新产品试制和生产准备状态检查报告
好好学习社区
更多免费资料下载:https://www.360docs.net/doc/d610262239.html, 德信诚培训网
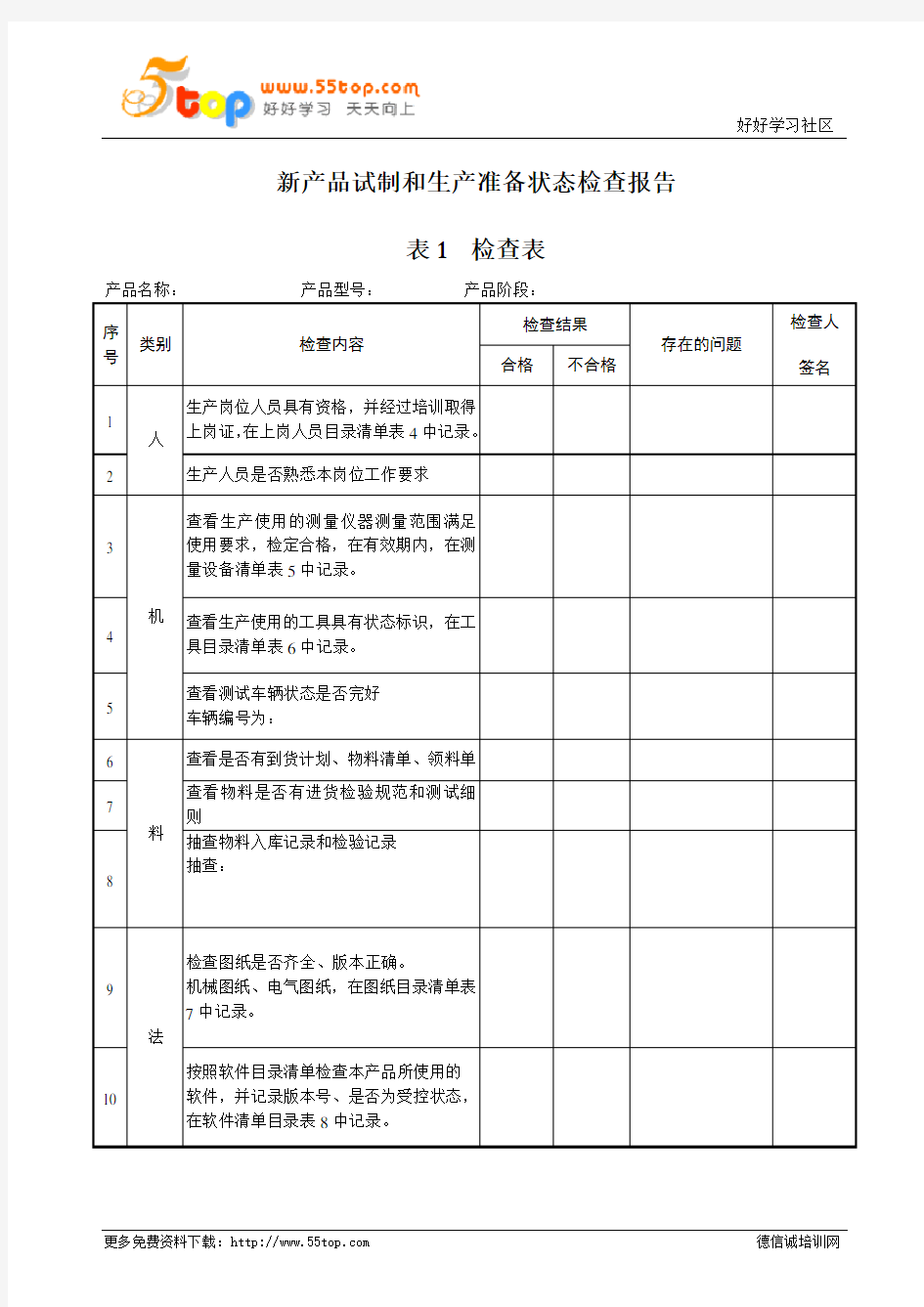
新产品试制和生产准备状态检查报告
表1 检查表
产品名称:
产品型号:
产品阶段:
生产准备状态检查程序
生产准备状态检查程序 1生产准备状态检查1.1时机和频次 a时机:试制、试生产、间断生产和转厂生产前;b频次:有试制、试生产、间断生产和转厂生产时。1.2生产准备状态检查的策划 生产准备状态检查前,由质量部牵头,组成公司生产准备状态检查组,对生产准备状态检查工作实施详细策划,编制生产准备状态检查计划和生产准备状态检查表,并按生产准备状态检查计划实施集中式检查。 2生产准备状态检查的内容和方法2.1设计文件完整、正确性 a设计图样、技术文件是否完整、正确;校对、审核和批准手续是否完备,满足质量计划或产品质量保证大纲要求后是否经工艺和质量会签; b设计引用文件是否齐全,是否按研制程序实施了分级、分阶段的设计评审,并做出明确结论; c研制和试验中发现的技术质量问题是否已得到解决,并纳入相应的设计图样和技术文件。 2.2生产计划与批次管理 a生产过程是否识别了产品要求的验证、监视、测量和试验活动,并确定了产品接收准则;b是否针对新产品、项目或合同编制了必要的试制质量计划(或质量保证大纲) c是否制定了批次管理制度,或在制品、制成品批次移植和转批管理办法。 2.3基础设施 a是否编制了各种设备、模具、工具、夹具、量具、仪器、仪表控制目录;目录是否规定了检定日期、责任者或责任单位; b是否建立了履历卡;是否按规定进行了周期检定或校准,其周期检定或校准结果和修正记录是否予以保持; c模具、夹具和设备等成型工装是否按尺寸精度、生产批量、使用条件规定了几何形状和尺寸复验周期; d 自制的非标设备、仪器仪表是否经公司主管部门组织鉴定并试 用合格;是否保留了自制的非标设备和仪器仪表产品图; e外购仪器、设备和仪表是否经试用合格; f是否规定了机械设备和热工仪表技术参数检定和校验周期;g设备、模具、工具、夹具、量具、仪器、仪表保管和使用条件是否符合相关标准要求; h热工仪器仪表和热电偶检定周期是否符合标准要求,是否在有效使用期内; i生产现场的工作环境是否与工艺要求相适应。2.4人员配备 a现场设计、工艺技术人员和管理人员的数量和质量是否满足生产要求; b生产工人和检验人员配备数量和质量是否满足生产要求;c所有与质量有关的人员是否经培训合格并持证上岗。2.5工艺准备 a工艺文件是否按规定进行了校对、审核和批准; b关键工序质量要求是否明确;是否编制了作业指导书;控制方法是否已经过验证; c 产品试制或试生产所必须的工艺装备是否按规定进行了检验和 试用鉴定,并具有合格证明文件; d工艺规范、作业指导书等工艺文件是否完善,能否满足批量生产要求; e工艺装备、计量器具和测试仪器是否按批量生产配备齐全,准确度和使用状态能否满足批量生产要求;是否编制了检修和检定计划;是否规定了生产与检验共用的工艺装备和调试设备在用做检验前按规定进行校准的程序;
新产品试制过程控制程序
新产品试制过程控制程序 1范围 本程序规定了新产品试制过程的控制要求、内容和程序。 本程序适用于公司军工产品新产品试制过程,民用产品可参照使用。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包含勘误的内容或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,最新版本适用于本标准。 Q/DZLz003《质量记录控制程序》 Q/DZLz008《合同评审程序》 Q/DZLz009《工艺评审程序》 Q/DZLz010《产品质量评审程序》 Q/DZZ313《木模工装制造工作流程》 3 职责 综合管理部负责新产品的合同评审组织工作,负责新产品试制网络计划的编制。 技术质量部负责技术协议的签订,负责组织新产品试制的工艺评审、技术状态准备检查、首件鉴定、产品质量评审、新产品试制过程的控制等工作。 生产管理部负责新产品试制生产的组织工作。 4 程序及要求
4.1新产品试制的合同评审、签订及网络计划 4.1.1新产品合同信息输入: a集团总部新产品研制计划和临时性新产品试制任务; b集团外的产品合同信息。 4.1.2 根据新产品合同信息输入,综合管理部负责组织技术、质量、生产等部门对新产品合同评审,评审是否具备满足新产品试制的能力,合同评审按照Q/DZLz008要求进行。 4.1.3合同评审后,对具备满足顾客要求的新产品,由综合管理部按照顾客的 新产品要求编制新产品试制网络计划,各单位严格按照网络计划要求完成新产品试制任务。 4.2技术资料准备及工艺方案评审 4.2.1根据新产品试制网络计划,技术质量部根据顾客图样和技术协议要求绘制毛坯图、编制新产品试制工艺规程,并出具工装订货单; 4.2.2工艺规程下发前,技术质量部组织技术、质量、生产等部门进行工艺方案评审,工艺方案应能确保满足顾客产品质量要求。工艺方案评审按照Q/DZLz009要求进行。 4.3 新产品试制生产准备 4.3.1依据工装订货单,综合管理部负责新产品工装订货,新产品订货选择的供方应满足新产品要求。必要时,技术质量部主管工艺应参与工装订货的供方选择和技术问题沟通工作。工装制作完成后,工装采购员办理临时入库,保管员建立工装合格检查履历本,木模工装按照Q/DZZ313要求对工装进行检验,检验合格的按规定办理正式入库手续。
新产品试制程序(含表格)
新产品试制程序 (ISO9001:2015) 1目的 为了验证新产品设计质量,考核产品结构/性能/工艺,并确保:a) 在设计和开发的适当阶段进行工艺评审; b) 在新产品试制前进行准备状态检查;c) 适用时,在试制过程中进行首件鉴定;d) 在产品试制完成后进行产品质量评审。2范围 本流程适用对公司研发阶段的产品试制过程。 3职责 职责参见文件流程描述职责要求。 4要求 4.1研发部负责提供新产品试制所需的有效技术文件(图样),负责新型移动测量系统产品装配调试工作和新产品试制全过程的生产管理、生产过程的组织协调实施。组织工艺评审和进行新产品试制前准备状态检查,填写《生产准备状态检查表》。新产品试制过程中的技术状态更改按7.7技术状态管理进行控制。在新产品试制完成后组织进行产品质量评审,并对在工艺评审、试制前准备状态检查、首件鉴定和产品质量评审中发现质量问题按《纠正措施控制程序》和《预防措施控制程序》进行归零处理,填写《纠正措施处理单》或《预防措施处理单》。 4.2质量部负责新产品试制全过程的质量管理和质量检验,进行首件鉴定,对质量问题采取措施进行跟踪检查验证。生产部配合新型移动测量系统产品试制的装配。商务部负责新产品试制所需的设备、物资、原材料的采购。
4.3各部门保存新产品试制过程的相关记录,包括工艺评审、试制前准备状态检查、首件鉴定和产品质量评审及试制过程中质量问题、技术状态更改等的相关记录。 4.4保存试制过程和采取任何措施的记录。 4.5顾客要求时,组织应邀请顾客参加新产品试制准备状态检查、首件鉴定。 5记录 5.1新产品试制鉴定评审表 新产品试制鉴定评 审表 5.2检验记录表 检验记录表.xls
新产品试制检验制度正式样本
文件编号:TP-AR-L5757 There Are Certain Management Mechanisms And Methods In The Management Of Organizations, And The Provisions Are Binding On The Personnel Within The Jurisdiction, Which Should Be Observed By Each Party. (示范文本) 编制:_______________ 审核:_______________ 单位:_______________ 新产品试制检验制度正 式样本
内部管理系列 | INTERNAL MANAGEMENT 编号:TP-AR-L5757 第2页 新产品试制检验制度正式样本 使用注意:该管理制度资料可用在组织/机构/单位管理上,形成一定的管理机制和管理原则、管理方法以及管理机构设置的规范,条款对管辖范围内人员具有约束力需各自遵守。材料内容可根据实际情况作相应修改,请在使用时认真阅读。 1、新产品试制过程所需的材质记录由生产技术 部门提出具体要求,检验部门负责检验记录。 2、新产品试制过程的有关零件,整机的检测数 据和试验记录由检验部门负责。 3、检验部门提出新产品鉴定的质量检验报告对 能否符合作出明确意见。 4、未经鉴定的新产品不得批量投产,如有特殊 需要、须经厂部批准。 5、本制度各条款实施细则按有关规定执行。 此处输入对应的公司或组织名字 Enter The Corresponding Company Or Organization Name Here
GJB9001C新产品试制过程控制程序(含表格)
新产品试制过程控制程序 (GJB9001C-2017) 1、范围 本程序规定了对新产品的设计转化为可使用的产品进行控制的方法和要求,以确保试制出来的产品的质量特性符合设计和开发要求。 本程序适用于本公司的军品和复杂、大型民品的试制控制。 2、规范性引用文件 设计和开发控制程序 纠正措施控制程序 记录控制程序 3、术语和定义 新产品:新产品是指相对于常规产品、老产品、已定型产品而言的,包括独创新产品、换代新产品、改进新产品、仿制新产品、非标产品。 4、职责与权限 本程序涉及相关部门及岗位人员职责权限如下: a) 技术部负责新产品试制过程的归口管理,负责新产品试制方案的策划和组织实施;负责编制工艺总方案及工艺文件,组织实施工艺评审;负责对试制过程进行有效控制,制定试制过程中各种问题的解决措施和具体实施; b) 资材采购部负责新产品试制所用的原材物料及外购(外协)件的采购并保证质量; c) 生产计划部负责新产品试制计划的编制和下达,组织做好新产品试制的人员
和场地设备等设施准备工作,组织相关部门进行试制前准备状态检查,负责新产品试制过程中产品的加工、试制和进展情况进行检查; d) 品管部负责新产品试制过程中及外购、外协件的质量检验,负责试制过程中使用的计量器具的管理,适时进行首件鉴定,组织产品质量评审; e) 总工程师对新产品试制过程中进行的工艺评审、试制前准备状态检查、首件鉴定和产品质量评审进行全程监督,并对新产品试制各过程的输入和输出结果进行批准。 5、管理内容、方法与要求 5.1新产品试制的策划 技术部在新产品试制时应按《设计和开发控制程序》的要求编制新产品试制的《项目计划进度表》,编制新产品的工艺总方案及工艺文件,组织编制新产品试制的《质量保证大纲》及相关试制文件,作为新产品试制的依据。 5.2工艺评审 5.2.1技术部负责在设计和开发的适当阶段对试制的新产品进行分级、分阶段的工艺评审,以评价工艺符合设计要求的程度,及时发现和消除工艺文件的缺陷,保证工艺文件的正确性、合理性、可生产性和可检查性。工艺评审的主要内容一般应包括: a) 工艺总方案、生产说明书等指导性工艺文件的评审; b) 关键件、重要件、关键工序的工艺规程的评审; c) 特种工艺及特种过程文件的评审; d) 采用的新技术、新工艺、新材料、新设备的评审等。 5.2.2工艺评审的步骤和实施方法:
生产准备状态检查程序
生产准备状态检查程序1生产准备状态检查1.1时机和频次 a时机:试制、试生产、间断生产和转厂生产前;b频次:有试制、试生产、间断生产和转厂生产时。1.2生产准备状态检查的策划 生产准备状态检查前,由质量部牵头,组成公司生产准备状态检查组,对生产准备状态检查工作实施详细策划,编制生产准备状态检查计划和生产准备状态检查表,并按生产准备状态检查计划实施集中式检查。2生产准备状态检查的内容和方法2.1设计文件完整、正确性 a设计图样、技术文件是否完整、正确;校对、审核和批准手续是否完备,满足质量计划或产品质量保证大纲要求后是否经工艺和质量会签; b设计引用文件是否齐全,是否按研制程序实施了分级、分阶段的设计评审,并做出明确结论; c研制和试验中发现的技术质量问题是否已得到解决,并纳入相应的设计图样和技术文件。 2.2生产计划与批次管理 a生产过程是否识别了产品要求的验证、监视、测量和试验活动,并确定了产品接收准则; b是否针对新产品、项目或合同编制了必要的试制质量计划(或质量保证大纲) c是否制定了批次管理制度,或在制品、制成品批次移植和转批管理办法。 2.3基础设施 a是否编制了各种设备、模具、工具、夹具、量具、仪器、仪表控制目录;目录是否规定了检定日期、责任者或责任单位; b是否建立了履历卡;是否按规定进行了周期检定或校准,其周期检定或校准结果和修正记录是否予以保持; c模具、夹具和设备等成型工装是否按尺寸精度、生产批量、使用条件规定了几何形状和尺寸复验周期;d 自制的非标设备、仪器仪表是否经公司主管部门组织鉴定并试 用合格;是否保留了自制的非标设备和仪器仪表产品图; e外购仪器、设备和仪表是否经试用合格; f是否规定了机械设备和热工仪表技术参数检定和校验周期;g设备、模具、工具、夹具、量具、仪器、仪表保管和使用条件是否符合相关标准要求; h热工仪器仪表和热电偶检定周期是否符合标准要求,是否在有效使用期内; i生产现场的工作环境是否与工艺要求相适应。2.4人员配备 a现场设计、工艺技术人员和管理人员的数量和质量是否满足生产要求; b生产工人和检验人员配备数量和质量是否满足生产要求;c所有与质量有关的人员是否经培训合格并持证上岗。2.5工艺准备 a工艺文件是否按规定进行了校对、审核和批准; b关键工序质量要求是否明确;是否编制了作业指导书;控制方法是否已经过验证; c 产品试制或试生产所必须的工艺装备是否按规定进行了检验和 试用鉴定,并具有合格证明文件; d工艺规范、作业指导书等工艺文件是否完善,能否满足批量生产要求; e工艺装备、计量器具和测试仪器是否按批量生产配备齐全,准确度和使用状态能否满足批量生产要求;是否编制了检修和检定计划;是否规定了生产与检验共用的工艺装备和调试设备在用做检验前按规定进行校准的程序; 重大工艺问题是否已经获得解决;是否制定并实施了特种工艺控制程序。f 2.6外购器材 主要合格供方考核、认定资料、质量认证证书、资格证书是否齐全,是否符合规定要求。
生产准备状态检查程序
生产准备状态检查程序 1目的和范围 本程序规定了公司军工产品生产准备状态检查的要求、主要内容、组织管理和评审程序。适用于军工产品试制前的生产准备状态检查,转产、复产产品可参照执行。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本程序的条款。凡是注日期的引用文件,其随后所有修改单(不包括勘误的内容)或修订版本均不适用于本程序。然而,鼓励根据本程序达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本程序。 GJB9001C 质量管理体系要求 GJB1710A 试制和生产准备状态检查 3术语和定义 GJB9001C确立的及以下术语和定义适用于本程序。 4 职责 生产副总经理负责公司生产准备状态检查工作,制造部归口管理,质量管理部负责改进措施落实情况验证。 5 一般要求 5.1 研制过程试制前和生产阶段的生产前,公司应对试制或生产的准备状态进行全面系统的检查,对其开工条件做出评价,以确保产品能保质、保量、按期交付并规避风险。 5.2 根据产品的特点、生产规模、复杂程度以及准备工作的实际情况等,可以集中,也可以分级分阶段地进行产品的试制和生产准备状态检查。 5.3 应对试制和生产准备状态检查实施有效的控制,并根据产品特点列出检查项目,记录检查结果,对存在的问题应制定纠正措施并进行跟踪,以保证检查活动的全面性、系统性和有效性。 6 详细要求 6.1 试制准备状态检查的内容与要求
6.1.1 设计文件 6.1.1.1 设计文件正确性、完整性应符合有关规定和产品试制要求。 6.1.1.2 设计文件应按规定经过审签、工艺性审查、标准化审查和质量会签。 6.1.1.3 对复杂产品应进行特性分类,编制关键件、重要件明细表,并在产品技术文件和图样上作出相应的标识。 6.1.1.4 设计文件的更改应符合相应的规定。 6.1.2 生产设施与环境 6.1.2.1 产品试制过程中必要的技术措施(包括基础设施、工作环境等)应能满足产品试制的要求。 6.1.2.2 生产设备处于完好状态,满足产品加工要求。检测设备应经过检定(校准)合格;新增加的设备要按规定进行试运行,经鉴定(检定)合格后方可使用。 6.1.2.3 生产设施与工作现场的布置,应能保证试制过程的安全以及产品与工艺对环境的要求。 6.1.3 人员配备 6.1.3.1 应确保配合现场生产的设计、工艺等技术人员和管理人员具备相应的资格,在数量上和技术水平上符合现场工作的要求。 6.1.3.2 应按产品生产的过程及各工序和工种的要求,配备足够数量、具有相应技术水平的操作、检验和辅助等人员。各类操作和检验人员应熟悉本岗位产品图样、技术要求和工艺文并经培训考核按规定持有资格证书。 6.1.4 工艺准备 6.1.4.1 试制产品的工艺总方案应经过评审。 6.1.4.2 工艺文件配套齐全,能够满足产品试制要求,并按规定进行了审签手续。 6.1.4.3 关键件、重要件,关键过程、特殊过程均已识别,有明确的质量控制要求,并纳入相应的工艺文件。 6.1.4.4 产品试制所必要的工艺装备,已经过检验或试用检定,并具有合格证明。 6.1.4.5 检验、测量和试验设备配备齐全,能满足产品试制要求,并在检定有效期内。 6.1.4.6 采用的新技术、新工艺和新材料,已进行了技术鉴定并符合设计要求。 6.1.4.7 产品试制、检验和试验过程中所使用的计算机软件产品应经过鉴定,并能满足使用要求。
(GJB 9001C) 新产品试制过程控制程序
Q/J B X X X X X有限公司管理标准 Q/JB 203-002—2017 SG/SM-ST-013、SG/SM-ST-023 新产品试制过程控制程序 2017-10-20发布2017-10- 31实施XXXXXX有限公司发布
新产品试制过程控制程序 1 范围 本程序规定了对新产品的设计转化为可使用的产品进行控制的方法和要求,以确保试制出来的产品的质量特性符合设计和开发要求。 本程序适用于本公司的军品和复杂、大型民品的试制控制。 2 规范性引用文件 Q/JB 203-001-2017 设计和开发控制程序 Q/JB 217-003-2017 纠正措施控制程序 Q/JB 216-002-2017 记录控制程序 3 术语和定义 新产品 新产品是指相对于常规产品、老产品、已定型产品而言的,包括独创新产品、换代新产品、改进新产品、仿制新产品、非标产品。 4 职责与权限 本程序涉及相关部门及岗位人员职责权限如下: a)技术部负责新产品试制过程的归口管理,负责新产品试制方案的策划和组织实施;负责编制工 艺总方案及工艺文件,组织实施工艺评审;负责对试制过程进行有效控制,制定试制过程中各 种问题的解决措施和具体实施; b)资材采购部负责新产品试制所用的原材物料及外购(外协)件的采购并保证质量; c)生产计划部负责新产品试制计划的编制和下达,组织做好新产品试制的人员和场地设备等设施 准备工作,组织相关部门进行试制前准备状态检查,负责新产品试制过程中产品的加工、试制和进展情况进行检查; d)品管部负责新产品试制过程中及外购、外协件的质量检验,负责试制过程中使用的计量器具的 管理,适时进行首件鉴定,组织产品质量评审; e)总工程师对新产品试制过程中进行的工艺评审、试制前准备状态检查、首件鉴定和产品质量评 审进行全程监督,并对新产品试制各过程的输入和输出结果进行批准。 5 管理内容、方法与要求 5.1 新产品试制的策划 技术部在新产品试制时应按《设计和开发控制程序》的要求编制新产品试制的《项目计划进度表》,编制新产品的工艺总方案及工艺文件,组织编制新产品试制的《质量保证大纲》及相关试制文件,作为新产品试制的依据。 5.2 工艺评审 5.2.1 技术部负责在设计和开发的适当阶段对试制的新产品进行分级、分阶段的工艺评审,以评价工艺符合设计要求的程度,及时发现和消除工艺文件的缺陷,保证工艺文件的正确性、合理性、可生产性和可检查性。工艺评审的主要内容一般应包括: