配料计算方法
配料计算学习资料
一.配料计算的基本过程
1.了解炉料的化学成分。
2.确定目标铁水成分。
3.初步确定生铁、废钢、回炉料、铁沫的加入量
4.根据配比计算C、Si、Mn、P、S、Cu、Cr当前配料含量
8.计算添加缺少的合金(增碳剂、硅铁、锰铁等等)
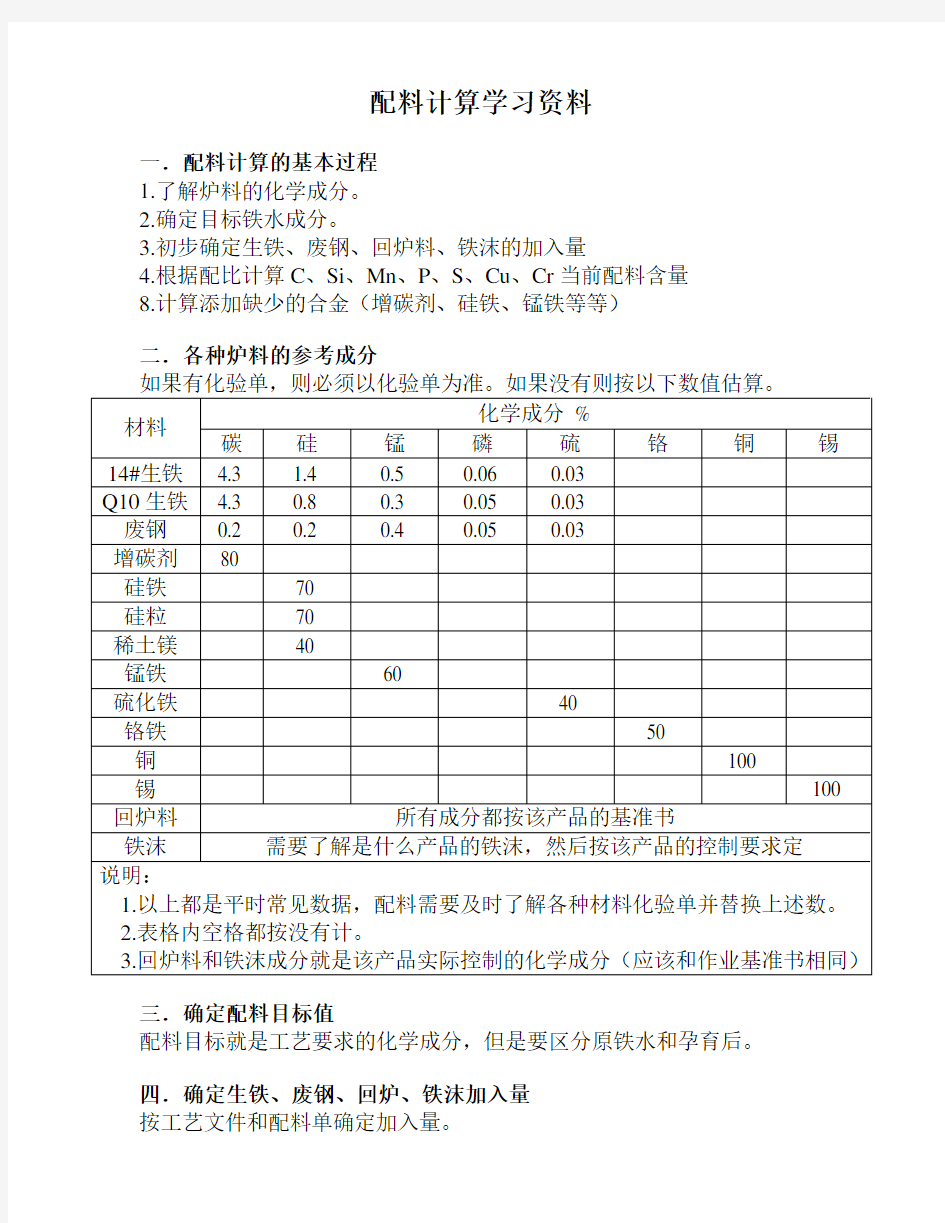
二.各种炉料的参考成分
三.确定配料目标值
配料目标就是工艺要求的化学成分,但是要区分原铁水和孕育后。
四.确定生铁、废钢、回炉、铁沫加入量
按工艺文件和配料单确定加入量。
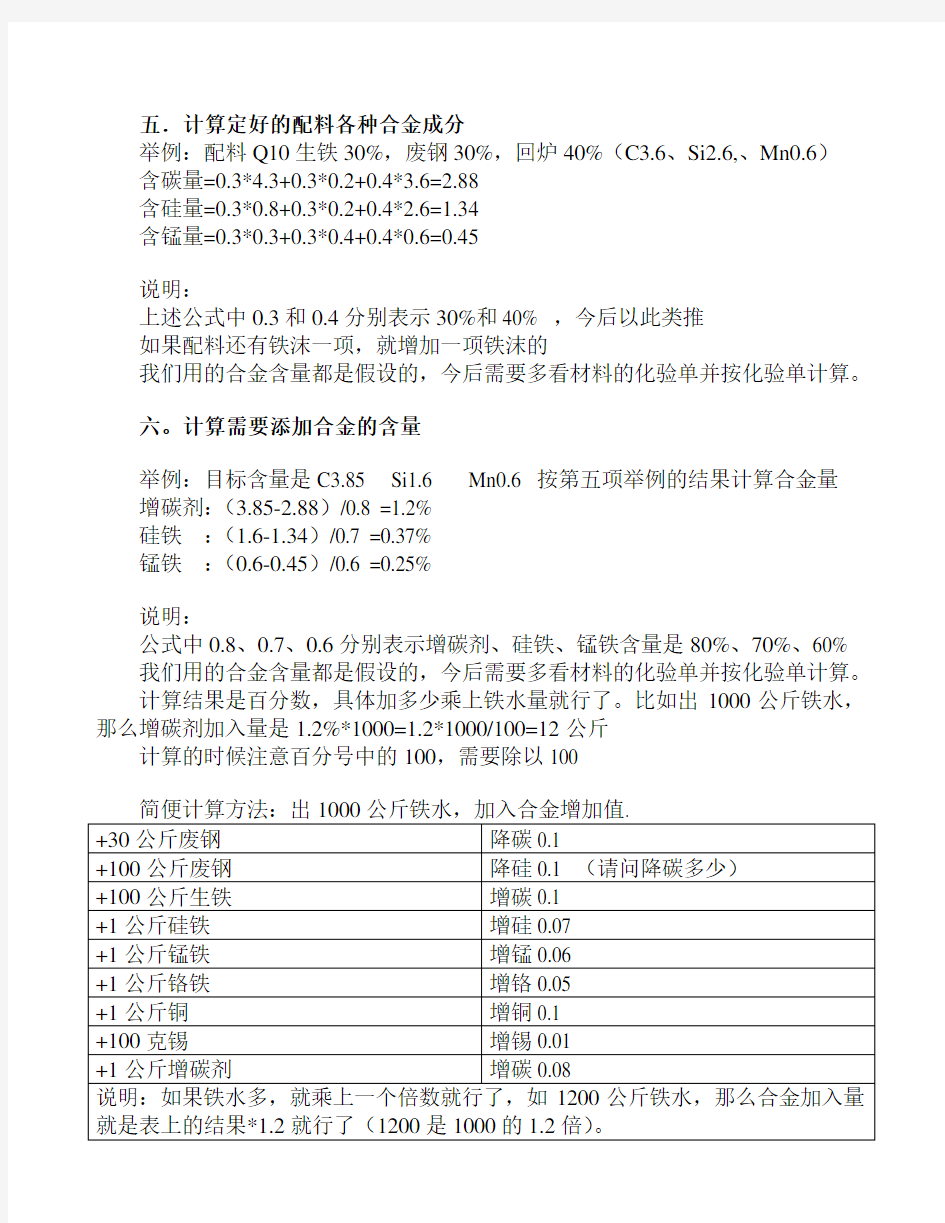
五.计算定好的配料各种合金成分
举例:配料Q10生铁30%,废钢30%,回炉40%(C3.6、Si2.6,、Mn0.6)
含碳量=0.3*4.3+0.3*0.2+0.4*3.6=2.88
含硅量=0.3*0.8+0.3*0.2+0.4*2.6=1.34
含锰量=0.3*0.3+0.3*0.4+0.4*0.6=0.45
说明:
上述公式中0.3和0.4分别表示30%和40% ,今后以此类推
如果配料还有铁沫一项,就增加一项铁沫的
我们用的合金含量都是假设的,今后需要多看材料的化验单并按化验单计算。
六。计算需要添加合金的含量
举例:目标含量是C3.85 Si1.6 Mn0.6 按第五项举例的结果计算合金量增碳剂:(3.85-2.88)/0.8 =1.2%
硅铁:(1.6-1.34)/0.7 =0.37%
锰铁:(0.6-0.45)/0.6 =0.25%
说明:
公式中0.8、0.7、0.6分别表示增碳剂、硅铁、锰铁含量是80%、70%、60% 我们用的合金含量都是假设的,今后需要多看材料的化验单并按化验单计算。
计算结果是百分数,具体加多少乘上铁水量就行了。比如出1000公斤铁水,那么增碳剂加入量是1.2%*1000=1.2*1000/100=12公斤
计算的时候注意百分号中的100,需要除以100
玻璃配料的计算
玻璃配料的计算
玻璃配料的计算 题目:某玻璃厂的一种玻璃配料工艺参数与所设数据如下: 纯碱挥散率 2.8%;玻璃获得率 82.5%; 碎玻璃掺入率 22%;萤石含率 0.87%; 芒硝含率 18%;煤粉含率 4.7%; 计算基础 100Kg玻璃液;计算精度 0.01。 设有30%的CaF2与SiO2反应,生成SiF4而挥发,SiO2的摩尔量为60.09,CaF2的摩尔量为78.08。 玻璃的设计成分见表1,各种原料的化学成分见表2。 表1 玻璃的成分设计(质量%) SiO2Al2O3Fe2O3CaO MgO Na2O SO3总计 72.4 2.10 <0.2 6.4 4.2 14.5 0.2 100 表2 各种原料的化学成分(%) 原料含 水 量 SiO2Al2O3Fe2O3CaO MgO Na2O Na2SO4CaF2 C 硅 砂 4.5 89.43 5.26 0.34 0.42 0.16 3.48 砂 岩 1.0 98.76 0.56 0.10 0.14 0.02 0.19 菱 镁 石 — 1.74 0.29 0.42 0.71 46.29 白 云 0.3 0.65 0.14 0.13 33.37 20.12
石 纯 碱 1.8 57.94 芒 硝 4.2 1.15 0.29 0.14 0.50 0.37 41.47 9 5.03 萤 石 —24.62 2.18 0.43 51.56 70.08 煤 粉 —82.11 根据已知条件, (1)试设计合适的原料配量表。 (2)画出玻璃制备工艺流程图,并简要叙述各环节主要工艺参数与注意事项。解:具体计算过程如下: 1.1 萤石用量的计算根据玻璃获得率得原料总量为: 100/0.825=121.21kg 设萤石用量为xkg,根据萤石含率得 0.87%=0.7008x×100%/121.21 x=1.51kg 由表2可知,引入1.47kg萤石将带入的氧化物量分别为 SiO 2 1.51×24.62%-0.12=0.25kg Al 2O 3 1.51× 2.18%=0.04kg Fe 2O 3 1.51×0.43%=0.01kg CaO 1.51×51.56%=0.78kg -SiO 2 =-0.12kg 上式中的-SiO 2是SiO 2 的挥发量,按下式计算: SiO 2+2CaF 2 =SiF 4 +2CaO 设有30%的CaF 2与 SiO 2 反应,生成SiF 4 而挥发,设SiO 2 的挥发量为xkg, SiO 2 摩尔量为60.09,CaF 2 的摩尔量为78.08,则
合金配料计算程序操作说明书
配料程序帮助文档 引言 合金配料有很多的计算方法(人工凭经验计算、用计算器、用Excel设置函数表,用配料程序计算)。 手工计算是最原始的方法,可惜很多企业都在用,这要完全靠掌炉工的经验估计,而且只能粗略估算,碰到元素多、材料种类多的时候力不从心,计算速度也不快并容易出错,至于还要考虑结果最优最节省成本那只能是完全靠经验了,有经验的老师傅知道合理搭配废料,而新手估计都是越纯的料越好用,因为计算也简单,投炉熔解也简单(再生铝行业有句话叫只要舍得A00铝锭加入,没有调整不好的成份!)但是拿纯铝做杂铝牌号明显是降级处理了,会大幅提高原材料成本。 Excel函数表有了很大的改进,计算结果精确,有很多精通Excel的配料员都能设计出这种函数表,相比上面的手工计算方便并准确了很多,可惜很多习惯了手工计算的老师傅估计还用不惯Excel;Excel函数表的原理基本类似:设定好牌号的标准范围、原材料的成份+回收率,生产的时候配料
员大概估计每种材料需要加入的量,然后慢慢调节到牌号的要求标准,这里还是要依赖配料员的经验,每种材料用多少、用哪些材料都是人怎么想就怎么录入,至于是否最节省成本谁也不知道(有经验的知道搭配利用废料,而新手还是喜欢用纯料)。 配料程序计算能弥补上面几种方法的缺点,目前市面有很多款配料计算的程序,本人不是第一个做这方面研究的,之前就有某名牌大学设计出一款配料计算软件,虽然不清楚某些配料程序里面的计算方法,我测试过几款国内的配料程序,据说是用遗传算法,并且承诺计算出来的结果成本最低,但测试计算之后并不是成本最低(也许跟手工计算的比较是更节省,但是我把相同的数据用本套程序计算做比较发现还有更优化的结果),而对方也只是含糊回答(说是还考虑了其它因素等等),有一款国外引进的配料软件(该公司不止做配料程序,还有其它很多铸造行业的软件),当然这款软件里面还有很多其它的功能,算是一款优秀的程序了(相比国内某些小的配料程序),但也存在同样的问题(计算结果不是最节省成本的,后续给大家演示他们公布的数据及计算结果跟本套程序计算的结果做比较),上述说明不是为了贬低别人而抬高自己,而本人去试用别人的程序跟自己的比较也只是为了完善并优化自己的系统,相信用户的眼睛是雪亮的,也欢迎其它配料程序来跟本套系统做比较,毕竟人类都
配方含量计算方法
配方含量计算方法 专用肥含量 N 20% P205 3% K20 2% 生产1000克,需要尿素、二铵、氯酸钾多少? 100 1000 1、计算尿素用量: = X=200克,折尿素:200÷46%=434.8 20 X 100 1000 2、计算二铵用量: = X=30克,折二铵(N 18%、P20544%):30÷46%=65.2 3 X 18% 其中:二铵里有尿素:×65.2=25.5 实际用尿素:434.8-25.5=409.3 46% 100 1000 3、计算氯酸钾用量: = X=20克,折氯酸钾:20÷60%=33.3 2 X 肥料纯养分含量与价格比较 例一复合肥含量45% 单价2.7元/kg,纯量单价=2.7÷45%=6元/kg 复合肥含量40% 单价2.5元/kg,纯量单价=2.5÷40%=6.25元/kg 例二复合肥含量45% 其中 N 36% P205 5% K20 4% 单价2.7元/kg, N单价 =36÷45×2.7=2.16元/kg P205单价=5÷45×2.7=0.3元/kg K20单价=4÷45×2.7=0.24元/kg
主要元素的原子量 钾(K)换算成氧化钾(K20) 39.1(K)×1.2=47(K20) 计算方法:钾 K 39.1 氧O 15.999 K20 =39.1×2=78.2+15.999=94.2 94.2÷78.2=1.2系数 钾(K)换算成氯化钾(KCl) 39.1(K)×1.9=74.29(KCl) 计算方法:钾 K 39.1 氯 Cl 35.45 KCl =39.1+35.45=74.55 74.55÷39.1=1.9系数 氯化钾(KCl)含量计算方法 钾占氯化钾原料百分比: K 39.1÷74.55×100%=52.44% 钾(K)换算成氧化钾(K20)乘1.2系数:52.44%×1.2=62% 磷(P)换算成五氧化二磷(P205) 30.97(P)×2.29=70.92(P205) 计算方法:磷 P 30.97氧O 16 P205 =30.97×2=61.94+16×5=141.94 141.94÷61.94=2.29 氯离子含量计算方法 专用肥中K20含量3.5%,氯离子含量占多少%,国家复混肥氯离子含量≤3%,计算方法:氯化钾原料:3.5%÷62%=5.65kg 氯占氯化钾原料百分比:钾原子量 K 39.1 氯原子量 Cl 35.45 35.45÷35.45+39.1×100%=47.55% 氯离子含量:5.65×47.55%=2.685%
配料计算方法
配料计算学习资料 一.配料计算的基本过程 1?了解炉料的化学成分。 2?确定目标铁水成分。 3?初步确定生铁、废钢、回炉料、铁沫的加入量 4.根据配比计算C、Si、Mn、P、S、Cu、Cr当前配料含量 8?计算添加缺少的合金(增碳剂、硅铁、锰铁等等) 二.各种炉料的参考成分 如果有化验单,则必须以化验单为准。如果没有则按以下数值估算。 说明: 1.以上都是平时常见数据,配料需要及时了解各种材料化验单并替换上述数。 2.表格内空格都按没有计。 3?回炉料和铁沫成分就是该产品实际控制的化学成分(应该和作业基准书相同) 三.确定配料目标值 配料目标就是工艺要求的化学成分,但是要区分原铁水和孕育后。 四.确定生铁、废钢、回炉、铁沫加入量按工艺文件和配料单确定加入量。 五.计算定好的配料各种合金成分 举例:配料 Q10生铁 30%,废钢 30%,回炉 40% (C3.6、Si2.6,、Mn0.6)含碳量=0.3*4.3+0.3*0.2+0.4*3.6=2.88
含硅量=0.3*0.8+0.3*0.2+0.4*2.6=1.34 含锰量=0.3*0.3+0.3*0.4+0.4*0.6=0.45 说明: 上述公式中0.3和0.4分别表示30%和40%,今后以此类推如果配料还有铁沫一项,就增加一项铁沫的 我们用的合金含量都是假设的,今后需要多看材料的化验单并按化验单计 六。计算需要添加合金的含量 举例:目标含量是C3.85 Si1.6 Mn0.6按第五项举例的结果计算合金量 增碳剂:(3.85-2.88)/0.8 =1.2% 硅铁:(1.6-1.34)/0.7 =0.37% 锰铁:(0.6-0.45) /0.6 =0.25% 说明: 公式中0.8、0.7、0.6分别表示增碳剂、硅铁、锰铁含量是80%、70%、60% 我们用的合金含量都是假设的,今后需要多看材料的化验单并按化验单计 计算结果是百分数,具体加多少乘上铁水量就行了。比如出1000公斤铁水, 那么增碳剂加入量是1.2%*1000=1.2*1000/100=12公斤 计算的时候注意百分号中的100,需要除以100 简便计算方法:出1000公斤铁水,加入合金增加值
铸造配料计算
铸造实验报告 一、铸造方法:湿型砂型铸造,手工造型。 二、造型材料的配方:由查《铸造技术数据手册》中的湿型砂配比表可得 1、背砂:新砂5%、旧砂94%、膨润土1%。 2、面砂:新砂40.4%、旧砂50%、膨润土4.5%、煤粉4%、重油1%、碳酸钠0.1%。 3、芯砂:新砂52%、旧砂40%、粘土6%、糖浆2%。 三、HT200化学成分的确定:由查表可得 牌号 铸件主要壁厚/mm 化学成分(%) C Si Mn P S HT200 15—30 3.1—3.5 平均3.3 1.8— 2.1 平均1.95 0.7—0.9 平均0.8 <0.15 ≤0.12 四、确定炉料配比 1、新生铁: 根据感应电炉熔炼铸铁的特性,为保证显微组织正常,炉料中生铁锭的用量不能超过20%。故选择新生铁的配比为20%,则新生铁的加入量: 150公斤?20%=30公斤 2、废钢 为了使炉料含碳量足够,废钢的配比为23%,则废钢的加入量为: 150公斤?23%=34.5公斤 3、回炉料 回炉料的加入量为:150公斤-30公斤-34.5公斤=85.5公斤 五、计算炉料中各元素的应有含量 1、炉料应含碳量 铁水所需的平均含碳量(铁水C )应等于毛坯所需的含碳量(1C ),即铁水C =1C ,碳熔炼烧损为1%,则 炉料C =铁水C /(1-0.01)=1C /0.99 因为毛坯所需的含碳量1C 已知为3.3%,所以 炉料C =铁水C /1-0.01=1C /0.99=3.3/0.99=3.33% 验算炉料实际含碳量: 新生铁带进的碳量:2C =4.0?20%=0.8% 回炉料带进的碳量:3C =4.15?57%=2.37% 废钢带进的碳量:4C =1.0?23%=0.23% 所以炉料实际含碳量C=2C +3C +4C =0.8%+2.37%+0.23%=3.4%
自动上料配料系统方案.(DOC)
自动配料灌装生产线计量系统方案 一、企业现有生产过程情况概述 目前企业的生产过程基本为:粉料采用人工称料用行车或叉车人工运料、手工填料的方式,液料采用称重计量,人工泵送料,反应釜一般采用手动变频启动方式、水计量采用就地显示流量计,需要人工看数手动控制开关,从以上看出企业目前基本没有自动计量及传输控制设备。 1、现存问题 (1)、人工上料,劳动强度大,速度慢; (2)、液体原料采用桶装称重计量或流量计显示,桶内残留和流量计显示误差,造成计量精度差。 (3)、整个产品生产过程采用人工手动控制,劳动强度大,差错率高,废品率高,致使产品质量控制困难大、生产效率低。 (4)、为了适应产品规模化、高质量生产的需要,系统的布局、控制模式、管理软件系统均需要有重新设计、实施。 2、用户需求分析 (1)、产品规模生产要求系统具有更大的产能、更高的稳定性; (2)、降低人工上料劳动强度、提高计量精度; (3)、固体及液体物料均应自动上料、自动计量; (4)、每次生产的不同配方(原料配比)均可在电脑上进行操作; (5)、生产过程实现自动化控制。 二、本方案自动上料配料系统组成 生产线配料主要完成水和4中液料的配料混合。计量罐单独设置,液体原料分开计量加料,现场3排搅拌釜分别为1排3个搅拌罐、2 排3个搅拌罐、3排5个搅拌罐。 1、原料罐四个,分别盛放四种不同的液体原料;水料罐1个,用于暂存水,预留用水 量。现场分别在3排搅拌罐的上部设置5T原料计量罐1台,15T水计量罐1台; 2、每个原料罐底部都安装有送料管道(管道口径DN65),分别由自动阀门和手动阀门 控制开关,每种液料的自动阀门安装在靠近管道出口位置,由送料泵负责将料通过
自动配料系统
摘要 可编程控制器是一种数字运算操作的电子系统,专为在工业环境下应用而设计。它采用可编程序的存贮器,用来在其内部存贮执行逻辑运算、顺序控制、定时、计数和算术运算等操作的指令,并通过数字的、模拟的输入和输出,控制各种类型的机械或生产过程。 PLC具有通信联网的功能,它使PLC与PLC 之间、PLC与上位计算机以及其他智能设备之间能够交换信息,形成一个统一的整体,实现分散集中控制。 原始配料过程中工人工作繁重,出错率高,称重的重量无监测,生产数据无纪录等不能保证企业的生产工艺?文中以PC机编程,可编程逻辑控制器(PLC),现场总线技术等现代工控技术为基础,开发了以PC机为上位机, 以PLC作为下位机的自动配料系统?在整个生产过程中,一旦生产计划制定完成,计算机将按照计划对每种原料进行称重,不再需要人工来干预?在这个过程中工人只是进行取料,由计算机通过电子称发来的数据校核重量,减轻了工人的工作负担,提高了工作效率? 关键词:通信,配料,PLC Abstract
Programmable controller is a digital computing operation of electronic systems, specially designed for application in industrial environment. It USES a programmable memory, used in its internal storage implementation logic operation, sequence control, timing, counting and arithmetic operation instruction, and through digital and analog input and output, control various types of machinery or production process. PLC has the function of communication network, it makes the PLC and between PLC and between PLC and upper computer, and other intelligent device can exchange information, form a unified whole, realize the centralized control. Raw ingredients in the process of workers to work hard, error rate is high, the weight of the weighing no monitoring, production data, no records cannot guarantee companies such as production process. In this paper to the PC programming, programmable logic controller (PLC), field bus technology and other modern industrial control technology as the foundation, developed with PC to PC, PLC as lower machine of automatic batching system. In the whole process, once finish production plan, the computer will be carried out in accordance with the plan of each raw material weighing, no longer require human intervention. In this process is to take material, data from all parts of the computer through the electronic said check weight, reduce the workload of workers, improve work efficiency. Key words: communication, ingredients, PLC 第一章、绪论
烧结配料计算
烧结配料计算的方法 烧结过程是一个非常复杂的氧化还原过程,氧的得失很难确定,原料成分的波动和水分的大小均会对最终结果产生影响,而要精确进行烧结配料的理论计算,在烧结生产中显得尤为麻烦,并且要占用大量的时间,所以,现场配料计算一般多采用简易计算方法,即:反推算法。 所谓反推算法是先假定一个配料比,并根据各种原料的水分、烧损、化学成分等原始数据,计算出烧结矿的化学成分,当计算结果符合生产要求,即可按此料比进行组织生产,如果不否,再重新进行调整计算,直至满足生产要求为止。如果在实际生产中,所计算的配比和实际有误差,可分析其产生误差的原因,并再次进行调整计算。生产中如何确定配料比,也是大家所关心的一个问题,实际上配料比的确定常常是根据炼铁生产对烧结矿的质量指标的要求和原料供应状况以及原料成分等,并结合生产成本进行合理的搭配,反复计算,得出最终使用的配料比。 一、在进行反推算法计算时,首先要了解有关配料方面需要掌握的一些术语。 1、烧损:物料的烧损是指(干料)在烧结状态的高温下(1200—1400摄氏度)灼烧后失去重量对于物料试样重量的百分比。 2、烧残:物料的残存量即物料经过烧结,排出水分和烧损后的残存物量。 3、水分:烧结原料的水分含量是指原料中物理水含量的百分数,即一定的原料(100g—200g)加热至150摄氏度,恒温1h,已蒸发的水分重量占试样重量的百分比。 4、化学成分:原料的化学成分是指某元素或化合物含量占该种干原料试样重量的百分比。 二、具体计算公式 1、烧残量=干料配比×(1—烧损) 2、进入配合料中的TFe=该种原料含TFe 量×该种原料配比 3、进入配合料中的SiO2=该种原料含SiO2量×该种原料配比 4、进入配合料中的CaO=该种原料含CaO量×该种原料配比 5、进入配合料中的MgO=该种原料含MgO量×该种原料配比 6、进入配合料中的Mn=该种原料含Mn量×该种原料配比 7、烧结矿的化学成分 烧结矿TFe=各种原料带入的TFe之和÷总的烧残量烧结矿SiO2=各种原料带入的SiO2之和÷总的烧残量烧结矿CaO=各种原料带入的CaO之和÷总的烧残量烧结矿MgO =各种原料带入的MgO之和÷总的烧残量烧结矿Mn=各种原料带入的Mn之和÷总的烧残量如果还有其他指标要求,其计算公式同上。 三、配料计算 配料计算是以干料来进行计算的,目前有两种方法,一种是使用干配比配料,一种是使用湿配比配料,但其目的都是一样的,现在各个单位大部分都是用湿配比进行配料,由于无法上传计算表,这里只好省略了,有机会再给大家上传哦如果还有其他成分需要计算,可参照上述计算公式进行计算,直至符合本公司对烧结生产的要求为止,以上配料计算的大致步骤,仅供参考。 烧结配料计算的主要公式 1. 干料配比=湿料配比*(100-水分)% 2. 残存量=干料配比*(100-烧损)% 3. 焦粉残存=焦粉干料配比*(100-烧损)%=焦粉干配比*灰分% 4. 烧结残存率=(总残存/总干料)*100%
高炉炼铁配料计算应用系统的设计与应用
第28卷 第3期河北理工学院学报Vol128 No13 2006年8月Journa l of Hebe i I n stitute of Technology Aug.2006 文章编号:100722829(2006)0320021204 高炉炼铁配料计算应用系统的设计与应用 王宝祥1,陈伟2,韩宏亮2,孙雅平3 (11唐山中厚板材有限公司,河北唐山063000;21河北理工大学, 河北唐山063009;31唐山科技职业技术学院,河北唐山063000) 关键词:高炉;配料计算;软件系统;设计与应用 摘 要:高炉物料是高炉冶炼的基础,高炉配料是影响高炉生产的至关重要因素。以高炉物料 平衡计算为理论基础,以建立高炉配料计算应用软件为切入点,建立了应用可行的高炉炼铁配 料计算应用系统,从而保证了高炉配料和变料计算的准确性,实现了高炉配料计算的自动化。 中图分类号:TF32516 文献标识码:A 0 引言 高炉配料计算是为满足炼铁生产工艺和炼钢对铁水质量的要求,保证炼铁产品的物理性能和化学成分的稳定,同时获得较高的生产率和较低的成本,把具有不同物理性能和化学成分的原料按一定过程和质量要求进行精确组合配料的过程,也既是根据已知的原料条件和冶炼条件,确定矿石和熔剂的消耗量,为冶炼规定成份的生铁,获得最合适的炉渣成分的过程[1,2]。配料计算模型恰当,配料方案合理,不仅关系到产品的产量和质量,而且直接影响到最终的配矿成本和经济效益[3,4]。高炉配料或变料计算不准很容易导致产品质量波动,生产成本上升,生产效益下降,甚至出现生产事故都屡见不鲜。 一段时间内,国内中小型高炉广泛兴起,但计算机控制能力普遍较差,且技术操作人员素质偏低,高炉配料过程计算一般采用传统的手工计算或根据经验估算,因手工配料计算过程繁琐,耗时耗力,可算数据结果单一,且计算准确性很差,因此准确的高炉配料计算是一件很让操作人员头痛的事情。据笔者所知,国内尚无高炉配料计算系统专利技术,绝大多数中小型高炉尚未实现高炉配料计算自动化,因此建立应用可行的高炉配料计算系统使用前景广阔,具有突出的研究价值和应用价值。 在对国内高炉具体生产操作做了大量调研的基础上,组织了既包括冶金科技上作者和冶金生产工作者在内的专家队伍,形成了该高炉炼铁配料计算应用系统,以望对高炉操作起到切实可行的指导作用。 1 系统设计 高炉炼铁配料计算应用系统以高炉物料平衡理论为理论基础,以生产高炉生铁的原料成分、燃料成分、原始条件及预定铁水成分等150多组参数为计算基础,结合生产实际,计算生产铁水所需最佳原燃料配比用量、出铁铁水成分、炉渣成分等生产所需数据。该应用系统包括三个子系统:(1)原料成分输入子系统;(2)配料计算子系统;(3)系统管理子系统。每个子系统均有若干模块组成,如图1所示。 系统设计过程中始终以现场高炉操作为出发点,并结合工程心理学,在保证系统计算精确性的同时,又注重界面的友好性,使系统既实用又方便。基于此,系统采用了W indows环境下使用统一的Access数据库系统和V isual Basic语言进行编程和设计。 收稿日期:2006201218 基金项目:河北理工大学科学研究基金项目
产品配方营养成分计算方法
产品配方营养成分计算方 法 This model paper was revised by the Standardization Office on December 10, 2020
产品配方营养成分计算方法 一、(Carbohydrate) 碳水化合物的计算 1.砂糖 (Sugar):公克数×99% =碳水化合物克数 2.糖浆 (Corn syrup): (公克数×42%)×99%=碳水化合物克数 3.全脂奶粉 (Milk powder):公克数×54% =碳水化合物克数 4.玉米淀粉 (Corn starch):公克数×85% =碳水化合物克数 5.炼奶 (Condensed milk):公克数×55%=碳水化合物克数 6.脱脂奶粉 (Non-fat milk powder):公克数×52% =碳水化合物克数 7.糊精纤维 (Fibers dextrin):公克数×50%=碳水化合物克数 8.木糖醇 (Xylitol):公克数×100%=碳水化合物克数 9.明胶 (Gelatin)、果胶 (Pectin)、卡拉胶及奶油 (Cream)不计算碳水化合物 二、( Fat) 脂肪的计算 1.奶油 (Cream):公克数×55%=脂肪克数 2.炼乳 (Condensed milk):公克数×%=脂肪克数 3.白脱(白奶油或黄油)(Butter) :公克数×%=脂肪克数 4.全脂奶粉 (Milk powder):公克数×20%=脂肪克数 5.软磷脂 (Lecithin):公克数×99%=脂肪克数
6.砂糖 (Sugar)、糖浆 (Corn syrup)、玉米淀粉 (Corn starch)、明胶 (Gelatin)、果 胶 (Pectin)、卡拉胶及脱脂奶粉 (Non-fat milk powder)不计算脂肪 三、( Protein) 蛋白质的计算 1.炼奶 (Condensed milk):公克数×8%=蛋白质克数 2.奶油 (Cream):公克数×1%=蛋白质克数 3.玉米淀粉 (Corn starch):公克数×1%=蛋白质克数 4.全脂奶粉 (Milk powder):公克数×20%=蛋白质克数 5.脱脂奶粉 (Non-fat milk powder):公克数×20%=蛋白质克数 6.砂糖 (Sugar)、糖浆 (Corn syrup)、盐 (Salt)、明胶 (Gelatin)、果胶 (Pectin)、 卡拉胶不计算蛋白质克数 四、( Cholesterol) 胆固醇质的计算 1.奶油 (Cream):克数×103%=胆固醇质毫克数 (mg) 2.炼奶 (Condensed milk):克数×36%=胆固醇质毫克数 (mg) 3.白脱(白奶油或黄油)(Butter) :克数×152%=胆固醇质毫克数 (mg) 4.全脂奶粉 (Milk powder):克数×71%=胆固醇质毫克数 (mg) 五、(Dietary Fiber) 膳食纤维的计算 1.糊精纤维 (Fiber dextrin):克数×85%=膳食纤维克数
配料计算
配料计算 3.原、燃料资源 3.1油页岩尾渣(石灰质原料) 油页岩干馏后尾渣平均化学成分(%)见表。 尾渣L.O.I SiO2Al2O3 Fe2O3CaO MgO K2O Na2O SO3Cl 平均(%) 40.82 2.80 1.44 0.97 51.38 1.03 0.07 0.03 0.072 0.013 尾渣粒度小于100微米,密度1.0t/m3, 3.2硅质原料 本项目拟采用当地的砂岩作为硅质原料。砂岩资源丰富,预计砂 岩矿石储量在8000万吨以上。砂岩采用民采民运,汽车运输进厂, 运输距离12公里。 根据业主提供的资料,砂岩矿石的化学成分(%)见表。 砂岩矿石的化学成分 (%) L.O.I SiO2A1203Fe203CaO MgO K20 Na2O S03Cl- 2.16 80.9 9.315 5.065 0.85 1.63 0.35 0.14 0.33 0.008 当地砂岩的SiO2含量高,质量满足本项目生产优质水泥熟料的技 术要求。 3.3铝质校正原料 本项目用电厂的干排粉煤灰作为铝质校正原料,汽车运输进厂,运距10 km。
电厂粉煤灰的化学成分(%)见表。 粉煤灰的化学成分 (%) 上述粉煤灰Al 2O 3 含量质量基本满足本项目的技术要求。 3.4铁质校正原料 本项目采用当地的硫酸渣作为铁质校正原料,汽车运输进厂,运距20km ,有充足的供料保证。 根据提供的资料,硫酸渣的化学成分(%)见表。 硫酸渣的化学成分(%) L.O.I Si02 A1203 Fe 203 CaO MgO K 20 Na 2O S03 Cl - 1.7 13.26 2.8 71.16 4.37 2.25 0.5 0.13 3.54 0.28 上述硫酸渣的Fe 2O 3含量较高,质量基本满足本项目的技术要求。 3.5燃料用煤 本项目熟料煅烧用煤采用无烟煤,由汽车运输进厂,能满足供应。 煤的工业分析(%)及煤灰化学成分(%)分别见表。 无烟煤的工业分析 (%) Mar Mad Aad Vad Qnet ,ad(kJ /kg) St ,ad 10 2.45 22.64 8.82 30810 0.35 电厂 L.O.I Si02 A1203 Fe 203 CaO MgO K 20 Na 20 S03 Cl 4.58 48.39 26.3 9.56 4.56 1.16 0.71 0.27 0.35 0.007
基于PLC的自动配料系统
南昌航空大学课程设计 题目:基于PLC的自动配料系统专业:自动化 班级:110441班 学号: 姓名: 指导老师:
摘要 自动配料系统是集输送、计量、配料、定量等功能于一体的动态计量系统,在建材、化工、冶金、矿山、电力、食品、饲料加工等行业中得到广泛应用。随着科学技术的发展,工业化程度的提高,常需要对自动配料系统中输送的流量进行调节、控制达到准确的配比。 本论文主要针对自动配料系统恒流量控制达到配比的控制要求,设计一套基于PLC的自动配料系统,并使用触摸屏开发运行管理界面。自动配料系统由可编程控制器(PLC)、变频器、皮带驱动电动机、称重传感器等构成。系统包含三台皮带驱动电动机,它们根据需要依次顺序启动。采用变频器实现对三相电动机的变频调速。称重传感器对物料进行称重并实时计量,PLC计算出实时流量及累计流量,比较设定值与实际流量的偏差经PID调节改变输出信号以控制变频器对皮带驱动电动机的速度调节,从而实现恒流量控制,并对系统进行监控。 关键词:自动配料,变频调速,PID调节,PLC
目录 摘要................................................................................................................................................. I Abstract ............................................................................................................. 错误!未定义书签。第一章绪论 (1) 1.1 课题背景及意义 (1) 1.2 自动配料系统 (1) 1.2.1 电子皮带秤 (1) 1.2.2 可编程控制器(PLC) (2) 1.2.3 变频器 (3) 1.3 本课题主要研究内容 (3) 第二章自动配料系统理论分析及方案确定 (5) 2.1 自动配料系统理论分析 (5) 2.1.1 电子皮带秤称重原理 (5) 2.1.2 流量控制原理 (6) 2.2 自动配料系统控制方案的确定 (8) 2.2.1 自动配料系统控制方案的确定 (8) 2.2.2 自动配料系统的组成及控制原理 (8) 第三章自动配料系统的硬件设计 (11) 3.1 系统主要配置的选型 (11) 3.1.1 皮带驱动电动机的选型 (11) 3.1.2 PLC及其扩展模块的选型 (11) 3.1.3 变频器的选型 (13) 3.1.4 称重传感器的选型 (15) 3.1.5 其他设备选型 (16) 3.2 系统主电路分析及设计 (17) 3.3 系统控制电路分析及设计 (19) 3.3.1 可编程控制器(PLC)的I/O端子分配 (19) 3.3.2 系统控制电路设计 (20) 第四章自动配料系统的软件设计 (23)
配料计算方法
配料计算的方法 烧结过程是一个非常复杂的氧化还原过程,氧的得失很难确定,原料成分的波动和水分的大小均会对最终结果产生影响,而要精确进行烧结配料的理论计算,在烧结生产中显得尤为麻烦,并且要占用大量的时间,所以,现场配料计算一般多采用简易计算方法,即:反推算法。所谓反推算法是先假定一个配料比,并根据各种原料的水分、烧损、化学成分等原始数据,计算出烧结矿的化学成分,当计算结果符合生产要求,即可按此料比进行组织生产,如果不否,再重新进行调整计算,直至满足生产要求为止。如果在实际生产中,所计算的配比和实际有误差,可分析其产生误差的原因,并再次进行调整计算。生产中如何确定配料比,也是大家所关心的一个问题,实际上配料比的确定常常是根据炼铁生产对烧结矿的质量指标的要求和原料供应状况以及原料成分等,并结合生产成本进行合理的搭配,反复计算,得出最终使用的配料比。 在进行反推算法计算时,首先要了解有关配料方面需要掌握的一些术语。 烧损:物料的烧损是指(干料)在烧结状态的高温下(1200—14000C)灼烧后失去重量对于物料试样重量的百分比。 烧残:物料的残存量即物料经过烧结,排出水分和烧损后的残存物量。 水分:烧结原料的水分含量是指原料中物理水含量的百分数,即一定的原料(100g—200g)加热至1500C,恒温1h,已蒸发的水分重量占试样重量的百分比。 化学成分:原料的化学成分是指某元素或化合物含量占该种干原料试样重量的百分比。 具体计算公式 烧残量=干料配比×(1—烧损) 进入配合料中的TFe=该种原料含TFe 量×该种原料配比 进入配合料中的SiO2=该种原料含SiO2量×该种原料配比 进入配合料中的CaO=该种原料含CaO量×该种原料配比 进入配合料中的MgO=该种原料含MgO量×该种原料配比 进入配合料中的Mn=该种原料含Mn量×该种原料配比 烧结矿的化学成分 烧结矿TFe=各种原料带入的TFe之和÷总的烧残量 烧结矿SiO2=各种原料带入的SiO2之和÷总的烧残量 烧结矿CaO=各种原料带入的CaO之和÷总的烧残量 烧结矿MgO=各种原料带入的MgO之和÷总的烧残量 烧结矿Mn=各种原料带入的Mn之和÷总的烧残量 如果还有其他指标要求,其计算公式同上。 配料计算 配料计算是以干料来进行计算的,目前有两种方法,一种是使用干配比配料,一种是使用湿配比配料,但其目的都是一样的,现在各个单位大部分都是用湿配比进行配料,故在此用湿配比计算法进行举例说明, 如果还有其他成分需要计算,可参照上述计算公式进行计算,直至符合本公司对烧结生产的要求为止,以上配料计算的大致步骤,仅供参考。
电炉炼钢的配料计算,装料方法及操作
【本章学习要点】本章学习电炉炼钢的配料计算,装料方法及操作,电炉熔化期、氧化期、还原期的任务及其操作,出钢操作等。 电炉炼钢,主要是指电弧炉炼钢,是目前国内外生产特殊钢的主要方法。目前,世界上90%以上的电炉钢是电弧炉生产的,还有少量电炉钢是由感应炉、电渣炉等生产的。通常所说的电弧炉,是指碱性电弧炉。 电弧炉主要是利用电极与炉料之间放电产生电弧发出的热量来炼钢。其优点是:(1)热效率高,废气带走的热量相对较少,其热效率可达65%以上。 (2)温度高,电弧区温度高达3000℃以上,可以快速熔化各种炉料。 (3)温度容易调整和控制,可以满足冶炼不同钢种的要求。 (4)炉内气氛可以控制,可去磷、硫,还可脱氧。 (5)设备简单,占地少,投资省。 第一节冶炼方法的分类 根据炉料的入炉状态分,有热装和冷装两种。热装没有熔化期,冶炼时间短,生产率高,但需转炉或其他形式的混铁炉配合;冷装主要使用固体钢铁料或海绵铁等。根据冶炼过程中的造渣次数分,有单渣法和双渣法。根据冶炼过程中用氧与不用氧来分,有氧化法和不氧化法。氧化法多采用双渣冶炼,但也有采用单渣冶炼的,如电炉钢的快速冶炼,而不氧化法均采用单渣冶炼。此外,还有返回吹氧法。根据氧化期供氧方式的不同,有矿石氧化法、氧气氧化法和矿、氧综合氧化法及氩氧混吹法。 冶炼方法的确定主要取决于炉料的组成以及对成品钢的质量要求,下面我们扼要介绍几种冶炼方法: (1)氧化法。氧化法冶炼的特点是有氧化期,在冶炼过程中采用氧化剂用来氧化钢液中的Si、Mn、P等超规格的元素及其他杂质。因此,该法虽是采用粗料却能冶炼出高级优质钢,所以应用极为广泛。缺点是冶炼时间长,易氧化元素烧损大。 (2)不氧化法。不氧化法冶炼的特点是没有氧化期,一般全用精料,如本钢种或类似本钢种返回废钢以
烧结矿配料的计算系统
第19卷第1期计算技术与自动化Vo l.19 N o.1 2000年3月COM P U T IN G T ECHN OL OG Y A N D A U T O M A T ION M arch 2000 文章编号:1003—6199(2000)01—0066—04 烧结矿配料的计算系统 彭永忠 (湘潭钢铁集团公司信息中心,湖南湘潭 411101) 摘 要:本文描述了冶金系统的烧结矿配料的计算系统软件的数据流图、计算方法及存储结构,以及该软件 的核心模块——配料计算模块的程序流程图。通过使用此软件,使烧结矿配料的计算更加准确、快捷。并可有效 地从宏观上控制烧结矿成本。 关键词:数据流图;存储结构;函数逼近;配料 中图分类号:TP301 文献标识码:A 1 问题的提出 冶金系统的烧结矿配料是一种比较复杂的计算。它要根据原料的化学成分和配料所要求得到的结果,来计算各种原料的配用量,并且要求原料成本较低。 当原料的化学成分有所变化,或配料所要求得到的结果有所变化时,必须重新计算各种原料应该怎样配、配多少。 湘钢在使用烧结矿配料的计算系统之前,每次遇到这种计算时,都是配料工程师借助计算器来计算。他们往往通宵达旦才能完成这种计算,为此花费了大量的时间和心血。而且手工计算容易出错,出了错还不容易察觉,往往要等到出了质量事故才察觉到。 2 解决方案 为了解决这个问题,我们开发了烧结矿配料的计算系统,使用计算机来为烧结矿进行配料,使这种复杂的计算,不再消耗太多的人力,并且更加准确、快捷。 2.1 系统分析 2.1.1 数据流图 配料计算系统数据流图见图1。 2.1.2 数据项 原料成分类数据包含以下数据项:原料含铁量TFe(百分比)、原料CaO含量(百分比)、原料SiO2含量(百分比)、原料M gO含量、原料S含量、原料P含量、原料As含量、原料烧损、原料水份及原料单价。我们将每种原料上述数据分别表示为:TFe i、CaO i、SiO2i、MgO i、S i、P i、As i、SS i、SF i、及DJ i(i=1,2,3……n)。 目标值类数据包含以下数据项:成品含铁量T Fe(百分比)、成品碱度R(R=CaO含量/ 收稿日期:1999—11—18 作者简介:彭永忠,(1968年—),男,计算机学士,高级程序员,从事软件开发。
基于PLC的自动配料系统毕业设计论文
毕业设计(论文)题目:基于PLC的自动配料系统
摘要 自动配料系统是集输送、计量、配料、定量等功能于一体的动态计量系统,在建材、化工、冶金、矿山、电力、食品、饲料加工等行业中得到广泛应用。随着科学技术的发展,工业化程度的提高,常需要对自动配料系统中输送的流量进行调节、控制达到准确的配比。 本论文主要针对自动配料系统恒流量控制达到配比的控制要求,设计一套基于PLC的自动配料系统,并使用触摸屏开发运行管理界面。自动配料系统由可编程控制器(PLC)、变频器、皮带驱动电动机、称重传感器等构成。系统包含三台皮带驱动电动机,它们根据需要依次顺序启动。采用变频器实现对三相电动机的变频调速。称重传感器对物料进行称重并实时计量,PLC计算出实时流量及累计流量,比较设定值与实际流量的偏差经PID调节改变输出信号以控制变频器对皮带驱动电动机的速度调节,从而实现恒流量控制,并对系统进行监控。 关键词:自动配料,变频调速,PID调节,PLC
Abstract The auto-dispensation system is widely used in industrial, such as Building Materials industry, Metallurgical industry, food processing industry. According to the prescription, this system can transport the needed materials and calculate it. With the development of science and the improvement of the industrialization, it’s necessary to adjust the flow that the auto-dispensation transports and controls to the accurate ratio. This paper mainly aimed at the automatic batching system of constant ratio of flow control to control requirements, design a set of automatic batching system based on PLC, and use configuration software development operation management interface. Automatic batching system is constitute by programmable controller (PLC), inverter, belt drive motor, weighing sensor, computer, etc. System contains three belt drive motor, which in turn according to need order started. Frequency converter, is adopted to realize frequency control of motor speed of three-phase motor. Weighing sensors for weighing and real-time measurement for the material, PLC calculates the real-time flow and cumulative flow, more set value and the actual flow deviations by the PID adjustment to change output signal to control the frequency converter speed adjustment of belt drive motor, so as to realize constant flow control, and communication Key words: the auto-dispensation system, variable frequency speed control, PID control, PLC