球铁配料
冲天炉熔炼球铁配料举例(铸态铁素体球铁)
1、要求化学成分(%)
C 3.5~3.7; Si 2.8~3.1;Mn≤0.35;P≤0.06;S≤0.026;Mg 0.03~0.05; Re0.02~0.04 注:此处的含C量为球化后的终C量,而不是原铁水的含C量。
2、已知原材料化学成分(%)
种类 C Si Mn P S
历城14#生铁 4.23 1.5 0.21 0.05 0.02
回炉铁 3.75 2.94 0.25 0.046 0.02
Si-Fe:含Si为75%;
焦炭:含S为0.5%;Si-Bi孕育剂含Si为70%;
球化剂ReMg5-8:含Si为:42%;
3、熔炼过程中元素烧损:酸性冲天炉:Si后炉按15%;炉前按10%;Mn后炉
按20%;炉前按15%。碱性冲天炉:Si后炉按25%;炉前按20%;Mn后炉按15%;炉前按10%。
4、用选择搭配方法试算(铁料按100公斤计算)原生铁65%;回炉铁35%。
5、核算炉料中的含C量
C炉料=4.23%×65%+3.75×35%=4.06%
由于球铁中碳当量比较高,在冲天炉熔炼条件下要减碳(当碳当量>3.6%时一般要减碳3~8%),如按5.5%计算,则从炉内出来的铁水含C量为:4.06%
×(1-5.5%)=3.84%;同时在球化处理过程中还要降碳0.1~0.2%(原因:○1球化反应使碳烧损;○2一部分过饱和C以石墨形式析出,上浮进入熔渣)如
按0.15%计算,则铁水最终含C量为:3.84%—0.15%=3.69%(符合3.5~3.7%的要求)
6、含Si量的计算
铁水最终含Si量包括以下几个部分:
1)炉料中的含Si量Si炉料:
Si炉料=1.5%×65%+2.94×35%=2.0%,烧损按15%计算,则从炉内出来的铁水含Si量为:2.0%×(1-15%)=1.7%;
2)一次孕育按0.2% 75 Si-Fe(覆盖在球化剂上),进入铁水的硅量Si孕育Ⅰ=0.2%×75%×(1-10%)=0.14%;
3)二次孕育按0.4% 75 Si-Fe(在出铁槽加入),进入铁水的硅量Si孕育Ⅱ=0.4%×75%×(1-10%)=0.27%;
4)三次孕育按0.2% Si-Bi(浇包孕育),进入铁水的硅量Si孕育Ⅲ=0.2%×70%×(1-10%)=0.13%;
5)球化剂加入量按1.7%,则球化剂进入铁水的硅量Si球化=1.7%×42%×(1-10%)=0.64%;
6)铁水终Si含量为上述1)~5)之和(如果生产管卡,还要计入0.1~0.2%的小颗粒75 Si-Fe浇包四次孕育)即Si终=1.7%+0.14%+0.27%+0.13%+0.64%=2.88%(符合2.8~3.1%的要求)
7、含Mn量的计算
炉料中的含Mn量Mn炉料:
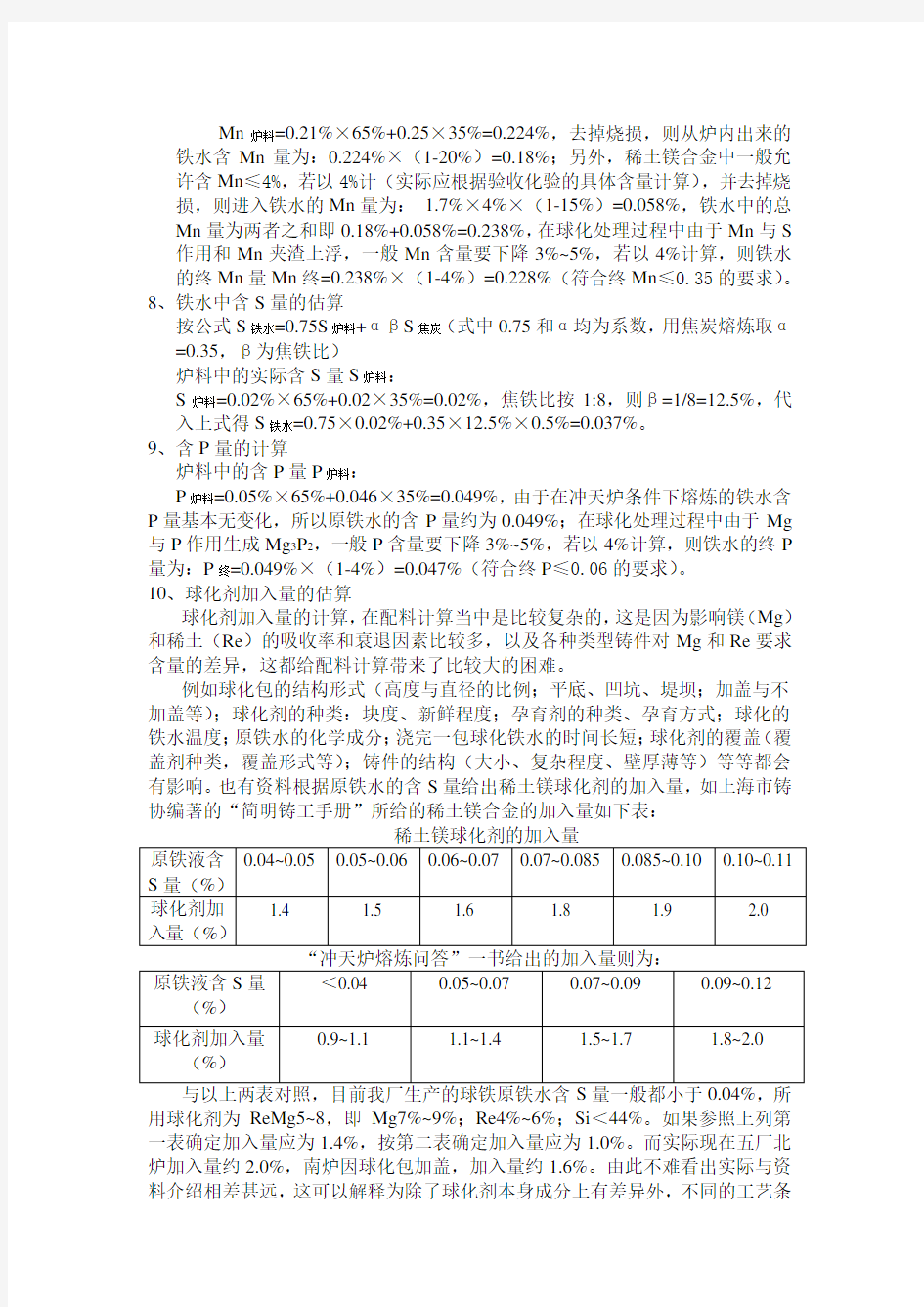
Mn炉料=0.21%×65%+0.25×35%=0.224%,去掉烧损,则从炉内出来的铁水含Mn量为:0.224%×(1-20%)=0.18%;另外,稀土镁合金中一般允许含Mn≤4%,若以4%计(实际应根据验收化验的具体含量计算),并去掉烧损,则进入铁水的Mn量为: 1.7%×4%×(1-15%)=0.058%,铁水中的总Mn量为两者之和即0.18%+0.058%=0.238%,在球化处理过程中由于Mn与S 作用和Mn夹渣上浮,一般Mn含量要下降3%~5%,若以4%计算,则铁水的终Mn量Mn终=0.238%×(1-4%)=0.228%(符合终Mn≤0.35的要求)。
8、铁水中含S量的估算
按公式S铁水=0.75S炉料+αβS焦炭(式中0.75和α均为系数,用焦炭熔炼取α=0.35,β为焦铁比)
炉料中的实际含S量S炉料:
S炉料=0.02%×65%+0.02×35%=0.02%,焦铁比按1:8,则β=1/8=12.5%,代入上式得S铁水=0.75×0.02%+0.35×12.5%×0.5%=0.037%。
9、含P量的计算
炉料中的含P量P炉料:
P炉料=0.05%×65%+0.046×35%=0.049%,由于在冲天炉条件下熔炼的铁水含P量基本无变化,所以原铁水的含P量约为0.049%;在球化处理过程中由于Mg 与P作用生成Mg3P2,一般P含量要下降3%~5%,若以4%计算,则铁水的终P 量为:P终=0.049%×(1-4%)=0.047%(符合终P≤0.06的要求)。
10、球化剂加入量的估算
球化剂加入量的计算,在配料计算当中是比较复杂的,这是因为影响镁(Mg)和稀土(Re)的吸收率和衰退因素比较多,以及各种类型铸件对Mg和Re要求含量的差异,这都给配料计算带来了比较大的困难。
例如球化包的结构形式(高度与直径的比例;平底、凹坑、堤坝;加盖与不加盖等);球化剂的种类:块度、新鲜程度;孕育剂的种类、孕育方式;球化的铁水温度;原铁水的化学成分;浇完一包球化铁水的时间长短;球化剂的覆盖(覆盖剂种类,覆盖形式等);铸件的结构(大小、复杂程度、壁厚薄等)等等都会有影响。也有资料根据原铁水的含S量给出稀土镁球化剂的加入量,如上海市铸协编著的“简明铸工手册”所给的稀土镁合金的加入量如下表:
用球化剂为ReMg5~8,即Mg7%~9%;Re4%~6%;Si<44%。如果参照上列第一表确定加入量应为1.4%,按第二表确定加入量应为1.0%。而实际现在五厂北炉加入量约2.0%,南炉因球化包加盖,加入量约1.6%。由此不难看出实际与资料介绍相差甚远,这可以解释为除了球化剂本身成分上有差异外,不同的工艺条
件,加入量有比较大的差异,所以,我们只能根据自己的实际情况加以确定。但也可根据已知条件和一些经验公式进行反推试算,以作为确定球化剂加入量参考。在试算之前先明确几个概念和经验数据:
1)Mg的回收率=(残余Mg量+脱硫Mg量)/加Mg量×100%。
Mg的回收率,取决于球化处理方法,球化剂种类,中间合金含Mg量,处理温度等。用稀土镁合金冲入法(球化包不加盖)球化处理Mg的吸收率为35%~45%(计算时可取其平均值40%)。
2)Mg的加入量=(残余Mg量+脱硫Mg量)/Mg的回收率×100%
3)脱硫Mg量=0.76×(原铁水S量—铁水终S量)
注:系数0.76=Mg的原子量/S的原子量=24.31/32.06
4)稀土镁中间合金加入量= Mg的加入量/中间合金中Mg含量×100%
5)Mg的衰减量为(0.001%~0.004%)/分,按平均值为(0.001%+0.004%)/2=0.0025%。
计算一:已知条件为:
○1原铁水含S量为0.037%(根据前面计算);
○2要求球化后的终S量为0.026%;
○3球化包每包末期铁水的残Mg量为0.03%;
○4球化反应完至浇注结束时间为10分钟;
○5使用稀土镁合金牌号ReMg5~8(含Mg量按平均值8%计算)。
1)要满足最终铁水的残Mg量为0.03%的要求,则起始球化铁水的含Mg 量应为
Mg(残始)=0.0025×10+0.03%=0.055%;
2)用于脱硫的镁量Mg(脱S)=0.76×(0.037%—0.026%)=0.00836%;
3)Mg的加入量Mg(加)=(0.055%+0.00836%)/40%=0.1584%;
4)中间合金加入量ReMg5~8=0.1584%/8%×100%=1.98% 约为2%。
计算二:已知条件除球化反应完至浇注结束时间为7分钟外,其余同计算一。
1)Mg(残始)=0.0025×7+0.03%=0.0475%;
2)用于脱硫的镁量Mg(脱S)=0.76×(0.037%—0.026%)=0.00836%;(同计算一)
3)Mg的加入量Mg(加)=(0.0475%+0.00836%)/40%=0.13965%;
4)中间合金加入量ReMg5~8=0.13965%/8%×100%=1.75% ,约为1.8%。
计算三:已知条件如改为盖包,吸收率提高至50%,浇完10分钟,其余同计算一。
1)Mg(残始)=0.0025×10+0.03%=0.055%;
2)Mg(脱S)=0.76×(0.037%—0.026%)=0.00836%;(同计算一)
3)Mg(加)=(0.055%+0.00836%)/50%=0.12672%;
4)ReMg5~8=0.12672%/8%×100%=1.584% ,约为1.6%。
计算四:已知条件除浇完时间为7分钟外,其余同计算三。
1)Mg(残始)=0.0025×7+0.03%=0.0475%;
2)Mg(脱S)=0.76×(0.037%—0.026%)=0.00836%;(同计算一)
3)Mg(加)=(0.0475%+0.00836%)/50%=0.11172%;
4)ReMg5~8=0.11172%/8%×100%=1.3965% ,约为1.4%。
以上计算只作为一种举例,并不一定与实际情况完全相符,因为它受Mg 的回收率的取值大小影响很大,用稀土镁合金时还有稀土元素的脱硫和球化作用等,因此,加入量多少为宜,应根据产品特点、原铁水和处理工艺等因素加以调整。
关于稀土含量,球铁中有少量的Re残能使球铁获得较好的球化等级(稀土有一定的辅助球化作用),较多的石墨球数和较小的白口倾向,较少的碳化物数量。Re残过高则会引起球化等级下降(稀土有恶化石墨球形的作用),石墨球数减少,在冷却速度较大的情况下,还会引起碳化物增多,白口倾向增大。所以,在生产薄小件高韧性铸态球铁件时,在满足稀土有利的一面外,应尽量减小Re残。此外,稀土有抵消干扰元素的作用,在使用地方生铁时有一定数量的Re残也是必要的。稀土的熔点和沸点高于镁,它的衰退速度较镁慢,一般为(0.0006%~0.001%)/分。这些可以作为选择稀土镁合金时稀土含量多少的参考。
配料单(每批料重按500公斤,焦铁比1:8)
每批:
1)原生铁:500公斤×65%=325公斤;
2)回炉铁:500公斤×35%=175公斤;
3)层焦:500公斤×1/8=62.5公斤;
4)熔剂:石灰石加入量按层焦重量的30%,即
62.5公斤×30%=18.75公斤
一、二次孕育剂量按球化包的铁水量(此处按1200公斤)计算:
5) 一次孕育剂(75Si-Fe)按铁水量的0.2%,即
1200公斤×0.2%=2.4公斤
6)二次孕育剂(75Si-Fe)按铁水量的0.4%,即
1200公斤×0.4%=4.8公斤
三次孕育剂量按浇注包的铁水量(此处按50公斤)计算:
7)三次孕育剂(Si-Bi)按铁水量的0.2%,即
50公斤×0.4%=0.1公斤
目前曲阜铸造材料厂生产的袋装Si-Bi孕育剂,每袋重100克,即0.1公斤,所以50公斤铁水的浇包加1袋。
说明:
针对2011.12.06~08我司盖板出现白口现象,结合汇金生产经验,编此资料,对我司球铁配料作一探讨,与各位同行共勉。
发至:车间主任杨学增、炉前配料陈和平、大炉组长郭三各一份。
电子版王维丽存
朱从德
2011.12.09
中频炉熔炼球铁配料计算方法
配料计算方法 配料计算如下: (1)计算炉料中各元素的变化 a) 炉料含碳量:C铁水% = % + C炉料% 已知铁水所需的平均含碳量为%,按上式算得C炉料%=%; b) 炉料含硅量: 已知铁水所需的平均含硅量%,硅的熔炼烧损为15%,则 Si炉料=()=%; c) 炉料含锰量已知Mn铁水=%,熔炼烧损20%,故Mn炉料=()=%; d) 炉料含硫量已知S铁水=%,增硫50%,则:S炉料=(1+)=%; e) 炉料含磷量磷在熔炼过程中变化不大,P炉料=P铁水<% 综合上列计算结果,所需配置的炉料平均化学成分为: C炉料%、Si炉料%、Mn炉料%、S炉料<%、P炉料<% (2)初步确定炉料配比 a) 回炉料的配比:主要取决于废品率和成品率,它随具体生产情况而变化。此处取20%。 b) 新生铁和废钢配比:设新生铁为χ%,则废钢为80%-χ%。按炉料所需含碳量为%,新生铁、废钢、回炉料的含碳量各为%、%、%,可列出下式: χ+(80-χ)+*20=*100 得出χ=%。故铁料配比为:Z15生铁60%、废钢20%、回炉料20%。 (3)然后按上述配比及各种炉料的成分,计算配合后的炉料成分如表3。 表3 炉料成分 (4)计算铁合金加入量 a) 硅铁加入量今缺硅量%,亦即每100公斤炉料需加硅公斤。所用硅铁含硅量为45%, b) 锰铁加入量同上法计算,每100公斤炉料需加入含锰75%的锰铁为:=公斤。 (5)制定配料单 根据配比和层铁量,确定每批炉料中各种炉料的重量,写出配料单。设已知层铁500公斤,可算得每批铁料的组成为:生铁:500*60%=300公斤、废钢:500*20%=100公斤、回炉料:500*20%=100公斤、45%硅铁
高碳铬铁配料计算方法
高碳铬铁配料计算方法 一、基本知识 1、元素、分子式、分子量 铬Cr —52 铁Fe —56 氧O —16 碳C —12 硅Si —28 镁—24 铝—27 三氧化二铬Cr 2O 3—152 二氧化硅SiO 2—60 氧化镁MgO —40 三氧化二铝Al 2O 3—102 2、基本反应与反应系数 Cr 2O 3+3C=2Cr+3CO 1公斤Cr 2O 3还原成Cr 6842.0163522522=?? ? ???+?? 公斤 Cr 2O 3的还原系数是 还原1公斤Cr 用C 3462.0522123=?? ? ???? 公斤 FeO+C=Fe+CO 还原1公斤Fe 用C 2143.05612=?? ? ?? 公斤 SiO 2+2C=Si+2CO 还原1公斤Si 用C 8571.028122=?? ? ??? 公斤 3、Cr/Fe 与M/A (1)Cr/Fe 是矿石中的铬和铁的重量比,Cr/Fe 越高合金中Cr 含量越高。
(2)M/A是矿石中的MgO和Al2O3的重量比,M/A表示矿石的难易熔化的程度,一般入炉矿石M/A为以上较好。 二、计算条件 1、焦炭利用率90% 2、铬矿中Cr还原率95% 3、铬矿中Fe还原率98% 4、合金中C9%,% 三、原料成份 举例说明: 铬矿含水% 焦炭固定碳%,灰份%,挥发分%,含水% 主要成分表 四、配料计算 按100公斤干铬矿(公斤铬矿)计算 (1)合金重量和成份 100公斤干铬矿中含Cr,100×=公斤 进入合金的Cr为×=公斤 进入合金中的Fe为100××=公斤
合金中铬和铁占总重量的百分比是 ()%=% 合金重量为()÷=公斤 合金成分为: (2)焦炭需要量的计算 还原26.85公斤Cr 用C :30.952212385.26=?? ? ?????公斤 还原9.93公斤Fe 用C : 13.2561293.9=?? ? ??? 公斤 还原0.2公斤Si 用C : 17.0281222.0=?? ? ???? 公斤 合金增C : 3.66 公斤 总用C 量是:+++=公斤 入炉C :÷=公斤 入炉干焦炭:÷=公斤 入炉焦炭:÷=公斤 (3)硅石配入量计算 加硅石前的炉渣成分
中频炉熔炼球铁配料计算方法修订稿
中频炉熔炼球铁配料计 算方法 公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]
配料计算方法 配料计算如下: (1)计算炉料中各元素的变化 a) 炉料含碳量:C 铁水% = % + C 炉料 % 已知铁水所需的平均含碳量为%,按上式算得 C 炉料 %=%; b) 炉料含硅量: 已知铁水所需的平均含硅量%,硅的熔炼烧损为15%,则 Si炉料=()=%; c) 炉料含锰量已知Mn 铁水=%,熔炼烧损20%,故Mn 炉料 =()=%; d) 炉料含硫量已知S 铁水=%,增硫50%,则:S 炉料 =(1+)=%; e) 炉料含磷量磷在熔炼过程中变化不大,P 炉料=P 铁水 <% 综合上列计算结果,所需配置的炉料平均化学成分为: C 炉料%、Si 炉料 %、Mn 炉料 %、S 炉料 <%、P 炉料 <% (2)初步确定炉料配比 a) 回炉料的配比:主要取决于废品率和成品率,它随具体生产情况而变化。此处取20%。 b) 新生铁和废钢配比:设新生铁为χ%,则废钢为80%-χ%。按炉料所需含碳量为%,新生铁、废钢、 回炉料的含碳量各为%、%、%,可列出下式: χ+(80-χ)+*20=*100 得出χ=%。故铁料配比为:Z15生铁60%、废钢20%、回炉料20%。 (3)然后按上述配比及各种炉料的成分,计算配合后的炉料成分如表3。 表3 炉料成分 a) 硅铁加入量今缺硅量%,亦即每100公斤炉料需加硅公斤。所用硅铁含硅量为45%,故每100公斤炉料需加硅铁量为=公斤 b) 锰铁加入量同上法计算,每100公斤炉料需加入含锰75%的锰铁为:=公斤。 (5)制定配料单 根据配比和层铁量,确定每批炉料中各种炉料的重量,写出配料单。设已知层铁500公斤,可算得每批铁料的组成为:生铁:500*60%=300公斤、废钢:500*20%=100公斤、回炉料:500*20%=100公斤、45%硅铁
高碳铬铁物料平衡计算.docx
一、物料平衡计算 1、基本原始数据:直接还原铁成分、燃料成分见表一、表二 (1)直接还原铁 名称 Fe Cr223CaO MgO S P O C SiO Al O %17.2240.18 5.5913.18 2.3613.790.090.00 6.05 1.54(2)焦炭成分 固定碳 (C 固)挥发分 (V)灰分 (A)S P ≥84%≤2.0 %≤15 %≤0.6 %≤0.02 %(3)白云石 白云石化学成分 MgO CaO SiO Al O 3S P 22 ≥ 40%-≤ 5%-< 0.05<0.02入炉白云石粒度20~80mm。 ( 4)硅石 入炉硅石的化学成分应符合表 4.2 ―10的规定。 表 4.2 ―10硅石化学成分 SiO2Al 2O3S P热稳定性 ≥ 97%≤ 1.0%≤ 0.01%≤ 0.01%不爆裂粉化 入炉硅石粒度20~80mm。 2、直接还原铁耗碳量计算( 以 100kg 计算 ) 假设 Cr 以 Cr2O3、Cr 形态存在 ,Fe 以 Fe?O?,Fe 形态存在,其中Cr2O3全部还原, Fe?O?98%还原为 Fe, 45%还原为 FeO, SiO 22%还原 , 成品中含 C 量为2%,加入焦炭全部用于还原氧化物,则耗碳量为: 名称反应方程式耗 C 量 /kg Cr2O3Cr2O3+3C= 2Cr+3CO40.18X20%X152/104X36/152=2.78
Fe?O?Fe?O?+3C=2Fe+3CO17.22*80%*36/112 =4.44 SiO2SiO2+2C=Si+2CO 4.18/(28.1+16*2)*12*2=1.67 铬铁水含 C量由铁水量求得6x40.18/62=3.9 合计12.79 12.79-1.54=11.25 冶炼 100kg 铁矿消耗焦炭量为 M c=耗 C 量/(Wc 固* (1-W 水) )=11.25/(84%*(1-8%))*(1+10%)=16kg 冶炼 1 吨高碳铬铁合金需要直接还原铁量为 M矿=1*w(Cr 高碳铬铁水中质量比) /W(Cr 矿中质量比) * 还原率 =1*62%/(40.18%)*98%=1.575 吨 3、冶炼 1 吨高碳铬铁合金需要焦炭量为 M焦炭 =16kg*1.575*10=252kg 4、渣铁比计算 以 100kg 直接还原铁配 16kg 焦炭,假设元素分配按下表所示 成份Cr FeO/ Fe MgO SiO2/Si Al 2O CaO 3 入渣率0210098100100 入合金率100980200物料平衡中未计算P 和 S的平衡量,按高碳铬铁合金生产状况设定P和 S的含量。 直接还原铁成渣量和成合金量见下表 质量分比名称进入渣中量 /kg质量分比 /%进入合金中量 /kg /% Cr-----------40.18*100%=40.1864 Fe?O?17.22*2%*160/112 /Fe 1.4917.22*98%=16.8827 =0.49 Al O 13.18*100%=13.1840.15-------- 2 3 MgO13.79*100%=13.7942---------SiO /Si 5.59-4.18=1.41 4.2940.18*3/62=1.953 2 CaO 2.36*100%=2.367.2--------C---------62.78*6%=3.776
高碳铬铁配料计算方法修订稿
高碳铬铁配料计算方法 WEIHUA system office room 【WEIHUA 16H-WEIHUA WEIHUA8Q8-
高碳铬铁配料计算方法 一、基本知识 1、元素、分子式、分子量 铬Cr —52 铁Fe —56 氧O —16 碳C —12 硅Si —28 镁—24 铝—27 三氧化二铬Cr 2O 3—152 二氧化硅SiO 2—60 氧化镁MgO —40 三氧化二铝Al 2O 3—102 2、基本反应与反应系数 Cr 2O 3+3C=2Cr+3CO 1公斤Cr 2O 3还原成Cr 6842.0163522522=?? ? ???+?? 公斤 Cr 2O 3的还原系数是 还原1公斤Cr 用C 3462.0522123=?? ? ???? 公斤 FeO+C=Fe+CO 还原1公斤Fe 用C 2143.05612=?? ? ?? 公斤 SiO 2+2C=Si+2CO 还原1公斤Si 用C 8571.028122=?? ? ??? 公斤 3、Cr/Fe 与M/A (1)Cr/Fe 是矿石中的铬和铁的重量比,Cr/Fe 越高合金中Cr 含量越高。
(2)M/A是矿石中的MgO和Al2O3的重量比,M/A表示矿石的难易熔化的程度,一般入炉矿石M/A为以上较好。 二、计算条件 1、焦炭利用率90% 2、铬矿中Cr还原率95% 3、铬矿中Fe还原率98% 4、合金中C9%,% 三、原料成份 举例说明: 铬矿含水% 焦炭固定碳%,灰份%,挥发分%,含水% 主要成分表 四、配料计算 按100公斤干铬矿(公斤铬矿)计算 (1)合金重量和成份 100公斤干铬矿中含Cr,100×=公斤 进入合金的Cr为×=公斤 进入合金中的Fe为100××=公斤 合金中铬和铁占总重量的百分比是
配方含量计算方法
配方含量计算方法 专用肥含量 N 20% P205 3% K20 2% 生产1000克,需要尿素、二铵、氯酸钾多少? 100 1000 1、计算尿素用量: = X=200克,折尿素:200÷46%=434.8 20 X 100 1000 2、计算二铵用量: = X=30克,折二铵(N 18%、P20544%):30÷46%=65.2 3 X 18% 其中:二铵里有尿素:×65.2=25.5 实际用尿素:434.8-25.5=409.3 46% 100 1000 3、计算氯酸钾用量: = X=20克,折氯酸钾:20÷60%=33.3 2 X 肥料纯养分含量与价格比较 例一复合肥含量45% 单价2.7元/kg,纯量单价=2.7÷45%=6元/kg 复合肥含量40% 单价2.5元/kg,纯量单价=2.5÷40%=6.25元/kg 例二复合肥含量45% 其中 N 36% P205 5% K20 4% 单价2.7元/kg, N单价 =36÷45×2.7=2.16元/kg P205单价=5÷45×2.7=0.3元/kg K20单价=4÷45×2.7=0.24元/kg
主要元素的原子量 钾(K)换算成氧化钾(K20) 39.1(K)×1.2=47(K20) 计算方法:钾 K 39.1 氧O 15.999 K20 =39.1×2=78.2+15.999=94.2 94.2÷78.2=1.2系数 钾(K)换算成氯化钾(KCl) 39.1(K)×1.9=74.29(KCl) 计算方法:钾 K 39.1 氯 Cl 35.45 KCl =39.1+35.45=74.55 74.55÷39.1=1.9系数 氯化钾(KCl)含量计算方法 钾占氯化钾原料百分比: K 39.1÷74.55×100%=52.44% 钾(K)换算成氧化钾(K20)乘1.2系数:52.44%×1.2=62% 磷(P)换算成五氧化二磷(P205) 30.97(P)×2.29=70.92(P205) 计算方法:磷 P 30.97氧O 16 P205 =30.97×2=61.94+16×5=141.94 141.94÷61.94=2.29 氯离子含量计算方法 专用肥中K20含量3.5%,氯离子含量占多少%,国家复混肥氯离子含量≤3%,计算方法:氯化钾原料:3.5%÷62%=5.65kg 氯占氯化钾原料百分比:钾原子量 K 39.1 氯原子量 Cl 35.45 35.45÷35.45+39.1×100%=47.55% 氯离子含量:5.65×47.55%=2.685%
球墨铸铁化学成分
球墨铸铁化学成分主要包括碳、硅、锰、硫、磷五大常见元素。对于一些对组织及性能有特殊要求的铸件,还包括少量的合金元素。同普通灰铸铁不同的是,为保证石墨球化,球墨铸铁中还须含有微量的残留球化元素。? 1、碳及碳当量的选择原则:? 碳是球墨铸铁的基本元素,碳高有助于石墨化。由于石墨呈球状后石墨对机械性能的影响已减小到最低程度,球墨铸铁的含碳量一般较高,在~%之间,碳当量在~%之间。铸件壁薄、球化元素残留量大或孕育不充分时取上限;反之,取下限。将碳当量选择在共晶点附近不仅可以改善铁液的流动性,对于球墨铸铁而言,碳当量的提高还会由于提高了铸铁凝固时的石墨化膨胀提高铁液的自补缩能力。但是,碳含量过高,会引起石墨漂浮。因此,球墨铸铁中碳当量的上限以不出现石墨漂浮为原则。? 2、硅的选择原则:? 硅是强石墨化元素。在球墨铸铁中,硅不仅可以有效地减小白口倾向,增加铁素体量,而且具有细化共晶团,提高石墨球圆整度的作用。但是,硅提高铸铁的韧脆性转变温度(图1),降低冲击韧性,因此硅含量不宜过高,尤其是当铸铁中锰和磷含量较高时,更需要严格控制硅的含量。球墨铸铁中终硅量一般在—%。选定碳当量后,一般采取高碳低硅强化孕育的原则。硅的下限以不出现自由渗碳体为原则。? 球墨铸铁中碳硅含量确定以后,可用图2进行检验。如果碳硅含量在图中的阴影区,则成分设计基本合适。如果高于最佳区域,则容易出现石墨漂浮现象。如果低于最佳区域,则容易出现缩松缺陷和自由碳化物。 3、锰的选择原则:? 由于球墨铸铁中硫的含量已经很低,不需要过多的锰来中和硫,球墨铸铁中锰的作用就主要表现在增加珠光体的稳定性,促进形成(Fe、Mn)3C。这些碳化物偏析于晶界,对球墨铸铁的韧性影响很大。锰也会提高铁素体球墨铸铁的韧脆性转变温度,锰含量每增加%,脆性转变温度提高10~12℃。因此,球墨铸铁中锰含量一般是愈低愈好,即使珠光体球墨铸铁,锰含量也不宜超过~%。只有以提高耐磨性为目的的中锰球铁和贝氏体球铁例外。? 4、磷的选择原则:? 磷是一种有害元素。它在铸铁中溶解度极低,当其含量小于%时,固溶于基体中,对力学性能几乎没有影响。当含量大于%时,磷极易偏析于共晶团边界,形成二元、三元或复合磷共晶,降低铸铁的韧性。磷提高铸铁的韧脆性转变温度,含磷量每增加%,韧脆性转变温度提高4~℃。因此,球墨铸铁中磷的含量愈低愈好,一般情况下应低于%。对于比较重要的铸件,磷含量应低于%。????球墨铸铁中碳硅含量确定以后,可用图2进行检验。如果碳硅含量在图中的阴影区,则成分设计基本合适。如果高于最佳区域,则容易出现石墨漂浮现象。如果低于最佳区域,则容易出现缩松缺陷和自由碳化物。? ?5、硫的选择原则:? 硫是一种反球化元素,它与镁、稀土等球化元素有很强的亲合力,硫的存在会大量消耗铁液中的球化元素,形成镁和稀土的硫化物,引起夹渣、气孔等铸造缺陷。球墨铸铁中硫的含量一般要求小于%。
铸造配料计算
铸造实验报告 一、铸造方法:湿型砂型铸造,手工造型。 二、造型材料的配方:由查《铸造技术数据手册》中的湿型砂配比表可得 1、背砂:新砂5%、旧砂94%、膨润土1%。 2、面砂:新砂40.4%、旧砂50%、膨润土4.5%、煤粉4%、重油1%、碳酸钠0.1%。 3、芯砂:新砂52%、旧砂40%、粘土6%、糖浆2%。 三、HT200化学成分的确定:由查表可得 牌号 铸件主要壁厚/mm 化学成分(%) C Si Mn P S HT200 15—30 3.1—3.5 平均3.3 1.8— 2.1 平均1.95 0.7—0.9 平均0.8 <0.15 ≤0.12 四、确定炉料配比 1、新生铁: 根据感应电炉熔炼铸铁的特性,为保证显微组织正常,炉料中生铁锭的用量不能超过20%。故选择新生铁的配比为20%,则新生铁的加入量: 150公斤?20%=30公斤 2、废钢 为了使炉料含碳量足够,废钢的配比为23%,则废钢的加入量为: 150公斤?23%=34.5公斤 3、回炉料 回炉料的加入量为:150公斤-30公斤-34.5公斤=85.5公斤 五、计算炉料中各元素的应有含量 1、炉料应含碳量 铁水所需的平均含碳量(铁水C )应等于毛坯所需的含碳量(1C ),即铁水C =1C ,碳熔炼烧损为1%,则 炉料C =铁水C /(1-0.01)=1C /0.99 因为毛坯所需的含碳量1C 已知为3.3%,所以 炉料C =铁水C /1-0.01=1C /0.99=3.3/0.99=3.33% 验算炉料实际含碳量: 新生铁带进的碳量:2C =4.0?20%=0.8% 回炉料带进的碳量:3C =4.15?57%=2.37% 废钢带进的碳量:4C =1.0?23%=0.23% 所以炉料实际含碳量C=2C +3C +4C =0.8%+2.37%+0.23%=3.4%
球墨铸铁化学成分完整版
球墨铸铁化学成分集团标准化办公室:[VV986T-J682P28-JP266L8-68PNN]
球墨铸铁化学成分主要包括碳、硅、锰、硫、磷五大常见元素。对于一些对组织及性能有特殊要求的铸件,还包括少量的合金元素。同普通灰铸铁不同的是,为保证石墨球化,球墨铸铁中还须含有微量的残留球化元素。 1、碳及碳当量的选择原则: 碳是球墨铸铁的基本元素,碳高有助于石墨化。由于石墨呈球状后石墨对机械性能的影响已减小到最低程度,球墨铸铁的含碳量一般较高,在3.5~3.9%之间,碳当量在4.1~4.7%之间。铸件壁薄、球化元素残留量大或孕育不充分时取上限;反之,取下限。将碳当量选择在共晶点附近不仅可以改善铁液的流动性,对于球墨铸铁而言,碳当量的提高还会由于提高了铸铁凝固时的石墨化膨胀提高铁液的自补缩能力。但是,碳含量过高,会引起石墨漂浮。因此,球墨铸铁中碳当量的上限以不出现石墨漂浮为原则。 2、硅的选择原则: 硅是强石墨化元素。在球墨铸铁中,硅不仅可以有效地减小白口倾向,增加铁素体量,而且具有细化共晶团,提高石墨球圆整度的作用。但是,硅提高铸铁的韧脆性转变温度(图1),降低冲击韧性,因此硅含量不宜过高,尤其是当铸铁中锰和磷含量较高时,更需要严格控制硅的含量。球墨铸铁中终硅量一般在1.4—3.0%。选定碳当量后,一般采取高碳低硅强化孕育的原则。硅的下限以不出现自由渗碳体为原则。 球墨铸铁中碳硅含量确定以后,可用图2进行检验。如果碳硅含量在图中的阴影区,则成分设计基本合适。如果高于最佳区域,则容易出现石墨漂浮现象。如果低于最佳区域,则容易出现缩松缺陷和自由碳化物。 3、锰的选择原则: 由于球墨铸铁中硫的含量已经很低,不需要过多的锰来中和硫,球墨铸铁中锰的作用就主要表现在增加珠光体的稳定性,促进形成(Fe、Mn)3C。这些碳化物偏析于晶界,对球墨铸铁的韧性影响很大。锰也会提高铁素体球墨铸铁的韧脆性转变温度,锰含量每增加0.1%,脆性转变温度提高10~12℃。因此,球墨铸铁中锰含量一般是愈低愈好,即使珠光体球墨铸铁,锰含量也不宜超过0.4~0.6%。只有以提高耐磨性为目的的中锰球铁和贝氏体球铁例外。 4、磷的选择原则: 磷是一种有害元素。它在铸铁中溶解度极低,当其含量小于0.05%时,固溶于基体中,对力学性能几乎没有影响。当含量大于0.05%时,磷极易偏析于共晶团边界,形成二元、三元或复合磷共晶,降低铸铁的韧性。磷提高铸铁的韧脆性转变温度,含磷量每增加0.01%,韧脆性转变温度提高4~4.5℃。因此,球墨铸铁中磷的含量愈低愈好,一般情况下应低于0.08%。对于比较重要的铸件,磷含量应低于0.05%。球墨铸铁中碳硅含量确定以后,可用图2进行检验。如果碳硅含量在图中的阴影区,则成分设计基本合适。如果高于最佳区域,则容易出现石墨漂浮现象。如果低于最佳区域,则容易出现缩松缺陷和自由碳化物。 5、硫的选择原则: 硫是一种反球化元素,它与镁、稀土等球化元素有很强的亲合力,硫的存在会大量消耗铁液中的球化元素,形成镁和稀土的硫化物,引起夹渣、气孔等铸造缺陷。球墨铸铁中硫的含量一般要求小于0.06%。
1高炉配料计算
高炉炼铁主要经济技术指标 选定 (1) 高炉有效容积利用系数(v η) 高炉有效容积利用系数即每昼夜生铁的产量与高炉有效容积之比,即每昼夜1m3有效容积的生铁产量。可用下式表示: 有 V P η= v 式中: v η——高炉有效容积利用系数,t /(m 3·d) P ——高炉每昼夜的生铁产量,t /d 有V ——高炉有效容积,m 3 V η是高炉冶炼的一个重要指标,有效容积利用系数愈大,高炉生产率愈高。 目前,一般大型高炉超过2.3,一些先进高炉可达到2.9。小型高炉的更高。本设计中取2.7。 (2) 焦比(K ) 焦比即 每昼夜焦炭消耗量与每昼夜生铁产量之比,即冶炼每吨生铁消耗焦炭量。可用下式表示: 式中 K ——高炉焦比,kg/t P ——高炉每昼夜的生铁产量,t /d K Q ——高炉每昼夜消耗焦炭量,kg/d 焦比可根据设计采用的原燃料、风温、设备、操作等条件与实际生产情况进行全面分析比较和计算确定。当高炉采用喷吹燃料时,计算焦比必须考虑喷吹物的焦炭置换量。本设计中取K = 330 kg/t (3) 煤比(Y ) 冶炼每吨生铁消耗的煤粉为煤比。本设计中取煤比为180 kg/t . (4) 冶炼强度(I )和燃烧强度(i ) 高炉冶炼强度是每昼夜31m 有效容积燃烧的焦炭量,即高炉每昼夜焦炭消耗
量与有V 的比值, 本设计I =1.1 t/m 3?d 。 燃烧强度i 既每小时每平方米炉缸截面积所燃烧的焦炭量。本设计i = 30 t/m 2?d 。 (5) 生铁合格率 化学成分符合国家标准的生铁称为合格生铁,合格生铁占总产生铁量的百分数为生铁合格率。它是衡量产品质量的指标。 (6) 生铁成本 生产一吨合格生铁所消耗的所有原料、燃料、材料、水电、人工等一切费用的总和,单位为 元/t 。 (7) 休风率 休风率是指高炉休风时间占高炉规定作业时间的百分数。先进高炉休风率小于1%。 (8) 高炉一代寿命 高炉一代寿命是从点火开炉到停炉大修之间的冶炼时间,或是指高炉相邻两次大修之间的冶炼时间。大型高炉一代寿命为10~15年。 烧结矿、球团矿、块矿用矿比例(炉料结构):63:27:10 高炉炼铁综合计算 高炉炼铁需要的矿石、熔剂和燃料(焦炭及喷吹燃料)的量是有一定规律的,根据原料成分、产品质量要求和冶炼条件不同可以设计出所需的工艺条件。对于炼铁设计的工艺计算,燃料的用量是预先确定的,是已知的量,配料计算的主要任务,就是计算在满足炉渣碱度要求条件下,冶炼预定成分生铁所需要的矿石、熔剂数量。对于生产高炉的工艺计算,各种原料的用量都是已知的,从整体上说不存在配料计算的问题,但有时需通过配料计算求解矿石的理论出铁量、理论渣量等,有时因冶炼条件变化需要作变料计算 [1]。 4.1 高炉配料计算 配料计算的目的,在于根据已知的原料条件和冶炼要求来决定矿石和熔剂的用量,以配制合适的炉渣成分和获得合格的生铁。 有 V Q I K
高碳铬铁的冶炼工艺设计
高碳铬铁生产工艺 一、矿热炉 ?高碳铬铁的生产方法有电炉法、竖炉(高炉)法、等离子法和熔融还原法。竖炉法现在只生产低 铬合金(Cr<30 %),较高铬含量(例如Cr>60 %)的竖炉法生产工艺尚处在研究阶段;后两种方法是正在探索中的新兴工艺;因此,绝大多数的商品高碳铬铁和再制铬铁均采用电炉(矿热炉)法生产。电炉冶炼具有以下特点: ?(1)电炉使用电这种最清洁的能源。其他能源如煤、焦炭、原油、天然气等都不可避免地将伴生 的杂质元素带入冶金过程。只有采用电炉才能生产最清洁的合金。 ?(2)电是唯一能获得任意高温条件的能源。 ?(3)电炉容易实现还原、精炼、氮化等各种冶金反应要求的氧分压、氮分压等热力学条件。 1.1主要技术参数 ?根据生产的品种和年产量,首先确定炉用变压器的额定容量,选择变压器的类型(三相或三台单相)、工作电压和工作电流。然后确定电炉的几何参数,包括电极直径,电极极心圆直径(或电极中心距), 炉膛直径,炉膛深度,护壳直径,炉完高度等。所有这些参数,通常采用经验公式计算,并参照国内外生产实践进行选定。部分冶炼高碳铬铁的还原电炉主要技术参数列于表1。 ?表1部分还原电炉主要技术参数 1.2组成结构 *埋弧式还原电炉由炉体、供电系统、电极系统、烟罩(或炉盖)、加料系统、检测和控制系统、水冷却系统等组成。 二、工艺流程 2.1原料的选取 *冶炼高碳烙铁的原料有铬矿、焦炭和硅石。其中焦炭以及硅石作为还原剂。 (1)铬矿 *世界铬铁矿矿床主要分布在东非大裂谷矿带、欧亚界山乌拉尔矿带、阿尔卑斯一喜马拉雅矿带和 环太平洋矿带。近南北向褶皱带中的铬铁矿资源量,占世界总量的90%以上。其中南非、哈萨克斯坦和津 巴布韦占世界已探明铬铁矿总储量的85%以上,占储量基础的90%以上,仅南非就占去了约3/4的储量基 础。
球墨铸铁中所含的化学成分及其含量对性能的影响
球墨铸铁简介: 球墨铸铁是通过球化和孕育处理得到球状石墨,有效地提高了铸铁的机械性能,特别是提高了塑性和韧性,从而得到比碳钢还高的强度。球墨铸铁是20世纪五十年代发展起来的一种高强度铸铁材料,其综合性能接近于钢,正是基于其优异的性能,已成功地用于铸造一些受力复杂,强度、韧性、耐磨性要求较高的零件。球墨铸铁已迅速发展为仅次于灰铸铁的、应用十分广泛的铸铁材料。所谓“以铁代钢”,主要指球墨铸铁。 析出的石墨呈球形的铸铁。球状石墨对金属基体的割裂作用比片状石墨小,使铸铁的强度达到基体组织强度的70~90%,抗拉强度可达120kgf/mm2,并且具有良好的韧性。球墨铸铁除铁外的化学成分通常为:含碳量3.6~3.8%,含硅量2.0~3.0%,含锰、磷、硫总量不超过1.5%和适量的稀土、镁等球化剂。 制造步骤: (一)严格要求化学成分,对原铁液要求的碳硅含量比灰铸铁高,降低球墨铸铁中锰,磷,硫的含量 (二)铁液出炉温度比灰铸铁更高,以补偿球化,孕育处理时铁液温度的损失(三)进行球化处理,即往铁液中添加球化剂 (四)加入孕育剂进行孕育处理 (五)球墨铸铁流动性较差,收缩较大,因此需要较高的浇注温度及较大的浇注系统尺寸,合理应用冒口,冷铁,采用顺序凝固原则 (六)进行热处理
球墨铸铁中所含的化学成分及其含量对性能的影响 球墨铸铁化学成分主要包括碳、硅、锰、硫、磷五种元素。对于一些对组织及性能有特殊要求的铸件,还包括少量的合金元素。为保证石墨球化,球墨铸铁中还须含有微量的残留球化元素。以下就球墨铸铁中所含的化学成分及其含量对性能的影响做详细的阐述: 1、碳的作用和影响: 碳是球墨铸铁的基本元素,碳高有助于石墨化。由于石墨呈球状后石墨对机械性能的影响已减小到最低程度,球墨铸铁的含碳量一般较高,在3.5~3.9%之间,碳当量在4.1~4.7%之间。铸件壁薄、球化元素残留量大或孕育不充分时取上限;反之,取下限。将碳当量选择在共晶点附近不仅可以改善铁液的流动性,对于球墨铸铁而言,碳当量的提高还会由于提高了铸铁凝固时的石墨化膨胀提高铁液的自补缩能力。但是,碳含量过高,会引起石墨漂浮。 2、硅的作用和影响 在球墨铸铁中,硅是第二个有重要影响的元素,它不仅可以有效地减小白口倾向,增加铁素体量,而且具有细化共晶团,提高石墨球圆整度的作用。但是,硅提高铸铁的韧脆性转变温度,降低冲击韧性,因此硅含量不宜过高,尤其是当铸铁中锰和磷含量较高时,更需要严格控制硅的含量。 3、硫的作用和影响 硫是一种反球化元素,它与镁、稀土等球化元素有很强的亲合力,硫的存在会大量消耗铁液中的球化元素,形成镁和稀土的硫化物,引起夹渣、气孔等铸造缺陷。球墨铸铁中硫的含量一般要求小于0.06%。 4、磷的作用和影响
配料计算方法
配料计算学习资料 一.配料计算的基本过程 1?了解炉料的化学成分。 2?确定目标铁水成分。 3?初步确定生铁、废钢、回炉料、铁沫的加入量 4.根据配比计算C、Si、Mn、P、S、Cu、Cr当前配料含量 8?计算添加缺少的合金(增碳剂、硅铁、锰铁等等) 二.各种炉料的参考成分 如果有化验单,则必须以化验单为准。如果没有则按以下数值估算。 说明: 1.以上都是平时常见数据,配料需要及时了解各种材料化验单并替换上述数。 2.表格内空格都按没有计。 3?回炉料和铁沫成分就是该产品实际控制的化学成分(应该和作业基准书相同) 三.确定配料目标值 配料目标就是工艺要求的化学成分,但是要区分原铁水和孕育后。 四.确定生铁、废钢、回炉、铁沫加入量按工艺文件和配料单确定加入量。 五.计算定好的配料各种合金成分 举例:配料 Q10生铁 30%,废钢 30%,回炉 40% (C3.6、Si2.6,、Mn0.6)含碳量=0.3*4.3+0.3*0.2+0.4*3.6=2.88
含硅量=0.3*0.8+0.3*0.2+0.4*2.6=1.34 含锰量=0.3*0.3+0.3*0.4+0.4*0.6=0.45 说明: 上述公式中0.3和0.4分别表示30%和40%,今后以此类推如果配料还有铁沫一项,就增加一项铁沫的 我们用的合金含量都是假设的,今后需要多看材料的化验单并按化验单计 六。计算需要添加合金的含量 举例:目标含量是C3.85 Si1.6 Mn0.6按第五项举例的结果计算合金量 增碳剂:(3.85-2.88)/0.8 =1.2% 硅铁:(1.6-1.34)/0.7 =0.37% 锰铁:(0.6-0.45) /0.6 =0.25% 说明: 公式中0.8、0.7、0.6分别表示增碳剂、硅铁、锰铁含量是80%、70%、60% 我们用的合金含量都是假设的,今后需要多看材料的化验单并按化验单计 计算结果是百分数,具体加多少乘上铁水量就行了。比如出1000公斤铁水, 那么增碳剂加入量是1.2%*1000=1.2*1000/100=12公斤 计算的时候注意百分号中的100,需要除以100 简便计算方法:出1000公斤铁水,加入合金增加值
产品配方营养成分计算方法
产品配方营养成分计算方 法 This model paper was revised by the Standardization Office on December 10, 2020
产品配方营养成分计算方法 一、(Carbohydrate) 碳水化合物的计算 1.砂糖 (Sugar):公克数×99% =碳水化合物克数 2.糖浆 (Corn syrup): (公克数×42%)×99%=碳水化合物克数 3.全脂奶粉 (Milk powder):公克数×54% =碳水化合物克数 4.玉米淀粉 (Corn starch):公克数×85% =碳水化合物克数 5.炼奶 (Condensed milk):公克数×55%=碳水化合物克数 6.脱脂奶粉 (Non-fat milk powder):公克数×52% =碳水化合物克数 7.糊精纤维 (Fibers dextrin):公克数×50%=碳水化合物克数 8.木糖醇 (Xylitol):公克数×100%=碳水化合物克数 9.明胶 (Gelatin)、果胶 (Pectin)、卡拉胶及奶油 (Cream)不计算碳水化合物 二、( Fat) 脂肪的计算 1.奶油 (Cream):公克数×55%=脂肪克数 2.炼乳 (Condensed milk):公克数×%=脂肪克数 3.白脱(白奶油或黄油)(Butter) :公克数×%=脂肪克数 4.全脂奶粉 (Milk powder):公克数×20%=脂肪克数 5.软磷脂 (Lecithin):公克数×99%=脂肪克数
6.砂糖 (Sugar)、糖浆 (Corn syrup)、玉米淀粉 (Corn starch)、明胶 (Gelatin)、果 胶 (Pectin)、卡拉胶及脱脂奶粉 (Non-fat milk powder)不计算脂肪 三、( Protein) 蛋白质的计算 1.炼奶 (Condensed milk):公克数×8%=蛋白质克数 2.奶油 (Cream):公克数×1%=蛋白质克数 3.玉米淀粉 (Corn starch):公克数×1%=蛋白质克数 4.全脂奶粉 (Milk powder):公克数×20%=蛋白质克数 5.脱脂奶粉 (Non-fat milk powder):公克数×20%=蛋白质克数 6.砂糖 (Sugar)、糖浆 (Corn syrup)、盐 (Salt)、明胶 (Gelatin)、果胶 (Pectin)、 卡拉胶不计算蛋白质克数 四、( Cholesterol) 胆固醇质的计算 1.奶油 (Cream):克数×103%=胆固醇质毫克数 (mg) 2.炼奶 (Condensed milk):克数×36%=胆固醇质毫克数 (mg) 3.白脱(白奶油或黄油)(Butter) :克数×152%=胆固醇质毫克数 (mg) 4.全脂奶粉 (Milk powder):克数×71%=胆固醇质毫克数 (mg) 五、(Dietary Fiber) 膳食纤维的计算 1.糊精纤维 (Fiber dextrin):克数×85%=膳食纤维克数
球墨铸铁中所含的化学成分及其含量对性能的影响
球墨铸铁中所含的化学成分及其含量对性能的影响 球墨铸铁化学成分主要包括碳、硅、锰、硫、磷五种元素。对于一些对组织及性能有特殊要求的铸件,还包括少量的合金元素。为保证石墨球化,球墨铸铁中还须含有微量的残留球化元素。以下就球墨铸铁中所含的化学成分及其含量对性能的影响做详细的阐述: 1、碳的作用和影响: 碳是球墨铸铁的基本元素,碳高有助于石墨化。由于石墨呈球状后石墨对机械性能的影响已减小到最低程度,球墨铸铁的含碳量一般较高,在3.5~3.9%之间,碳当量在4.1~4.7%之间。铸件壁薄、球化元素残留量大或孕育不充分时取上限;反之,取下限。将碳当量选择在共晶点附近不仅可以改善铁液的流动性,对于球墨铸铁而言,碳当量的提高还会由于提高了铸铁凝固时的石墨化膨胀提高铁液的自补缩能力。但是,碳含量过高,会引起石墨漂浮。 2、硅的作用和影响 在球墨铸铁中,硅是第二个有重要影响的元素,它不仅可以有效地减小白口倾向,增加铁素体量,而且具有细化共晶团,提高石墨球圆整度的作用。但是,硅提高铸铁的韧脆性转变温度,降低冲击韧性,因此硅含量不宜过高,尤其是当铸铁中锰和磷含量较高时,更需要严格控制硅的含量。 3、硫的作用和影响 硫是一种反球化元素,它与镁、稀土等球化元素有很强的亲合力,硫的存在会大量消耗铁液中的球化元素,形成镁和稀土的硫化物,引起夹渣、气孔等铸造缺陷。球墨铸铁中硫的含量一般要求小于0.06%。 4、磷的作用和影响
磷是一种有害元素。它在铸铁中溶解度极低,当其含量小于0.05%时,固溶于基体中,对力学性能几乎没有影响。当含量大于0.05%时,磷极易偏析于共晶团边界,形成二元、三元或复合磷共晶,降低铸铁的韧性。磷提高铸铁的韧脆性转变温度,当含磷量增加时,韧脆性转变温度就会提高。 5、锰的作用和影响 球墨铸铁中锰的作用就主要表现在增加珠光体的稳定性,帮助形成炭化锰、炭化铁。这些碳化物偏析于晶界,对球墨铸铁的韧性影响很大。锰也会提高铁素体球墨铸铁的韧脆性转变温度,锰含量每增加0.1%,脆性转变温度提高10~12℃。因此,球墨铸铁中锰含量一般是愈低愈好,即使珠光体球墨铸铁,锰含量也不宜超过0.4~0.6%。一般都是遵循这一规律的。 合金元素的成分和含量的多少对球墨铸铁的性能有着极其重要的影响,在使用铸铁时,就应该对其合金元素的含量进行精准的化验分析
球墨铸铁化学成分
球墨铸铁化学成分标准化管理处编码[BBX968T-XBB8968-NNJ668-MM9N]
球墨铸铁化学成分主要包括碳、硅、锰、硫、磷五大常见元素。对于一些对组织及性能有特殊要求的铸件,还包括少量的合金元素。同普通灰铸铁不同的是,为保证石墨球化,球墨铸铁中还须含有微量的残留球化元素。 1、碳及碳当量的选择原则: 碳是球墨铸铁的基本元素,碳高有助于石墨化。由于石墨呈球状后石墨对机械性能的影响已减小到最低程度,球墨铸铁的含碳量一般较高,在~%之间,碳当量在~%之间。铸件壁薄、球化元素残留量大或孕育不充分时取上限;反之,取下限。将碳当量选择在共晶点附近不仅可以改善铁液的流动性,对于球墨铸铁而言,碳当量的提高还会由于提高了铸铁凝固时的石墨化膨胀提高铁液的自补缩能力。但是,碳含量过高,会引起石墨漂浮。因此,球墨铸铁中碳当量的上限以不出现石墨漂浮为原则。 2、硅的选择原则: 硅是强石墨化元素。在球墨铸铁中,硅不仅可以有效地减小白口倾向,增加铁素体量,而且具有细化共晶团,提高石墨球圆整度的作用。但是,硅提高铸铁的韧脆性转变温度(图1),降低冲击韧性,因此硅含量不宜过高,尤其是当铸铁中锰和磷含量较高时,更需要严格控制硅的含量。球墨铸铁中终硅量一般在—%。选定碳当量后,一般采取高碳低硅强化孕育的原则。硅的下限以不出现自由渗碳体为原则。 球墨铸铁中碳硅含量确定以后,可用图2进行检验。如果碳硅含量在图中的阴影区,则成分设计基本合适。如果高于最佳区域,则容易出现石墨漂浮现象。如果低于最佳区域,则容易出现缩松缺陷和自由碳化物。 3、锰的选择原则:
由于球墨铸铁中硫的含量已经很低,不需要过多的锰来中和硫,球墨铸铁中锰的作用就主要表现在增加珠光体的稳定性,促进形成(Fe、Mn)3C。这些碳化物偏析于晶界,对球墨铸铁的韧性影响很大。锰也会提高铁素体球墨铸铁的韧脆性转变温度,锰含量每增加%,脆性转变温度提高10~12℃。因此,球墨铸铁中锰含量一般是愈低愈好,即使珠光体球墨铸铁,锰含量也不宜超过~%。只有以提高耐磨性为目的的中锰球铁和贝氏体球铁例外。 4、磷的选择原则: 磷是一种有害元素。它在铸铁中溶解度极低,当其含量小于%时,固溶于基体中,对力学性能几乎没有影响。当含量大于%时,磷极易偏析于共晶团边界,形成二元、三元或复合磷共晶,降低铸铁的韧性。磷提高铸铁的韧脆性转变温度,含磷量每增加%,韧脆性转变温度提高4~℃。因此,球墨铸铁中磷的含量愈低愈好,一般情况下应低于%。对于比较重要的铸件,磷含量应低于%。球墨铸铁中碳硅含量确定以后,可用图2进行检验。如果碳硅含量在图中的阴影区,则成分设计基本合适。如果高于最佳区域,则容易出现石墨漂浮现象。如果低于最佳区域,则容易出现缩松缺陷和自由碳化物。 5、硫的选择原则: 硫是一种反球化元素,它与镁、稀土等球化元素有很强的亲合力,硫的存在会大量消耗铁液中的球化元素,形成镁和稀土的硫化物,引起夹渣、气孔等铸造缺陷。球墨铸铁中硫的含量一般要求小于%。
高碳铬铁取样化验方法
高碳铬铁取样化验方法: 大堆验证取样:批量不足10吨时,应从不同部位随机采取不少于10个小样;批量为10吨以上,不足30吨时,应从不同部位随机采取不少于20个小样;批量为30吨以上时,应从不同部位随机采取不少于30个小样。每个小样重量应大约相等,其块度不小于20*20mm。取样总量应不少于批量的0.03%。所取小样应全部破碎至10mm以下,用四分法缩分至1-2kg,混匀后分成两等份,一份制样作分析用,一份作保留样。 包装验证取样:每批应随机选取不少于10%的包装件。在每件中随机采取重量大约相等的一块小样,其块度不小于20*20mm,小样不得少于8个,最多30个。所去小样应全部破碎至10mm以下,用四分法缩分至1-2kg,混匀后分成两等份,一份制样作分析用,一份作保留样。 中低微碳铬铁的取样化验方法: 1.大堆验证取样:批量不足10吨时,应从不同部位随机采取10个铬铁块;批量为10吨以上,不足30吨时,应从不同部位随机采取20个铬铁块;批量为30吨以上时,应从不同部位随机采取30个铬铁块。铬铁块的大小以能钻样为准。在断面选钻取点,钻取点的边缘应离铬铁表面5mm以上。每块的钻取量应大约相等。批量不足10吨时,钻取样总量应不少于150g;批量为10吨以上时,钻取样总量应不少于300g。钻取的全部小样混匀后分成两等份,一份制样作分析用,一份作保留样。 2.包装验证取样:批量不足10吨时,应随机选取10件包装件;批量为10吨以上时,应随机选取10%的包装件,在每件中随机采取一个铬铁块,铬铁块的大小以能钻样为准。在断面选钻取点,钻取点的边缘应离铬铁表面5mm以上。每块的钻取量应大约相等。批量不足10吨时,钻取样总量应不少于150g;批量为10吨以上时,钻取样总量应不少于300g。混匀后分成两等份,一份制样作分析用,一份作保留样。
配料计算
配料计算 3.原、燃料资源 3.1油页岩尾渣(石灰质原料) 油页岩干馏后尾渣平均化学成分(%)见表。 尾渣L.O.I SiO2Al2O3 Fe2O3CaO MgO K2O Na2O SO3Cl 平均(%) 40.82 2.80 1.44 0.97 51.38 1.03 0.07 0.03 0.072 0.013 尾渣粒度小于100微米,密度1.0t/m3, 3.2硅质原料 本项目拟采用当地的砂岩作为硅质原料。砂岩资源丰富,预计砂 岩矿石储量在8000万吨以上。砂岩采用民采民运,汽车运输进厂, 运输距离12公里。 根据业主提供的资料,砂岩矿石的化学成分(%)见表。 砂岩矿石的化学成分 (%) L.O.I SiO2A1203Fe203CaO MgO K20 Na2O S03Cl- 2.16 80.9 9.315 5.065 0.85 1.63 0.35 0.14 0.33 0.008 当地砂岩的SiO2含量高,质量满足本项目生产优质水泥熟料的技 术要求。 3.3铝质校正原料 本项目用电厂的干排粉煤灰作为铝质校正原料,汽车运输进厂,运距10 km。
电厂粉煤灰的化学成分(%)见表。 粉煤灰的化学成分 (%) 上述粉煤灰Al 2O 3 含量质量基本满足本项目的技术要求。 3.4铁质校正原料 本项目采用当地的硫酸渣作为铁质校正原料,汽车运输进厂,运距20km ,有充足的供料保证。 根据提供的资料,硫酸渣的化学成分(%)见表。 硫酸渣的化学成分(%) L.O.I Si02 A1203 Fe 203 CaO MgO K 20 Na 2O S03 Cl - 1.7 13.26 2.8 71.16 4.37 2.25 0.5 0.13 3.54 0.28 上述硫酸渣的Fe 2O 3含量较高,质量基本满足本项目的技术要求。 3.5燃料用煤 本项目熟料煅烧用煤采用无烟煤,由汽车运输进厂,能满足供应。 煤的工业分析(%)及煤灰化学成分(%)分别见表。 无烟煤的工业分析 (%) Mar Mad Aad Vad Qnet ,ad(kJ /kg) St ,ad 10 2.45 22.64 8.82 30810 0.35 电厂 L.O.I Si02 A1203 Fe 203 CaO MgO K 20 Na 20 S03 Cl 4.58 48.39 26.3 9.56 4.56 1.16 0.71 0.27 0.35 0.007