风扇叶片注射模具设计概要
风扇叶片注射模具设计概要
-----------------------作者:-----------------------日期:
第1章注射模可行性分析
1.1注射模设计的特点
塑料注射模塑能一次性地成型形状复杂、尺寸精确或嵌件的塑料制品。在注射模设计时。必须充分注意以下三个特点:
(1)塑料熔体大多属于假塑料液体,能剪切变稀。它的流动性依赖于物料品种、剪切速率、温度和压力。因此须按其流变特性来设计浇注系统,并校验型腔压力及锁模力。
(2)视注射模为承受很高型腔压力的耐压容器。应在正确估算模具型腔压力的基础上,进行模具的结构设计。为保证模具的闭合、成型、开模、脱模和侧抽芯的可靠进行,模具零件和塑件的刚度与强度等力学问题必须充分考虑。
(3)在整个成型周期中,塑件—模具—环境组成了一个动态的热平衡系统。将塑件和金属模的传热学原理应用于模具的温度调节系统的设计,以确保制品质量和最佳经济指标的实现。
1.2注射模组成
凡是注射模,均可分为动模和定模两大部件。注射充模时动模和定模闭合,构成型腔和浇注系统;开模时定模和动模分离,取出制件。定模安装在注射机的固定板上,动模则安装在注射机的移动模板上。根据模具上各个零件的不同功能,可由一下个系统或机构组成。
(1)成型零件
指构成型腔,直接与熔体相接触并成型塑料制件的零件。通常有凸模、型芯、成型杆、凹模、成型环、镶件等零件。在动模和动模闭合后,成型零件确定了塑件的部和外部轮廓尺寸。
(2)浇注系统
将塑料熔体由注射机喷嘴引向型腔的流道称为浇注系统,由主流道、分流道、浇口和冷料井组成。
(3)导向与定位机构
为确保动模与定模闭合时,能准确导向和定位对中,通常分别在动模和定模上设置导柱和导套。深腔注射模还须在主分型面上设置锥面定位,有时为保证脱模机构的准确运动和复位,也设置导向零件。
(4)脱模机构
是指模具开模过程的后期,将塑件从模具中脱出的机构。
(5)侧向分型抽芯机构
带有侧凹或侧孔的塑件,在被脱出模具之间,必须先进行侧向分型或拔出侧向凸模或抽出侧型芯。
(6)温度调节系统
为了满足注射工艺对模具温度的要求,模具设有冷却或加热额的温度调节系统。模具冷却,一般在模板开设冷却水道,加热则在模具或周边安装点加热元件,有的注射模须配备模温自动调节装置。
(7)排气系统
为了在注射充模过程中将型腔原有气体排出,常在分型面处开设排气槽。小型腔的排气量不大,可直接利用分型面排气,也可利用模具的顶杆或型芯与配合孔之间间隙排气。大型注射模须预先设置专用排气槽。
1.3塑料风叶设计与分析
风叶是利用一定空间曲面的叶片,通过主体的高速旋转产生风能。以前,大都是采用金属片材,经过模压制成风叶片。然后与风叶主体固定安装成风叶。由于模压叶片和装配等方面的原因,往往风叶的静、动平衡难以达到设计要求。经过较长时间的,由于涂层刮伤或脱落,以产生锈蚀,而且风叶的颜色单调,色泽不佳,不适合现代化(宾馆,大厦)等的通风排气和生活的需要。塑料风叶的优点在与:可以一次注射成型,不须装配、校正,省能省电;重量轻、惯性小,色彩丰富,色泽好,具有良好的动平衡性(塑料风叶叶片良好的弹性,在高速旋转过程中能适度地自动调节叶片的相对位置,使叶片处于良好的平衡状态)和装潢效果。
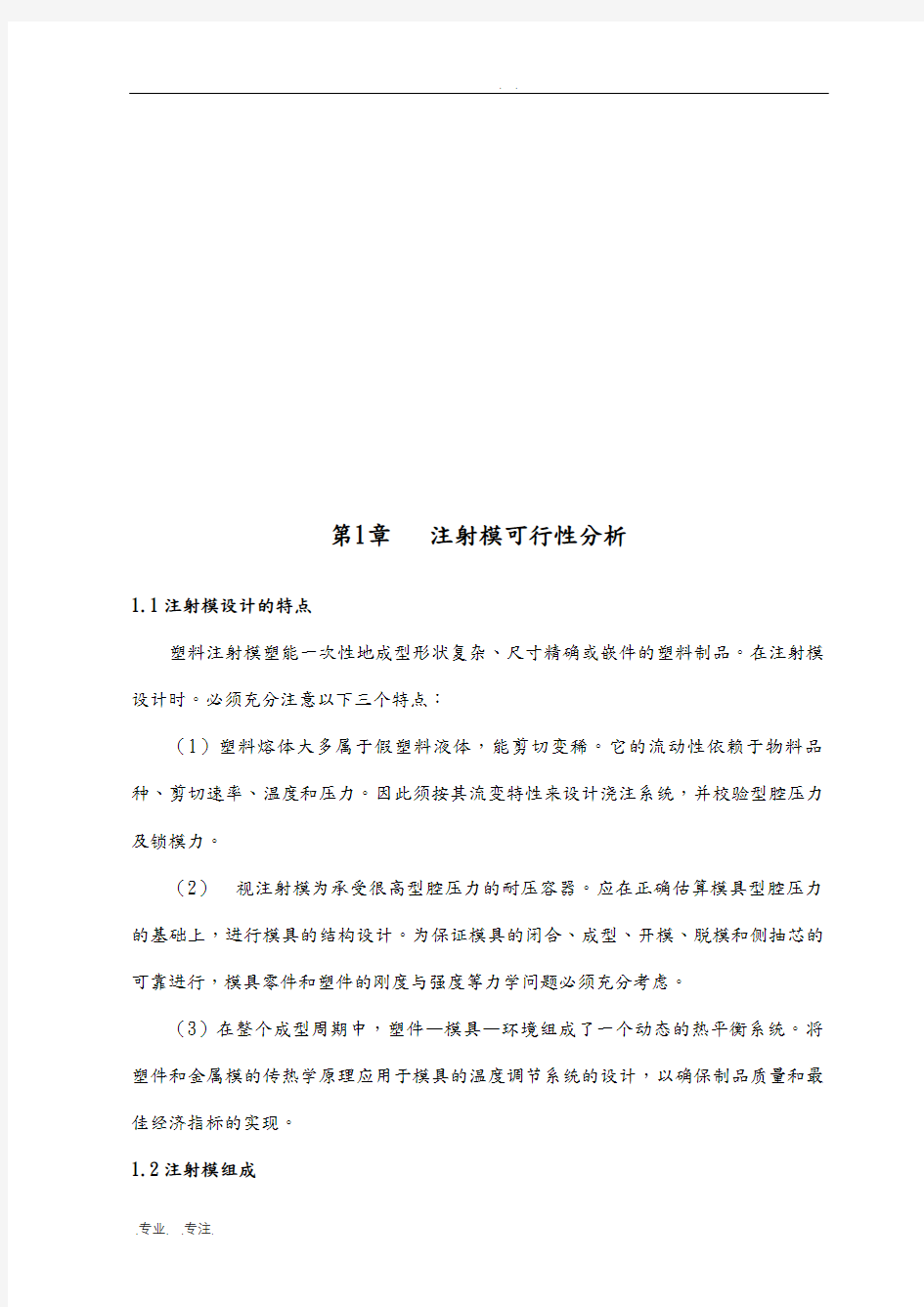
图 1-1 风扇立体图
塑料风叶如图1-1所示与金属材料风叶设计有相似的一面,但差异也很大,这是塑料本身和注射成型特点所决定的,由于风叶叶面是空间曲面,设计时应考虑模具的制造技术和制造能力,严格说,风叶叶片的形状应根据空气动力学原理来设计,但这样设计会使叶片形状复杂,给模具设计与制造带来困难,一般塑料风叶设计在保证一定风量情况下,采用简化设计风叶叶片的方法,如采用空间螺旋面、模拟曲面等。叶片的厚度应厚外薄,逐渐过渡,以提高叶片的结构强度和刚度保证使用性能。主体部分设计要保证风叶的安装和定位,因此中心轴设计有嵌件,并且轮毂外还设计了一个安装定位的缺口。
1.4注射性能分析
(1)注射成型工艺的可行性分析:
本塑件形状复杂,壁厚不均,尺寸精度要求较高,而且有较高的表面质量和尺寸稳定性的要求,因此对模具和设备的要求也较高。而注射成型方法有如下几个优点:a:形状:几乎没有复杂性限制,容许模具有不同塑料的成型型腔;
b:尺寸:塑件可小到不足1克,大到几十千克,没有限制;
c:材料:在一定温度围具有适宜流动性的热塑性塑料;
d:精度:可注射高精度的塑件,有较好表面质量和尺寸稳定性;
e:生产率:中等,循环时间主要由塑件壁厚决定,最短可在十几秒,可增加每模的型腔数来提高生产率。
由以上塑件的特点和注射成型工艺的优点,分析可知:该塑件适合于采用注射成型方法。
(2)表面粗糙度:
由塑件外观可知,塑件的外表面要求较高,因此其表面粗糙度取Ra0.4mm,而其表面由于是复读机的部,为顾客视线所不及,故不影响其外观视觉质量,从简化加工工艺和节约加工成本的角度考虑,其表面选用的表面粗糙度为Ra0.8mm。
一般情况下,模具粗糙度低于塑件1~2个等级,故取型腔表面粗糙度为Ra0.2um,而型芯表面粗糙度为Ra0.4um。
(3)尺寸精度:
按SJ1372—1978标准,塑料件尺寸精度分为8级。本塑件所用材料为AS塑料,由此查塑料模具设计手册可知,本塑件宜选用5级精度。零件具体尺寸及其公差值可详见零件图。
塑件尺寸精度于模具的制造精度密切相关,尤以小型精密塑件为甚。从模具制造精度对塑件精度的影响可知,模具制造允许误差和塑件尺寸公差之间具有对应的关系,由塑件零件图可得,模具精度等级为IT8。
(4)脱模斜度:
该塑件采用的塑料是AS,而AS的成型收缩率较小(0.2-0.6%),而且塑件较复杂,对型芯的包紧面积也较大,所以应取较大的脱模斜度。为保证壁厚的均匀一致,因此取塑料件的外表面的脱模斜度一致。再由零件设计图纸要求可知α=5。
(5)壁厚:
由图纸可知,该塑件有许多中不同的壁厚,轮毂壁较厚,风叶壁厚较薄,
因此要注意风叶可能会翘曲,不能在风叶处设计推杆。
(6)加强筋:
为了确保风扇中心嵌件与塑件外径的同轴度在外侧设计了三个加强筋,以防变形。
(7)圆角:
从塑件可知,该塑件外表面的转折处加强筋的根部等处都设计了圆角。其采用圆角不仅降低了应力集中系数,提高了抗冲击、抗疲劳能力,而且改善了塑料熔体的流动充模性能,减少了流动阻力。降低了局部的残余应力,防止开裂和翘曲,也使塑料件外形流畅美观。而且成型模具型腔也有了对应的圆角,提高了成型零件的强度。1.5 材料选择
1.5.1塑料介绍
塑料(Plastics)是以有机高分子化合物为基础,加入若干其他材料(添加剂)制成的固体材料。
塑料的优点:塑料的强度较小,有较高的比强度。塑料还具有较高的电绝缘和热绝缘性,良好的耐磨性和耐腐蚀性,以及优异的成型工艺性。
塑料的缺点:强度,硬度较底,易老化等。
1.5.2 分析塑料材料
该塑件为风扇叶片,有以下特点:
(1)它所处的工作环境较好,处于室温下,不承受冲击载荷,也不处于酸、碱、
模具毕业设计55风扇叶片注射模具设计
1 第1章注射模可行性分析 1.1注射模设计的特点 塑料注射模塑能一次性地成型形状复杂、尺寸精确或嵌件的塑料制品。在注射模设计时。必须充分注意以下三个特点: (1)塑料熔体大多属于假塑料液体,能剪切变稀。它的流动性依赖于物料品种、剪切速率、温度和压力。因此须按其流变特性来设计浇注系统,并校验型腔压力及锁模力。 (2)视注射模为承受很高型腔压力的耐压容器。应在正确估算模具型腔压力的基础上,进行模具的结构设计。为保证模具的闭合、成型、开模、脱模和侧抽芯的可靠进行,模具零件和塑件的刚度与强度等力学问题必须充分考虑。 (3)在整个成型周期中,塑件—模具—环境组成了一个动态的热平衡系统。将塑件和金属模的传热学原理应用于模具的温度调节系统的设计,以确保制品质量和最佳经济指标的实现。 1.2注射模组成 凡是注射模,均可分为动模和定模两大部件。注射充模时动模和定模闭合,构成型腔和浇注系统;开模时定模和动模分离,取出制件。定模安装在注射机的固定板上,动模则安装在注射机的移动模板上。根据模具上各个零件的不同功能,可由一下个系统或机构组成。 (1)成型零件 指构成型腔,直接与熔体相接触并成型塑料制件的零件。通常有凸模、型芯、成
2型杆、凹模、成型环、镶件等零件。在动模和动模闭合后,成型零件确定了塑件的内部和外部轮廓尺寸。 (2)浇注系统 将塑料熔体由注射机喷嘴引向型腔的流道称为浇注系统,由主流道、分流道、浇口和冷料井组成。 (3)导向与定位机构 为确保动模与定模闭合时,能准确导向和定位对中,通常分别在动模和定模上设置导柱和导套。深腔注射模还须在主分型面上设置锥面定位,有时为保证脱模机构的准确运动和复位,也设置导向零件。 (4)脱模机构 是指模具开模过程的后期,将塑件从模具中脱出的机构。 (5)侧向分型抽芯机构 带有侧凹或侧孔的塑件,在被脱出模具之间,必须先进行侧向分型或拔出侧向凸模或抽出侧型芯。 (6)温度调节系统 为了满足注射工艺对模具温度的要求,模具设有冷却或加热额的温度调节系统。模具冷却,一般在模板内开设冷却水道,加热则在模具内或周边安装点加热元件,有的注射模须配备模温自动调节装置。 (7)排气系统 为了在注射充模过程中将型腔内原有气体排出,常在分型面处开设排气槽。小型腔的排气量不大,可直接利用分型面排气,也可利用模具的顶杆或型芯与配合孔之间
电风扇旋钮注塑模具设计
摘要 通过对该旋钮零件工艺的正确分析,设计了一副一模两腔的塑料模具。详细地叙述了模具成型零件包括前模板、前模仁、后模板、后模仁、后模镶件、斜导柱、滑块等的设计与加工工艺过程,重要零件的工艺参数的选择与计算,推出机构与浇注系统以及其它结构的设计过程,并对试模与产品缺陷作了介绍。 关键词:毕业设计;一模两腔;塑料模具
ABSTRACT Through to this axis class components craft correct analysis, has designed mold four cavity plastic molds.Narrated the mold formation components in detail after the front template, the cover mold kernel, the template, the mold kernel, the mold has inlaid, the slanting guide pillar, the slide and so on the design and the processing technological process, the important components craft parameter choice and the computation, promoted the organization and the casting system as well as other structure design process, and has made the introduction to the experimental mold and the product flaw. Key word: Graduation project; Mold two cavities; Plastic mold
关于注塑模具的一点常识
关于注塑磨具的一点常识 一般把模具按使用寿命的长短分五级,一级在百万次以上,二级是50万----100万次,三级在30万-----50万次,四级在10万---30万次,五级在10万次以下,一级与二级模具都要求用可以热处理硬度在HRC50左右的钢材,否则易于磨损,注塑出的产品易超差,故所选的钢材既要有较好的热处理性能,又要在高硬度的状态下有好的切削性能,当然还有其他方面的考虑。通常选用瑞典的8407,S136,美国的420,H13,欧洲的2316,2344,083,或日本的SKD61,DC53(原为五金模材料,特殊情况下使用。)一类的钢材。除此外,注塑的原料及其所增加的填料对选用刚才有很大的影响,尤其是玻璃纤维对模具的磨损大。 . j7 y1 }" l+ T5 G 有些塑胶料有酸腐蚀性,有些因添加了增强剂或其他改型剂,如玻璃纤维对模具的损伤大,选材时均要综合考虑。有强腐蚀性的塑胶一般选S136,2316,420一类钢材,弱腐蚀性的除选S136,2316,420外,还有SKD61,NAK80,PAK90,718M。强酸性的塑胶料有:PVC,POM,PBT弱酸性的塑胶料有:PC,PP,PMMA,PA,产品的外观要求对模具材料的选择亦有很大的影响,透明件和表面要求抛镜面的产品,可选用的材料有S136,2316,718S,NAK80,PAK90,420,透明度特高的模具应选S136,其次是420。 以上是从满足产品要求来说,但作为一个设计师,你只考虑这些的话,你不但不可能成为一个好的设计师,可能你的饭碗都有问题,你涉及的模具所需求的成本是重中之重,你还要考虑价格,就拿S136与2316来比较,每公斤相差55—60元,如果你选择不当,你老板不是接不到单,就是做到破产。 ) f6 Y' R) B/ \7 J 三级模具用预硬料多,牌号有:S136H,2316H,718H,083H,硬度HB270----340,四五级模具用P20,718,738,618,2311,2711,对于要求特低的模具,还有可能用到S50C,45#钢,即直接在模胚上做型腔。 1.高耐蚀性很多树脂和添加剂对型腔表面都有腐蚀作用,这种腐蚀使型腔表面金属溶蚀、剥落,表面状况变坏、塑件质量变差。所以,最好使用耐蚀钢,或对型腔表面进行镀铬、钹镍处理。 2.耐磨性好注塑塑件表面的光泽度和精度都和注塑模具型腔表面的耐磨性有直接关系,特别是有些塑料中加人了玻纤、无机填料及某些颜料时,它们和塑料熔体一起在流道、模腔中髙速流动,对型腔表面的摩擦很大,若材料不耐磨,很快就会磨损,使塑件质量受到损伤。 3.良好的尺寸稳定性在注塑成型时,注塑模具型腔的温度要达到300℃以上。为此,最好选用经适当回火处理的工具钢(热处理钢)。否则会引起材料微观结构的改变,从而造成注塑模具尺寸的变化。 4.易于加工模具零件多为金属材料制成,有的结构形状还很复杂,为了缩短生产周期、提高效率,要求模具材料易于加工成图纸所要求的形状和精度。5 L2 h1 j) @3 G 5.抛光性能好注塑塑件通常要求具有良好的光泽和表面状态,因此要求型腔表面的粗糙度非常小,这样,对型腔表面必须进行表面加工,如抛光、研磨等。所以,选用的钢材不应含有粗糙的杂质和气孔等。8 x7 J* N7 m4 k( k& _ 6.受热处理影响小为了提髙硬度和耐磨性,一般对注塑模具要进行热处理,但这种处理应使其尺寸变化很小。因此,最好采用能切削加工的预硬化钢。 注塑模具钢分以下6类:0 g5 W4 U) d, Y& G
小型风扇叶片注塑模具毕业设计
第1章注射模可行性分析 1.1注射模设计的特点 塑料注射模塑能一次性地成型形状复杂、尺寸精确或嵌件的塑料制品。在注射模设计时。必须充分注意以下三个特点: (1)塑料熔体大多属于假塑料液体,能剪切变稀。它的流动性依赖于物料品种、剪切速率、温度和压力。因此须按其流变特性来设计浇注系统,并校验型腔压力及锁模力。 (2)视注射模为承受很高型腔压力的耐压容器。应在正确估算模具型腔压力的基础上,进行模具的结构设计。为保证模具的闭合、成型、开模、脱模和侧抽芯的可靠进行,模具零件和塑件的刚度与强度等力学问题必须充分考虑。 (3)在整个成型周期中,塑件—模具—环境组成了一个动态的热平衡系统。将塑件和金属模的传热学原理应用于模具的温度调节系统的设计,以确保制品质量和最佳经济指标的实现。 1.2注射模组成 凡是注射模,均可分为动模和定模两大部件。注射充模时动模和定模闭合,构成型腔和浇注系统;开模时定模和动模分离,取出制件。定模安装在注射机的固定板上,动模则安装在注射机的移动模板上。根据模具上各个零件的不同功能,可由一下个系统或机构组成。 (1)成型零件 指构成型腔,直接与熔体相接触并成型塑料制件的零件。通常有凸模、型芯、成
型杆、凹模、成型环、镶件等零件。在动模和动模闭合后,成型零件确定了塑件的内部和外部轮廓尺寸。 (2)浇注系统 将塑料熔体由注射机喷嘴引向型腔的流道称为浇注系统,由主流道、分流道、浇口和冷料井组成。 (3)导向与定位机构 为确保动模与定模闭合时,能准确导向和定位对中,通常分别在动模和定模上设置导柱和导套。深腔注射模还须在主分型面上设置锥面定位,有时为保证脱模机构的准确运动和复位,也设置导向零件。 (4)脱模机构 是指模具开模过程的后期,将塑件从模具中脱出的机构。 (5)侧向分型抽芯机构 带有侧凹或侧孔的塑件,在被脱出模具之间,必须先进行侧向分型或拔出侧向凸模或抽出侧型芯。 (6)温度调节系统 为了满足注射工艺对模具温度的要求,模具设有冷却或加热额的温度调节系统。模具冷却,一般在模板内开设冷却水道,加热则在模具内或周边安装点加热元件,有的注射模须配备模温自动调节装置。 (7)排气系统 为了在注射充模过程中将型腔内原有气体排出,常在分型面处开设排气槽。小型腔的排气量不大,可直接利用分型面排气,也可利用模具的顶杆或型芯与配合孔之间
电风扇前罩注塑模具设计
目录 1 前言 (1) 2 总体方案设计 (3) 2.1 总体方案论证 (3) 2.2热塑性塑料注塑成型工艺性分析 (3) 2.3设计要点 (3) 2.4 塑件的测绘 (4) 2.5 塑件的三维造型 (6) 2.6 塑件的工艺分析 (7) 2.6.1塑件的材料分析 (7) 2.6.2塑件尺寸精度的选择 (7) 2.6.3塑件的结构工艺性分析 (8) 2.7脱模斜度的确定 (8) 3总体结构设计说明 (9) 3.1注塑机的选择 (9) 3.2注塑机的校验 (9) 3.3型腔数目的确定 (10) 3.4塑件收缩率的计算 (10) 3.5模具型腔工作尺寸计算 (10) 3.6模具型芯工作尺寸计算 (11) 3.7螺纹型芯工作尺寸计算 (11) 3.8分型面的设计 (11) 3.9 浇注系统设计 (12) 3.10冷却系统设计 (14) 3.10.1冷却系统的设计原则 (14) 3.10.2模具的冷却水道直径计算 (15) 3.11脱模机构设计 (16) 3.12导向机构设计 (17) 3.13排气系统设计 (17) 3.14侧抽芯机构设计 (17) 3.15模具材料的选择 (19) 3.16模板尺寸的确定 (19) 3.17绘制模具总体装配图 (19) 4模具零件的工艺分析及制造 (21) 4.1零件的加工工艺分析 (21) 4.2凹模的加工仿真 (22) 5 结论 (25) 参考文献 (26) 致谢 (27) 附录 (28)
1 前言 模具是现代工业生产的重要工艺装备。在现代工业生产中,模具已广泛应用于电机电器产品、电子和计算机产品、仪表、家用电器、汽车、军械、通用机械等产品的生产中。用模具生产制造所表现出来的高精度、高复杂程度、高生产率和低消耗等特点是其他加工制造方法所不能比拟的。随着现代化工业和科学技术的发展,人们对工业产品的品种、数量、质量及款式的要求愈来愈高,模具的应用也就愈来愈广泛,其适应性也愈来愈强,已成为国家制造工艺水平的标志和独立的基础工业体系。 模具的类型很多,按照成形件的材料不同,可以分为冲压模具、塑料模具、锻造模具、压铸模具、橡胶模具、粉末冶金模具、玻璃模具和陶瓷模具等,其中应用最为广泛的是冲压模具和塑料模具。其中塑料模具又可分为压塑成型模具,注塑成型模具,传递成型模具,挤塑成型模具,中空制品吹塑成型模具,热成型模具的几种类型的模具。 注塑模具是塑料模具中的一种类型,主要用于热塑性材料零件的成型。它是将塑料粉粒通过注塑机螺杆旋转漏入保持一定温度的料筒中,在90~100℃的温度下变成粘稠状态。在开动注塑机活塞,将溶融的塑料以高压,高速通过喷嘴注入,充满模具型腔,待保压顽固化,形成和模具型腔相仿的制品零件。 本次设计的课题为电风扇前罩注塑模具设计,该课题来源于江苏羽佳集团。本模具为适用于热塑性塑料的注塑模具,是用来生产电风扇前罩的专用模具。该模具适合于大批量多件生产,在实际生产中能够很好的满足注塑制件的加工要求,提高生产率和产品的精度,塑件表面无明显收缩、水纹等现象。模具一次试模成功,运行灵活、可靠,浇注系统、温控系统、脱模机构效果良好,在工作时运转平稳,工作可靠,装卸方便,便于维修和调整。 模具属于边缘科学,它涉及机械设计制造、塑性加工、铸造、金属材料及其热处理、高分子材料、金属物理、凝固理论、粉末冶金、塑料、橡胶、玻璃等诸多学科、领域和行业。从起步到现在,我国模具工业经历了半个多世纪的发展,已有了较大的提高,与国外的差距正在进一步缩小。纵观我国的模具工业,既有高速发展的良好势头,又存在精度低、结构欠合理、寿命短等一系列不足,无法满足整个工业迅速发展的迫切要求。当代模具要求的精度比传统模具高出一个数量级。多工位级进模、精冲模、精密塑料模的精度已达到0.003mm,甚至更高。多工位的级进模设计和制造技术已日趋成熟,然而,由于我国模具制造基础薄弱,各地发展极不平衡,因此总体来看,与国际先进水平相比和与国内外市场需求相比,差距还很大。这主要体现在工艺装备水平方面,我国塑料模制造企业设备数控化率和CAD/CAM应用覆盖面比国外低得多,且设备不配套、利用率低的现象十分严重。国产设备在精度、加工表面粗糙度、刚性、稳定性、可靠性及刀具和附件的配套性和精度保持性等方面与国外相比仍有较大差距。 本次的设计主要包括塑件的工艺性分析,注塑模具的总体结构设计以及模具三维
模具设计常用基本知识大全
模具设计常用基本知识大全 在我们的日常生活中,大到飞机、汽车,小到茶杯、钉子,几乎所有的工业产品都必须依靠模具成型;因此,模具素有“工业之母”的荣誉称号!模具设计要点很多,需要考虑的因素也很多;即使是专家级的老工程师,也常常会不知所措。下面列举了模具设计的基本知识,下面跟一起来学习吧! 1、常用塑胶工程材料及收缩率? ABS:0.5%(超不碎胶) pc:0.5%(防弹玻璃胶) PMMa:0.5%:(有机玻璃) pe:2%聚乙烯 PS:0.5%(聚苯乙稀) pp:2%(百折软胶) PA:2%(尼龙) PVC:2%(聚氯乙烯) POM:2%(塞钢) ABS+PC:0.4% PC+ABS:0.5% 工程材料:ABSPCPEPOMPMMAPPPPOPSPET 2、模具分为那几大系统? 浇注→顶出→冷却→成型→排气 3、在做模具设计过程中应注意哪些问题?
1、壁厚应尽量均匀一致,脱模斜度要足够大。 2、过渡部分应逐步,圆滑过渡、防止有尖角。 3、浇口。流道尽可能宽大,粗短,且应根据收缩冷凝过程设置浇口位置,必要时应加冷料井。 4、模具表面应光洁,粗糙度低(最好低0.8) 5、排气孔,槽必须足够,以及时排出空气和熔体中的气体。 6、除PET外,壁厚不要太薄,一般不得小于1mm. 4、塑胶件常出现的瘕疵? 缺胶→披风→气泡→缩水→熔接痕→黑点→条纹→翘起→分层→脱皮 5、常用的塑胶模具钢材? 45#S50c718738718H 738HP2023168407H13 NAK80NAK55S136S136HSKD61 6、高镜面抛光用哪种纲材? 常用高硬热处理钢材,例如:SKD61、8407、S136 7、模架有那些结构? 面板→A板→B板→方铁→导柱→顶针板→顶针固定板→底板 8、分型面的基本形式有哪些? 平直→倾斜→曲面→垂直→弧面 9、在UG中如何相互隐藏? ctrL+B或ctrL+shift+B
模具毕业设计33电风扇旋钮注塑模设计说明书
届毕业设计说明书 材料 系、部:机械工程系 学生姓名: 指导教师: 职称:教授 专业:材料成型及控制工程班级:班 学号: 完成时间:5月
摘要 模具是利用其特定形状去成型具有一定形状和尺寸的制品的工具,按制品所采用的原料不同,成型方法不同,一般将模具分为塑料模具,金属冲压模具,金属压铸模具,橡胶模具,玻璃模具等。因人们日常生活所用的制品和各种机械零件,在成型中多数是通过模具来制成品,所以模具制造业已成为一个大行业。在高分子材料加工领域中,用于塑料制品成形的模具,称为塑料成形模具,简称塑料模.塑料模优化设计,是当代高分子材料加工领域中的重大课题。 本次毕业设计是电风扇旋扭,它所要达到的要求:要能耐高温,绝缘性要好,耐气候性强,刚性,韧性佳,通过对产品的各种性能分析,选用材料为ABS,该塑件的厚度为1mm,公差等级为IT5级。它是用来调节风速和定时的,能够满足
人们的热天对风力和吹风长短要求,同时也起到美观的作用。 关键词:塑料模;材料;电风扇旋钮 ABSTRACT Mold is used to shape the specific shape of a certain shape and size of products tools used by the products of different raw materials, different methods shaped general layout will be divided into plastic molds, metal stamping dies, metal die-casting molds, rubber molds, glass molds. It is used in the daily life of products and various mechanical parts, mostly in the shape of heads through to finishe products, it has become a major instrument manufacturing industry. In the field of macromolecular materials for plastic products shape the instrument, known as plastic molding shape. Plastic molds optimized design is contemporary in the field of macromolecular materials processing major issue. The graduation design is fanner knob and, it will reach request: to high temperature, insulation can strong sex is better, resistance to climate, rigid, toughness good, through various performance analysis of
电风扇旋钮的注塑模设计
任务书 系:专业: 指导教师学生姓名 课题名称电风扇旋钮注塑模设计 图形如下: 内 容 及 任 务 塑件图 设计内容: 1、根据指导老师给定的设计零件,绘制产品零件图和3D造型图; 2、绘制模具装配图; 3、绘制模具零件图; 4、编制设计说明书。 设计任务:
1、根据产品的工艺分析,确定模具总体结构设计,绘制模具总图1张(A0); 2、绘制模具零件图(标准件除外)及产品三维造型图,图纸总量达2张A0; 3、编制出某成型零件的加工工艺路线卡; 4、编制设计说明书一份。 拟达到的要求或技术指标 1.要求设计的模具总体方案选择较好,先进合理,符合国家标准要求;成型零部件、浇注系统、合模导向机构、推出机构、分型与抽芯机构、温度调节系统和支承零部件等部件的强度计算、模具安装尺寸的计算校核等正确无误。 2.要求模具机构简单紧凑,制造成本低。 3.模具在生产使用过程中,生产稳定可靠,参数调整方便,生产效率高,塑料产品尺寸精度合乎要求;形状完整,无缩孔、气孔及裂纹等缺陷,便于装卸搬运。 4.要求完成装配图及所有零件图的绘制;图纸应符合国家标准规定,视图正确,表达清楚,尺寸标注、形位公差的标注等准确,合乎要求,各项内容齐全;图面整洁;并要求电脑绘图不少于折合A0幅面2.5张。 5.要求设计计算说明书内容详尽,版式合理,计算数据准确无误,语言流畅;插图清晰;说明书必须全部打印,字数10000—15000。 进度安排起止日期工作内容备注 布置任务,方案设计 设计计算和工艺分析 结构设计和绘图 编写毕业设计说明书 毕业答辩 1周 1周 4周 2周 1周
主要参考资料[1]《塑料模具技术手册》编委会编. 塑料模具技术手册. 机械工业出版社 出版. 北京: 1997.6 [2]叶久新、王群主编.《塑料制品成型及模具设计》湖南科学技术出版社. 2005.08 发行 [3]王群伍先明编著.《塑料模具设计指导》国防工业出版社. 北京:2006.05 [4]甘永立主编.《几何量公差与检测》上海科用技术出版社.上海: 2005.7 [5]黄毅宏李明辉主编《模具制造工艺学》. 机械工业出版社. 北京:2006.05 [6]大连理工大学工程画教研室主编. 《机械制图》高等教育出版社. 北京: 2004.09 [7]蒋继宏,王效岳. 注塑模具典型结构100例[M]. 北京:中国轻工业出版社, 2000:14-56. [8]丁闻. 实用塑料成型模具设计手册[M]. 西安:西安交通大学出版社,1993: 21-76. [9]奚永生. 塑料橡胶成型模具设计手册[M]. 北京:中国轻工业出版社,2000: 16-72. [10]刘潭玉,黄素华,熊逸珍. 画法几何与机械制图[M]. 长沙:湖南大学出 版社,1999:156-272. [11]陈锡栋,周小玉. 实用模具技术手册[M]. 北京:机械工业出版社,2001: 197-234. [12]王昆,何小柏,汪信远. 机械设计课程设计[M]. 北京:高等教育出版社, 2001:117-134,166-175. [13]郭广思. 塑料成型技术[M]. 北京:机械工业出版社,2002:56-116. 教研室 意见 年月日系主管领 导意见 年月日
模具设计基础知识
第1章模具设计基础主要内容 为何学习模具设计 材料成型技术与设备 模具的种类与结构 模具设计与制造的一般流程 模具设计与产品设计的注意事项 模具CAD辅助设计 塑料成型模具的种类较多,主要有塑料注射成型模具、塑料压缩成型 模具、热固性塑料传递成型模具、挤 塑成型模具、塑料吹塑成型模具及热成型模具等。 作为全书的产品设计项目的实现,1.7节将对模具设计做出诠释,并对产品造型设计的设计要求、设计方案和实施路线做出概要介绍。 该项目产品为相机外壳。
1.1 为何学习模具设计 模具设计是一门涵盖领域广、专业知识强的学问,随着技术的发展,任何想学好这门学问的人,都要脚踏实地的从基础做起。对于模具初学者而言,本章就是进入模具设计的门槛。 任何一门学问或者技术,都有让人们去学习的理由,作者结合多年的实际工作经验,对模具设计总结了以下几点。 职业寿命长:模具设计为传统的机械专业技能,发展不像电子专业那样快,因而其专业人员的职业寿命长,不易受到年轻人的挑战。模具设计是一种理论成熟与经验累积的总成,工作时间越长,越能站到高处。 专业人才缺失:因为缺少这样的专业人才,使得新手获得了机遇。新手一般要经过不断的磨炼,虽然薪酬不高,但只要坚持不懈,就能达到一定水平。 不错的薪酬待遇:在模具行业,经验丰富者往往是高薪酬的。即使是一般的技术人员,待遇也是不错的,这使得越来越多的人希望从事这项技术。 具有良好的发展前景:在日常生活中,与模具相关的生活用品占到了90%以上,因此模具行业是一个极具发展前景的行业。模具设计是集学习和创新于一体的工作,模具技术发展了,社会也就更进步了。 1.2 材料成型技术与装备 材料成型技术是各种可成型工程材料的工艺及加工方法。材料成型的方法有很多,主要包括金属液态成型、金属塑性成型、连接成型、粉末冶金成型及非金属材料成型等。 1.2.1金属液态成型 金属液态成型(铸造)指将液态金属在重力或外力作用下填充到型腔中,待其凝固冷却后,获得所需形状和尺寸的毛坯或零件的方法。金属液态成型的优点如下:适应性广,工艺灵活性大(材料、大小、形状几乎不受限制); 适合形状复杂的箱体、机架、阀体、泵体和缸体等; 成本较低(铸件与最终零件的形状相似、尺寸相近)。 金属液态成型的缺点是:组织疏松、晶粒粗大,铸件内部常有缩孔、缩松、气孔等产生,从而导致铸件的力学性能降低,特别是冲击性能降低。传统的金属砂型铸造工艺流程如图1-1所示。
电风扇叶注塑模设计
4 电风扇叶注塑模设计 4.1 注塑模设计的基本流程 传统方法的注塑模设计是在二维环境下进行,从图4.1中可以看出,传统的模具制造工艺路线只是典型的串行流程,任何其中一部分没有完成都会影响下面的工作,相互之间的制约性太大,这样的结果就是生产周期的延长,人工进行的工作量非常大,而且做工粗糙、精度不高,在CAD/CAM技术高速发展的今天,传统方法终将被取而代之。基于UG 的注塑模具的设计是在三维环境下进行的,这用方法的采用不仅提高了生成型芯和型腔零件的速度和准确度还可以进行造型设计,还能完成模具的总装配,大大缩短了模具设计周期并及时发现模具设计中的错误,有效地避免工人重复劳动[16]。 图4.1传统方式的注塑模具设计过程图4.2 基于UG的注塑模设计工程
4.2 注塑模具的基本结构设计 4.2.1 扇叶材料的分析 风扇为人们日常生活常用品,需大批量生产,又与人们紧密接触,所以扇叶的材料必须无毒无害,同时考虑没有很高的强度要求,收缩率方面也无特殊要求,故选择ABS材料进行注塑生产。 ABS具有良好的成型加工型,制品表面光洁度高,且具有良好的涂装性和染色性,可电镀成多种光泽[17]。塑料ABS具有以下性能: (1)冲击强度极好,耐磨性优良,尺寸的稳定性好。 (2)从热学性能上来看热变形温度为85℃左右,制品经退火处理以后还可提高10℃左右。在-40℃时仍能表现出一定的韧性,可在-40℃到85℃的温度范围内长期使用。 (3)ABS的电绝缘性较好,并且几乎不受温度、湿度和频率的影响。 (4)ABS流动性好,易溢料,具有优良的化学稳定性、不吸水,是易成型加工的材料可用于注塑。 4.2.2 分型面的选择 分型面是指上、下两模芯互相接触的表面,而分型面的设计在电风扇叶的注塑模设计中是非常重要的。分型面一般是在确定浇注位置或被称为进料口的位置后再选择。但在分析各种分型面方案的优缺点之后,也有可能需要重新调整浇注位置。 分型面选择原则有两个,首先要考虑到是塑件在开模时尽可能留在动模部分,同时由于塑件有曲面扇叶,所以也要尽可能留在动模部分。另一方面考虑到浇注系统,有利于气体的排出。 图4.3 分型面选择 选择分型面应该尽量满足下面几个要求: (1)应使塑件全部或大部分置于同一半型芯内; (2)分型面的数目越少,塑件精度就越容易保证,且成型零件的数目也就相应减少。 (3)尽量减少分型面数目,简化其结构。 因此我们采用扇叶边缘及中心转轴的表面如图4.3虚线部分为产品的分型面。当然,一个塑件的分型面,不是以上原则都要面面俱到,实际设计时分型面应有主要选择对象,根据实际生产条件的需要进行多方案的对比,并结合经验作出正确的判断,最终确定最佳方案。
模具设计基础知识(新手必看)
1、 塑胶材料常用收缩率? ABS PC PMMA PS 1、005 PO M PVC PE 1、020 PP 1、015-1、020 2、 塑胶件常出现得瘕疵??缺胶、披风、气泡、缩水、熔接痕、黑点、气泡、条纹、翘曲、分层、脱皮等 、 3、 常用得塑胶模具钢材??718 738 S 136 NAK 80 SK H51 SKD61 2344 8407 4、 高镜面抛光用哪种钢材 ? 常用高硬热处理钢材,如 SKD61 、 8407 、 S 136 等! 5 、 什么就是 2D ?什么就是 3D ??2D 就是指二维平面, 3D 就是指三维空间.在模具部分, 2D 通常就是指平面图,即 CAD 图; 3 D 通常就是指立体图,即 PRO /E 、 UG 或其她 3 D 软件得图档。 6 、 UG 得默认精度就是多少? UG 得默认精度就是 0、0254M M 7 、 什么就是碰穿 ? 什么就是插穿 ??与 PL 面平行得公母模贴合面叫碰穿面;与 PL 面不平行得公母模贴合面叫插穿面! 8 、 条与丝得关系? 条与丝都就是长度单位.条为台湾用语, 1 条 =0、01M M ;丝为香港用语, 1 丝 =0、01MM ,所以, 1 条 =1 丝 9 、 枕位就是什么??外壳类塑件得边缘常开有缺口,用于安装各类配件,此处形成得枕状分型部分称为枕位 、 10 、 火山口就是什么??BO OS 柱根部减胶部分反映在模具上得类似于火山爆发后得形状叫做模具火山口。深得骨位上也常做,目得就是为了防止缩水。 11 、 呵就是指什么??呵就就是模仁,香港习惯用语,镶呵得意思就就是镶模仁。
12 、什么就是虎口? 虎口,又称管位,即用来限位得部分。常用在模仁得四个角上,起前后模仁一个精定位得作用,常用CNC 或模床加工。 13 、什么叫排位? 模具上得产品布局称为排位。往往由进胶式样与模具结构及产品本身来决定得。 14、什么叫胶位? 模具上产品得空穴称为胶位。也就就是您需要得塑胶件 15、什么叫骨位? 产品上得筋称为骨位。多就是起连结或限位作用得 16、什么叫柱位??产品上得BOSS 柱称为柱位。常就是打镙丝或定位用得。 17 、什么叫虚位??模具上得间隙称为虚位。也就就是常说得避空位,常用在非封胶位。 18、什么叫扣位??产品联接用得钩称为扣位.一般需要做斜顶或行位结构。 19 、什么叫火花纹??电火花加工后留下得纹称为火花纹。由放电量来决定粗细。 20 、什么就是PL 面? PL 就是Parting Panel 得简称,PL又称分型面,就是指模具在闭合时公模与母模相接触得部分. 21 、电脑锣就是什么??数控铣床与加工中心得通称、 22 、铜工就是什么? 电火花加工通常采用易于加工得铜料做放电电极,称为铜工,也称电极。铜工一般分为粗工、粗幼工、幼工。幼工又称精工、 23、放电加工就是什么? 电火花就是一种自激放电.火花放电得两个电极间在放电前具较高得电压,当两电极接近时,其间介质被击穿后,随即发生火花放电。伴随击穿过程,两电极间得电阻急剧变小,两极之间得电压也随之急剧变低.火花通道必须在维持暂短得时间(通常为10-7—10 —3s )后及时熄灭,才可保持火花放电得“冷极”特性(即通道能量转换得热能来不及传至电极纵
15风扇叶注塑模具设计
风扇叶注塑模具设计 机械设计制造及其自动化200703536 孙桂兰 指导老师刘晓琴(讲师) 摘要:本文以日用电风扇叶片缩型为例,提出了对风扇叶的注塑模具设计。根据注塑模具的工艺分析、生产规模等要素,选定了注塑机系列,确定了注塑模具的结构。全文对模架机构进行了详尽的设计与定义,采用特殊分型面进行分模,实现塑件的顺利顶出。根据塑件特性,详尽设计了注塑模具的浇注系统、冷却系统和顶出系统。 关键词:风扇叶,注塑模,注塑机,Solidworks,AS 塑料工业是当今世界上增长最快的工业门类之一,而注塑模具是其中发展较快的种类,因此,研究注塑模具对了解塑料产品的生产过程和提高质量有很大意义。 1注射模可行性分析及注塑设备的选择 1.1注射性能分析 1.1.1注射成型工艺的可行性分析 风扇叶形状复杂,壁厚不均,尺寸精度要求较高,而且有较高的表面质量和尺寸稳定性要求,因此对模具和设备的要求也较高。而注射成型方法具有如下优点:几乎没有复杂性限制,容许模具内有不同塑料的成型型腔;塑件可小到不足1克,大到几十千克,没有限制;在一定温度范围内具有适宜流动性的热塑性塑料;可注射高精度的塑件,有较好的表面质量和尺寸稳定性;生产率中等,循环时间主要由塑件壁厚决定,最短可在十几秒内,可增加每模的型腔数来提高生产率。由以上塑件的特点和注射成型工艺的优点分析可知:该塑件适合于采用注射成型方法。 1.1.2注射成型工艺要求 风扇叶外表面要求较高,因此其表面粗糙度取Ra0.4mm,而其内表面由于是风扇基座的内部,为顾客视线所不及,故不影响其外观视觉质量。从简化加工工艺和节约加工成本的角度考虑,其内表面选用的表面粗糙度为Ra0.8mm。按SJ1372—1978标准,塑料件尺寸精度分为8级。本塑件所用材料为AS塑料,由此查资料[5]可知,本塑件宜选用5级精度。塑件尺寸精度与模具的制造精度密切相关,根据塑件零件图确定模具精度等级为IT8。 AS的成型收缩率较小(0.2-0.6%),而且塑件对型芯的包紧面积也较大,所以应取较大的脱模斜度。为保证壁厚的均匀一致,因此取塑件的内外表面的脱模斜度一致。再由零件设计图纸要求可知α=5°。为了确保风扇中心嵌件与塑件外径的同轴度,在外侧设计了六个加强筋。在不增大塑件壁厚的情况下,设置加强筋即可增加塑件的承载能力,避免塑件变形翘曲,又可改善塑料熔体的流动充型状况。该塑件内外表面的转折处、加强筋的根部等处都设计了圆角。其采用圆角不仅降低了应力集中系数,提高了抗冲击、抗疲劳能力,而且改善了塑料熔体的流动充模性能,减小了流动阻力,降低了局部的残余应力,防止开裂和翘曲,也使塑料件外形流畅美观。而且成型模具型腔也有了对应的圆角,提高了成型零件的强度。 1.2塑件材料选择 该塑件为风扇叶,其有以下特点: 1)它所处的工作环境较好,处于室温下,不承受冲击载荷,也不处于酸、碱、盐性环境中; 2)产量大,用于一般的日常生活中,故要求此塑件材料质优而价廉且对人体不产生任何毒副作用。 3)内部结构较复杂,成型较困难。 4)叶片是空间曲面成型和模具制造都很困难。
电风扇上盖注塑成型模具设计说明书
电风扇上盖注塑成型模具设计说明书
要完整的说明书和图纸请联系QQ778672454 电风扇上盖注塑成型模具设计 摘要:塑料注塑成型可以制作大量具有高精度和复杂型腔形状的制件。通过用注塑模 CAE软件 MOLDFLOW对塑件进行模流分析,选择聚丙烯的成型工艺参数,设计了一模一腔的注射模具。按聚丙烯的平均收缩率设计计算模具成型尺寸。分析了电风扇上盖的结构工艺特点,介绍了电风扇上盖注射模结构及模具的工作过程, 介绍了模具设计方案、工作原理, 阐述了成型部件、浇注系统凝料双层结构、顶出机构的设计特点。同时介绍了成型零件的加工制造的过程。 关键字:注塑模;MOLDFLOW分析;制造
Design Of Injection Mould For Cover Of Fan Abstract :The plastic injection molding is known to be the most effective process for producing discrete plastic parts of complex shape to the highest precision at a low cost.An injection die with a mold cavity was designed though using the injection mold CAE software MOLDFLOW to simulate plastic flow and choosing the molding parameters of polypropylene. The molding size was designed according to the average shrinkage ratio of polypropylene.Analyzing on the structural character of cover of fan, the structure of injection mold and the mold working process are introduced. The design specialities of molding parts,the double deck structure of concretionary plastic for the gating system and the ejection mechanism were presented as well.Meanwhile,manufacturing of the molding size were introduced. Keyword:Injection mould;Analyzing of MOLDFLOW;Manufacturing
模具设计试卷及答案知识分享
模具设计 一、判断题(每题2分,满分20分。) 1、机械零件的轮廓算术平均偏差Ra越小,表示该零件的表面粗糙度越大。X 2、注塑制品发生烧焦现象的主要原因是注塑压力过大。X 3、圆筒形产品通常使用推板顶出。 4、斜导柱角度与锁紧块角度不同是为了在开模时使楔紧面的分开慢于斜导柱驱动滑块分开。X 5、排气槽通常设置在熔体最后充满的地方。 6、滑块斜导柱孔与斜导柱的配合一般采用过渡配合。X 7、流道末端的排气间隙一般比型腔末端排气间隙小。X 8、在其他条件相同的条件下,塑料与型芯的摩擦系数越大,脱模阻力越大。 9、塑料收缩率是材料固有的属性,它与注塑成型工艺、塑料制品设计、模具结构设计无关。X 10、一般地,立式注塑机所占的高度较大,卧式注塑机所占的长度较大。 二、单项选择题(每题1分,满分20分。) 1、常用A4图纸的尺寸为??。A A、210X297 B、297X420 C、420X594 D、594X841 2、若模具闭合厚度大于注塑机允许的模具最大厚度时,则可采用??来调整,使模且闭合。D 、增加面板厚度B 、减少顶针垫板厚度A. C、减少顶针板厚度 D、减少面板厚度 3、注塑成型容易产生腐蚀性气体的塑料,如聚氯乙烯等,应特别注意选择??的钢材。C A、高硬度 B、高强度 C、耐腐蚀 D、耐磨 4、以下哪一个部件是成型零件???B A、导柱 B、型腔 C、锁紧块 D、斜导柱 5、如果注塑机喷嘴头部半径为18mm,那么主流道衬套凹坑半径不可以采用的是??。A A、18mm B、20mm C、22mm D、24mm 6、一般地,模具设计和制造时,型芯尺寸先取??值,型腔尺寸先取??值,便于修模和防止模具自然磨损。D A、大、大 B、小、大 C、小、小 D、大、小 7、一般地,设计模具冷却系统时,冷却水孔数量尽可能??,入水和出水温度差尽可能??。A A、多、小 B、多、大 C、少、小 D、少、大 8、一般的,塑料收缩率??,脱模阻力越大;型芯长度??,脱模阻力越大。B 、越大、越长B 、越大、越短A. C、越小、越短 D、越小、越长 9、精密注塑机器、精密注塑工艺和??是精密塑料成型加工中的三个基本因素。A A、精密注塑模具 B、精密加工中心 C、精密钳制工艺 D、精密电加工
模具设计相关知识要点,面试及生活当中经常用
这段时间,老有人问些没有入门的东东,回答起来特费力气,于是在网上稍找了点,加上自己的经验修整一下,稍作了点整理。以后这类的问题我是不回答了,想知道,直接在日志里找了!你好我好大家好! 1. 塑胶材料常用收缩率?答:ABS PC PMMA PS 1..005 POM PVC PE 1.020 PP 1.015-1.020 2. 塑胶件常出现的瘕疵?答:缺胶、披风、气泡、缩水、熔接痕、黑点、气泡、条纹、翘曲、分层、脱皮等.3. 常用的塑胶模具钢材?答:718 738 S136 NAK80 SKH51 SKD61 2344 84074. 高镜面抛光用哪种钢材?答:常用高硬热处理钢材,如SKD61、8407、S136等!5. 什么是2D?什么是3D?答:,2D是指二维平面,3D是指三维空间。在模具部分,2D通常是指平面图,即CAD图;3 D通常是指立体图,即PRO/E、UG或其他3 D 软件的图档。6. UG的默认精度是多少?答: UG的默认精度是0.0254MM7. 什么是碰穿?什么是插穿?答:与PL面平行的公母模贴合面叫碰穿面;与PL面不平行的公母模贴合面叫插穿面!8. 条和丝的关系?答:条和丝都是长度单位。条为台湾用语,1条=0.01MM;丝为香港用语,1丝=0.01MM,所以,1条=1丝9. 枕位是什么?答:外壳类塑件的边缘常开有缺口,用于安装各类配件,此处形成的枕状分型部分称为枕位.10. 火山口是什么?答:BOOS柱根部减胶部分反映在模具上的类似于火山爆发后的形状叫做模具火山口。深的骨位上也常做,目的是为了防止缩水。11. 呵是指什么?答:呵就是模仁,香港习惯用语,镶呵的意思就是镶模仁。12. 什么是虎口?答:虎口,又称管位,即用来限位的部分。常用在模仁的四个角上,起前后模仁一个精定位的作用,常用CNC或模床加工。13. 什么叫排位?答:模具上的产品布局称为排位。往往由进胶式样与模具结构及产品本身来决定的。13. 什么叫胶位?答:模具上产品的空穴称为胶位。也就是你需要的塑胶件14. 什么叫骨位?答:产品上的筋称为骨位。多是起连结或限位作用的15. 什么叫柱位?答:产品上的BOSS柱称为柱位。常是打镙丝或定位用的。16. 什么叫虚位?答:模具上的间隙称为虚位。也就是常说的避空位,常用在非封胶位。17. 什么叫扣位?答:产品联接用的钩称为扣位。一般需要做斜顶或行位结构。18.什么叫火花纹?答:电火花加工后留下的纹称为火花纹。由放电量来决定粗细。
电风扇旋扭的塑料模设计
毕业设计(论文) 课题名称电风扇旋扭的塑料模具设计 学生姓名 学号 院(系),专业 指导教师 年月日
目录 前言 (3) 第1章设计任务书 (4) 第2章塑件的工艺分析 (5) 第3章注塑模的设计要点 (6) 第4章注塑模的设计 (7) 第4.1节成型零件的设计 (7) 第4.2节合模导向机构的设计 (10) 第4.3节推出机构的设计 (12) 第4.4节浇注系统与排溢系统的设计 (15) 第4.5节分型面的设计 (19) 第4.6节温度调节系统的设计 (20) 第4.7节模架的设计 (21) 第4.8节注射模与注射机的关系 (22) 第5章设计总结 (25) 致谢 (26) 参考文献 (27)
前言 近年来,由于模具技术的迅速发展。模具设计与制造已成为一个行业越来越引起人们的关注。成为生产各种工业产品不可缺少的工艺装备。 作为二十一世纪的大学生,综合方面的素质越来越显得重要,特别要从事模具专业,毕业设计是培养综合运用所学理论知识和技能解决实际问题的一个重要环节,这是对我们大学阶段智力的一次总检验。更是我们受到集中培养和综合设计能力,科研能力,创新能力的一次难得的机会。 毕业设计的主要目的有两个:一,让学生撑握查阅资料与手册的能力,能够熟练运用C A D进行模具设计;二,掌握模具设计方法和步骤,了解模具的工艺过程。 此次本人设计的课题是:注塑模的设计。此注塑件是电风扇开关旋纽,体积小,形状复杂,在设计过程中,本人通过了参考实际产品,了解塑件的特点。在设计过程中查了很多资料。在设计过程中得到了何晓明等老师的精心指导和广大同学的帮助,在此表示感谢。