点焊机操作规范

文件类别标准文件制定XX 文件编号
审核版本
批准页码 1 of 2文件名称:点焊机操作规范生效日期3、操作流程:
图例 1)打开电源开关检查设备是否运转正常。
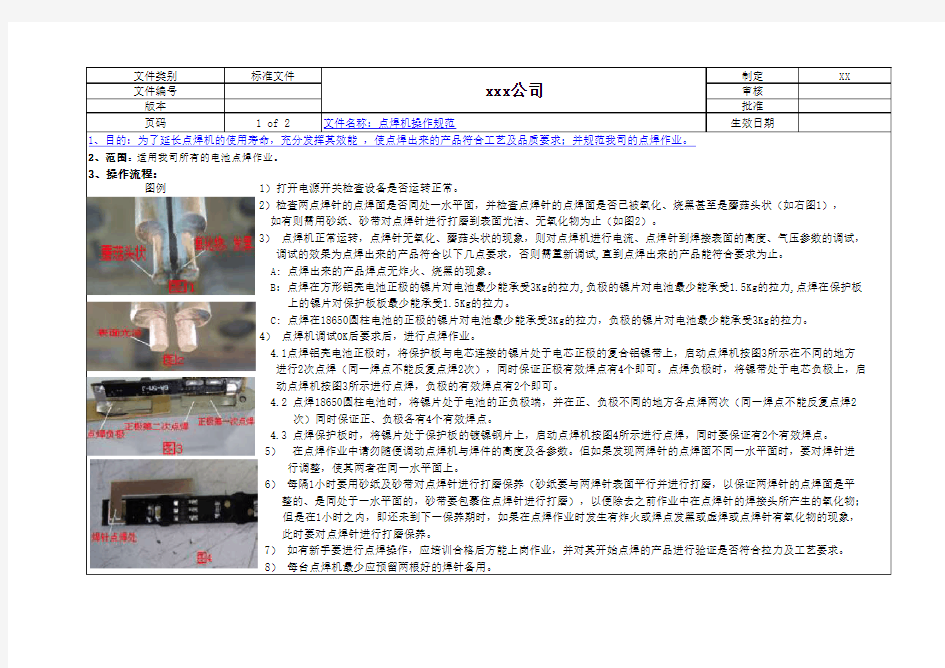
2)检查两点焊针的点焊面是否同处一水平面,并检查点焊针的点焊面是否已被氧化、烧黑甚至是蘑菇头状(如右图1), 如有则需用砂纸、砂带对点焊针进行打磨到表面光洁、无氧化物为止(如图2)。
3) 点焊机正常运转,点焊针无氧化、蘑菇头状的现象,则对点焊机进行电流、点焊针到焊接表面的高度、气压参数的调试, 调试的效果为点焊出来的产品符合以下几点要求,否则需重新调试,直到点焊出来的产品能符合要求为止。
A: 点焊出来的产品焊点无炸火、烧黑的现象。
B:点焊在方形铝壳电池正极的镍片对电池最少能承受3Kg的拉力,负极的镍片对电池最少能承受1.5Kg的拉力,点焊在保护板 上的镍片对保护板板最少能承受1.5Kg的拉力。
C: 点焊在18650圆柱电池的正极的镍片对电池最少能承受3Kg的拉力,负极的镍片对电池最少能承受3Kg的拉力。
4) 点焊机调试OK后要求后,进行点焊作业。
4.1点焊铝壳电池正极时,将保护板与电芯连接的镍片处于电芯正极的复合铝镍带上,启动点焊机按图3所示在不同的地方 进行2次点焊(同一焊点不能反复点焊2次),同时保证正极有效焊点有4个即可。点焊负极时,将镍带处于电芯负极上,启 动点焊机按图3所示进行点焊,负极的有效焊点有2个即可。
4.2 点焊18650圆柱电池时,将镍片处于电池的正负极端,并在正、负极不同的地方各点焊两次(同一焊点不能反复点焊2 次)同时保证正、负极各有4个有效焊点。
4.3 点焊保护板时,将镍片处于保护板的镀镍钢片上,启动点焊机按图4所示进行点焊,同时要保证有2个有效焊点。
5) 在点焊作业中请勿随便调动点焊机与焊件的高度及各参数。但如果发现两焊针的点焊面不同一水平面时,要对焊针进 行调整,使其两者在同一水平面上。
6) 每隔1小时要用砂纸及砂带对点焊针进行打磨保养(砂纸要与两焊针表面平行并进行打磨,以保证两焊针的点焊面是平 整的、是同处于一水平面的,砂带要包裹住点焊针进行打磨),以便除去之前作业中在点焊针的焊接头所产生的氧化物; 但是在1小时之内,即还未到下一保养期时,如果在点焊作业时发生有炸火或焊点发黑或虚焊或点焊针有氧化物的现象, 此时要对点焊针进行打磨保养。
7) 如有新手要进行点焊操作,应培训合格后方能上岗作业,并对其开始点焊的产品进行验证是否符合拉力及工艺要求。
8) 每台点焊机最少应预留两根好的焊针备用。
2、范围:适用我司所有的电池点焊作业。
xxx公司1、目的:为了延长点焊机的使用寿命,充分发挥其效能 ,使点焊出来的产品符合工艺及品质要求;并规范我司的点焊作业。
文件类别标准文件制定XX
文件编号
审核版本
批准页码 2 of 2文件名称:点焊机操作规范生效日期 9) 因每台点焊机的性能都略有差异,为了使点焊出来的产品及工作效率达到最理想状态,不是在非不得已的情况下,请勿调 动操作员操作别的机器。即某一操作员专门操作某台机器。
10) 所点焊的产品要自检合格后才能转入下一工序。
11)当焊针被打磨到一定程度不能再进行打磨使用时,需更换焊针。更换焊针时要用砂纸对新焊针较粗的本体部分进行轻轻打 磨除去焊针表面的氧化物,使其能够与点焊机的焊针夹头良好接触,以便点焊机产生的能量能高效传递到焊针上。
12) 点焊作业过程中,如发现设备运转异常应及时关闭电源,并上报组长处理。
4、注意事项
1) 调试机器时,眼睛请勿过于靠近机器,以免点焊产生炸火伤及眼睛。
2) 点焊作业时,手勿放于焊针下方,以免压伤。
3) 当机器停用长时间(半小时以上)要关闭电源。
5、维护保养
2) 每月由设备保养员对设备需要润滑部位进行维护保养(如添加润滑油)。
3) 每季度由设备保养员对设备内部进行维护保养(如除尘)。 1)操作员每天对点焊机表面进行除尘保养。
xx公司