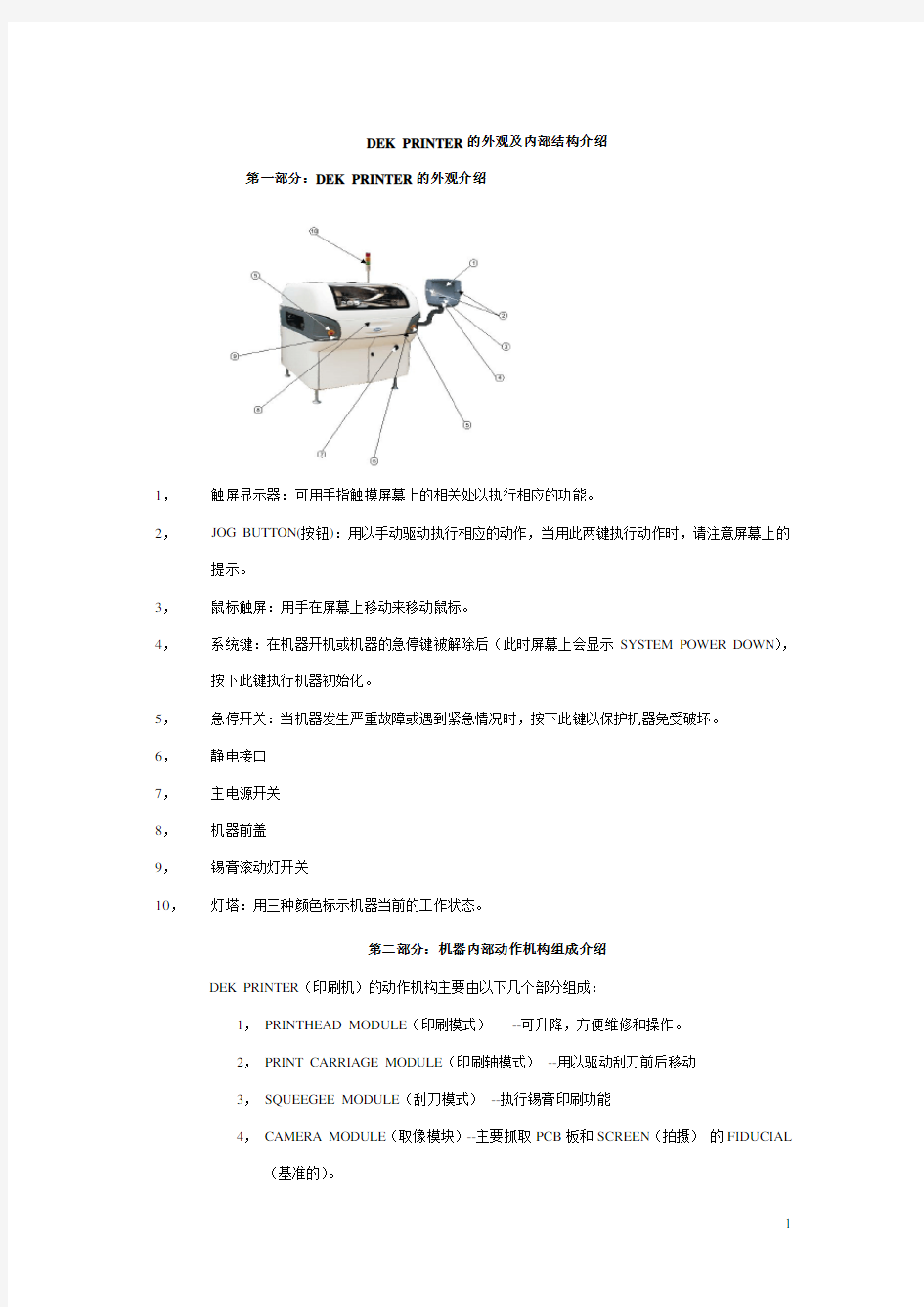
第一部分:DEK PRINTER的外观介绍
1,触屏显示器:可用手指触摸屏幕上的相关处以执行相应的功能。
2,JOG BUTTON(按钮):用以手动驱动执行相应的动作,当用此两键执行动作时,请注意屏幕上的提示。
3,鼠标触屏:用手在屏幕上移动来移动鼠标。
4,系统键:在机器开机或机器的急停键被解除后(此时屏幕上会显示SYSTEM POWER DOWN),按下此键执行机器初始化。
5,急停开关:当机器发生严重故障或遇到紧急情况时,按下此键以保护机器免受破坏。
6,静电接口
7,主电源开关
8,机器前盖
9,锡膏滚动灯开关
10,灯塔:用三种颜色标示机器当前的工作状态。
第二部分:机器内部动作机构组成介绍
DEK PRINTER(印刷机)的动作机构主要由以下几个部分组成:
1,PRINTHEAD MODULE(印刷模式)--可升降,方便维修和操作。
2,PRINT CARRIAGE MODULE(印刷轴模式)--用以驱动刮刀前后移动
3,SQUEEGEE MODULE(刮刀模式)--执行锡膏印刷功能
4,CAMERA MODULE(取像模块)--主要抓取PCB板和SCREEN(拍摄)的FIDUCIAL (基准的)。
5,SCREENALIGNMENTMODULE 执行印刷前PCB板和SCREEN的校准功能。6,RAIL MODULE 执行过板和夹板功能
7,RISING TABLE MODULE 上升到VISION和印刷高度,
8,UNDERSCREEN MODULE 清洁SCREEN底部和网孔。
DEK PRINTER 的常用参数表
DEK PRINTER的常用操作
第一部分:一些常见指令含义
Abort( 中止计划):按下该键得重新初始化机器,或忽略当前提示。
Retry(重试): 按下该键重新检查错误的情况。
Recover(恢复): 按下该键立即继续其操作,该功能模组回到他们的原点位置,并不用重新初始化整个机器,若出现该提示,该项为首选。
Diagnostics(Diagnos)(诊断): 按下该键进入诊断,为进一步研究该问题。
Head(头): 按下该键允许升头操作,进入印刷头下面。
Continue(继续): 按下该键继续进行当前的操作。
Fiducial(基准)Setup(设置): 按下该键,设置基准点。
Maint(许多).(Maintenance): 进行保养或维修。
第二部分:常用操作
下载生产程序
1:按下SETUP(设置)2:按下LOAD DATA(装载程序)
3:利用LEFT(左边)/RIGHT(右边)/UP(上边)/DOWN(下边)键,选择所需生产文档
4:按下LOAD(装载)5:按下EXIT (退出)6:按下EXIT
换钢板
1:按下SETUP(设置)2:按下CHANGE SCREEN
3:打开机器前盖4:更换钢板
5:放下机器前盖6:按下SYSTEM键
7:按下CHANGE SCREEN
安装顶PIN
1,按下SET UP
2,按下CHANGE TOOLING(因机器的类型不同而有细微差别,故以下略)
加锡膏
1:按下PASTE LOAD(装载锡膏)
2:按下MANUAL LOAD (手动添加)3:打开机器前盖
4:加锡膏5:放下机器前盖
6:按下SYSTEM (系统)7:按下CONTINUE(继续)
8:按下EXIT
安装刮刀
1:按下SETUP 2:按下SETUP SQUEEGEE
3:打开机器前盖4:安装后刮刀,用手拧紧螺丝。
5:安装前刮刀,用手拧紧螺丝。6:放下机器前盖。
7:按下SYSTEM 8:按下CONTINUE
9:按下EXIT 10:按下EXIT
作刮刀高度校正
1,按下SETUP 2,按下SETUP SQUEEGEE
3,按下CALIBRAT HEIGHT
4,按下CONTINUE(其自动完成校正)
或手动校正:a: 选Front squeegee(前刮刀)b: 用up或down校正前刮刀
c: 选Rear squeegee (后刮刀)d: 用up或down校正后刮刀
e: 选save(保存)
5,按下EXIT
编写生产程式
1,按下SETUP /EDIT DA TA(编辑数据)进入编辑参数画面,设置各个生产参数(请将Forward X Offset 至Screen Y Axis这九项参数归为零)
2,按下SA VE /EXIT。
3,请进行下面步骤,进行视觉调整:
4,1,select Mode(F1) till Step is indicated in the mode option on the screen
3,select Run(F1)
4, Place the board on the conveyor.
The board fiducial should now be visible on the monochrome monitor
If the fiducial is in the field of view go to step 10, if the fiducial is not in the field of view ,continue with step 8.
9, select Search reset(F6)
When the fiducial is located move it to the center of the screen.
The co-ordinates of the fiducial in the field of view are now displayed on the screen.
Position the fiducial in the center of the box graphic.
13.select exit(f8)
The screen displays the following:
A histogram is display on the monitor and the Fiducial Lighting Parameters windows is displayed on the status page.
https://www.360docs.net/doc/c94080934.html,e the Next, Previous, Incr. and Decr. keys(F4-F7),to highlight and adjust each of the window parameters in
NOTE
17. Usr the Next, Previous, Incr. and Decr. keys((F4~F7),to highlight and adjust the lighting parameters to a level
whereby the fiducials are just whiting out ,without blooming ,default level 8 is usually adequate for the
18.Select
https://www.360docs.net/doc/c94080934.html,e the Next, Previous, Incr. and Decr keys(F4-F7).to highlight and adjust each of the board fiducial
Setup the fiducials appearing in the right hand box on the monitor.
Video Model
https://www.360docs.net/doc/c94080934.html,e the Next, Previous, Incr., and Decr. keys(F4-F7),to highlight and adjust each circle parameters in turn to
NOTE
Once aligned it may be necessary to change the line fiducial dimension to achieve a better fit.
22.Deldct Learn Fiducial(F1).The message ―Learning Fiducial –Please Wait‖ is displayed in the message prompt
A figure appears on the monitor indicating the score of the fit between the synthetic fiducial and the actual fiducial.
This figure needs to be as high as possible to attain the best alignment .The synthetic fiducial parameters may need resetting and relearning to obtain a better figure.
25.Select
Locate
Fiducial
27. Select Step (F1).
The first screen fiducial should now be displayed on the monitor.
28.Rpeat Steps 14-26for this fiducial.
29.Continue for other selected fiducials by selecting Step at the end of each fiducial setup.
30.After Step 29for the second screen fiducial the message
―Saving Fiducial Data –Please Wait Board data file saved‖ is displayed.
After aligning screen to board the camera checks all four fiducial positions.
常见错误信息提示及原因
DEK PRINTER保养知识讲解
第一部分:日保养
注意事项:清洁布上和清洁液中不能含有对人体有害的物质,为了保护操作员的健康和安全,请操作员在进行机器维护保养时穿上保护服,并且在进行机器维护保养时切断电源和气压。
保养内容:
估计保养所需时间为8分钟
N0TE:任何严重污染的需要彻底清洁的项目,根据相应的月保养内容步骤进行相应的工作。
第二部分:周保养
注意事项:清洁布上和清洁液中不能含有对人体有害的物质,为了保护操作员的健康和安全,请操作员在进行机器维护保养是穿上保护服,并且在进行机器维护保养时切断电源和气压。
保养内容:
第三部分:月保养
注意事项:清洁布上和清洁液中不能含有对人体有害的物质,为了保护操作员的健康和安全,请操作员在进行机器维护保养是穿上保护服,并且在进行机器维护保养时切断电源和气压。
保养内容:
A
B
C:
E
SMT表面组装技术印刷机调机教材
SMT表面组装技术印刷机调机教材
DEK印刷机调机教材 1、正确了解程序中的每一参数 在生产过程中,我们在做新程序的过程中,目前的做法是在一个老的程序的基础上进行“修改”而获得我们所需要的程序,尽管如此,我们还是有必要了解在SETUP状态下EDIT菜单中各项参数的含义和使用、调整方法。 ?ProductName产品名称,最多可接受不包含标点的8个字符。 ?ProductID是对产品的说明性文字,没有实质性意义,最多32个字符,屏幕会显示头20个字符。 ?ProductBarcode产品条形码,最长20个字符。目前我们没有使用。 (仅265GSX可使用) ?Screenbarcode对应产品的钢网的条形码,目前我们没有使用。 (265GSX) ?DwellHeight刮刀停留高度(主要用于观察滚动条的情况)最小5mm 最大40mm 增量1mm缺省30mm ?DwellSpeed刮刀运动到Dwell高度的速度最小10mm/sec最大30mm/sec 增量1mm/sec缺省24mm/sec ?ScreenAdapter钢网类别,选项有
NONE,255,SANYO,HERAEUS,20X20,12X12 ?ScreenImage钢网框架定位选择,有EDGE和CENTRE两个选项,其中EDGE只适用于SANYO和FUJI钢网框。 ?CustomScreen用于对钢网位置的定义和调整,我们多数情况使用DISABLED。 ?BoardWidth板宽,40--508mm,增量0.1mm ?BoardLength板长,50--510mm,增量0.1mm ?BoardThickness板厚,0.20--6.0mm,增量0.01mm ?PrintSpeed印刷速度,2--150mm/sec,增量1mm/sec ?FloodSpeed未用 ?PrintFrontLimit从板的前边沿到印刷起点位置的距离,0--板宽,缺省0mm ?PrintRearLimit从板的后边沿到印刷起点位置的距离,0--板宽,缺省0mm ?FrontPressure前刮刀压力,0--20kg,增量0.2kg ?RearPressure后刮刀压力,0--20kg,增量0.2kg ?FloodHeight未用 ?PrintGap在印刷时,PCB板和钢网之间的间隙,0-6mm,增量 0.025mm ?UndersideClearance定义PCB板底面和机器顶针顶端间的距离,主要是针对底面有元件的板而言。3-42mm,增量1mm,缺省19mm
(完整版)海德堡印刷机操作手册
xxxxxxxxxxxxxxx 股份有限公司 印刷车间 海德堡四开五色平版印刷机操作指导书 文件编号:文件版本:发放号码:受控状态:生效日期:编制:审核:批准:
修订记录
目录 一、目的 二、适用范围 三、应作文件 四、生产设备 五、胶印简单流程图 六、技术参数 七、劳动安全及生产要求 八、设备操作与保养
1、目的 本操作指导书为设备操作人员操作海德堡四开五色平版印刷机进行相关的质量检验提供工作指导。 2、适用范围 本操作指导书适用于xxxxxxxxxxxxx 股份有限公司海德堡四开五色平版印刷机,胶印设备。 3、应用的文件 《海德堡四开五色平版印刷机使用说明书》 4、生产设备 德国海德堡机械有限公司所生产四开五色平版印刷机 介质 电压:380V 频率:50HZ 额定电流:30A 气压:≥6kg/c ㎡
5 、 胶印简单生产流程图 6 、 技术参数 6.1 印刷材料: 最大纸张尺寸: 600*740mm (尺寸 F ) 530*740mm ( 尺寸 C ) 最小纸张尺寸: 210*350mm 最大纸张厚度: 0.8mm 6.2 油墨/ 上光: 6.2.1 只能够使用单张纸胶印机专用印刷油墨和上光材料。 6.2.2 上光装置中只允许使用水基分散上光液, 在使用紫外线上光液时, 则 需要使用专手型印刷机型。 6.3 自动清洗装置使用清洗液 只允许使用具有下列特性的清洗液: 闪点至少达到 55 ℃ 质量环境管理体系设备操作手册 文件编号 文件名称: 海德堡四开五色平版印刷机操作手册 文件编号 文件版本 修改状态 生效日期 页次/页数 第5 页共 26页 温度: 18oC —25oC; 相对温度 :45% — 65% 原材料 胶印 丝印 大张检验
DEK印刷机高级培训教材
D E K印刷机高级培训教 材 Last revision on 21 December 2020
DEK印刷机高级培训教材 DEK INFINITY 培训教材 一、DEK软件的安装 DEK机器由工业PC电脑作为主控,其操作系统和应用软件都存放在电脑硬盘中,其中C盘安装WINDOWS系统,D盘DEK机的应用软件。DEK INFINITY 软件的的安装大致过程如下(具体安装过程中会有详细的提示): 安装之前,用软盘备份及文件,先用SP06安装盘安装Windows软件及DEK应用软件,最后用SP04安装盘安装DEK补丁程序。步骤如下: 1、备份及文件。 2、安装Windows及DEK SOFTWARE 06(SP06安装盘) 。 3、拷贝回备份的及文件。 4、设置触摸屏的中心位置。 5、中断控制程序。 6、安装06版本的补丁程序SP04(SP04安装盘)。 其中C盘安装的是WINDOWS系统,D盘安装的是DEK印刷机的应用软件。 二、安全控制 DEK机在以下几个方面进行了安全设计方面的考虑: ?EMERGENCE STOP ?保险和自动跳断开关 ?印刷头支撑 ?PRINT CARRIAGE BRAKE PRINT CARRIAGE 刹车机构当马达断电时开始起作用,以保证丝印头抬起时 PRINT CARRIAGE不会碰装到设备后部机架。 工作原理:如图所示,马达轴通过键连接带动FRICTION-PLATE 转 动,当电磁铁断电时,弹簧推动压力片和摩擦片接触,并形成一定的摩擦 力,由于压力片和电磁铁都是固定在机架上的,所以会阻止摩擦片转动, 从而起到阻止马达转动的功能。当电磁铁带电以后,它就能使压力片在电 磁力的作用下离开摩擦片,这样摩擦轮就能自由的跟随马达转动。
印刷机调机教材
I8印刷机调机教材 1、正确了解程序中的每一参数 在生产过程中,我们在做新程序的过程中,目前的做法是在一个老的程序的基础上进行“修改”而获得我们所需要的程序,尽管如此,我们还是有必要了解在SETUP状态下EDIT菜单中各项参数的含义和使用、调整方法。 ?Product Name 产品名称,最多可接受不包含标点的8个字符。 ?Product ID 是对产品的说明性文字,没有实质性意义,最多32个字符,屏幕会显示头20个字符。 ?Product Barcode 产品条形码,最长20个字符。目前我们没有使用。(仅265GSX可使用) ?Screen barcode 对应产品的钢网的条形码,目前我们没有使用。 (265GSX ) ?Dwell Height 刮刀停留高度(主要用于观察滚动条的情况)最小5mm 最大40mm 增量1mm 缺省30mm ?Dwell Speed 刮刀运动到Dwell高度的速度最小10mm/sec 最大30mm/sec 增量 1mm/sec 缺省 24mm/sec ?Screen Adapter 钢网类别,选项有 NONE,255,SANYO,HERAEUS,20X20,12X12 ?Screen Image 钢网框架定位选择,有EDGE和CENTRE两个选项,其中EDGE只适用于SANYO和FUJI钢网框。 ?Custom Screen 用于对钢网位置的定义和调整,我们多数情况使用DISABLED。 ?Board Width 板宽,40--508mm,增量0.1mm ?Board Length 板长,50--510mm,增量0.1mm ?Board Thickness 板厚,0.20--6.0mm,增量0.01mm ?Print Speed 印刷速度,2--150mm/sec,增量1mm/sec ?Flood Speed 未用 ?Print Front Limit 从板的前边沿到印刷起点位置的距离,0--板宽,缺省0mm ?Print Rear Limit 从板的后边沿到印刷起点位置的距离,0--板宽,缺省0mm ?Front Pressure 前刮刀压力,0--20kg,增量0.2kg ?Rear Pressure 后刮刀压力,0--20kg,增量0.2kg ?Flood Height 未用 ?Print Gap 在印刷时,PCB板和钢网之间的间隙,0-6mm,增量0.025mm ?Underside Clearance 定义PCB板底面和机器顶针顶端间的距离,主要是针对底面有元件的板而言。3-42mm,增量1mm,缺省19mm
DEK印刷机培训教材(初级)要点
DEK PRINTER的外观及内部结构介绍 第一部分:DEK PRINTER的外观介绍 1,触屏显示器:可用手指触摸屏幕上的相关处以执行相应的功能。 2,JOG BUTTON(按钮):用以手动驱动执行相应的动作,当用此两键执行动作时,请注意屏幕上的提示。 3,鼠标触屏:用手在屏幕上移动来移动鼠标。 4,系统键:在机器开机或机器的急停键被解除后(此时屏幕上会显示SYSTEM POWER DOWN),按下此键执行机器初始化。 5,急停开关:当机器发生严重故障或遇到紧急情况时,按下此键以保护机器免受破坏。 6,静电接口 7,主电源开关 8,机器前盖 9,锡膏滚动灯开关 10,灯塔:用三种颜色标示机器当前的工作状态。 第二部分:机器内部动作机构组成介绍 DEK PRINTER(印刷机)的动作机构主要由以下几个部分组成: 1,PRINTHEAD MODULE(印刷模式)--可升降,方便维修和操作。 2,PRINT CARRIAGE MODULE(印刷轴模式)--用以驱动刮刀前后移动 3,SQUEEGEE MODULE(刮刀模式)--执行锡膏印刷功能 4,CAMERA MODULE(取像模块)--主要抓取PCB板和SCREEN(拍摄)的FIDUCIAL (基准的)。
5,SCREENALIGNMENTMODULE 执行印刷前PCB板和SCREEN的校准功能。6,RAIL MODULE 执行过板和夹板功能 7,RISING TABLE MODULE 上升到VISION和印刷高度, 8,UNDERSCREEN MODULE 清洁SCREEN底部和网孔。 DEK PRINTER 的常用参数表
平压印刷机课程设计说明书
课程设计说明书 系别机电工程系 专业机械设计制造及其自动化 方向塑料模具 课程名称机械原理课程设计 学号 姓名 指导教师 题目名称平压印刷机 设计时间 2011年09-11月 2011年 11 月 21 日 目录 一、工作原理及工艺动作过程 (1) 二、原始数据及设计要求与任务 (1) 三、功能分解 (2) 四、绘制机械循环图 (3) 五、机构选型及传动方案设计 (3) 六、传动系统及计算 (7) 七、运动分析 (10)
八、课程设计的感受 (11) 九、参考资料 (12)
一、 工作原理及工艺动作过程 平压印刷机是一种简易印刷机,适用于印刷八开以下的印刷品。它的工作原理:平压印刷机工作时平面铅字版固定在垂直位置,平板印头绕其固定轴心摆动,当摆动到垂直位置时,与版面接触进行压印,等压印头倾斜位置时,取出印纸并放入待印的纸张,同时,铅字版在着墨。平压印 刷机需要实现三个动作:装有白纸的平面印头往复摆动,油辊在固定铅字版上上下滚动,油盘转动使油辊上油墨均匀。 二、 原始数据及设计要求与任务 1、设计数据与要求 1、实现印头、油辊、油盘运动的机构由一个电动机带动,通过传动 系统使其具1600-1800次/h 印刷能力。 2、 电动机功率N=0.75kW 、转速n 电=910r/min ,电动机可放在机架的左侧或底部。 3、 印头摆角为700,印头返回行程和工作行程的平均速度之比K=1.118。 4、 油盘直径为400mm ,油辊起始位置就在油盘边缘。 图 1
5、要求机构的传动性能良好,结构紧凑,易于制造。 2、设计任务 1、确定总功能,并进行功能分解。 2、根据工艺动作要求拟定运动循环图。 3、进行印头、油辊、油盘机构及其相互连接传动的选型。 4、按选定的电动机及执行机构运动参数拟订机械传动方案。 5、画出机械运动方案简图。 6、对执行机构进行尺寸综合。 7、对往复摆动执行机构进行运动仿真分析,绘制从动件位移、速度、 加速度线图。 8、编写设计说明书。(用A4纸张,封面用标准格式) 三、功能分解 功能分解,即将整个工艺动作过程分解成若干个执行构件的运动(称分功能或功能元),它们按一定的动作顺序来完成印刷。图1是平压印刷机主要部件的工作情况示意图,其工艺动作过程要求如下: 1、印头:往复摆动,具有急回特性。 2、油辊:在油盘处粘墨,给铅字刷墨(直线轨迹)。 3、油盘:给油辊均匀粘墨。
DEK印刷机中级培训教材
参数表(补充)
交流电压检查 应根据机器后盖的电压要求,检查输入电压是否与其相符,并核对交流控制箱M23 A V POWER MODULE中的跳线是否正确。 直流电源电压检查
All output voltages can be monitored on the MUX/Supplies monitor card located in the X1 of he control enclosure. If it is not satisfy, please adjust the adjustment potentiometer in M24 DC Power SUPPL Y Module.
几个基本校正 1.Rail to Table Height A rail to table height adjustment is necessary to ensure that the board is supported correctly and evenly during printing. NOTE This setting is factory set and shouldn’t normally need to be adjusted. WARNING BOARD CLAMPS.EXTREME CARE MUST BE EXERCISED WHEN WORKING IN THE TOOLING AREA OF THE KMACHINE TO A VOID INJURY. THE FOILS ON THE FRONT AND REAR BOARD CLAMPS ARE VERY SHARP. 1:In Diagnostics select Rising Table module. 2:Select Home Rising Table and Exit from this module. 3:Select Rail System Module. 4:Select Home Rail Width.` 5:Select Adjust from the menu bar, the following window opens: 6. Set the board width according to the board being used. 7. Select drive rail to board width 8. Select toggle board clamps 9. Place the board on the rail and slide to a central position. 10. Select toggle board clamps, so that the board is firmly held and exit from this module. 11.Select raising table module. 12.Select table to vision height. 13.Place a support pillar measuring 81mm+0.0mm-0.02mm(if autoflex is fitted 42.64mm+0.0mm-0.01mm) close to the rail and under a corner of the board. Adjust the relevant adjuster so that the support pillar is just touching the underneath of the board using two provided gauge. Repeat this setting for each of the corners of the board. 14. After completion of all four corners, re-check to ensure all four adjusters are adjusted correctly.
印刷机说明书
半自动锡膏印刷机 产品说明书适用机型:PM40/PM60/PM120
敬告在对本机操作之前,请认真阅读本手册。 1电源需求220V,气压需求0.6MP以上; 2印刷机应该放置标准SMT车间厂房,在有限条件下,机器周围尽量无易燃易爆堆积; 3确定位置后,固定好底座,外露线束与气路需妥善安置,不允许裸露外置于通道或者烟道等有可能发生危险的位置; 附件包装:定位针20个 纯铜顶柱40个 说明书一本 基本参数:请依据您购买的型号来参考具体参数 (因外观升级的参数可能会发生变动,以销售产品为准,恕不另行通知)
机器重复精度±0.02mm 最小间距0.35mm 使用空压4-6kgf/cm2 使用电源单相220V,50/60Hz,100W 机器尺寸(mm)L880×W1000×Hl650 L1080×W1000×Hl650 L1680×W1000×Hl650 机器重量约(about)250kgs 电气操作面板明 1、触摸屏 2、左印刷电位器 3、右印刷电位器 4、电源 5、急停 本机操作及调整要领 1、机台原点确认:开机后(送电/送气)原点自我确认,原点确认完成条件(上到位,左到位)或(上到 位,右到位)。 2、归零设定要领:按钢网夹臂上升下降键,将钢板夹臂下降至下始点,把PCB放于固定台面,然后转动
机器顶部移动轮,依PCB厚度调节钢网与印刷台间距。 3、对PCB设定方式:完成PCB板顶针及固定PCB板动作后,用人工校正(钢网与PCB板进行校对)对 版要领:先对R、C、L、或成对角点,寻找焊盘误差之后,固定钢板,再利用台板微调校正。 4、印刷行程设定方式:完成PCB设定对位之后,再利用刮刀座后左右二只感应开关,分别依该钢网大小、 印刷行程设定来进行左右感应开关位置设置。 5、刮刀的组装方式:刮刀采用中心螺丝组装,利用刮刀铝柄的中心孔径,依照刮刀座的中心,固定一螺丝 即可。 6、刮刀高低调节器整方式:利用刮刀上部调节螺栓旋进旋出即可调节刮刀上下高度。 7、刮刀平衡调节方式:刮刀内外侧采用单一螺丝控制平衡,前后螺丝相辅相成使用以控制刮刀前后水平。 本机操作及调整要领 一、按下电源控制开关,按通电源触摸屏显示亮5秒后显示屏面: 点击进入:会出现以下界面
意大利Baccini丝网印刷机使用说明书
baccini 丝网印刷中文版
Baccini S.p.a. - Via Postumia Ovest, 244. Olmi di S. Biagio di C. Treviso – Italy 1. FILE文件 1.1. File Open打开文件 下图这个界面可以打开工作文件 在这个页面可以打开工作文件,其中包含着印刷参数、循环选项、影像系统设置。 在如图中的对话框中选择这需要的工作文件后,点击Open载入文件或点击Cance退出这个窗口。
Baccini S.p.a. - Via Postumia Ovest, 244. Olmi di S. Biagio di C. Treviso – Italy 1.2. File Save保存文件 这个命令把机器的实际参数保存在最后载入的文件中。
Baccini S.p.a. - Via Postumia Ovest, 244. Olmi di S. Biagio di C. Treviso – Italy 1.3. File Save As文件另存为 这个界面可以保存工作文件 在这个页面可以选择原有工作文件或输入一个新的文件名,然后保存印刷参数、循环选项、影像系统设置。在如图中的对话框中选择这需要的文件后,点击Save保存文件或点击Cance退出这个窗口。
Baccini S.p.a. - Via Postumia Ovest, 244. Olmi di S. Biagio di C. Treviso – Italy 1.4. Exit退出 这个命令可以关闭程序并退出到windows2000的桌面,这个选项必须输入高级的口令。
印刷机工艺参数调整方法
印刷机工艺参数调整方法 The Standardization Office was revised on the afternoon of December 13, 2020
印刷机工艺参数调整方法 印刷的工作原理 ? 丝网印刷原理:控制流体的运动。 ? 印刷前,丝网上的浆料因粘度较大不会自行流动而漏过丝网。 ? 印刷时,刮刀把浆料压入网孔,在刮板及丝网的作用下,浆料受到切应力而粘度迅速下降,并滚动运动,在滚动压力的作用下流过 网孔,从而与硅片接触,在丝网回弹过程中附着到硅片上。 印刷相关参数的作用 ? 印刷压力:用于在印刷时提供给刮刀垂直力,以保证在印刷过程中能把浆料刮干净 ? 印刷间距:保证网板与硅片之间有一定的距离,保证在印刷后网板的回弹。 ? 印刷速度:印刷速度决定了整线的产量,但也不能过快。因为浆料在印刷时会滚动运动并产生两种力,一个反作用力和一个朝网板&朝刮刀的上下力,速度越大,力越大;从而浆料刮到硅片的量也会加大。 网板张力 ? 网板的张力对印刷的质量有很大的影响(如刮不干净浆料,碎片) ? 网板的张力在新的时候最大,随着印刷次数的增加,网板张力程线性下降 ? 随着网板张力的下降,在不改变其它印刷参数的情况下,最明显的就是刮不干净浆料。在加大压力后能把浆料收干净,但因为网板张力减小,加大的印刷压力就可能全部加到硅片上,从而导致碎片或隐裂。 印刷过程中碎片产生的原因 ? 硅片在印刷的过程中受到压力过大,从而造成碎片(试想如果没外加压力,硅片在印刷台面是不会碎的) ? 网板张力改变时,未改变间距,只加大压力,硅片可能因为承受压力过大而碎片 ? 前段刮刀胶条不平,造成硅片背极不平,在印刷栅线时碎片 ? 台面不平(或不干净),清理网版与台面上的杂物,更换台面纸.
印刷机工艺参数调整方法(精)
印刷机工艺参数调整方法 印刷的工作原理 ? 丝网印刷原理:控制流体的运动。 ? 印刷前,丝网上的浆料因粘度较大不会自行流动而漏过丝网。 ? 印刷时, 刮刀把浆料压入网孔, 在刮板及丝网的作用下, 浆料受到切应力而粘度迅速下降,并滚动运动,在滚动压力的作用下流过 网孔,从而与硅片接触,在丝网回弹过程中附着到硅片上。 印刷相关参数的作用 ? 印刷压力:用于在印刷时提供给刮刀垂直力, 以保证在印刷过程中能把浆料刮干净 ? 印刷间距:保证网板与硅片之间有一定的距离,保证在印刷后网板的回弹。 ? 印刷速度:印刷速度决定了整线的产量, 但也不能过快。因为浆料在印刷时会滚动运动并产生两种力, 一个反作用力和一个朝网板&朝刮刀的上下力, 速度越大,力越大;从而浆料刮到硅片的量也会加大。 网板张力 ? 网板的张力对印刷的质量有很大的影响(如刮不干净浆料,碎片 ? 网板的张力在新的时候最大,随着印刷次数的增加,网板张力程线性下降 ? 随着网板张力的下降, 在不改变其它印刷参数的情况下, 最明显的就是刮不干净浆料。在加大压力后能把浆料收干净, 但因为网板张力减小, 加大的印刷压力就可能全部加到硅片上,从而导致碎片或隐裂。 印刷过程中碎片产生的原因
? 硅片在印刷的过程中受到压力过大, 从而造成碎片 (试想如果没外加压力, 硅片在印刷台面是不会碎的 ? 网板张力改变时, 未改变间距, 只加大压力, 硅片可能因为承受压力过大而碎片 ? 前段刮刀胶条不平,造成硅片背极不平,在印刷栅线时碎片 ? 台面不平(或不干净 , 清理网版与台面上的杂物 , 更换台面纸 . 印刷参数 ? Pressure (印刷压力 Snap-Off (印刷间距 Printing Speed (印刷速度 Down-Stop Position (印刷时刮刀下降高度 参数相互关系 ? 压力与间距:压力越大时,间距也大;因为压力大时,刮刀与网板接触的地方凸出来也多,间距小的话,硅片承受的压力加大,碎片的概率会加大。两个参数当中的一个改变 , 另外一个不改 , 就可能加大硅片碎的可能性或影响印刷质量 ? 印刷速度影响到产能 , 同时也影响到印刷到硅片浆料的多少 参数的调整 ? 先把印刷速度改小,以方便在调试时能很好的观察(如印刷速度为 50mm/s。 ? 先设定印刷间距:印刷间距以浆料能很好的印刷到硅片为宜,无粘片和虚印。(推荐为:1500+300um ? 在间距定下后, 设定印刷压力。压力由小到大慢慢加, 加到在印刷时浆料能收干净为宜。
DEK印刷机高级培训教材
DEK印刷机高级培训教材 DEK INFINITY 培训教材 一、DEK软件的安装 DEK机器由工业PC电脑作为主控,其操作系统和应用软件都存放在电脑硬盘中,其中C盘安装WINDOWS系统,D盘DEK机的应用软件。DEK INFINITY 软件的的安装大致过程如下(具体安装过程中会有详细的提示): 安装之前,用软盘备份CONFIG.CFG及CONFIG.TXT文件,先用SP06安装盘安装Windows软件及DEK应用软件,最后用SP04安装盘安装DEK补丁程序。步骤如下: 1、备份CONFIG.CFG 及CONFIG.TXT文件。 2、安装Windows及DEK SOFTWARE 06(SP06安装盘) 。 3、拷贝回备份的CONFIG.CFG 及CONFIG.TXT文件。 4、设置触摸屏的中心位置。 5、中断控制程序。 6、安装06版本的补丁程序SP04(SP04安装盘)。 其中C盘安装的是WINDOWS系统,D盘安装的是DEK印刷机的应用软 件。 二、安全控制 DEK机在以下几个方面进行了安全设计方面的考虑: ?EMERGENCE STOP ?保险和自动跳断开关 ?印刷头支撑 ?PRINT CARRIAGE BRAKE PRINT CARRIAGE 刹车机构当马达断电时开始起作用,以保证丝印头抬起时PRINT CARRIAGE不会碰装到设备后部机架。 工作原理:如图所示,马达轴通过键连接带动FRICTION-PLATE 转动,当电磁铁断电时,弹簧推动压力片和摩擦片接触,并形成一定的摩擦力,由于压力片和电磁铁都是固定在机架上的,所以会阻止摩擦片转动,从而起到阻止马达转动的功能。当电磁铁带电以后,它就能使压力片在电磁力的作用下离开摩擦片,这
海德堡印刷机操作手册
xxxxxxxxxxxxxxx股份有限公司 印刷车间 海德堡四开五色平版印刷机操作指导书 文件编号: 文件版本: 发放号码: 受控状态: 生效日期: 编制: 审核: 批准:
目录 一、目的 二、适用范围 三、应作文件 四、生产设备 五、胶印简单流程图 六、技术参数 七、劳动安全及生产要求 八、设备操作与保养
1、目的 本操作指导书为设备操作人员操作海德堡四开五色平版印刷机进行相关的质量检验提供工作指导。 2、适用范围 本操作指导书适用于xxxxxxxxxxxxx股份有限公司海德堡四开五色平版印刷机,胶印设备。 3、应用的文件 《海德堡四开五色平版印刷机使用说明书》 4、生产设备 德国海德堡机械有限公司所生产四开五色平版印刷机 介质 电压:380V 额定电流:30A 频率:50HZ 气压:≥6kg/c㎡ 温度: 18oC—25oC; 相对温度:45%—65% 5、胶印简单生产流程图
6、技术参数 6.1印刷材料: 最大纸张尺寸:600*740mm (尺寸F) 530*740mm(尺寸C) 最小纸张尺寸:210*350mm 最大纸张厚度:0.8mm 6.2油墨/上光: 6.2.1 只能够使用单张纸胶印机专用印刷油墨和上光材料。 6.2.2 上光装置中只允许使用水基分散上光液,在使用紫外线上光液时, 则需要使用专手型印刷机型。 6.3 自动清洗装置使用清洗液 只允许使用具有下列特性的清洗液: 闪点至少达到55℃。 苯含量要低于0.1% 二甲苯和混合二甲苯的仿量小于1% 芳香烃物质含量(>Cg)小于1% 清洗剂中不得带有氯化烃,氯化氟代烃,共同点烯,h-已烷,二胺和酰胺。 6.4 清洗剂和溶剂: 要使用其闪点至少不55℃的清洗剂和溶剂。 6.5 噪声释放量:
DEK印刷机高级培训教材
DEK印刷機高級培訓教材 DEK INFINITY 培训教材 一、DEK软件的安装 DEK机器由工业PC电脑作为主控,其操作系统和应用软件都存放在电脑硬盘中,其中C盘安装WINDOWS系统,D盘DEK机的应用软件。DEK INFINITY 软件的的安装大致过程如下(具体安装过程中会有详细的提示): 安装之前,用软盘备份CONFIG.CFG及CONFIG.TXT文件,先用SP06安装盘安装Windows软件及DEK应用软件,最后用SP04安装盘安装DEK补丁程序。步骤如下: 1、备份CONFIG.CFG 及CONFIG.TXT文件。 2、安装Windows及DEK SOFTWARE 06(SP06安装盘) 。 3、拷贝回备份的CONFIG.CFG 及CONFIG.TXT文件。 4、设置触摸屏的中心位置。 5、中断控制程序。 6、安装06版本的补丁程序SP04(SP04安装盘)。 其中C盘安装的是WINDOWS系统,D盘安装的是DEK印刷机的应用软 件。 二、安全控制 DEK机在以下几个方面进行了安全设计方面的考虑: ?EMERGENCE STOP ?保险和自动跳断开关 ?印刷头支撑 ?PRINT CARRIAGE BRAKE PRINT CARRIAGE 刹车机构当马达断电时开始起作用,以保证丝印头抬起时PRINT CARRIAGE不会碰装到设备后部机架。 工作原理:如图所示,马达轴通过键连接带动FRICTION-PLATE 转动,当电磁铁断电时,弹簧推动压力片和摩擦片接触,并形成一定的摩擦力,由于压力片和电磁铁都是固定在机架上的,所以会阻止摩擦片转动,从而起到阻止马达转动的功能。当电磁铁带电以后,它就能使压力片在电磁力的作用下离开摩擦片,这样摩擦轮就能自由的跟随马达转动。
ASYS_印刷机中文操作手册
ASYS_印刷机中文操作手册 ASYS丝网印刷机 .紧急制动按钮 所有的设备都装备有至少一个紧急制动按钮。 规定的用途 印刷机单元XS1用于把导电接触材料印刷在太阳电池上。电池传送到印刷站,传送带通过真
空台将电池举起。利用安装于印刷台下方的CCD摄像头,可以精确对准太阳电池和丝网,以 获得更高的印刷适配性。 操作面板 该单元使用一个基于PC的操作界面。通过一个数字键盘,使用菜单,所有操作所需要访问的 单元都可以访问。 PC也有一个完整的键盘,用于在软件菜单中设置特定的配置。但是该键盘在单元的通常操作 模式下不是必须的。 使用数字键盘上的箭头键,可以在软件菜单内选择各种操作区域。
操作程序 太阳电池传输到印刷机的印刷台。要达到正确的印刷高度,通过一个真空台,传动带将电池 举起。三个安装于印刷台下面的CCD摄像头通过参照边和使用伺服电动机勘查电池的位置, 可以调整丝网到精确的印刷位置。电池放置正确之后,单元上部的丝网下降,并启动印刷工 2 艺。操作软件使用该单元,可以设置各种印刷位置。在印刷过程中,太阳电池由真空台保持 在原位。当印刷完成之后,丝网从印刷好的太阳电池举起,印刷台的真空关闭并且电池传送 到下一个单元。一旦该循环完成之后,下一个要印刷的电池就立即被放置到位。 单元上部用于放置一个丝网网框,并且可以移至相应的位置来安装,清洗或者印刷。 在印刷过程中,单元通过一个铰链盖子完全关闭。另外,印刷过程中,任何来源于印刷材料 的有机蒸气可以通过真空单元抽走。 打开设备 在主开关上打开设备之后,紧急制动信息显示在显示器上,需要“回车键”进行确认。该设 备现在将进入准备方式。
dek印刷机程式教学
DEK印刷机调机教材 1、正确了解程序中的每一参数 在生产过程中,我们在做新程序的过程中,目前的做法是在一个老的程序的基础上进行“修改”而获得我们所需要的程序,尽管如此,我们还是有必要了解在SETUP状态下EDIT菜单中各项参数的含义和使用、调整方法。 ?Product Name 产品名称 ?Product ID 是对产品的说明性文字,没有实质性意义,最多32个字符,屏幕会显示头20个字符。 ?Product Barcode 产品条形码,最长20个字符。目前我们没有使用。 (仅265GSX可使用) ?Screen barcode 对应产品的钢网的条形码,目前我们没有使用。 (265GSX ) ?Dwell Height 刮刀停留高度(主要用于观察滚动条的情况)最小 5mm 最大 40mm 增量 1mm 缺省 30mm ?Dwell Speed 刮刀运动到Dwell高度的速度最小 10mm/sec 最大30mm/sec 增量 1mm/sec 缺省 24mm/sec ?Screen Adapter 钢网类别,选项有 NONE,255,SANYO,HERAEUS,20X20,12X12 ?Screen Image 钢网框架定位选择,有EDGE和CENTRE两个选项,其中EDGE只适用于SANYO和FUJI钢网框。 ?Custom Screen 用于对钢网位置的定义和调整,我们多数情况使用DISABLED。 ?Board Width 板宽,40--508mm,增量0.1mm
?Board Length 板长,50--510mm,增量0.1mm ?Board Thickness 板厚,0.20--6.0mm,增量0.01mm ?Print Speed 印刷速度,2--150mm/sec,增量1mm/sec ?Flood Speed 未用 ?Print Front Limit 从板的前边沿到印刷起点位置的距离,0--板宽,缺省0mm ?Print Rear Limit 从板的后边沿到印刷起点位置的距离,0--板宽,缺省0mm ?Front Pressure 前刮刀压力,0--20kg,增量0.2kg ?Rear Pressure 后刮刀压力,0--20kg,增量0.2kg ?Flood Height 未用 ?Print Gap 在印刷时,PCB板和钢网之间的间隙,0-6mm,增量0.025mm ?Underside Clearance 定义PCB板底面和机器顶针顶端间的距离,主要是针对底面有元件的板而言。3-42mm,增量1mm,缺省19mm ?Separation Speed 印刷完成后钢网和板在最初3mm距离内的分离速度 0.1--20mm/sec ,增量0.1mm/sec ?Separation Distance 分离距离。0--3mm,增量0.1mm,缺省3.0mm ?Board Count 印刷板数量设置,0--500Boards,0为无穷大 ?Print Mode 印刷模式,我们的程序全部选择Print/Print模式。 ?Print Deposits 选择一块板的印刷次数,1,2或3,默认为1 ?Screen Clean Mode 1 钢网清洗模式1,WET,DRY,VAC,NONE ?Screen Clean Rate 1 钢网清洗频率,0--200,增量1 ?Screen Clean Mode 2 钢网清洗模式2, WET,DRY,VAC,NONE ?Screen Clean Rate 2 钢网清洗频率,0--200,增量1 ?Clean After Knead 搅拌后清洗。可选ENABLE/DISABLE ?Clean After Downtime 该功能是在预先程序的设定下对钢网进行简单的清洗,一般是在设备或程序闲置一段时间(设备开机后)后印刷完第一片板后就立即进行。选项有WET,VAC,DRY,NONE ?Clean After 是对上一个模式的停工时间(Downtime)的设置。5-120mins ?Dry Clean Speed 清洁纸干洗速度,10--120mm/sec,增量1mm/sec.
印刷培训教材
印刷初级员工培训资料
目录 一、软包装工艺流程和工序介绍 1、工艺流程 2、工序介绍 二、凹版印刷用原材料、油墨、溶剂、铜版 1、原材料 2、油墨 3、溶剂 4、油墨、混合溶剂使用时的注意事项 5、铜版 三、印刷机的组成结构及功能和适用范围 1、机组式凹版印刷机构及功能 2、印刷机的适用范围 四、基本操作 1、印刷薄膜电晕值检测的操作 2、上料操作 3、下料操作 4、压辊的安装操作 5、压辊的拆卸操作 6、印版的安装操作 7、印版的拆卸操作 8、刮刀的安装操作 9、油墨粘度测量操作 五、印刷工艺 1、印刷材料准备 2、油墨调配 3、刮刀、压力、温度、张力、粘度的工艺操作理论 六、印刷工序品质自检要求 七、印刷品质量要求 八、安全作业及防火措施 1、人身安全 2、设备安全 3、防火措施
印刷初级员工培训资料 (适用于新员工、二、二助手、机长) 一、软包装工艺流程和工序介绍 软包装:采用软性材料包装商品的统称。用塑料薄膜或塑料薄膜复合材料包装的称为塑料软包装。 1、工艺流程
2、工序介绍 ①、制版工序是制造在印刷中起转移油墨到印材上作用的印版的过程。通过印版制作的网点,再现原稿图像色彩。 ②、制版工序是使用塑料薄膜、凹版、油墨、印刷机械实现图文复制的过程。即将凹版上的图文转移到薄膜上。 按印版类分:凹版、柔性版、丝版、凸版、平版印刷方式。 我司现在是采用凹版印刷工艺生产,生产时,印刷材料经放卷装置放出进入印刷装置,印版表面的油墨被刮刀刮去,网点内的油黑在印材被压下发生接触时转移到印材上,之后进入烘箱内,油墨中的溶剂成分在加热、吹风的烘箱内挥发掉。印刷膜从烘箱出来后经过冷却辊时,降温定形。在多色印刷时,电脑自动套印装置控制各色间的套印。印刷完成后,收卷装置把印品卷取成卷状膜。 ③、品检工序是把印刷出的半成品经品检机,将印出的不合格品检出并剔除的过程。减少后工序生产损耗的增加和品检的难度。 ④、复合工序是将两种或两种以上的材料复合在一起,形成一体的材料。复合材料既可保持单层材料的优良特性,又可克服其各自的不足,复合后具有新的特性,满足食品等商品对复合材料的不同要求。 复合分类:干式复合法、湿式复合法、挤出复合法、热熔复合法、共挤复合法。 我司现在是采用干式复合法工艺生产,生产时,上胶基本材经放卷装置放出进入涂胶装置,涂胶辊表面的胶水被刮刀刮去,网点内的胶水在上胶基材被压下发生接触时转移到上胶基材面上,之后进入烘
德森印刷机使用操作手册教学文案
德森印刷机 使用操作说明与常见故障排除 一、开机前检查 ?检查所输入电源的电压、气源的气压是否符合要求;电源要求是200伏—240伏之间交流电压、气压要求4.5-6kg/cm。 ?检查机器上、下位机线是否连接好; ?检查设备是否良好接地; ?检查气动系统是否漏气,空气输入口过滤装置有无积水,是否正常工作。 注意:新机第一次开机或是搬动后开机则要注意锁机件有没有卸下来,否则会对机器造成损坏。 二、开机流程 打开电源总开关(此时设备会自动启动windows XP操作系统) 打开显示器电源开关进入windows XP操作系统后双击桌面上 DSP-1008 归零打开生产程序开始生产。 三、关机流程 归零DSP-1008印刷软件关闭 windows XP操作系统关闭显示器关闭电源总开关。 四、新建程序步骤 第一步:打开德森印刷软件。 第二步:按软件提示完成“归零”(回原点)。 注意:在设备“归零”时要有人值守,如在归零时出现异常情况请按下“急停按钮”并进行检查排除异常后再进行“归零”动作。 第三步:建立新程序: 点击新建文件并在弹出的对话框中输入文件名称然后点击确定。如下图所示
第四步:输入产品名称、型号、长度及宽度。如下图所示 第五步:输入钢网的长度和宽度。如下图所示 第六步:选择两个对角做mark点,0和2、或1和3都可以;选好后逐个双击刚选好的mark(红点)并在弹出的对话框中输入mark的X和Y的坐标,然后点击OK。如下图所示 第七步:依次双击“钢网坐标”上的两个红点并输入X和Y的坐标,然后点击OK。如下图所示 注意:如钢网是以中心点来开的话则直接跳过这一步,进入下步。 第八步:点击“调节”进行轨道宽度调节。
印刷机DEK刮刀使用手册
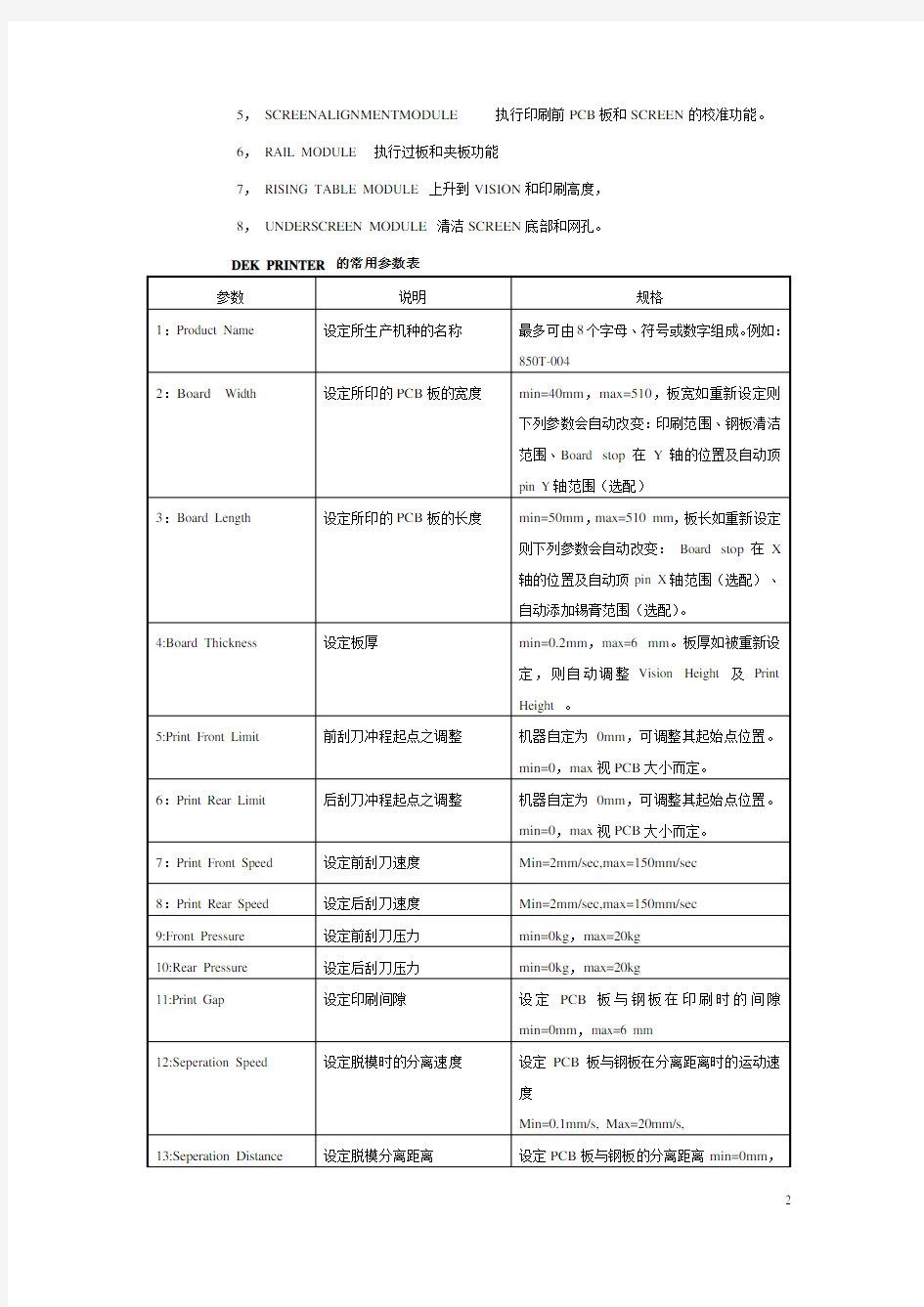
CHAPTER 9 SQUEEGEE MODULE OVERVIEW Item Description Item Description 1Squeegee Printhead Mechanism5Squeegee Drip Tray 2Rear Squeegee Stepper Motor6Rear Squeegee 3Front Squeegee7Print Carriage 4Squeegee Drip Tray Mechanism8Front Squeegee Stepper Motor Chapter Issue 1 Jan 07Technical Reference Manual9.1
The squeegee mechanism is driven backwards and forwards across the screen by the print carriage. The squeegee printhead mechanism incorporates two stepper motors to drive the two squeegees independently down onto the screen when a print stroke is required. During the rearward stroke, the front squeegee is in contact with the screen performing a rear print stroke. During the forward stroke, the rear squeegee is in contact with the screen performing a forward print stroke. The pressure being applied during the print stroke is measured by a strain gauge bridge (located in the spring beam assembly of the squeegee mecha- nism) and if necessary, a correction to the pressure is made by the software. Figure 9-1 Squeegee Sensor Locations 9.2Technical Reference Manual Chapter Issue 1 Jan 07