注塑机规格选择标准
注塑机规格选择标准 Last updated on the afternoon of January 3, 2021
注塑机规格选择标准
怎样对注塑模具选择合适的注塑机,机型的选择标准规则如下:
一.根据模具所需锁模力来选择机型规格:
1.按“最佳锁模力参数计算”方法计算模具所需锁模力;
2.计算的锁模力为选择机型的下限值,选择机型应有一个相对范围;
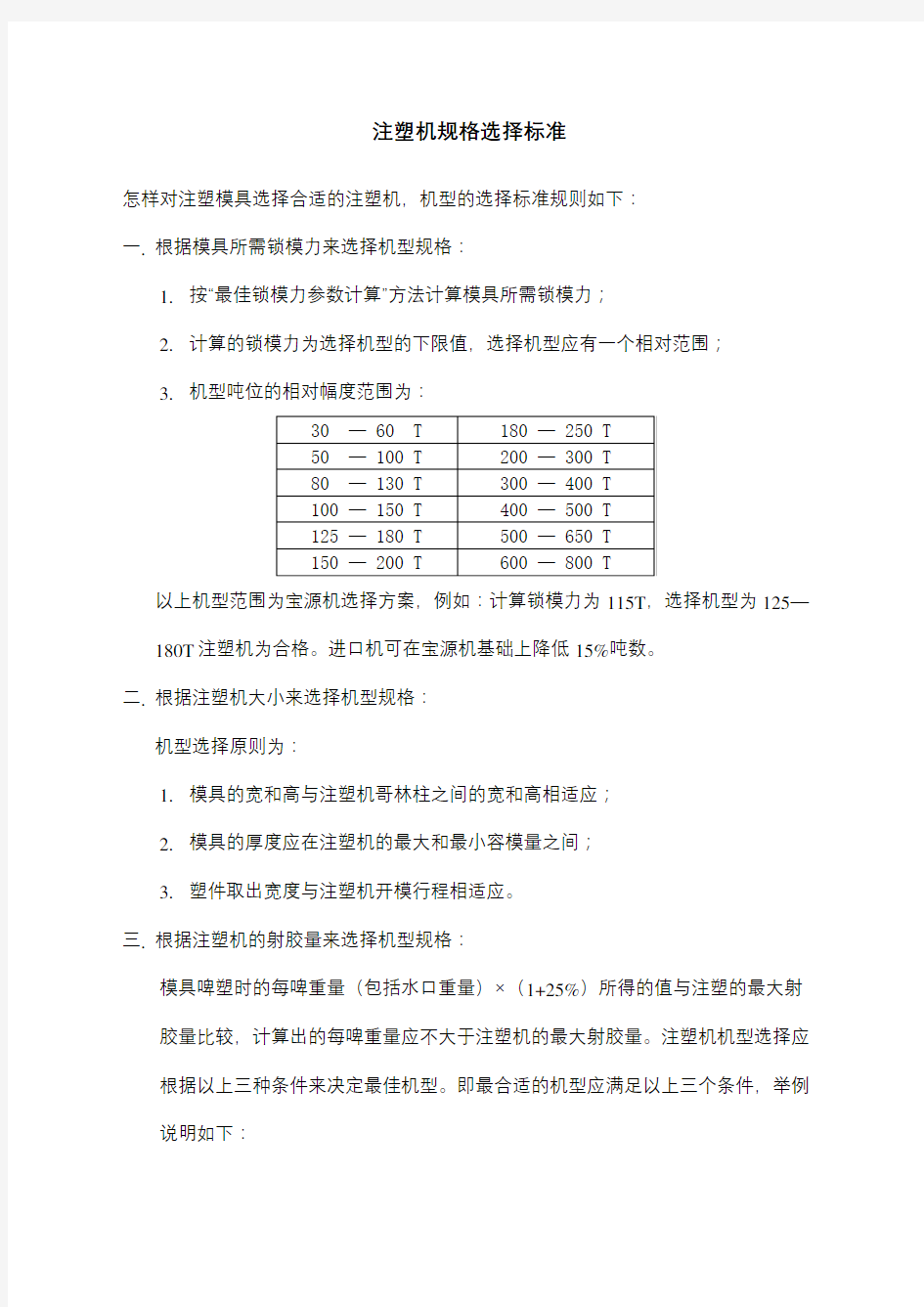
3.机型吨位的相对幅度范围为:
以上机型范围为宝源机选择方案,例如:计算锁模力为115T,选择机型为125—180T注塑机为合格。进口机可在宝源机基础上降低15%吨数。
二.根据注塑机大小来选择机型规格:
机型选择原则为:
1.模具的宽和高与注塑机哥林柱之间的宽和高相适应;
2.模具的厚度应在注塑机的最大和最小容模量之间;
3.塑件取出宽度与注塑机开模行程相适应。
三.根据注塑机的射胶量来选择机型规格:
模具啤塑时的每啤重量(包括水口重量)×(1+25%)所得的值与注塑的最大射胶量比较,计算出的每啤重量应不大于注塑机的最大射胶量。注塑机机型选择应根据以上三种条件来决定最佳机型。即最合适的机型应满足以上三个条件,举例说明如下:
B118毛刷体:材料:PP+30%GF,壁厚为3mm,单位压力取4T/in2,每啤重量501g
制品投影面积:" ×" ×2 = 44.03 in2
需锁模力 = 44.03 in2×4T/in2= 176T
水口投影面积:" ×" = 4.34 in2
需锁模力 = 4.34 in2×4T/in2= 17T
所需锁模力 = 176T+17T = 193T
根据所需锁模力选择机型为200—300T机。
每啤重量计算值 = 501×(1+25%)= 626g
根据每啤重量计算选择机型最小为250T机,(200T机最大射胶量489g,达不到制品要求)
根据模具外形尺寸(400×600×491)选择机型为200—300T机。
综合以上三条,200T机虽然锁模力和机型大小都符合要求,但射胶量达不到制品重量要求,对模具啤塑有影响,故应选择机型规格为250—300T机。
最佳锁模力参数计算
计算合适的锁模力按以下方式确定:
一.一般塑材料锁模力的确定:
1.一般塑胶
ABS——丙烯睛—丁二烯—苯乙烯共聚物
HIPS——高冲击强度聚苯乙烯(不碎胶)
GPPS——通用聚苯乙烯(硬胶)
PMMA——聚四甲基丙烯酸甲酯(亚加力或有机玻璃)
SAN——苯乙烯—丙烯睛共聚物
PE——聚乙烯(花料或筒料)
PP——聚丙烯(百折胶)
PVC——聚氯乙烯
2.单位锁模力数据表
二.工程塑胶材料锁模力的确定:
1.工程塑胶
POM——聚甲醛(赛钢)
PA——聚酰胺(尼龙)
PC——聚碳酸酯(防弹胶)
PSF——聚砜
PBT——聚对苯二甲酸丁二醇酯
PET——聚对苯二甲酸乙二
三.一般塑胶加工程塑胶的共混材料锁模力的确定:
1.一般塑胶加工程塑胶
PC+ABS——聚碳酸酯情与丙烯睛—丁二烯—苯乙烯共聚物的混合物
PBT+ABS——聚对苯二甲酸丁二醇酯与丙烯睛—丁二烯—苯乙烯共聚物的混合物
PSF+ABS——聚砜与丙烯睛—丁二烯—苯乙烯共聚物的混合物
PP+PA——聚丙烯与聚酰胺的混合物
关于国产注塑机型号及主要技术参数
国产注塑机型号及主要技术参数都怎样标注? 目前,国内生产注塑机的厂家有多个,表3-5仅列出部分注塑 机生产厂的注塑机型号及主要技术参数。表3-6是大连华大机械有限公司生产注塑机型号及主要技术参数。表3-7是江苏无锡市格兰机械有限公司生产注塑机型号及主要技术参数。 表3-5国产注塑机型号及主要技术性能参 型号 XS-Z-3 0 XS-Z60 SZA-Y Y60 XS-ZY125 XS-ZY 125(A ) X&-ZY250 XS-ZY25 0(A) XS-ZY350(G5 4-S200/400) 理论注射量 (最大)/cm3 30 60 62 125 192 250 450 200?400 螺杆(柱塞) 直径/mm -28 -38 35 42 42 50 50 55 注射压力 /MPa 119 122 138.5 119 150 130 130 109 注射行程 /mm 130 170 80 115 160 160 160 160 注射时间/s 0.7 0.85 1.6 1.8 2 1.7 摞杆转速(r/min) 25? 160 29、43、56、 69,83,101 10? 140 25、31、39、 58,32,89 13?304 16,28,48 注射方式柱塞式柱塞式 螺杆 式螺杆式 螺杆 式 螺杆式螺杆式蜾杆式 锁模力/kN 250 500 440 900 900 1800 1650 2540 最大成型面 积/cm2 90 130 160 320 360 500 645 160 180 270 300 300 500 350 260 模具髙度 (最大)/mm 180 200 250 300 300 350 400 406 (最小)/mm 60 70 150 200 200 200 200 165 模版尺寸、mm 250×2 80 330×4 40 598× 520532×634 拉杆间距 /mm 235 190× 300 330× 300 260×290 360× 360 295×373 370×37 290×368 合模方式肘杆肘杆液压肘杆肘杆液压肘杆肘杆油泵流量 /(L/min) 50 70、12 48 100J2 180J2 129、74、 26 170J2 压力/MPa 6.5 6.5 14 6.5 7.0、 14.0 6.5
各规格注塑机技术参数
JD120 18.2KW/H
26KW/H JD90 17.5KW/H HDX 78 T 技术参数SPECIFICATION 规格项目(Description) HDX78T
(U nit) 螺杆直径(Screw Diameter) mm 34 36 40 螺杆长径比(Screw L/D Ratio) L/D 21.2 20 18 最大理论射胶容积(Max.Theoretical Injection Cap acity) cm 110 125 154 最大注射量 (Shot Weigh PS) g 100 114 140 最大射胶压力(Max.Injection Pressure) MPa 180 160 130 螺杆转速(Screw Speed Range) r.p .m 10-230 最大锁模力(Max.Clamping Force) ton 78 最大开模行程(Max.Opening Stroke) mm 300 哥林柱内距(Space Between The Bars “Vx H”)mm 330X 330 容模量(Min-Max Mould Thickness) mm 150-300 顶针推力/行程(Ejector Force/Stroke ) Kn/mm 25 / 80 油泵最大压力(Pump P.Max) MPa 16 油泵电动机功率(Pump Motor Power) kw 9 电加热功率(Heating Capacity) KW 6.5 外形尺寸(Machine Size “Lx WX H” ) m 3.9 X 1.1 X 1.9 重量(Machine Weight) ton 2.5 莫具定位圈直径(Mold Location Recess Diameters ) mm 100 喷嘴圆球半径(Nozzle Radius ) mm SR10 合计功率为:15.5KW/H 海天牌注塑机技术参数: 注射装杆直径INJECTION UNITScrew Diameter A mm B 34 36 C :40 螺杆长径比Screw L/D Ratio L/D 21.2 20 18 理论容量Shot Size(Theoretical) cm 131 147 181 注射重量Injection Weight( PS) g 119 134 165 注射压力Injectio n Pressure Mpa 206 183 149 螺杆转速Screw Sp eed rpm 0 ?205 合模装置CLA MPING UNIT 合模力Clamp Tonn age KN 860 移模行程Toggle Stroke mm 310 拉杆内距Space Betwee n Tie Bars mm 360x360 最大模厚Max.Mold Height mm 360 最小模厚Mi n. Mold Height mm 150 顶出行程Ejector Stroke mm 100 顶出力Ejector Tonn age KN 33 顶出杆根数Ejector Number P iece 5 其它OTHERS 最大油泵压力Max. Pump Pressure MPa 17.5 油泵马达Pump Motor Po wer kw 7.5 电热功率Heater Po wer kw 6.2 外形尺寸Machi ne Dime nsio n(LxWxH) m 4.5x1.25x1.9 重量Machi ne Weight t 3.45 料斗容积Hopper Cap acity kg 25 油箱容积Oil Tank Cap acity L 230
注塑机规格选择标准
注塑机规格选择标准 怎样对注塑模具选择合适的注塑机,机型的选择标准规则如下: 一.根据模具所需锁模力来选择机型规格: 1.按“最佳锁模力参数计算”方法计算模具所需锁模力; 计算的锁模力为选择机型的下限值,选择机型应有一个相对范围; 机型吨位的相对幅度范围为: 以上机型范围为宝源机选择方案,例如:计算锁模力为115T,选择机型为125—180T注塑机为合格。进口机可在宝源机基础上降低15%吨数。 根据注塑机大小来选择机型规格: 机型选择原则为: 模具的宽和高与注塑机哥林柱之间的宽和高相适应; 模具的厚度应在注塑机的最大和最小容模量之间; 塑件取出宽度与注塑机开模行程相适应。 根据注塑机的射胶量来选择机型规格: 模具啤塑时的每啤重量(包括水口重量)×(1+25%)所得的值与注塑的最大射胶量比较,计算出的每啤重量应不大于注塑机的最大射胶量。注塑机机型选择应根据以上三种条件来决定最佳机型。即最合适的机型应满足以上三个条件,举例说明如下: B118毛刷体:材料:PP+30%GF,壁厚为3mm,单位压力取4T/in2,每啤重量501g 制品投影面积:" ×" ×2 = 44.03 in2 需锁模力= 44.03 in2×4T/in2= 176T 水口投影面积:" ×" = 4.34 in2 需锁模力= 4.34 in2×4T/in2= 17T 所需锁模力= 176T+17T = 193T 根据所需锁模力选择机型为200—300T机。 每啤重量计算值= 501×(1+25%)= 626g 根据每啤重量计算选择机型最小为250T机,(200T机最大射胶量489g,达不到制品要求) 根据模具外形尺寸(400×600×491)选择机型为200—300T机。 综合以上三条,200T机虽然锁模力和机型大小都符合要求,但射胶量达不到制品重量要求,对模具啤塑有影响,故应选择机型规格为250—300T机。
注塑机的基本参数
注塑机参数与注塑工艺参数 注塑成形技术系统培训教材 SANSEI精密注塑成形 蔡军
注塑机装置的技术参数 1.螺杆直径mm 2.螺杆长径比L/D 3.螺杆压缩比 4.螺杆行程cm 5.理论注射容积cm3 6.最大注射重量(以PS计算)g 7.螺杆最大转速r/min 8.最大塑化能力kg/h 9.注射压力MPa 10.注射速率g/s 11.注射时间s 12.注射座推力及喷嘴推力kN 13.喷嘴行程cm 14.喷嘴伸出量(即伸出模具安装平面的长度)cm 进一步的技术参数: 15.注射速度mm/s 16.螺杆最大扭矩N/m 17.螺杆驱动功率kW 18.喷嘴球半径mm 19.螺杆驱动方式(如油压马达、电动马达等) 20.回复率。 合模装置的技术参数
1.合模力kN 2.开模力kN 3.开模行程cm 4.拉杆有效间距mm 5.最大、最小模厚mm 6.模板间的最大间距mm 7.顶出力kN 8.顶出行程mm 9.模板定位孔直径mm 10.移模速度m/s 11.模板尺寸(H*V)mm 12.模具安装尺寸 可进一步提供的参数: 13.拉杆直径mm 14.调模驱动功率kN 15.调模方式:如手动、电动、液压、马达等。 16.合模方式:如机械式、液压式、机械-液压式等。 17.顶出方式:机械、液压、气动等。 18.顶针数量 19.顶出次数 20.顶针速度 其它整机性能参数 1.油泵马达功率kN
2.电热量kW 3.油箱容量L 4.料斗容量kg 5.外形尺寸(长*宽*高)m 6.机器重量kg 7.空循环时间s 8.单耗Kw/kg 9.最大油泵压力MPa 10.总用电量kW 与成形工艺有关的参数 1.最大的注射量(通常要求制品及浇注系统所需塑料量为注射重量75%-80%) 2.合模力(足够的合模力才能保证成形模具的锁紧,精密制品需要的合模力为模具所需合模力的1.5倍) 与模具有关的参数 1.嘴头部球面半径 2.模板上的定位孔 3.拉杆间的有效间距 4.模具的厚度 5.模板上模具安装螺孔(或T形槽)的尺寸 与取出制品有关的参数 1.合模距离必须小于注塑机的最大开模距离,确认最大开模距离 2.顶出装置及顶出行程距离的确认和顶杆位置及顶杆数量的确认
注塑机的基本参数
什么是注塑机?注塑机概述 一、什么是塑料注塑机? 注塑机是将塑料连续的产品由挤出、压延方法生产,独立的不连续产品由注射或压制方法生产实现的机器。注射产品结构复杂,尺寸程度较高,注射是工业配件,日用品的生产方式。 二、注塑机的注塑过程 1. 闭模和锁紧 2. 注射座前移和注射 3. 保压 4. 制品冷却和预塑化 5. 注射座后退 6. 开模和顶出制品 三、注塑机的构成 ?注射装置: 预塑,向模腔注入熔体(由螺杆、料筒、喷嘴、料斗、计量、传动、注射和移动 油缸、注射座组成) ?合模装置: 启闭模具并保证可靠的紧锁、成型(前后固定板、移动板、拉杆、合模油缸、连 杆、调模系统、顶出机构) ?液压传动: 使注射机按预定的注射工艺要求和动作程序准确有效工作(各种液压元件回路及辅助设备) ?电控系统: 提供动力,按指令控制主机(电器、仪表、线路) 四、注塑机的分类 1、按机器结构相对位置: ?立式(小型机); ?卧式(大、中、小); ?角式机; ?多模式;
2、按塑化方式: ?柱塞式 ?预塑式
3、按用途: ?玻纤增强;?发泡; ?热固性; ?双色; ?加气注射机4、按合模系统:
?机械式; ?液压式; ?液压-机械式; ?全电动式 五、注射成型机的型号 ? 注塑机的基本参数 收藏 注射机的注射量、注射压力、注射速率、塑化能力、合模面积、合模力、开合模速度、空循环时间等参数是设计、制造、购置和使用注射机的主要技术参数。 一、公称注射量 是指在对空注射的条件下,注射螺杆或柱塞一次最大注射行程时,注射装置所能达到的最大注射量。 公称注射量是指对空实际注射量, 理论注射量 Q理= πD2S/4,其中 D-螺杆或柱塞的直径 S-螺杆或柱塞的最大行程 公称注射量 实际注射时有回流和补料需要,实际注射时的公称注射量 Q= ﹝0.75~0.85﹞Q理。
常用塑料注塑工艺参数详述(doc 11页)
常用塑料注塑工艺参数详述(doc 11页)
浅述冷/热模注塑成型技术 2010-2-25 来源:网络文摘 【全球塑胶网2010年2月25日网讯】 所谓的“冷/热模注塑成型”技术,是一种可在注塑成型周期内,使模腔表面温度实现冷热循环的工艺。其特点是:在注射前,先加热模腔,使其表面温度达到加工材料的玻璃化转变温度(Tg)以上;当模腔填满后,迅速冷却模具,以使制件在脱模前完全冷却。 这种冷/热模注塑成型工艺可以大幅度地改善注塑制品的外观质量,而且可以省去某些二次加工(如旨在掩盖表面缺陷的底漆和磨砂处理)过程,从而降低整体生产成本。在某些情况下,甚至还可以省去上漆或粉末涂布工艺。在那些对表面光泽度有较高要求的应用中,冷/热模注塑成型工艺还允许使用玻纤增强材料。该工艺的其他优势还包括:降低注塑内应力、减少甚至消除喷射痕和可见的熔接线,以及增强树脂的流动性,从而生产出薄壁产品等。 通常情况下,冷/热模注塑成型工艺适用于所有的传统注塑机。但是,如果希望模具表面得到快速加热或冷却,还需要配合使用特定的辅助系统,目前常用的辅助系统是高温热水系统和高温蒸汽系统。这些辅助系统中的蒸汽,要么来自外部锅炉,要么由其自身的控制设备产生。早在几年前,沙伯基础创新塑料就开始在日本研究冷/热模注塑成型技术。目前,该公司在其亚太区的开发中心中使用的是高温蒸汽系统,而在位于马萨诸塞州匹兹菲尔德的聚合物加工开发中心(PPDC)中,该公司则使用了德国Single Temperiertechnik公司的高温热水系统,它可以提供200℃的高温热水。 为了实现有效的工艺控制,模具必须配备热电偶,并且热电偶最好被安置在靠近模腔表面的位置,以便监控温度。为了确保工艺的稳定性,注塑模具、注塑机和冷/热控制器还必须集成在一起。沙伯基础创新塑料在该工艺的生产体系中配备了一台控制设备,以将各个要素有效地集成在一起。 在该工艺的开始阶段,利用在模内循环的蒸汽或高温热水来加热模腔表面,使其温度达到高于被加工树脂的玻璃化转变温度10~30℃的水平。一旦模腔表面达到这一温度值,系统便向注塑机发出信号,以将塑料注射到模腔中。当模腔被填满(注射阶段完成)后,冷水开始在模具中循环流动,以快速带走热量,从而使注塑部件在脱模前完全冷却。利用一个阀站,即可方便地实现从蒸汽或高温热水到冷水的切换,反之亦然。当部件冷却后,模具打开,部件被顶出,然后重复上述过程。 工艺优化:模具的设计和构造
各规格注塑机技术参数
JD160型技术参数表
JD90
(U nit) 螺杆直径(Screw Diameter) mm 34 36 40 螺杆长径比(Screw L/D Ratio) L/D 21.2 20 18 最大理论射胶容积(Max.Theoretical Injection Capacity) cm3110 125 154 最大注射量 (Shot Weigh PS)g 100 114 140 最大射胶压力(Max.lnjection Pressure) MPa 180 160 130 螺杆转速(Screw Speed Range) r.p.m 10-230 最大锁模力(Max.Clamping Force) ton 78 最大开模仃程(Max.Opening Stroke) mm 300 哥林柱内距(Space Between The Bars “ V x H") mm 330X 330 容模量(Min-Max Mould Thickness) mm 150-300 顶针推力/仃程(Ejector Force/Stroke )Kn/mm 25 / 80 油泵最大压力(Pump P.Max) MPa 16 油泵电动机功率(Pump Motor Power) kw 9 电加热功率(Heating Capacity) KW 6.5 外形尺寸(Machine Size “L x W X H') m 3.9 X 1.1 X 1.9 重量(Machine Weight) ton 2.5 模具定位圈直径(Mold Location Recess Diameters )mm 100 喷嘴圆球半径(Nozzle Radius )mm SR10 合计功率为:15.5KW/H 海天牌注塑机技术参数: 注射装置直径INJECTION UNITScrew Diameter A mm B 34 36 C :40 螺杆长径比Screw L/D Ratio L/D 21.2 20 18 理论容量Shot Size(Theoretical) 3 cm 131 147 181 注射重量Injection Weight(PS) g 119 134 165 注射压力Injectio n Pressure Mpa 206 183 149 螺杆转速Screw Speed rpm 0 ?205 ■合模装置CLAMPING UNIT 合模力Clamp Tonn age KN 860 移模行程Toggle Stroke mm 310 拉杆内距Space Betwee n Tie Bars mm 360x360 最大模厚Max.Mold Height mm 360 最小模厚Mi n. Mold Height mm 150 顶出行程Ejector Stroke mm 100 顶出力Ejector Tonn age KN 33 顶出杆根数Ejector Number Piece 5 其它OTHERS \ 最大油泵压力Max.Pump Pressure MPa 17.5 油泵马达Pump Motor Power kw 7.5 电热功率Heater Power kw 6.2 外形尺寸Machi ne Dime nsio n(LxWxH) m 4.5x1.25x1.9 重量Machi ne Weight t 3.45 料斗容积Hopper Capacity kg 25 油箱容积Oil Tank Capacity L 230
注塑机密码大全
各品牌注塑机密码大全 台中精机,盟立电脑 7000型是98741 台中精机8000型盟立电脑密码为456258,珊星电脑为0002 宝源PC20电脑进入第二层密码是2000, PC2000电脑是0000或1111 ENGEL 秘码分等级:最简单的是八个1 然后有八个2 中台精机用盟立8000电脑,密码有:456258 783280 258456 台湾全立发第二代是357159 震雄CPC-2。2的中英文切换键是同时按住“取消”键和“快速锁模”键不放,然后再通电开机,然后选择你所需要的语言 日钢5517822 震雄CDC2000电脑密码查寻 :插键盘运行到C盘,输入TYPE PASS.CDC 一二三四级密码全部可以看到啦 还天密码按检测输入5858 或9595 开机密码1234或123456 世纪狐电脑是002——004——006 好景系列 --------1483---1414--1485---1487---0926----1464------------1457 全利发----JB/CLFP6 三菱.---OPSWITCH---DATAFREE---DATDLOCK--MAKERCON--KISYUSEI--EEPROMWR 弘讯电脑--------5858-----9595-----6969------1234-----4321,三星电脑---------001。002。003。004。008常用注塑机电脑密码 震雄CPC-2.2注塑电脑的锁定资料密码是同时按“取消”和数字键“6”。解除资料锁定密码是同时按“取消”键和数字键“3”。 盟立电脑密码是456258--258456--98741,642542还有一密码是5950688 中台精机用盟立8000电脑,密码有:456258 783280 258456,珊星电脑为0002 台中精机7.000另外一个密码是日期加上小时再加一个零,比如:2005年9月17日22:13其密码就应该是17220 震雄大机系列所用的电脑CDC2000:34520261 震雄大机的新电脑MPC4.0的密码是:77889944556,解除所有的密码保护是:取消+松退. 6
注塑机技术参数样本
注塑机相关技术参数
注塑机技术参数 7
注塑机维修及保养常识 注塑机安装及使用时注意事项: ①仔细阅读说明书, 熟悉机器结构, 了解操纵面板、仪表面板上各电器开关、仪表及电器元件的作用。 ②按电器部分说明的要求接上总电源, 用户使用的电压必须与本机电源设备的额定电压相符合, 并按电气安全规程要求, 将机器的外壳妥然接地。 ③开动机器前, 检查一下各控制按钮、主令开关、电器元件、触点等接线是否松动, 并将各开关置于'断开'位置。 ④将工作方式选择开关QC置于手动或调整位{TodayHot}置时, 才能启动电机。启动电机时, 应观察它的旋转方向是否正确, 如不正确, 应调整电源的程序, 电脑在手动时起动电机。 ⑤机器不运行时, 就将总电源断开, 操纵板各按纽和主令一必须处于'断'的位置。 ⑥在正常使用过程中应定期对电器元件予以保养、检查各电器元件接点有无松动、行程开关是否可靠、配电箱内应保持清洁干燥, 从而使电器元件能正常工作, 延长使用寿命。 2、机器的维护和保养: ①机械部分 a、保持机器各部位的清洁和环境整齐是生产优质产品的前提。 b、每天对润滑部件加油1-2次, 注意润滑管道畅通。 c、经常检查各部件的螺钉、螺母有否松动, 予以拧紧。 d、料斗必须加盖, 防止杂物落入, 加入的回用塑料原料要特别注意铁屑、螺
钉等不得混入, 以免损坏机器的螺杆料筒。 ②液压部分 a、经常注意冷却水的畅通, 观察油温不得超过55℃。{HotTag} b、每三个月清洗油液过滤网一次, 每年更换液压油一次, 并清洗油箱, 冷却水不得渗入油箱。 c、经常检查各管道的卡套螺母有无松动, 予以拧紧, 检查高压软管有无'肿瘤'等弊病并及时更换。 d、根据机器工作情况, 每半年到一年更换一次油缸及活塞杆的密封元件。 ③电器部分 a、经常保持电气、控制箱的清洁和干燥, 油、水不得流入电器箱、控制箱内。 b、经常检查电器箱内接头各接点有无松动, 并予以拧紧。 c、电器元件损坏, 必须根据原有型号更换, 不得任意替代。 d、保险丝熔断后不得使用铜丝代替。 3、机器常见故障及排除方法: a、油泵电动机不起动: 原因1、电源供应断开。 原因2、电动烧坏发出焦味或冒烟。 原因3、油泵卡死。 解决: 1、检查电源三相供应是否正常: N线是否接妥; 自动断路器是否跳闸; 配电箱内的交流接触器是否通电吸合? 2、更换电动机。 3、清洗或更换油泵 b、不会合模 原因1、安全门行程开关接线松、断开或损坏。 原因2、合模电磁阀的线圈烧坏或有杂物进入阀体内卡住阀芯移动。 原因3、换向阀芯复位不妥。 原因4、顶杆没有退回 解决: 1、接好线头或更换行程开关。 2、清洗启、合模电磁阀或更换。 3、清洗换向阀 4、检查顶杆动作是否正常。 C、不会预塑或预塑太慢 原因1、行程开关位置不当或电位尺位置不当。 原因2、节流阀调整不当。 原因3、预塑电磁阀的线圈坏或有杂物进入阀体内卡住阀芯移动。 原因4、加热温度不足, 引起液压马达过载。 解决: 1、调整行程开关或电位尺位置。 2、调整到适当的流量。 3、清洗或更换预塑电磁阀按照规格修理或更换。 4、检查料筒上的回热系统是否正常( 这时就停止预塑动作) D、不会调模 原因1、拉杆螺母不清洁或无润滑油而卡死。 原因2、调模电磁阀的线圈烧坏或有杂物进入阀体内, 卡住阀芯移动。
注塑机电脑手册样本
嘉华JH-C塑机专用电脑 操 作 手 册 江苏嘉华实业有限公司 目录 一、概述
---------------------------------------------------------------------1 二、面板各部分所表示的功能 ------------------------------------------1 三、工作状态的操作 ------------------------------------------------------2 四、操作方法介绍 ---------------------------------------------------------31、主画面----------------------------------------------------------- --3 2、参数设置画面----------------------------------------------------4 五、输入输出接线图及电磁铁动作表-------------------------------7 六、主要性能 -------------------------------------------------------------8 七、主要技术参数 -------------------------------------------------------8 八、自动工作方式流程图 ----------------------------------------------9
九、使用注意事项 -------------------------------------------------------10 十、故障及处理方法 ----------------------------------------------------10 一、概述: 嘉华塑机专用电脑, 是江苏嘉华实业有限公司为注塑机制造商提供的最新产品。该系统以嘉华JH120系列可编程控制器( PLC) 为核心。采用本公司独特的PLC外部扩展技术, 配以多功能输入/输出单元模块的特殊功能模块, 可方便地对注塑机的工作参数、状态进行设置和控制, 具有操作简便, 控制精确, 可靠性高, 通用性广和性能价格比高等特点, 是注塑机产品控制系统现代化的最佳选择。 本公司专为注塑机设计的多功能操作面板, 经过外部扩展口和JH120系列可编程控制器相连, 液晶显示器可随时显示各工况下的预置参数, 可修改全部系统参数并保证输入参数不会丢失, 它可对压力的0~16MPA的0~99级控制, 对流量0~99级控制, 对时间0.1S~999S控制, 并可实现多级注射和保压的压力控制。JH-C型塑机控制系统安装极为方便, 用户只需按说明书将电磁阀, 电机, 行程开关等输入/输出线接到本系统对应的输入/输出端子上( 需用传感器的还需将传感器安装好) 即可试机, 该系统的控制核心----嘉华可编程控制器具有极高的可靠性、稳定性、平均无故障时间达50000小时, 是一般单片机电脑控制箱(100~小时)和继电器电控箱远不能比拟的。这也是该系统不使用单片机而采用可编程控制器的原因。
注塑机规格选择标准
注塑机规格选择标准 IMB standardization office【IMB 5AB- IMBK 08- IMB 2C】
注塑机规格选择标准 怎样对注塑模具选择合适的注塑机,机型的选择标准规则如下: 一.根据模具所需锁模力来选择机型规格: 1.按“最佳锁模力参数计算”方法计算模具所需锁模力; 2.计算的锁模力为选择机型的下限值,选择机型应有一个相对范围; 3.机型吨位的相对幅度范围为: 以上机型范围为宝源机选择方案,例如:计算锁模力为115T,选择机型为125—180T注塑机为合格。进口机可在宝源机基础上降低15%吨数。 二.根据注塑机大小来选择机型规格: 机型选择原则为: 1.模具的宽和高与注塑机哥林柱之间的宽和高相适应; 2.模具的厚度应在注塑机的最大和最小容模量之间; 3.塑件取出宽度与注塑机开模行程相适应。 三.根据注塑机的射胶量来选择机型规格: 模具啤塑时的每啤重量(包括水口重量)×(1+25%)所得的值与注塑的最大射胶量比较,计算出的每啤重量应不大于注塑机的最大射胶量。注塑机机型选择应根据以上三种条件来决定最佳机型。即最合适的机型应满足以上三个条件,举例说明如下:
B118毛刷体:材料:PP+30%GF,壁厚为3mm,单位压力取4T/in2,每啤重量501g 制品投影面积:" ×" ×2 = 44.03 in2 需锁模力 = 44.03 in2×4T/in2= 176T 水口投影面积:" ×" = 4.34 in2 需锁模力 = 4.34 in2×4T/in2= 17T 所需锁模力 = 176T+17T = 193T 根据所需锁模力选择机型为200—300T机。 每啤重量计算值 = 501×(1+25%)= 626g 根据每啤重量计算选择机型最小为250T机,(200T机最大射胶量489g,达不到制品要求) 根据模具外形尺寸(400×600×491)选择机型为200—300T机。 综合以上三条,200T机虽然锁模力和机型大小都符合要求,但射胶量达不到制品重量要求,对模具啤塑有影响,故应选择机型规格为250—300T机。 最佳锁模力参数计算 计算合适的锁模力按以下方式确定: 一.一般塑材料锁模力的确定: 1.一般塑胶 ABS——丙烯睛—丁二烯—苯乙烯共聚物 HIPS——高冲击强度聚苯乙烯(不碎胶) GPPS——通用聚苯乙烯(硬胶) PMMA——聚四甲基丙烯酸甲酯(亚加力或有机玻璃)
注塑机机型和分类注塑机地选择
注塑机机型和分类 一、注塑机型号及表示 (1)我国轻工部标准(SG 318-83、SZ )——理论注射容积/合模力 (2)东德标准(TGL 23915)KUASY ——额定行程容积/合模力 (3)欧洲建议标准(1983)合模力——当量注射容积 (4)国外多数厂家样本 厂家专用代号——合模力 (5)机械部标准(1986) SZ 合模力——当量注射容积 附:其中当量注射容积 = 理论注射容积(Cm 3)* 额定注射压力(Mpa )/ 100Mpa. 力劲机械厂生产的注塑机型号采用的是国外多数厂家样本,例如: PT 重大改进设计序号 合模力 二、通用注塑机的型式及分类 通用注塑机是指目前应用最广泛的加工热塑性塑料的单工位注塑机,通用注塑机可以是螺杆式,也可以是柱塞式,但以螺杆为主,可以是卧式、立式,也可以是角式,但是以卧式为主。 通用注塑机可按加工能力、注射与合模部件的结构、液压和电气控制的特点进行详细分类。 1、按成型能力分类,如下: 类型 锁模力(KN ) 理论注射容积(CM 3) 超小型 < 160 < 16 小型 160~2000 16~630 中型 2500~4000 800~3150 大型 5000~12500 4000~10000
超大型>16000 >16000 力劲机械厂生产的注塑机锁模力从30TON-1300TON,从小型、中型到大型已成系列。 2、按合模结构特征分类 1)全机械式如:全电机注塑机 2)液压式注塑机分两种: a:直压式一—移模动作与合模力的产生与保持是在液压力连续作用下完成的; b:程序式——则是分段完成,移模到位后才起高压。 3)液压—机械式 力劲机械厂注塑机PT30 ~PT450全部是液压——机械式。PT650H、PT1300H则是程序式液压式,而130TON的全电机亦将面世。 3、按注塑部件结构特点分类 1)注射缸为单缸 2)注射缸为双缸 3)螺杆驱动装置为电机 4)螺杆驱动装置为液压马达 力劲机械厂注射机注射缸为双缸,除130TON的全电机注塑机螺杆驱动装置为电机,其它机型螺杆驱动装置为液压马达。 4、按液压系统分类 1)常规阀 2)比例、伺服阀 3)带蓄能器系统 4)无蓄能器系统 5)采用变量泵节能系统 6)采用定量泵供油系统
注塑机螺杆的基本型式及主要参数
注塑机螺杆的基本型式及主要参数: 一般恒锐螺杆分为三段即加料段,压缩段,均化段。 加料段--底经较小,主要作用是输送原料给后段,因此主要是输送能力问题,参数(L1,h1),h1=(0.12-0.14)D。 压缩段--底经变化,主要作用是压实、熔融物料,建立压力。参数压缩比ε=h1/h3及L2。准确应以渐变度A=(h1-h3)/L2。 均化段(计量段)--将压缩段已熔物料定量定温地挤到螺杆最前端、参数(L3,h3),h3= (0.05-0.07)D。
对整条螺杆而言,参数L/D-长径比 L/D利弊:L/D与转速n,是螺杆塑化能力及效果的重要因素,L/D大则物料在机筒里停留时间长,有利于塑化,同时压力流、漏流减少,提高了塑化能力,同时对温度分布要求较高的物料有利,但大之后,对制造装配使用上又有负面影响,一般L/D为(18~20),但目前有加大的趋势。 其它螺距S,螺旋升角φ=πDtgφ,一般D=S,则φ=17°40′。 φ对塑化能力有影响,一般来说φ大一些则输送速度快一些,因此,物料形状不同,其φ也有变化。粉料可取φ=25°左右,圆柱料φ=17°左右,方块料φ=15°左右,但φ的不同,对加工而言,也比较困难,所以一般φ取17°40′。 棱宽e,对粘度小的物料而言,e尽量取大一些,太小易漏流,但太大会增加动力消耗,易过热,e=(0.08~0.12)D。 总而言之,在目前情况下,因缺乏必要的试验手段,对螺杆设计并没有完整的设计手段。大部分都要根据不同的物料性质,凭经验制订参数以满足不同的需要,各厂大致都一样。 下面就本厂几种专用螺杆的设计结合其物料特性作简单介绍: 一.C料(聚碳酸酯)
注塑机资料
注塑机的结构组成与故障判别
第一章注塑机的基本组成与作用 注塑机的基本组成——注塑机是由注射装置、合模装置、电器与动力装置等,三大装置组成。 注塑装置的主要作用为:能使塑料原料均匀、彻底地塑化熔融,并以足够和稳定的压力、速度,将一定量的熔料注入模腔。在注射完毕后,能对模腔内的流体塑料进行保压、补缩并回料。 合模装置的主要作用为:能按注塑工艺要求注塑工艺需求,满足模具移动速度和锁模压力,保证成型模具可靠的启闭,以及脱出制品。 液压动力和电脑控制的主要作用为:能提供足够的动力,能确保注塑机按工艺需求的程序准确无误地工作。 第二章注塑机的类型 注塑机的类型有三种:1) 立式注塑机、2) 直角式注塑机、3) 卧式注塑机。 1)、立式注塑机,它的注射装置与合模装置的轴线呈垂直同轴线排列。 它的机身导轨与地面垂直,占用工作场地小;它的锁模板与地面平行,装卸小 模具较方便;它的模具基本呈水平状,容易在下模安装嵌件(举例说明如电器 插头等小电器)。它的机身较高,稳定较性差;由于机身高加料、维修不便; 它的模具分型面呈水平状,制品成形顶出后,不能靠重力自行出模,不增加装置,无法全自动操作;装卸50Kg以上的模具困难(使用吊车不便) 。由于机型 结构原因,无法适应中大型机对环境因素的需求。较适用于带嵌件制品的小型 模具的注塑,属专用类小型注塑机。 2)、直角式注塑机,它的注射装置轴线与合模装置的轴线相互垂直排列,呈90度直角状,所以称为直角式注塑机。它的占地略大于立式机,是为较特 殊注塑工艺要求的模具而设计的(分型面入胶模具) 注塑机。它的优缺点与立 式机相同,属专用小型注塑机。 3)、卧式注塑机,它的注射装置与合模装置的轴线呈水平同轴线排列。它 的机身低,稳定性好,加料和操作较方便。它在生产制件时,制件顶出模具后,由于重力因素制件可自动坠落,不需增加任何装置,可全自动生产。它装卸模 具必须使用行吊。它的适应性广,注射量范围广,从几克至10万克。它完全 能满足从微型机到特大型机的各种特性要求。它属通用万能型注塑机,因而是 目前使用最广泛,用量最大的机型。 第三章卧式液压注塑机的结构与作用 重点讲述卧式液压注塑机机械的结构作用与故障判别。 第一节液压动力与电控系统(工作原理和工作状况) 注塑机的电源采用三相四线制,动力电为380V50Hz ,电热直接由AC220V 控制,工作线路经变压整流为DC24V控制。它采用手动、半自动、全自动三种工作方式。手动方式主要在试机、参数设定时采用;半自动方式主要在不便于使用全自动生产时采用;对于能自动脱模的制品,采用全自动方式。 注塑机的控制,是采用微电脑系统操作和控制。液压动力是通过电动机工作带动油泵运转,液压油通过转动的油泵,产生有140Kg/cm2以上压力的工作油作为动力。带压力的工作油,通过受程序控制的各类油阀来推动注塑机运行。 注塑机的运作,是在电脑操作面板输入注塑工艺工作参数程序指令,电脑
注塑机技术参数
注塑机的技术参数 1,注塑部件技术参 (1)螺杆直径:螺杆的外径尺寸 (2)螺杆有效长度:螺杆上有螺纹的长度(MM)常以L表示 (3)螺杆长径比L/D:螺杆有效长度与直径之比 (4)螺杆压缩比V2/V1:螺杆加料段第一个螺槽容积V2与计量段最未一螺槽容积V1之比(5)注塑行程:螺杆移动的最大距离,螺杆后退最大的距离 (6)理论注射容积:螺杆头部JIE面积与最大注射行程的乘积 (7)注射量:螺杆一次注射PS的最大重量(g) (8)注射压力:注射时头部预熔料的最大压力MPa (9)注射速度:注射时螺杆移动的最大速度(mm/s) (10)注射时间:注塑时,螺杆走完注射行程的最短时间 (11)注射速率:单位时间内注射的理论容积;螺杆JIE面积×以最高速度 (12)螺杆转速:物料塑化时,螺杆最低最高的转速范围 (13)塑化能力:在单位时间内,可塑化物料的最大重量 (14)螺杆扭距:物料塑化时,螺杆驱动的最大扭矩(N/m) (15)喷咀伸长量:喷咀伸出前模板,模具安装平面的长度 2,合模部件的技术参数 (1)合模力:为克服熔料胀模,使模具锁紧的最大锁紧力 (2)成型面积:指在一定的模腔压力下,锁模力最大投影面积 (3)开模力:为取出产品,使模具开启的最大力量 (4)开模行程:为取出产品,使模板移动的最大距离 (5)模板尺寸:前后定模和动模板模具安装平尺寸 (6)容模量:注塑机上能安装模具的最大厚度和最小厚度 (7)模板开距:注塑机的定模板与动模板开的最大和最小的距离 (8)拉杆间距:注塑机拉杆水平方向和垂直方向内侧的间距(mm) 3,整机性能参数: (1)电机最大驱动功率:驱动油泵电机的功率(KW) (2)油箱容量:液压系统油箱的额定容量 (3)机器体积:机器的外形的最大长×高×宽 (4)重量:机器的总重量
注塑机螺杆的基本型号和主要参数
注塑机螺杆的基本型号和主要参数 注塑螺杆的基本型式及主要参数 一般螺杆分为三段即加料段,压缩段,均化段。 加料段——底经较小,主要作用是输送原料给后段,因此主要是输送能力问题,参数(L1,h1),h1=(0.12-0.14)D。 压缩段——底经变化,主要作用是压实、熔融物料,建立压力。参数压缩比ε=h1/h3及L2。准确应以渐变度A=(h1-h3)/L2。 均化段(计量段)——将压缩段已熔物料定量定温地挤到螺杆最前端、参数(L3,h3),h3=(0.05-0.07)D。 对整条螺杆而言,参数L/D-长径比 L/D利弊:L/D与转速n,是螺杆塑化能力及效果的重要因素,L/D大则物料在机筒里停留时间长,有利于塑化,同时压力流、漏流减少,提高了塑化能力,同时对温度分布要求较高的物料有利,但大之后,对制造装配使用上又有负面影响,一般L/D为(18~20),但目前有加大的趋势。 其它螺距S,螺旋升角φ=πDtgφ,一般D=S,则φ=17°40′。 φ对塑化能力有影响,一般来说φ大一些则输送速度快一些,因此,物料形状不同,其φ也有变化。粉料可取φ=25°左右,圆柱料φ=17°左右,方块料φ=15°左右,但φ的不同,对加工而言,也比较困难,所以一般φ取17°40′。 棱宽e,对粘度小的物料而言,e尽量取大一些,太小易漏流,但太大会增加动力消耗,易过热,e=(0.08~0.12)D。 总而言之,在目前情况下,因缺乏必要的试验手段,对螺杆的设计并没有完整的设计手段。大部分都要根据不同的物料性质,凭经验制订参数以满足不同的需要,各厂大致都一样。 下面就几种专用螺杆的设计结合其物料特性作简单介绍: 一.PC料(聚碳酸酯) 特点:①非结晶性塑料,无明显熔点,玻璃化温度140°~150℃,熔融温度215℃~225℃,成型温度250℃~320℃。 ②粘度大,对温度较敏感,在正常加工温度范围内热稳定性较好,300℃长时停留基本不分解,超过340℃开始分解,粘度受剪切速率影响较小。 ③吸水性强
注塑机的参数设置
注塑机的参数设置 一、注塑成型前准备: 1.所用树脂的特性 1)干燥条件:干燥温度和干燥时间 2)成型温度范围:玻璃化转变温度;熔融温度(粘流温度);热变形温度;分解温度 3)模温:无定型聚合物;结晶型聚合物。树脂的流动性。模具的复杂程度;结晶速度快慢。 4)流动性:树脂的牌号 2.所用模具的结构特点 1)模具型腔的薄厚,即成型制品的薄厚,流动阻力;模具流长比(离进胶口最远距离与制品壁厚之比)2)是否容易脱模 3.模具的安装 1)确定模具的定模、动模,以及上下 2)确定顶杆的位置和数量是否合适 3)对角拧紧固定螺钉 4.清洗机筒 1)用热稳定性好的材料清洗 2)前后两种树脂熔融温度不同,用温度高的那种的熔融温度下限进行清洗机筒。 二、注塑成型加工参数的设定 1、先设定机筒和喷嘴各段温度 1)根据物料性质确定加工温度范围:高于熔融温度(或粘流温度),低于分解温度; 2)还要考虑物料的流动性,由树脂的熔体流动速率(MFR)确定:对于流动性差、高粘度,且黏度对温度敏感的材料,如PC,PMMA,PA66等,温度取较高; 3)与模具结构有关:复杂难充型的模具,温度取较高 4)对热敏性材料(PVC、POM等),温度必须严格控制低于其热分解温度,原则上能流动条件下,尽可能低温。 2、设定开关模参数 开、合模原则上遵从慢快慢、快慢慢的顺序,即开模一慢(慢);开模快速(快);开模二慢(慢);关模快速(快)(可分快1、快2);关模低压(慢);关模高压(慢); 压力速度终止位置 快关模快速低压或中压,20-50 快速,50-80 总行程的70-80%,20 慢关模低压低压,15-30 低速,15-25 3-5 慢关模高压高压,100- 低速,15-30 慢开模一慢中或高压,80- 低速,20-35 行程较短,10-20 快开模快速中压,40-60 高速,50-80 总行程的70-80%,200 慢开模二慢低压,20-30 低速,10-30 较短,230 注:以上数值仅表达变化趋势(仅参考),不是一定这个范围,要根据实际注塑机的速度快慢调节。 3、设定储料参数和射出参数 先储料: 1)冷却时间: 考虑材料性能,Tg较高的无定型材料和结晶快的结晶型材料,冷却时间就短。 还要考虑模具结构和制品的结构,模具和制品很薄的,散热快,冷却时间短;厚模、厚制品,且较为封闭的,散热慢的,冷却时间长。 一般30-120秒。对于结构简单、薄壁、冷却快的,冷却时间短,一般10-15S。 2)储料1和储料2: 先要确定总储料量,根据制品和浇注系统凝料(水口料)的质量计算得到。由此确定储料2段的终止位置。 a.对于难塑化的材料、对制品均匀性要求较高的、对材料易吸水或含有挥发性小分子的、易卷入空气气泡的、含有无机填料的材料,储料压力要大,速度要慢。