0018算法笔记——【动态规划】流水作业调度问题与Johnson法则
0018算法笔记——【动态规划】流水作业调度问题与Johnson 法则
1、问题描述:
n个作业{1,2,…,n}要在由2台机器M1和M2组成的流水线上完成加工。每个作业加工的顺序都是先在M1上加工,然后在M2上加工。M1和M2加工作业i所需的时间分别为ai和bi。流水作业调度问题要求确定这n个作业的最优加工顺序,使得从第一个作业在机器M1上开始加工,到最后一个作业
在机器M2上加工完成所需的时间最少。
2、问题分析
直观上,一个最优调度应使机器M1没有空闲时间,且机器M2的空闲时间最少。在一般情况下,机器M2上会有机器空闲和作业积压2种情况。设全部作业的集合为N={1,2,…,n}。S是N的作业子集。在一般情况下,机器M1开始加工S中作业时,机器M2还在加工其他作业,要等时间t后才可利用。将这种情况下完成S中作业所需的最短时间记为T(S,t)。流水作业调度问题的最优值为T(N,0)。
设π是所给n个流水作业的一个最优调度,它所需的加工时间为
aπ(1)+T’。其中T’是在机器M2的等待时间为bπ(1)时,安排作业π(2),…,π(n)所需的时间。
记S=N-{π(1)},则有T’=T(S,bπ(1))。
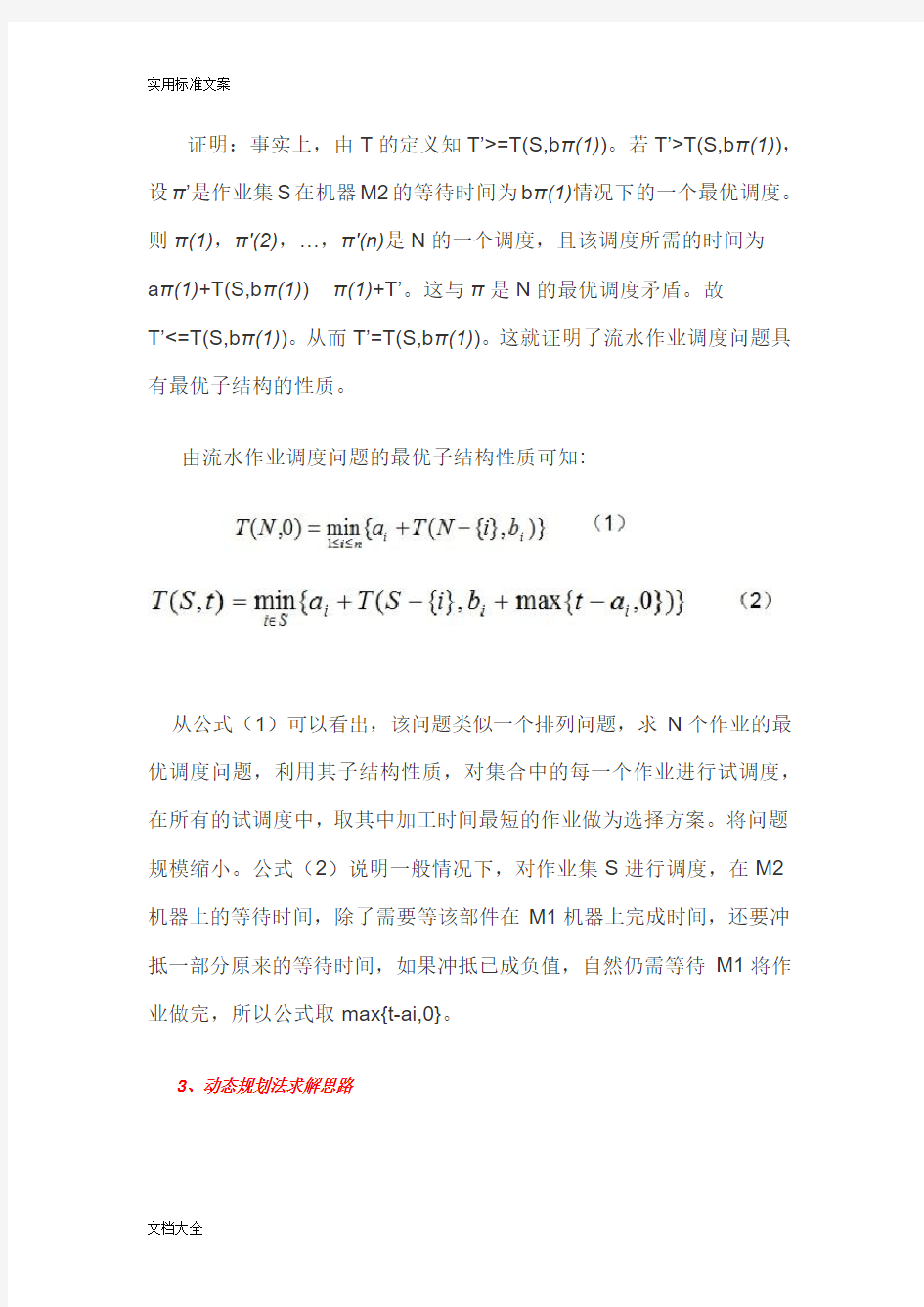
证明:事实上,由T的定义知T’>=T(S,bπ(1))。若T’>T(S,bπ(1)),设π’是作业集S在机器M2的等待时间为bπ(1)情况下的一个最优调度。则π(1),π'(2),…,π'(n)是N的一个调度,且该调度所需的时间为
aπ(1)+T(S,bπ(1)) T’<=T(S,bπ(1))。从而T’=T(S,bπ(1))。这就证明了流水作业调度问题具有最优子结构的性质。 由流水作业调度问题的最优子结构性质可知: 从公式(1)可以看出,该问题类似一个排列问题,求N个作业的最优调度问题,利用其子结构性质,对集合中的每一个作业进行试调度,在所有的试调度中,取其中加工时间最短的作业做为选择方案。将问题规模缩小。公式(2)说明一般情况下,对作业集S进行调度,在M2机器上的等待时间,除了需要等该部件在M1机器上完成时间,还要冲抵一部分原来的等待时间,如果冲抵已成负值,自然仍需等待M1将作业做完,所以公式取max{t-ai,0}。 3、动态规划法求解思路 假设有一组作业需要在M1和M2 两台机器上进行流水作业,他们在M1和M2上的作业时间如下表: 问题是如何安排他们的加工顺序,使得,到最后一个作业在机器M2上加工完成所需要的时间最少。也就是所有作业在两台机器全部加工完成所需的时间最少。 思路如下:考虑如果只有一个作业的情况,肯定所需时间就是它自身需要在M1和M2 上的加工时间总和;如果有两个作业就要考虑在两种不同的加工顺序下选取最优的一种作为候选,三个作业的时会出现三种组合情况(0,(1,2)); (1,(0,2)); (2,(0,1)),拿第一种为例,它表示先加工作业0,然后再按照作业1和作业2的优化顺序加工;将三种的作业时间计算出来,取最小值,即为三个作业的优化结果,同理可对更多的作业进行排序优化。具体做法是,用类似矩阵连乘的办法,自底向上将所有能的情况计算出来,并产生一个表,供后面的计算查用,减少重复计算的工作量。 对于j1 作业M2 的等待时间为b0,实际上在M2加工j0作业的同时,M1 并行加工j1,实际它需要等待b1-a0时间。 2+4+(5-4)+2=9 从J0和J1两个作业的加工顺序,可以看出,先加工J0后J1,所 用时间最短为9,将其填入表中,依此类推,即可得出最优解。 a4+a0+a2+a1+a3+[(b4+b0+b1+b2)-(a0+a1+a2+a3)]+b3 =1+2+3+4+6+[(7+5+2+3)-(2+4+3+6)]+1 =16+[17-15]+1=19 选其中加工时间短的作为候选方案;在具体计算时非最优子集不必 考虑,这样可以减少计算次数。 4、流水作业调度的Johnson法则 设兀是作业集S在机器M2的等待时间为t时的任一最优调度。若 在这个调度中,安排在最前面的两个作业分别是i 和j ,即π(1)=I,π(2)=j。 则有动态规划递归式可得 其中 如果作业i和j满足min{bi,aj} ≥min{bj,ai},则称作业i和j满足Johnson 不等式。如果作业i和j 不满足Johnson不等式,则交换作业i和j满足Johnson不等式。 证明:在作业集S中,对于机器M2 的等待时间为t的调度π,交换作业i和j 的加工顺序,得到作业集S 的另一个调度π’,它所需的加工时间为 当作业i和j 满足Johnson 不等式min{bi,aj} ≥min{bj,ai}时,有 从而 由此可得 因此,对任意t 有 从而,tij≤tji,由此可见,换句话说,当作业i 和j 不满足Johnson 不等式时,交换它们的加工顺序后,作业i和j满足Johnson 不等式,且不增加加工时间。由此可知,对于流水作业调度问题,必存在最优调度π,使得作业π(i)和π(i+1)满足Johnson 不等式: 这样的调度π称为满足Johnson 法则的调度。进一步还可以证明,调度满足Johnson 法则当且仅当对任意i 由此可知,任意两个满足Johnson 法则的调度具有相同的加工时间,从而所有满足Johnson 法则的调度均为最优调度。 5、流水作业调度问题Johnson算法 从上面的分析可知,流水作业调度问题一定存在满足Johnson法则 的最优调度,且容易由下面的算法确定: 流水作业调度问题的Johnson算法: (1)令N1={i|ai (2)将N1中作业按ai的非减序排序;将N2中作业按bi的非增序排序; (3)N1中作业接N2中作业构成满足Johnson法则的最优调度。 Johnson算法中分类及排序的作用(验证不等式)设数组c[]为排序后的作业排列,排序结果如下: 红线左侧满足a[c[i]]<=b[c[i]] 和a[c[i]]<=a[c[i+1]] 符合johnson 不等式,min(b[c[i]],a[c[i+1]])>=min(b[c[i+1]],a[c[i]])其调度顺序最优; 红线右侧满足b[c[i]]<=a[c[i]] 和b[c[i]]>=b[c[i+1]] 符合johnson 不等式,min(b[c[i]],a[c[i+1]])>=min(b[c[i+1]],a[c[i]])其调度顺序最优; 中间过渡部分横向比较,左侧a[c[i]]< b[c[i]] 右侧b[c[i+1]]<=a[c[i+1] ]满足min(b[c[i]],a[c[i+1]])>=min(b[c[i+1]],a[c[i]])其调度顺序也最优; 程序具体代码如下: [cpp]view plain copy 1.//3d9 动态规划流水作业调度问题 2.#include "stdafx.h" 3.#include https://www.360docs.net/doc/cd1088903.html,ing namespace std; 5. 6.const int N = 5; 7. 8.class Jobtype 9.{ 10.public: 11.int operator <=(Jobtype a) const 12. { 13.return(key<=a.key); 14. } 15.int key,index; 16.bool job; 17.}; 18. 19.int FlowShop(int n,int a[],int b[],int c[]); 20.void BubbleSort(Jobtype *d,int n);//本例采用冒泡排序 21. 22.int main() 23.{ 24.int a[] = {2,4,3,6,1}; 25.int b[] = {5,2,3,1,7}; 26.int c[N]; 27. 28.int minTime = FlowShop(N,a,b,c); 29. 30. cout<<"作业在机器1上的运行时间为:"< 31.for(int i=0; i 32. { 33. cout< 34. } 35. cout< 36. cout<<"作业在机器2上的运行时间为:"< 37.for(int i=0; i 38. { 39. cout< 40. } 41. cout< 42. 43. cout<<"完成作业的最短时间为:"< 44. cout<<"编号从0开始,作业调度的顺序为:"< 45.for(int i=0; i 46. { 47. cout< 48. } 49. cout< 50.return 0; 51.} 52. 53.int FlowShop(int n,int a[],int b[],int c[]) 54.{ 55. Jobtype *d = new Jobtype[n]; 56.for(int i=0; i 57. { 58. d[i].key = a[i]>b[i]?b[i]:a[i];//按Johnson法则分别取对应的b[i]或a[i] 值作为关键字 59. d[i].job = a[i]<=b[i];//给符合条件a[i] 60. d[i].index = i; 61. } 62. 63. BubbleSort(d,n);//对数组d按关键字升序进行排序 64. 65.int j = 0,k = n-1; 66. 67.for(int i=0; i 68. { 69.if(d[i].job) 70. { 71. c[j++] = d[i].index;//将排过序的数组d,取其中作业序号属于N1的从前面 进入 72. } 73.else 74. { 75. c[k--] = d[i].index;//属于N2的从后面进入,从而实现N1的非减序排序, N2的非增序排序 76. } 77. } 78. 79. j = a[c[0]]; 80. k = j+b[c[0]]; 81.for(int i=1; i 82. { 83. j += a[c[i]];//M1在执行c[i]作业的同时,M2在执行c[i-1]号作业,最短执行时 间取决于M1与M2谁后执行完 84. k = j 85. } 86. 87.delete d; 88.return k; 89.} 90. 91.//冒泡排序 92.void BubbleSort(Jobtype *d,int n) 93.{ 94.int i,j,flag; 95. Jobtype temp; 96. 97.for(i=0;i 98. flag = 0; 99.for(j=n-1;j>i;j--){ 100.//如果前一个数大于后一个数,则交换 101.if(d[j]<=d[j-1]){ 102. temp = d[j]; 103. d[j] = d[j-1]; 104. d[j-1] = temp; 105. flag = 1; 106. } 107. } 108.//如果本次排序没有进行一次交换,则break,减少了执行之间。 109.if(flag == 0){ 110.break; 111. } 112. } 113.} 运行结果如下: 实验名 称 作业调度 实验内容1、设计可用于该实验的作业控制块; 2、动态或静态创建多个作业; 3、模拟先来先服务调度算法和短作业优先调度算法。 3、调度所创建的作业并显示调度结果(要求至少显示出各作业的到达时间,服务时间,开始时间,完成时间,周转时间和带权周转时间); 3、比较两种调度算法的优劣。 实验原理一、作业 作业(Job)是系统为完成一个用户的计算任务(或一次事物处理)所做的工作总和,它由程序、数据和作业说明书三部分组成,系统根据该说明书来对程序的运行进行控制。在批处理系统中,是以作业为基本单位从外存调入内存的。 二、作业控制块J C B(J o b C o nt r o l Bl o ck) 作业控制块JCB是记录与该作业有关的各种信息的登记表。为了管理和调度作业,在多道批处理系统中为每个作业设置了一个作业控制块,如同进程控制块是进程在系统中存在的标志一样,它是作业在系统中存在的标志,其中保存了系统对作业进行管理和调度所需的全部信息。在JCB中所包含的内容因系统而异,通常应包含的内容有:作业标识、用户名称、用户帐户、作业类型(CPU 繁忙型、I/O 繁忙型、批量型、终端型)、作业状态、调度信息(优先级、作业已运行时间)、资源需求(预计运行时间、要求内存大小、要求I/O设备的类型和数量等)、进入系统时间、开始处理时间、作业完成时间、作业退出时间、资源使用情况等。 三、作业调度 作业调度的主要功能是根据作业控制块中的信息,审查系统能否满足用户作业的资源需求,以及按照一定的算法,从外存的后备队列中选取某些作业调入内存,并为它们创建进程、分配必要的资源。然后再将新创建的进程插入就绪队列,准备执行。 四、选择调度算法的准则 1).面向用户的准则 (1) 周转时间短。通常把周转时间的长短作为评价批处理系统的性能、选择作业调度方式与算法的重要准则之一。所谓周转时间,是指从作业被提交给系统开始,到作业完成为止的这段时间间隔(称 流水车间调度问题的研究 机械工程学院 2111302120 周杭超 如今,为了满足客户多样化与个性化的需求,多品种、小批量生产己经为一种重要的生产方式。与过去大批量、单一的生产方式相比,多品种、小批量生产可以快速响应市场,满足不同客户的不同需求,因此,受到越来越多的企业管理者的重视。特别是以流水线生产为主要作业方式的企业,企业管理者致力于研究如何使得生产均衡化,以实现生产批次的最小化,这样可以在不同批次生产不同品种的产品。在这种环境下,对于不同批次的产品生产进行合理调度排序就显得十分重要。 在传统的生产方式中,企业生产者总是力求通过增加批量来减小设备的转换次数,因此在生产不同种类的产品时,以产品的顺序逐次生产或用多条生产线同时生产。这样,必然会一次大批量生产同一产品,很容易造成库存的积压。在实际生产中如果需要生产A, B, C, D 四种产品各100件,各种产品的节拍都是1分钟,如果按照传统的做法,先生产出100件A产品,其次是B,然后是C,最后生产产品D。在这种情况下,这四种产品的总循环时间是400分钟。然而,假设客户要求的循环时间为200分钟(四种产品的需求量为50件),那么在200分钟的时间内就只能生产出产品A和产品B,因而不能满足客户需求,同时还会过量生产产品A和B,造成库存积压的浪费。这种生产就是非均衡的,如图1所示。 比较均衡的生产方式(图2 )是:在一条流水线上同时将四种产品 混在一起生产,并且确定每种品种一次生产的批量。当然,如果在混合生产时不需要对设备进行转换,那么单件流的生产方式是最好的。然而,在实际生产A, B, C , D 四种不同产品时,往往需要对流水线上的某些设备进行工装转换。单件流的生产方式在此难以实现,需要根据换装时间来确定每种产品一次生产的批量。同时,由于现实生产中不同产品在流水线上各台机器的加工时间很难相同,因此,流水线的瓶颈会随着产品组合的不同而发生变化。当同一流水线加工多产品,并且每种产品在各道工序(各台机器)的加工时间差异较大时,瓶颈就会在各道工序中发生变化,如何对各种产品的投产顺序进行优化以协调这些变化的瓶颈是生产管理中一个很重要的问题。 图1 图2 因而对流水线调度问题的研究正是迎合这种多品种、小批量生产方式的需要,我们要讨论得是如何对流水线上生产的不同产品的调度顺序进行优要化。 流水车间调度问题一般可以描述为n 个工件要在 m 台机器上加工,每个工件需要经过 m 道工序,每道工序要求不同的机器,n 个工件在 m 台机器上的加工顺序相同。工件在机器上的加工时间是给定的,设为(1,,;1,,)ij t i n j m ==L L 。问题的目标是确定个工件在每台机器上的最优加工顺序,使最大流程时间达到最小。 流水作业调度问题 描述: N个作业{1,2, ..... ,n}要在由两台机器M1和M2组成的流水线上完成加工。每个作业 加工的顺序都是先在M1上加工,然后在M2上加工。M1和M2加工作业i所需的时间分别为ai和bi , 1 < i < n。流水作业高度问题要求确定这n个作业的最优加工顺序,使得从第一个作业在机器M1上开始加工,到最后一个作业在机器M2上加工完成所需的时间最少。 可以假定任何任务一旦开始加工,就不允许被中断,直到该任务被完成,即非优先调度。输入: 输入包含若干个用例, 第一行为一个正整数K(1<=K<=1000), 表示用例个数, 接下来K 个用例,每个用例第一个为作业数N(1<=N<=1000),接下来N行,每行两个非负整数,分别表 示在第一台机器和第二台机器上加工时间。 输出: 每个用例用一行输出采用最优调度所用的总时间,即从第一台机器开始到第二台机器结束的时间。 样例输入: 1 4 5 6 12 2 4 14 8 7 样例输出: 33 假定直接按顺序进行完成,则机器1 可以不用考虑,因为作业1 完成后就可以完成作业 2,直到作业n,需要的时间为所有作业在机器1上的时间总和。 但是,机器2 上完成的时间呢? 机器2上完成的时间显示除了作业在机器2上完成的时间总和, 还要加上等待时间, 即要求先在机器1 上完成后,才能在机器2 上开始。 例如 5 6 12 2 两个作业,顺序如下: 按顺序,则在机器1 上进行作业1 需要5小时,后进行作业2, 需要12小时,和为17 小时; 机器2 上,作业1 只能从第5 小时开始,第11 小时完成,等待了5 小时,等到作业2 在机器1 上完成后(已经是第17时),再完成2小时,共19小时。机器2的等待时间总计为11 小时。 逆序,在机器1上进行作业2需要12小时,后进行作业1 需要5小时,和为17小时, 1、问题描述: n个作业{1,2,…,n}要在由2台机器M1和M2组成的流水线上完成加工。每个作业加工的顺序都是先在M1上加工,然后在M2上加工。M1和M2加工作业i所需的时间分别为ai和bi。流水作业调度问题要求确定这n个作业的最优加工顺序,使得从第一个作业在机器M1上开始加工,到最后一个作业在机器M2上加工完成所需的时间最少。 2、问题分析 直观上,一个最优调度应使机器M1没有空闲时间,且机器M2的空闲时间最少。在一般情况下,机器M2上会有机器空闲和作业积压2种情况。设全部作业的集合为N={1,2,…,n}。S是N的作业子集。在一般情况下,机器M1开始加工S中作业时,机器M2还在加工其他作业,要等时间t后才可利用。将这种情况下完成S中作业所需的最短时间记为T(S,t)。流水作业调度问题的最优值为T(N,0)。 设π是所给n个流水作业的一个最优调度,它所需的加工时间为 aπ(1)+T’。其中T’是在机器M2的等待时间为bπ(1)时,安排作业 π(2),…,π(n)所需的时间。 记S=N-{π(1)},则有T’=T(S,bπ(1))。 证明:事实上,由T的定义知T’>=T(S,bπ(1))。若T’>T(S,bπ(1)),设π’是作业集S在机器M2的等待时间为bπ(1)情况下的一个最优调度。 则π(1),π'(2),…,π'(n)是N的一个调度,且该调度所需的时间为 aπ(1)+T(S,bπ(1)) 实验二作业调度 一. 实验题目 1、编写并调试一个单道处理系统的作业等待模拟程序。 作业调度算法:分别采用先来先服务(FCFS,最短作业优先(SJF)、响应 比高者优先(HRN的调度算法。 (1)先来先服务算法:按照作业提交给系统的先后顺序来挑选作业, 先提交的先被挑选。 (2)最短作业优先算法:是以进入系统的作业所提出的“执行时间”为标准, 总是优先选取执行时间最短的作业。 (3)响应比高者优先算法:是在每次调度前都要计算所有被选作业(在后备队列中)的响应比,然后选择响应比最高的作业执行。 2、编写并调度一个多道程序系统的作业调度模拟程序。 作业调度算法:采用基于先来先服务的调度算法。可以参考课本中的方法进 行设计。 对于多道程序系统,要假定系统中具有的各种资源及数量、调度作业时必须考虑到每个作业的资源要求。 二. 实验目的: 本实验要求用高级语言(C语言实验环境)编写和调试一个或多个作业调度的模拟程序,了解作业调度在操作系统中的作用,以加深对作业调度算法的理解 三. 实验过程 < 一>单道处理系统作业调度 1)单道处理程序作业调度实验的源程序: zuoye.c 执行程序: zuoye.exe 2)实验分析: 1、由于在单道批处理系统中,作业一投入运行,它就占有计算机的一切资 源直到作业完成为止,因此调度作业时不必考虑它所需要的资源是否得到 满足,它所占用的CPU时限等因素。 2、每个作业由一个作业控制块JCB表示,JCB可以包含如下信息:作业名、 提交时间、所需的运行时间、所需的资源、作业状态、链指针等等。作业 的状态可以是等待W(Wait)、运行R(Run)和完成F(Finish)三种状态之一 每个作业的最初状态总是等待W 3、对每种调度算法都要求打印每个作业幵始运行时刻、完成时刻、周转时 间、带权周转时间,以及这组作业的平均周转时间及带权平均周转时间 3) 流程图: .最短作业优先算法 三.高响应比算法 图一.先来先服务流程图 4) 源程序: #in elude 先来先服务FCFS和短作业优先SJF进程调度算法 1、实验目的 通过这次实验,加深对进程概念的理解,进一步掌握进程状态的转变、进程调度的策略及对系统性能的评价方法。 2、需求分析 (1) 输入的形式和输入值的范围 输入值:进程个数Num 范围:0 说明本程序中用到的所有抽象数据类型的定义、主程序的流程以及各程序模块之间的层次(调用)关系。 4、详细设计 5、调试分析 (1)调试过程中遇到的问题以及解决方法,设计与实现的回顾讨论和分析 ○1开始的时候没有判断进程是否到达,导致短进程优先算法运行结果错误,后来加上了判断语句后就解决了改问题。 ○2 基本完成的设计所要实现的功能,总的来说,FCFS编写容易,SJF 需要先找到已经到达的进程,再从已经到达的进程里找到进程服务时间最短的进程,再进行计算。 (2)算法的改进设想 改进:即使用户输入的进程到达时间没有先后顺序也能准确的计算出结果。(就是再加个循环,判断各个进程的到达时间先后,组成一个有序的序列) (3)经验和体会 通过本次实验,深入理解了先来先服务和短进程优先进程调度算法的思想,培养了自己的动手能力,通过实践加深了记忆。 6、用户使用说明 (1)输入进程个数Num 第一部分流水施工 一、习题精析 (一)、单项选择题 1.流水施工的施工过程和流水强度属于() A、技术参数 B、时间参数 C、工艺参数 D、空间参数 2.由于某工程项目在第i施工段上的第2施工过程采用新技术施工,无标准定额可循,所以只能根据相关专家经验估算其流水节拍。已知对该施工过程进行估算得到的最短估算时间、最长估算时间、最可能估算时间分别为12d、22d、14d,则该施工过程的期望时间应为( ) A.15d B.16d C.18d D.14d 3.在流水施工中,造成专业队窝工是由于出现( ) A. M0=N B. M0>N C、M0 <N D、M0≤N 4.某项目组成甲、乙、丙、丁共4个专业队在5个段上进行无节奏流水施工,各队的流水节拍分别是:甲队为3、5、3、2、2周,乙队为2、3、1、4、5周,丙队为4、1、3、2、5周,丁队为 5、3、4、2、1周,该项目总工期为( )周。 A.91 B.30 C.26 D.24 5.浇筑混凝土后需要保证一定的养护时间,这就可能产生流水施工的( )。 A.流水步距 B.流水节拍 C.技术间歇 D.组织间歇 6.由5个熟练木工组成的木工队,在异型混凝土浇注段上制作安装100m2的特殊曲面木模。根据企业的统计资料,已知一般曲面木模的制作安装每工日完成5 m2,特殊曲面木模的难度系数为2.,每天两班工作制,则木工队在该施工的流水节拍为() A、4天 B、6天 C.8天 D.10天 7.某项目组成了甲、乙、丙、丁共4个专业队进行等节奏流水施工,流水节拍为6周,最后一个专业队(丁队)从进场到完成各施工段的施工共需30周。根据分析,乙与甲、丙与乙之间各需2周技术间歇,而经过合理组织,丁对丙可插入3周进厂,该项总工期为()周。 A.49 B.52 C.55 D.56 8.某工程有2个施工过程,技术上不准搭接,划分4个流水段,组织2个专业队进行等节奏流水施工,流水节拍为4天,则该工程的工期为( )天。 A.18 B.20 c.22 D.24 9.全长l0km的一级公路,按照异节奏流水组织施工,计划分10段施工,每段长lKm,分路槽开挖、路基、路面和配套设施4个施工过程,预计各施工过程单段施工时间分别为20天、40天、40天和20天,则公路工程计算总工期为( )。 A.120天 B.300天 C.320天D,1200天 10.某工程有3个施工过程进行施工,其流水节拍分别为4天、2天、6天,这三个施工过程组成成倍节拍流水,计算总工期为( )。 A.14天 B.16天 C.18天 D.20天 物流运筹实务课程设计 题目:置换流水车间调度问题的MATLAB求解置换流水车间调度问题的MATLAB求解 目录 一、前言 (5) 二、问题描述 (6) 三、算法设计 (7) 四、实验结果 (15) 摘要 自从Johnson 1954年发表第一篇关于流水车间调度问题的文章以来.流水车间调度问题引起了许多学者的关注。安排合理有效的生产调度是生产活动能井然有序开展,生产资源得到最佳配置,运作过程简明流畅的有力保证。流水车间调度问题是许多实际流水线生产调度问题的简化模型。它无论是在离散制造工业还是在流程工业中都具有广泛的应用。因此,对进行研究具有重要的理论意义和工程价值。流水线调度问题中一个非常典型的问题,而置换流水线调度问题作为FSP问题的子问题,是一个著名的组合优化问题。该问题是一个典型的NP难问题,也是生产管理的核心内容。随着生产规模的扩大,流水线调度问题的优化对提高资源利用率的作用越来越大,因此对其研究具有重要的 理论和现实意义。 关键字:流水车间,单件小批量生产,jsp模型,Matlab 前言 企业资源的合理配置和优化利用很大程度上体现在车间一层的生产活动中,所以加强车间层的生产计划与控制一直在企业生产经营活动中占有十分重要的地位。车间生产计划与控制的核心理论是调度理论。车间调度问题是一类重要的组合优化问题。为适应订货式、多品种、小批量生产的需要,引进了置换流水车间调度概念。在置换流水车间调度优化后,可以避免或大大减少流程工作时间、提高生产效率。因此,研究成组技术下车间调度问题是很有必要的。生产调度,即对生产过程进行作业计划,是整个个先进生产制造系统实现管理技术、优化技术、白动化与计算机技术发展的核心。置换流水车间调度问题是许多实际生产调度问题的简化模型。生产计划与调度直接关系着企业的产出效率和生产成本,有效的计划与调度算法能最大限度地提高企业的效益。调度问题是组合优化问题,属于NP问题,难以用常规力一法求解。随着制造业的快速发展,大规模定制生产、全球化制造等思想的提出,使车间调度问题呈现出以下的新特点:约束条件多,时间复杂度高,空问复杂度高。这将导致在许多情况下,求解所建立的数学模型的快速性无法满 //流水作业调度.cpp :定义控制台应用程序的入口点。 #i nclude"stdafx.h" #in elude JOB* rk = new JOB[c]; b = c = 0; for (int a = 0; a < NUM; a++)//divide { if (temp[a].type == 0) wo[b++] = temp[a]; else rk[c++] = temp[a]; } //sort wo for (int m = 0; m < b; m++) for (i nt n = m + 1; n < b; n++) if (wo[n].a < wo[m].a) { JOB job=wo[m]; wo[m] = wo[ n]; wo[n] = job; } //sort rk for (int m = 0; m < c; m++) for (int n = m + 1; n < c; n++) if (rk[n].b > rk[m].b) { JOB job = rk[m]; rk[m] = rk[ n]; rk[n] = job; } for (int m = 0; m < b; m++) temp[m] = wo[m]; for (int m = b ,n=0; m < NUM; m++,n++) temp[m] = rk[ n]; } void In put( JOB* temp ) { for (int a = 0; a < NUM; a++) { cout << a + 1 << ":\n A:"; cin >> temp[a].a; cout << " B:"; cin >> temp[a].b; or 0 temp[a].type = temp[a].a > temp[a].b ? 1 : 0;//a>b 1 temp[a].i ndex = a + 1; 作业调度实验报告 Document number:NOCG-YUNOO-BUYTT-UU986-1986UT 实验二作业调度 一.实验题目 1、编写并调试一个单道处理系统的作业等待模拟程序。 作业调度算法:分别采用先来先服务(FCFS),最短作业优先(SJF)、响应比高者优先(HRN)的调度算法。 (1)先来先服务算法:按照作业提交给系统的先后顺序来挑选作业,先提交的先被挑选。 (2)最短作业优先算法:是以进入系统的作业所提出的“执行时间”为标准,总是优先选取执行时间最短的作业。 (3)响应比高者优先算法:是在每次调度前都要计算所有被选作业(在后备队列中)的响应比,然后选择响应比最高的作业执行。 2、编写并调度一个多道程序系统的作业调度模拟程序。 作业调度算法:采用基于先来先服务的调度算法。可以参考课本中的方法进行设计。 对于多道程序系统,要假定系统中具有的各种资源及数量、调度作业时必须考虑到每个作业的资源要求。 二.实验目的: 本实验要求用高级语言(C语言实验环境)编写和调试一个或多个作业调度的模拟程序,了解作业调度在操作系统中的作用,以加深对作业调度算法的理解三 .实验过程 <一>单道处理系统作业调度 1)单道处理程序作业调度实验的源程序: 执行程序: 2)实验分析: 1、由于在单道批处理系统中,作业一投入运行,它就占有计算机的一切资源直到作业完成为止,因此调度作业时不必考虑它所需要的资源是否得到满足,它所占用的 CPU 时限等因素。 2、每个作业由一个作业控制块JCB 表示,JCB 可以包含如下信息:作业名、提交时间、所需的运行时间、所需的资源、作业状态、链指针等等。作业的状态可以是等待W(Wait)、运行R(Run)和完成F(Finish)三种状态之一。每个作业的最初状态总是等待W 。 3、对每种调度算法都要求打印每个作业开始运行时刻、完成时刻、周转时间、带权周转时间,以及这组作业的平均周转时间及带权平均周转时间。 3)流程图: 二.最短作业优先算法 三.高响应比算法 图一.先来先服务流程图 4)源程序: #include <> #include <> #include <> #define getpch(type) (type*)malloc(sizeof(type)) #define NULL 0 int n; float T1=0,T2=0; int times=0; struct jcb .\n",p->name); free(p); .wait...",time); if(times>1000) 代替 代替 0018算法笔记——【动态规划】流水作业调度问题与Johnson 法则 1、问题描述: n个作业{1,2,…,n}要在由2台机器M1和M2组成的流水线上完成加工。每个作业加工的顺序都是先在M1上加工,然后在M2上加工。M1和M2加工作业i所需的时间分别为ai和bi。流水作业调度问题要求确定这n个作业的最优加工顺序,使得从第一个作业在机器M1上开始加工,到最后一个作业 在机器M2上加工完成所需的时间最少。 2、问题分析 直观上,一个最优调度应使机器M1没有空闲时间,且机器M2的空闲时间最少。在一般情况下,机器M2上会有机器空闲和作业积压2种情况。设全部作业的集合为N={1,2,…,n}。S是N的作业子集。在一般情况下,机器M1开始加工S中作业时,机器M2还在加工其他作业,要等时间t后才可利用。将这种情况下完成S中作业所需的最短时间记为T(S,t)。流水作业调度问题的最优值为T(N,0)。 设π是所给n个流水作业的一个最优调度,它所需的加工时间为 aπ(1)+T’。其中T’是在机器M2的等待时间为bπ(1)时,安排作业π(2),…,π(n)所需的时间。 记S=N-{π(1)},则有T’=T(S,bπ(1))。 证明:事实上,由T的定义知T’>=T(S,bπ(1))。若T’>T(S,bπ(1)),设π’是作业集S在机器M2的等待时间为bπ(1)情况下的一个最优调度。则π(1),π'(2),…,π'(n)是N的一个调度,且该调度所需的时间为 aπ(1)+T(S,bπ(1)) 作业调度 一、实验目的 1、对作业调度的相关内容作进一步的理解。 2、明白作业调度的主要任务。 3、通过编程掌握作业调度的主要算法。 二、实验内容及要求 1、对于给定的一组作业, 给出其到达时间和运行时间,例如下表所示: 2、分别用先来先服务算法、短作业优先和响应比高者优先三种算法给出作业的调度顺序。 3、计算每一种算法的平均周转时间及平均带权周转时间并比较不同算法的优劣。 测试数据 workA={'作业名':'A','到达时间':0,'服务时间':6} workB={'作业名':'B','到达时间':2,'服务时间':50} workC={'作业名':'C','到达时间':5,'服务时间':20} workD={'作业名':'D','到达时间':5,'服务时间':10} workE={'作业名':'E','到达时间':12,'服务时间':40} workF={'作业名':'F','到达时间':15,'服务时间':8} 运行结果 先来先服务算法 调度顺序:['A', 'B', 'C', 'D', 'E', 'F'] 周转时间: 带权周转时间: 短作业优先算法 调度顺序:['A', 'D', 'F', 'C', 'E', 'B'] 周转时间: 带权周转时间:1. 响应比高者优先算法 调度顺序:['A', 'D', 'F', 'E', 'C', 'B'] 周转时间: 带权周转时间: 五、代码 #encoding=gbk workA={'作业名':'A','到达时间':0,'服务时间':6,'结束时间':0,'周转时间':0,'带权周转时间':0} workB={'作业名':'B','到达时间':2,'服务时间':50} workC={'作业名':'C','到达时间':5,'服务时间':20} workD={'作业名':'D','到达时间':5,'服务时间':10} workE={'作业名':'E','到达时间':12,'服务时间':40} workF={'作业名':'F','到达时间':15,'服务时间':8} list1=[workB,workA,workC,workD,workE,workF] list2=[workB,workA,workC,workD,workE,workF] list3=[workB,workA,workC,workD,workE,workF] #先来先服务算法 def fcfs(list): resultlist = sorted(list, key=lambda s: s['到达时间']) return resultlist #短作业优先算法 def sjf(list): time=0 resultlist=[] for work1 in list: time+=work1['服务时间'] listdd=[] ctime=0 for i in range(time): for work2 in list: if work2['到达时间']<=ctime: (work2) if len(listdd)!=0: li = sorted(listdd, key=lambda s: s['服务时间']) (li[0]) (li[0]) ctime+=li[0]['服务时间'] listdd=[] // 流水作业调度.cpp : 定义控制台应用程序的入口点。#include"stdafx.h" #include JOB* rk = new JOB[c]; b = c = 0; for (int a = 0; a < NUM; a++)//divide { if (temp[a].type == 0) wo[b++] = temp[a]; else rk[c++] = temp[a]; } //sort wo for (int m = 0; m < b; m++) for (int n = m + 1; n < b; n++) if (wo[n].a < wo[m].a) { JOB job=wo[m]; wo[m] = wo[n]; wo[n] = job; } //sort rk for (int m = 0; m < c; m++) for (int n = m + 1; n < c; n++) if (rk[n].b > rk[m].b) { JOB job = rk[m]; rk[m] = rk[n]; rk[n] = job; } for (int m = 0; m < b; m++) temp[m] = wo[m]; for (int m = b ,n=0; m < NUM; m++,n++) temp[m] = rk[n]; } void Input( JOB* temp ) { for (int a = 0; a < NUM; a++) { cout << a + 1 << ":\n A:"; cin >> temp[a].a; cout << " B:"; cin >> temp[a].b; temp[a].type = temp[a].a > temp[a].b ? 1 : 0;//a>b 1 or 0 temp[a].index = a + 1; } 实验二作业调度 一.实验题目 1、编写并调试一个单道处理系统的作业等待模拟程序。 作业调度算法:分别采用先来先服务(FCFS),最短作业优先(SJF)的调度算法。 (1)先来先服务算法:按照作业提交给系统的先后顺序来挑选作业,先提交的先被挑选。 (2)最短作业优先算法:是以进入系统的作业所提出的“执行时间”为标准,总是优先选取执行时间最短的作业。 二.实验目的: 本实验要求用高级语言(C语言实验环境)编写和调试一个或多个作业调度的模拟程序,了解作业调度在操作系统中的作用,以加深对作业调度算法的理解 三.实验过程 <一>单道处理系统作业调度 1)单道处理程序作业调度实验的源程序: zuoye.c 执行程序: zuoye.exe 2)实验分析: 1、由于在单道批处理系统中,作业一投入运行,它就占有计算机的一切资源直到作业 完成为止,因此调度作业时不必考虑它所需要的资源是否得到满足,它所占用的 CPU 时限等因素。 2、每个作业由一个作业控制块JCB表示,JCB可以包含如下信息:作业名、提交时间、 所需的运行时间、所需的资源、作业状态、链指针等等。作业的状态可以是等待 W(Wait)、运行R(Run)和完成F(Finish)三种状态之一。每个作业的最初状态总是等待W。 3、对每种调度算法都要求打印每个作业开始运行时刻、完成时刻、周转时间、带权周 转时间,以及这组作业的平均周转时间及带权平均周转时间。 3)流程图: 代替 二.最短作业优先算法 代替 三.高响应比算法 图一.先来先服务流程图 4)源程序: #include 动态规划-流水作业调度报告 C1 问题描述和分析 N个作业{1,2,………,n}要在由两台机器M1和M2组成的流水线上完成加工。每个作业加工的顺序都是先在M1上加工,然后在M2上加工。M1和M2加工作业i所需的时间分别为ai和bi,1≤i≤n。流水作业高度问题要求确定这n个作业的最优加工顺序,使得从第一个作业在机器M1上开始加工,到最后一个作业在机器M2上加工完成所需的时间最少。 设全部作业的集合为N={1,2,…,n}, S?N,,一般情况下,机器M1开始加工作业S时,机器M2还在加工其他作业,要等时间t后才可利用.将这种情况下完成S中作业所需的最短时间记为T(S,t).流水作业调度的最优值为T(N,0) 即,设π是所给n个流水作业的一个最优调度,它所需的加工时间为a(π1)+T’.其中T’是在此机器M2的等待时间为b(π1)时,安排作业π1, π2,…πn所需时间. 所以S=N-{π1},有T’=T(S,b(π1)). 由T的定义知T’≥T(S,b(π1)).若T’>T(S,b(π1)),设π’是作业集S在机器M2的等待时间为b(π1)情况下的一个最优调度.则π1, π’2,…, π’n是N的一个调度,且该调度所需的时间为a(π1)+T(S,b(π1))<a(π1)+T’.这与π是N的最优调度矛盾.故T’≤ T(S,b(π1).从而T’=T(S,b(π1). 即当机器M1为空闲即未安排任何加工任务时,则任何一个作业的第一个任务(第一道工序)都可以立即在M1上执行,无须任何先决条件。因此容易知道,必有一个最优调度使得在M1上的加工是无间断的。实际上,如某个最优调度π在M1上安排的加工是有间断的,则我们可以把所有在M1上出现间断处的任务的开始加工时间提前,使得在M1上的加工是无间断的;而在M2上仍按π原先的安排。把这样调整之后的调度记作为π’。由于在调度π’下,任何一个任务在M1上加工的结束时间不晚于在调度π下的结束时间,故调度π’不会影响在M2上进行加工的任何一个任务的开始时间。由于调度π’在M1上的结束时间早于调度π,在M2上的结束时间与调度π相同,而π又是最优调度,所以π’也是最优调度。由此我们得到:一定有一个最优调度使得在M1上的加工是无间断的。另外,也一定有一个最优调度使得在M2上的加工空闲时间(从O时刻起算)为最小,同时还满足在M1上的加工是无间断的。(证明留作作业)因此,如果我们的目标是只需找出一个最优调度,我们可以考虑找:在M1上的加工是无间断的、同时使M2的空闲时间为最小的最优调度。(根据上述理由,这样的最优调度一定存在。)可以证明,若在M2上的加工次序与在M1上的加工次序不同,则只可能增加加工时间(在最好情况下,增加的时间为O)。也就是说,在M1上的加 实验项 目名称 作业调度 实验目的及要求一、实验目的: 1、通过模拟作业调度算法的设计加深对作业管理基本原理的理解。 2、深入了解批处理系统如何组织作业、管理作业和调度作业。 3、掌握作业调度算法。 二、实验要求: 1、编写程序完成实验内容; 2、对测试数据进行分析; 3、撰写实验报告。 实验内容1、设计可用于该实验的作业控制块; 2、动态或静态创建多个作业; 3、模拟先来先服务调度算法和短作业优先调度算法。 3、调度所创建的作业并显示调度结果(要求至少显示出各作业的到达时间,服务时间,开始时间,完成时间,周转时间和带权周转时间); 3、比较两种调度算法的优劣。 实验原理一、作业 作业(Job)是系统为完成一个用户的计算任务(或一次事物处理)所做的工作总和,它由程序、数据和作业说明书三部分组成,系统根据该说明书来对程序的运行进行控制。在批处理系统中,是以作业为基本单位从外存调入内存的。 二、作业控制块J C B(J o b C o n t ro l B lo c k) 作业控制块JCB是记录与该作业有关的各种信息的登记表。为了管理和调度作业,在多道批处理系统中为每个作业设置了一个作业控制块,如同进程控制块是进程在系统中存在的标志一样,它是作业在系统中存在的标志,其中保存了系统对作业进行管理和调度所需的全部信息。在JCB中所包含的内容因系统而异,通常应包含的内容有:作业标识、用户名称、用户帐户、作业类型(CPU 繁忙型、I/O 繁忙型、批量型、终端型)、作业状态、调度信息(优先级、作业已运行时间)、资源需求(预计运行时间、要求内存大小、要求I/O设备的类型和数量等)、进入系统时间、开始处理时间、作业完成时间、作业退出时间、资源使用情况等。 三、作业调度 作业调度的主要功能是根据作业控制块中的信息,审查系统能否满足用户作业的资源需求,以及 FCFS和SJF进程调度算法实验报告 【实验题目】:编写程序,实现FCFS和SJF算法,模拟作 业调度过程,加深对作业调度的理解。 【实验内容】 实现FCFS和SJF调度算法。 –数据结构设计(JCB,后备作业队列) –算法实现与模拟(排序、调度) –输出调度结果,展示调度过程并解释 【实验要求】 1. 设计作业控制块(JCB)的数据结构 –应包含实验必须的数据项,如作业ID、需要的服务时间、进入系 统时间、完成时间,以及实验者认为有必要的其他数据项。 2. 实现排序算法(将作业排队) –策略1:按“进入系统时间”对作业队列排序(FCFS) –策略2:按“需要的服务时间”对作业队列排序(SJF) 3. 实现调度过程模拟 (1)每个作业用一个JCB表示,如果模拟FCFS,按策略1将作业排队,如果模拟SJF,按策略2将作业排队(2)选择队首的作业,将其从后备队列移出 (3)(作业运行过程,在本实验中,无需实现,可认为后备队列的 作业一但被调度程序选出,就顺利运行完毕,可以进入第4步) (4)计算选中作业的周转时间 (5)进行下一次调度(去往第2步) 4.实现结果输出 –输出作业状态表,展示调度过程 ?初始作业状态(未调度时) ?每次调度后的作业状态 设计作业控制块(JCB)的数据结构 每个作业由一个作业控制块JCB表示,JCB可以包含如下信息:作业名、提交时间、所需的运行时间、所需的资源、作业状态、链指针等等。具体结构如下:typedef struct jcb{ char name[10]; /* 作业名*/ char state; /* 作业状态*/ int ts; /* 提交时间*/ float super; /* 优先权*/ int tb; /* 开始运行时间*/ int tc; /* 完成时间*/ float ti; /* 周转时间*/ float wi; /* 带权周转时间*/ int ntime; /* 作业所需运行时间*/ char resource[10]; /* 所需资源*/ struct jcb *next; /* 结构体指针*/ } JCB; JCB *p,*tail=NULL,*head=NULL; 作业的状态可以是等待W(Wait)、运行R(Run)和完成F(Finish)三种状态之一。每个作业的最初状态总是等待W。,组成一个后备队列等待,总是首先调度等待队列中队首的作业。 作业调度实验 一.实验目的及要求: 用高级语言编写和调试一个或多个作业调度的模拟程序,以加深对作业调度算法的理解。 二. 实验环境: 操作系统:Windows XP 编译环境:Visual C++ 6.0 三.算法描述 由于在单道批处理系统中,作业一投入运行,它就占有计算机的一切资源直到作业完成为止,因此调度作业时不必考虑它所需要的资源是否得到满足,它所占用的 CPU时限等因素。 作业调度算法:采用先来先服务(FCFS)调度算法,即按作业提交的先后次序进行调度。总是首先调度在系统中等待时间最长的作业。 每个作业由一个作业控制块JCB表示,JCB可以包含如下信息:作业名、提交时间、所需的运行时间、所需的资源、作业状态、链指针等等。 作业的状态可以是等待W(Wait)、运行R(Run)和完成F(Finish)三种状态之一。每个作业的最初状态总是等待W。 各个等待的作业按照提交时刻的先后次序排队,总是首先调度等待队列中队首的作业。 每个作业完成后要打印该作业的开始运行时刻、完成时刻、周转时间和带权周转时间,这一组作业完成后要计算并打印这组作业的平均周转时间、带权平均周转时间。 四. 实验步骤: 1.、作业等待算法:分别采用先来先服务(FCFS),最短作业优先(SJF)调度算法。 对每种调度算法都要求打印每个作业开始运行时刻、完成时刻、周转时间、带权周转时间。 2.程序流程图 3、程序源码结构: void main() { void fcfs(); void sjf(); ... while(1){ printf("\n\t\t/* 1、fcfs */"); printf("\n\t\t/* 2、sjf */"); printf("\n\t\t/* 0、Exit */\n"); printf("\n\n\t请选择:\t"); scanf("%d",&a); printf("\n"); switch(a){ case 1: fcfs();break; case 2: sjf();break; default: break; } if(a!=1&&a!=2) break; } }作业调度_实验报告
流水车间调度问题的研究-周杭超
流水作业调度问题
0018算法笔记——【动态规划】流水作业调度问题与Johnson法则
作业调度实验报告
先来先服务FCFS和短作业优先SJF进程调度算法_实验报告材料
施工组织流水作业练习 2
置换流水车间调度问题的MATLAB求解
流水作业调度完整代码
作业调度实验报告
0018算法笔记——【动态规划】流水作业调度问题与Johnson法则
操作系统实验报告-作业调度
流水作业调度完整代码
操作系统作业调度实验报告
动态规划-流水作业调度报告
作业调度实验报告
FCFS和SJF进程调度算法实验报告
操作系统实验报告-作业调度实验