加工工艺设计方案
拨叉零件的机械加工工艺案设计
设计要求:
综合运用已有知识,收集查阅相关资料,设计符合机械加工工艺规程设计基本原则的零件机械加工工艺案。所附为一些中批量生产的零件图样,供选择。
设计要求:
在所提供的各类零件中自选一个作为分析对象,综合运用已有知识,收集查阅相关资料,设计符合机械加工工艺规程设计基本原则的零件机械加工工艺案。
所附为一些中批量生产的零件图样,供选择。
工作量:
1、分析零件的加工工艺性,选择毛坯种类,指出机械加工的难点和处理案。
2、分析比较不同的工艺案,从中选出较优的机械加工工艺路线,且为各道工序选择定位基准(分析到工步,标明工序容、定位基准和机床设备),并说明理由。
3、完成所选零件的机械加工工艺路线设计说明书。
附件:零件图样
3、CA6140拨叉(2)
零件的机械加工工艺案
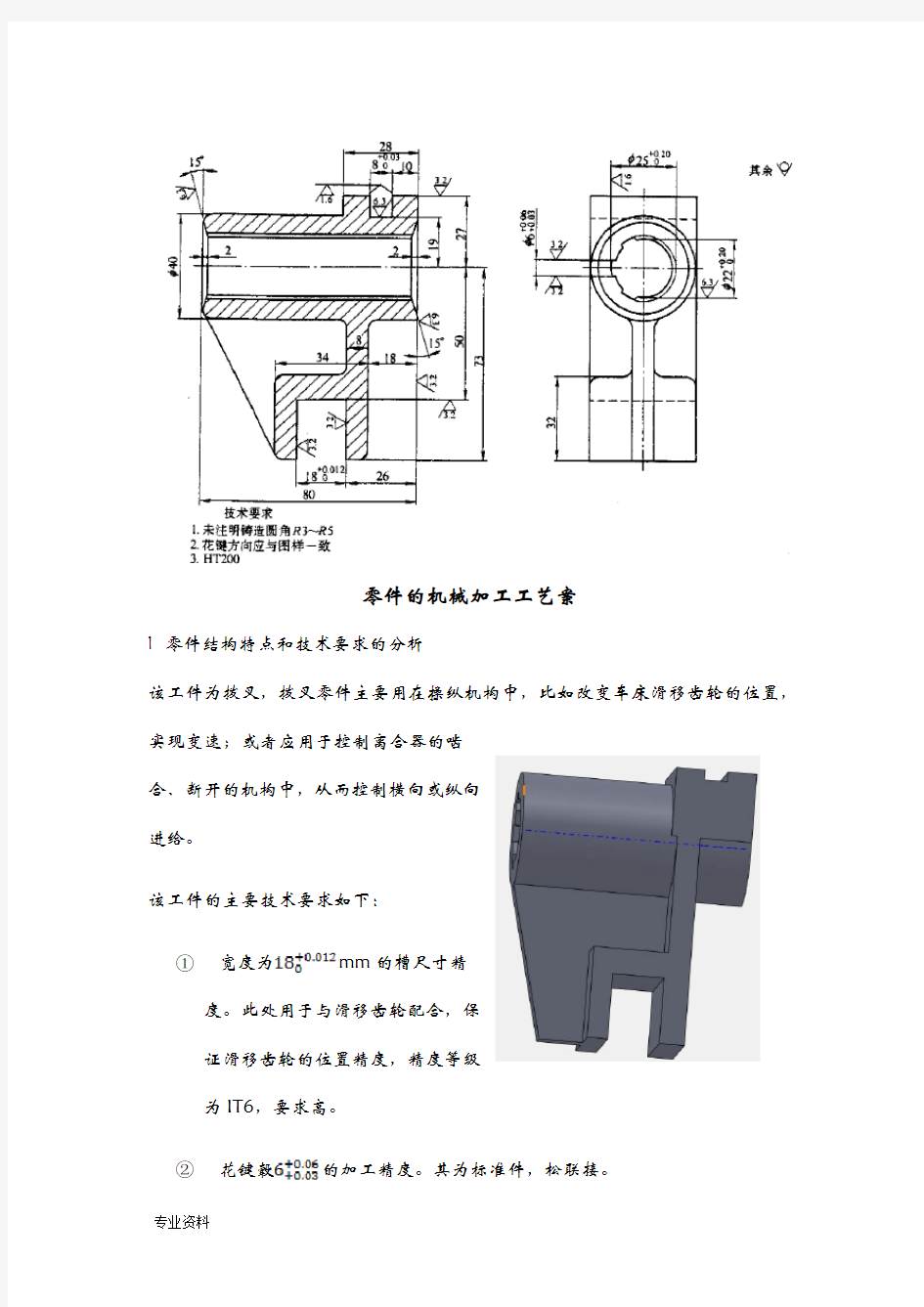
1 零件结构特点和技术要求的分析
该工件为拨叉,拨叉零件主要用在操纵机构中,比如改变车床滑移齿轮的位置,实现变速;或者应用于控制离合器的啮
合、断开的机构中,从而控制横向或纵向
进给。
该工件的主要技术要求如下:
①宽度为mm的槽尺寸精
度。此处用于与滑移齿轮配合,保
证滑移齿轮的位置精度,精度等级
为IT6,要求高。
②花键毂的加工精度。其为标准件,松联接。
③花键的加工精度。其精度等级为IT12,要求低,其中心轴线作为
一个精基准。
④宽度为mm的槽尺寸精度.此处精度等级为IT9,要求低。
⑤表面粗糙度Ra值要求为.
⑥其余尺寸,形位,表面粗糙度等级要求一般。
综上分析可知,径向尺寸的精基准为花键中心轴线,轴向尺寸的精基准为拨叉右端面,分别为两组加工表面。
2毛坯的选择
根据技术要求,零件材料选择HT200,生产纲领要求为中批生产,且零件尺寸较小,形状比较简单,采用砂型铸造,生产成本低,制造的工件可满足使用需求,适应性强,优先选择砂型铸造,其他几种特种铸造法仅在一定条件下才能显示。
毛坯如图所示:
3定位基准的选择
(1)粗基准的选择
根据零件图可知,径向尺寸以花键中心轴线为精基准,故选择外圆作为粗基准。轴向尺寸以右端面为精基准,为保证18mm,故选择B为粗基准来加工右端面。
(2)精基准的选择
根据基准重合的原则,为使加工基准和设计基准重合,径向尺寸以花键轴线为精基准,轴向尺寸以零件右端面A为精基准。
4 工艺路线的拟定
根据“先面后”的原则,应该先以面B为粗基准,加工右端面A,再以端面A为精基准,加工左端面,然后以外圆为粗基准,加工花键,再分别以花键轴线和右端面A作为精基准,加工其他尺寸。
为保证加工质量,及时发现废件,避免因零件报废带来的加工损失,将加工质量检验放在粗加工全部结束之后、精加工之前,以便及时控制质量,避免废品流入后续工序。
零件材料为HT200,灰铸铁的塑性差,脆性高,不易采用磨削。
该工件不是回转体,避免采用车削。
案一:
序号工序容定位基准机床设备
1 粗车毛坯右端面A 左端面铣床
2 精车毛坯右端面A 左端面铣床
3 钻、扩花键,锪钻
15°倒角
端面A 钻床
4 拉削花键右端面A 拉床
5 加工质量检验专用设备
6 粗铣C面花键中心轴线和
右端面A
铣床
7 精铣C面花键中心轴线和
右端面A
铣床
8 铣削槽花键中心轴线和
右端面A
铣床
9 粗铣槽
mm 花键中心轴线和
右端面A
铣床
10 精铣槽
mm 花键中心轴线和
右端面A
铣床
11 终检入库专用设备
案二:
序号工序容定位基准机床设备
端面A 钻床
1 钻、扩花键,锪钻
15°倒角
2 拉削花键右端面A 拉床
3 粗车毛坯右端面A 左端面铣床
4 精车毛坯右端面A 左端面铣床
5 加工质量检验专用设备
铣床
6 粗铣C面花键中心轴线和
右端面A
铣床
7 精铣C面花键中心轴线和
右端面A
铣床
8 铣削槽花键中心轴线和
右端面A
9 粗铣槽花键中心轴线和铣床
mm 右端面A
10 精铣槽
mm 花键中心轴线和
右端面A
铣床
11 终检入库专用设备
案比较:两种案的差异在于花键和毛坯右端面的加工顺序问题,以及花键的加工。若先加工,则右端面A为粗基准,这样,加工的花键轴线的精度不高,影响之后的工序,如铣削槽、精铣C面、车两端15°倒角,根据“先面后”的加工原则,应选择案一;采用铣削花键,需用成型刀具,配合精度合适的工装可以生产精度较高、质量稳定的产品,适合单件或批量生产,效率一般,但是采用拉削,精度高,质量稳定性好,效率高,适合大批大量、专业生产,故应选择案一。综上分析,优先选择案一。
钢筋加工场专项工程施工组织设计方案
目录 第一章工程概况 (2) 第二章钢筋加工厂选址、场内规划 (3) 第三章主要人员机械设备配置 (3) 第四章钢筋加工厂建设流程 (4) 4.1、钢筋加工厂规划 (4) 4.2、场地处理、排水设置 (4) 4.3、钢筋原材存放区设置 (5) 4.4、加工区设置 (5) 4.5、成品、半成品堆放区设置 (5) 4.6、加工棚的设置 (6) 第五章钢筋加工厂的检查与验收 (6) 第六章安全保证措施 (6) 第七章消防保证措施 (7) 第八章文明施工措施 (7) 第九章环境保护措施 (7) 第十章附图 (8)
第一章工程概况 乔司至南苑连接线工程(以下简称世纪大道)位于杭州市余杭区临平街道,项目西起石大线,东至望梅路,沿线相交道路繁多,交叉主要干道共计7条,分别为石大路、绕城高速公路、永玄路(规划为快速路)、汀兰路、站西路、良熟一号路、望梅路,四个铁路下穿通道开口。相交的星都大道、文正街均为规划道路。具体工程位置项目地理位置图。 图1.1-1 项目地理位置图 乔司至南苑连接线工程现状道路为世纪大道,地面平坦,一般标高在5.25~6.80m,道路现状宽度为35.0m左右,其中中央分隔带 3.0m,非机动车道
2×2.0m,其余为机动车道。世纪大道是余杭区临平通往杭州的主要交通干道,车流量大,交通繁忙。道路下埋设的有电力、通信、煤气、军用光缆、铁路通信、给排水等各类地下管线,管线种类众多,错综复杂,且一般均为主干管,施工影响较大。区域上场地地貌单元属于杭嘉湖冲海积平原区,沟渠水道较多。 第二章钢筋加工厂选址、场内规划 钢筋加工场位于K5+100左右,项目经理部的西南方向。尺寸大小为 96*60m,横向三跨布置,该处地势较高且平坦、离施工现场近、场外便道顺接施工现场,便于原材料进场及场内生产的半成品、成品运至施工现场; 场内规划:钢筋加工场分为钢筋原材区、半成品区、成品区。具体平面布置图见附图。 第三章主要人员机械设备配置 表3.1 主要人员配置表
加工工艺方案
拨叉零件的机械加工工艺方案设计 设计要求: 综合运用已有知识,收集查阅相关资料,设计符合机械加工工艺规程设计基本原则的零件机械加工工艺方案。所附为一些中批量生产的零件图样,供选择。 设计要求: 在所提供的各类零件中自选一个作为分析对象,综合运用已有知识,收集查阅相关资料,设计符合机械加工工艺规程设计基本原则的零件机械加工工艺方案。 所附为一些中批量生产的零件图样,供选择。 工作量: 1、分析零件的加工工艺性,选择毛坯种类,指出机械加工的难点与处理方案。 2、分析比较不同的工艺方案,从中选出较优的机械加工工艺路线,且为各道工序选择定位基准(分析到工步,标明工序内容、定位基准与机床设备),并说明理由。 3、完成所选零件的机械加工工艺路线设计说明书。 附件:零件图样 3、CA6140拨叉(2) 零件的机械加工工艺方案 1 零件结构特点与技术要求的分析
该工件为拨叉,拨叉零件主要用在操纵机构中,比如改变车床滑移齿轮的位置,实现变速;或者应用于控制离合器的啮合、断开的机构中,从而控制横向或纵向进给。该工件的主要技术要求如下: ①宽度为mm的槽尺寸精 度。此处用于与滑移齿轮配合,保 证滑移齿轮的位置精度,精度等级 为IT6,要求高。 ②花键毂的加工精度。其为 标准件,松联接。 ③花键孔的加工精度。其精 度等级为IT12,要求低,其中心轴线作为一个精基准。 ④宽度为mm的槽尺寸精度、此处精度等级为IT9,要求低。 ⑤表面粗糙度Ra值要求为、 ⑥其余尺寸,形位,表面粗糙度等级要求一般。 综上分析可知,径向尺寸的精基准为花键孔中心轴线,轴向尺寸的精基准为拨叉右端面,分别为两组加工表面。 2毛坯的选择 根据技术要求,零件材料选择HT200,生产纲领要求为中批生产,且零件尺寸较小,形状比较简单,采用砂型铸造,生产成本低,制造的工件可满足使用需求,适应性强,
食品加工厂卫生管理制度
分厂卫生管理制度 1.目的 为保证食品的安全卫生质量,规范生产过程中安全卫生管理,确保每个加工程序的有效实施,特制定本工作程序。 2.适用范围 本规程适用于生产过程中各个环节的卫生操作情况。 3.职责 各分厂负责人负责生产过程中的卫生操作的标准化管理。 4.程序 4.1个人卫生制度 4.1.1到消毒槽洗手消毒时,一定要用洗手液把手上油渍洗干净,清水冲掉后再用二氧化氯消毒液浸泡,再次用清水冲洗。 进入车间应着整洁工作服、工作帽、工作鞋。 洗手要求: 生产人员遇有下述情况之一时必须洗手、消毒,分厂应有监督措施: 开始工作之前; 上厕所之后; 处理被污染的原材料之后; 从事与生产无关的其他活动之后。 分割肉和熟肉制品加工人员离开加工场所再次返回前应洗手、消毒。 4.1.2应保持良好的个人卫生,勤换衣服,勤剪指甲,勤理发,勤洗澡。
4.1.3不得将与生产无关的个人用品和饰品带入车间,进入车间不准佩戴耳环、 项链、手表等,不得携带非生产性物品,不得涂指甲油或擦浓烈的化妆品,男不留长发,女不披散发。 4.1.4严禁在车间吃食物、吸烟、随地吐痰。 4.1.5严禁患有肺结核、痢疾、伤害病毒性消化道传染病、皮肤病等有碍食品卫生之患者(包括病毒携带者)进入生产车间,若生产操作人员患有以上疾病,应立即调离工作岗位。 4.1.6未经允许,不得携带家属朋友等非工作人员进入车间。 4.1.7生产过程中,不得从事与生产无关的活动,特殊情况(如上厕所)后必须立即洗手。 4.1.8接受有关部门的监督,切实贯彻执行《食品安全法》中的各项条款。并随时向主管领导汇报监督、检查本厂的执行情况,对违反规范的行为应适当进 行经济处罚。 4.1.9对直接从事食品生产的人员进行考核,对新职工进行教育,经考核合格后方可上岗。 违反以上规定的,根据具体情况当事人处以50元罚款。 4.2设备设施卫生情况 4.2.1班前班后进行卫生清洗工作,专人负责检查,并做好检查记录。 所用工器具、容器,修整案、不混用、不乱用,在使用前、后要进行消毒处理,并用饮用水彻底冲洗干净,方可接触肉品,不用的修整案上面不得有积水。 4.2.2加工设备不允许直接用水管子冲洗, 4.2.3防止不卫生物品对食品、食品包装和其他与食品接触表面的污染及未加工产品的
典型轴类零件的数控加工工艺设计(doc 29页)
典型轴类零件的数控加工工艺设计(doc 29页)
摘要 数控技术是用数字信息对机械运动和工作过程进行控制的技术,数控装备是以数控技术为代表的新技术对传统制造产业和新兴制造的渗透形成的机电一体化产品,即所谓的数字化装备。 本次设计就是进行数控加工工艺设计典型轴类零件,主要侧重于该零件的数控加工工艺和编程,包括完成该零件的工艺规程,主要工序工装设计,并绘制零件图、夹具图等。 通过本次毕业设计,对典型轴类零件的设计又有了深的认识。从而达到了巩固、扩大、深化所学知识的目的,培养和提高了综合分析问题和解决问题的能力以及培养了科学的研究和创新能力。 关键词:数控技术典型轴类零件加工工艺毕业设计
1.引言 数控技术集传统的机械制造技术、计算机技术、成组技术与现代控制技术、传感检测技术、信息处理技术、网络通讯技术、液压气动技术、光机电技术于一体,是现代先进制造技术的基础和核心。数控车床己经成为现代企业的必需品。随着数控技术的不断成熟和发展及市场日益繁荣,其竞争也越来越激烈,人们对数控车床选择也有了更加广阔的范围,对数控机床技术的掌握也越来越高。随着社会经济的快速发展,人们对生活用品的要求也越来越高,企业对生产效率也有相应的提高。数控机床的出现实现了广大人们的这一愿望。数控车削加工工艺是实现产品设计、保证产品的质量、保证零件的精度,节约能源、降低消耗的重要手段。是企业进行生产准备、计划调度、加工操作、安全生产、技术检测和健全劳动组织的重要依据。也是企业对高品质、高品种、高水平,加速产品更新,提高经济效益的技术保证。这不但满足了广大消费者的目的,即实现了产品多样化、产品高质量、更新速度快的要求,同时推动了企业的快速发展,提高了企业的生产效率。 数控工艺规程的编制是直接指导产品或零件制造工艺过程和操作方 法的工艺文件,它将直接影响企业产品质量、效益、竞争能力。本文通过对典型轴类零件数控加工工艺的分析,对零件进行编程加工,给出了对于典型零件数控加工工艺分析的方法,对于提高制造质量、实际生产具有一定的意义。根据数控机床的特点,针对具体的零件,进行了工艺方案的分析,工装方案的确定,刀具和切削用量的选择,确定加工顺序和加工路线,数控加工程序编制。通过整个工艺的过程的制定,充分体现了数控设备在保证加工精度,加工效率,简化工序等方面的优势。 本人以严谨务实的认真态度进行了此次设计,但由于知识水平与实际经验有限。在设计中会出现一些错误、缺点和疏漏,诚请各位评审老师提出批评和指正。
钢筋加工厂规划方案
临时工程规划选址意见书 注:1、本表适用于拌合站,钢构件、钢筋加工厂,制梁场,轨枕场,试验室选址;2、本表一式5份,施工单位2份,监理单位1份,建设单位指挥部1份,建设单位工程部1份;3、项目工程地质评价是需经设计单位确认的意见。
新建至呼和浩特铁路(境)站前工程ZHZQ-4标(DK158+203~DK167+550) 3#钢筋加工厂规划方案 编制人: 审核人: 批准人: 中铁十九局呼客专项4标项目部 二零一四年五月
目录 一、工程概况 (1) 二、地理位置和选址 (1) 三、场地建设 (2) 1、场地平整 (2) 2、道路设置 (2) 3、排水系统 (2) 4、雨棚 (2) 5、标识标牌、文化宣传 (2) 四、场地布置 1、原材料存放区 (3) 2、钢筋加工区及待检区 (3) 3、供电、供水 (3) 4、排水 (4) 五、人员配置 (4) 六、钢筋加工场设备配置表.......................................................... 5 七、管理措施........................ ................................ (5) 1、钢筋加工场管理制度
........................................................ .. (6) 2、安全保证措施 (6) 3、质量保证措施 (4) 4、环境保护措施 (8)
4号钢筋加工场规划方案 一、工程概况 我分部承建呼客专ZHZQ-4标段4分部,起讫里程DK158+203~DK167+550,线路长度 9.347km,位于自治区市境。 主要工程为:我分部承建客专正线线下工程自东向西9.347km,DK158+203~DK167+550;结构物为建设乌兰察布站场旅客地道2座、6座框架涵、南特大桥(5处连续现浇梁)。四分部共设置钢筋加工场3座,我分部为3号钢筋加工场负责南特大桥140-212号墩2.3km钢筋加工制作。 二、地理位置和选址 选址按“贴近现场、方便管理、集中生产”原则进行。 钢筋加工场的选址以根据现场施工的条件为依据,按照钢筋加工场建设和管理工作走向标准化、规化、程序化、工厂化作业的模式进行选址,按照蒙冀公司钢筋加工场设置要求,确保钢筋加工场经济合理、节约用地、安全环保,经过多次现场踏勘,根据工程实际需求、当地政府的用地及环保、水保要求,满足供应半径不大于4km的原则,将钢筋加工场设置在靠近桥梁施工点附近,钢筋加工场位置考虑成品钢筋装运至各工点综合运距最短,以便道情况良好畅通为原则,结合现场用地条件综合考虑钢筋加工场建址位置。 3号钢筋加工场设在DK165+800线路右侧150m处,临近208国道,交通便利,距施工地点近,钢筋运输方便。 三、场地建设 1、场地平整
(完整版)机械加工工艺及其毕业课程设计方案
目录 摘要 (3) 第一章零件及零件的工艺分析 (4) 1.1 零件的作用 (4) 1.2、零件的工艺分析 (4) 第二章确定毛坯的制作方法、初步确定毛坯形状 (5) 第三章工艺设计与分析 (5) 3.1、定位基准的选择 (5) 3.2、零件的表面加工方法的选择 (5) 3.3、确定加工工艺 (7)
3.4、确定机械加工余量、工序尺寸及毛坯尺寸,设计、绘制毛坯 (8) 3.5、确定切削用量 (9) 3.6、填写机械加工工艺过程卡和机械加工卡工序 (20) 第四章夹具的设计……………………………………………………………… 21 4.1确定设计方案 (21) 4.2 计算夹紧力并确定螺杆直径………………………………………………… 22 4.3 定位精度分析………………………………………………………………… 22 参考文献 (23)
摘要 本次设计是汽车底盘传动轴上的万向节滑动叉,它位于传动轴的端部。主要作用:一是传递扭矩,使汽车获得前进的动力;二是当汽车后桥钢板弹簧处在不同的状态时,由本零件可以调整传动轴的长短及其位置。零件的两个叉头部位上有两个孔,是用来安装滚针轴承并且与十字轴相连,起万向节轴节的作用。而零件外圆内的花键孔与传动轴端部的花键轴相配合,用于传递动力之用。 这次的夹具也是用于装夹此零件,而夹具的作用也是为了提高零件的劳动生产率、保证加工质量、降低劳动强度。而夹具的另一个目的也是为了固定零件位置,使其得到最高的效率。 关键词:传动轴万向节滑动叉传递扭矩花键轴 Abstract This design is car chassis of transmission shaft universal joint sliding a fork,it is located at the end of the drive shaft of.The main role:first, is the transmission torque,make cars get motivation;second,it is when the automobile driving axle leaf spring in different state,by the parts can adjust the length of the shaft and its position.Parts of the two fork a two funtion.And the parts of the spline circle order to improve labor productivity,ensure the parts processing quality, reduce the labor intensity.And fixture another purpose is to fixed position parts,making it the shaft 、universal joint sliding a fork
食品加工厂规章制度汇编
食品加工厂规章制度 为了维持良好的生产秩序,提高劳动生产率,保证食品的安全,生产工作的顺利进行特制订相关管理制度。下面学习啦小编给大家带来食品加工厂规章制度范文,供大 食品加工厂规章制度范文篇一目的:为了维持良好的生产秩序,提高劳动生产率,保证生产工作的顺利进行特制订以下管理制度。 范围:适应于生产车间全体工作人员。 一。车间生产管理制度 1、我厂的从业人员(包括临时工)应接受健康检查,并取得体检合格证者,方可参加生产。 、从业人员上岗前,要经过卫生培训教育,方可上岗。 、上岗时,要做好个人卫生,防止污染食品。 .1进车间前,必须穿戴整洁统一的工作服、帽、靴、鞋,工作服应盖住外衣,头发不得露于帽外,并要把双手洗净。 .2直接与原料、半成品和成品接触的人员不准戴耳环、戒指、手镯、项链、手表。不准浓艳化妆、染指、喷洒香水进入车间。 .3手接触赃物、进厕所、吸烟、用餐后,都必须把双手洗净才能进行工作
.4上班前不许酗酒,工作时不准吸烟、饮酒、吃食物及做其他有碍食品卫生的活动。 .5操作人员手部受到外伤,不得接触原料和成品,经过包扎治疗戴上防护手套后,方可参加不直接接触产品的工作。 .6不准穿工作服、工作鞋进厕所。 .7工作期间不得擅自离开车间。 .8生产车间不得带入或存放个人生活用品,如衣物、食品、烟酒、药品、化妆品,手机等。 、进入生产加工车间的其他人员(包括参观人员)必须穿指定工作服,方可进入车间。 、有毒有害物管理:洗剂、清毒剂、杀虫剂及其他有毒有害物品,均应有固定包装,并在明显处标示有毒品”字样,贮存于专门库房或柜橱内,加锁并由专人负责保管。 、上班时,物料员须及时把物料备到生产线,并严格按照规定的运作流程操作,不得影响工作的顺利进行。 、员工在作业过程中,必须保持一定的距离,不得挤坐在一起,不得说笑谈天,交头接耳。操作时必须按要求工作,同时必须自觉做好自检与互检工作,如发现问题并及时向质检及车间主任反映,不可擅自使用不良材料以及让 不合格品流入下道工序,必须严格按照品质要求作业。 、每道工序必须接受车间质检检查、监督,不得蒙混过 . 学习参 考
轴的加工工艺设计
轴的加工工艺设计 Document number:NOCG-YUNOO-BUYTT-UU986-1986UT
轴加工工艺规程设计 专业:机械设计制造及其自动化 班级: 姓名: 学号: 轴类零件加工工艺规程设计 一、设计要求: .零件任选 .零件图一张,用CAD画 .毛坯图一张 .机械加工工艺规程综合卡片一套 .说明书一份 .按大批大量生产考虑 二、零件图 轴的作用 轴主要应用在动力装置中,是主要零件之一。其主要作用是传递转矩,使主
轴获得旋转的动力,其工作中要承受较大的冲击载荷和扭矩。因此,该零件需具有足够的耐磨性和抗扭强度。 输出轴的结构特点、工艺,表面技术要求分析 从图示零件分析,该轴结构简单,属于阶梯轴类零件。主要由有φ55、φ 40、φ23、φ20的外圆柱面。φ50的外圆的粗糙度要求都为, φ20的外圆的粗糙度 要求都为,φ35的圆弧面的粗糙度要求都为,莫氏4的锥度表面要求为,形位精度也比较高,为径向跳动量小于,由于输出轴在工作中要承受较大的冲击载荷和扭矩,为了增强耐磨性和抗扭强度,要对输出轴进行调质处理,硬度为 250HBS。加工零件不能使用砂布、锉刀及其他砂磨工具进行锉修及打光。未标注的公差按IT14,未倒得角按1x45度。莫氏4锥度用涂色法检查接触70%。三、确定毛胚 选择毛胚材料 毛坯的材料 45钢 制造毛胚的种类有很多,如1、型材2、锻造3、铸造,由于该输出轴要承受较大的冲击载荷和扭矩,为了增强其刚性和韧性,所以要选择锻件做为毛胚。如果选用棒料,由于生产类型为大批,从经济上考虑,棒料要切削的余量太大,浪费材料,所以不选。 毛胚的的简图 四、工艺路线的确定 基准的选择 基准可以分为粗基准和精基准 粗基准 由于此零件为轴类零件,为了保证精度,所以选择外圆作为粗基准面。首先选用三爪卡盘自动找正原理,夹紧。以外圆为粗基准面,加工外圆、端面、中心孔。然后用已加工过的外圆作为基准,加工另一端面和钻中心孔,保证两个中心孔在同一直线上。 精基准的选择 精基准的选择对一个零件加工完成后的精度非常重要。此零件选用两端的中心孔作为精基准,所以用两端中心孔来对外圆精加工。外圆加工完成后用外圆作为精基准,加工内圆,攻螺纹。 工序集中和分散考虑 工序集中 工序集中就是将零件的加工集中在少数几道工序中完成,每道工序加工内容多,工艺路线短。其主要特点是:
标准化钢筋加工场规划方案
标准化钢筋加工场规划 方案 内部编号:(YUUT-TBBY-MMUT-URRUY-UOOY-DBUYI-0128)
昆明绕城高速东南段C标 一工段(K89+400~K91+020) 标准化钢筋加工场专项施工方案 编制: 审核: 审批: 云南建工集团有限公司昆明绕城高速东南段C标一工段项目经理部 2014/9/25
目录
一工程概况 1)昆明绕城公路是国家高速公路网和云南省干线公路网的一部分,本项目为其东南段,起于嵩明县中对龙,与昆曲高速公路交叉,止于晋宁县余家海,与昆玉高速公路交叉,同时连接绕城高速的西南段,其间通过宜良及澄江两县,全长约130公里。本项目建成后将与西北段和西南段共同构成完整的昆明市绕城公路,从而发挥绕城公路的整体效益,对分流过境交通,完善国家、云南省及昆明市干线公路网均具有重要意义。 2)昆明东南绕城高速C标一工段路线主要经过云南省玉溪市澄江县龙街镇,合同段起讫桩号主线K89+400~K91+020、K90+350龙街互通。主线长,其中包括主线K90+龙街大桥和K90+350龙街互通7座匝道桥,匝AK+307桥(AK0+~AK0+)、匝EK+桥(EK0+~EK0+)、匝FK0+276桥(FK0+~FK0+)、匝FK0+桥(FK0+~FK0+)、匝GK0+桥(GK0+~GK1+)、匝HK0+桥(HK0+~HK0+)、IK0+桥(IK0+~IK0+),桥梁总长2387米, 一工段路线平面位置如下图:
二、场地选址 1)一工段驻地选址位于澄江县龙街镇华光村村口马澄高速路旁边,距澄江县城约2Km,交通、通讯及生活较为便利,周围地势平坦,无不良地质和安全隐患,环境较好。 2)钢筋加工场选址位于龙街互通H匝道范围内,距离C1标项目部驻地约60m位置,建筑面积约1400m2,且距主要施工点较近,交通、水、电均较便利,周围地势开阔。场地规划布置:钢筋加工制作区,材料仓库区,生活区。钢筋加工场如下图: 钢筋加工场 对于钢筋加工场而言,主要的作业对象是桥梁的钢筋,故加工场选在距桥梁较近的位置,加工成的钢筋半成品通过现有施工便道道路运输。
机械加工工艺方案
第四届湖南省大学生工程训练综合能力竞赛 The 4th Hunan Province Undergraduate Engineering Training Integration Ability Competition 工艺设计方案 The Process Plan 编 号 (此栏由赛务工作人员填写) 装 订 线 学校名称:湖南理工学院南湖学院 参赛项目:“8”型赛道避障
第四届湖南省大学生工程训练综合能力竞赛 The 4th Hunan Province Undergraduate Engineering Training Integration Ability Competition 机械加工工艺过程卡片 Machining Process Card 共22页 第2页 编 号 产品名称 小车 生产纲领 5000件/年 零件名称 前轮支架 生产批量 417件/月 材料 铝 毛坯种类 棒材 毛坯外形尺寸 ф35x90 每毛坯可制作件数 1 每台件数 1 备注 序 号 工序 名称 工序内容 工 序 简 图 机床 夹具 刀具 量具 辅具 工时 (min ) 1 下料 车:ф35x90 CA6120 车刀 卡尺0~150 3.5 2 车 夹毛胚一端,找正,粗车 精车 CA6136, 三角卡盘 外圆车刀 卡尺0~150 10 编制(日期) 审核(日期) 标准化(日期) 会签(日期) 标记 处数 更改文件号 签字 日期 装 订 线 学校名称:湖南理工学院南湖学院 参赛项目: “8”型赛道避障
第四届湖南省大学生工程训练综合能力竞赛 The 4th Hunan Province Undergraduate Engineering Training Integration Ability Competition 机械加工工艺过程卡片 Machining Process Card 总22 页 第3页 编号: 产品名称 无碳小车 生产纲领 5000件/年 零件名称 前轮支架 生产批量 417件/月 材料 铝 毛坯种类 棒材 毛坯外形尺寸 ф35x90 每毛坯可制作件数 1 每台件数 1 备注 序 号 工序 名称 工 序 内 容 工 序 简 图 机床 夹具 刀具 量具 附具 工时 (min ) 3 铣 找正,先铣大头端20x25,再铣R10 的圆弧,铣内槽 XK714G ;三爪卡盘 立铣 刀 卡尺 千分尺 检验棒 10 编制(日期) 审核(日期) 标准化(日期) 会签(日期) 标记 处数 更改文件号 签字 日期 装 订 线 学校名称:湖南理工学院南湖学院 参赛项目: “8”型赛道避障
食品加工厂规章制度
食品加工厂规章制度 食品加工厂规章制度 篇一: 食品厂管理制度原辅料库房管理制度 一、原辅料库房实行专库专用,并设有防蝇、防鼠、防潮、防尘、通风设施,并运转正常,每天定期打扫库房卫生,保持库房整洁。二、原辅料入库前由专人验货,所有采购的原辅料必须索取生产企业的有效卫生许可证、产品有效检验报告单。外包装必须有完整标签标识、生产日期及保质期,且无破损、无污染,原辅料无腐烂、变质。 三、所存的原辅料必须分类、分架、隔墙离地存放。各类原料的货架标签必须与存放的货物一致,不得存放其他杂物及有毒有害的物品(如: 杀虫剂、消毒剂等)。 四、有异味或易吸潮的食品应密封或分库存放,易腐食品要及时冷藏、冷冻保存,冷库必须有温度记录设备,并对冷库温度每天做好记录。 五、入库的各种原辅料必须建立台帐制度,做到先进先出,定期清仓检查,防止食品过期、变质、霉变、生虫,及时清理不符合卫生要求的食品。成品库房管理制度 一、成品须标注标签标识、生产日期、保质期限后方可入库。 二、所有的成品必须分类、分架、隔墙离地存放,各类成品的货架标签必须与存放的货物一致。 三、成品库房必须专用,不得存放原料和半成品,不得存放其他杂物及有毒有害的物品(如: 杀虫剂、消毒剂等)。 四、做好库房的防蝇、防尘、防鼠、防潮工作,保持库房通风,定期做好库房卫生,保持库房干燥整洁。 五、入库的各种成品必须建立台帐,做到先进先出,定期清仓检查,
防止食品过期、变质、霉变、生虫,及时清理不符合卫生要求的食品。 六、退回的产品与正品要明确隔离,且标识清楚,以防混用。七、出库产品必须经过检验,符合国家卫生标准要求。禁止不合格产品出库销售。食品化验室管理制度 1. 严格按照“食品卫生国家标准”进行规范操作。 2. 食品检测项目和检测结果必须符合国家标准要求。 3. 遵守本厂产品质量标准,做好原辅材料及产品检验、分析工作,确实把好质量关。 4.实验情况及时分析,数据要记录在专用记录本上,并做到及时、真实、齐全、清晰、整洁、规格。 5.化验人员应努力钻研业务,熟练掌握操作技能,仔细地观察实验现象,养成良好工作习惯。 6.按照生产工艺要求,认真做好生产半成品和成品检测的工作,定期检查、保养,确保仪器正常运转。 7.玻璃仪器的洗涤,必须遵守清洗规章制度,以达到分析项目准确无误。 8.遵守公司一切规章制度。 9.人为损坏化验室仪器、设备,根据情节给予赔偿。 10.检测产品质量情况及时报告上级主管部门,指出整改措施与建议。 1 1.易燃、易爆、剧毒、强酸、强碱化学试剂要妥善保管,严格遵守规章制度,杜绝事故发生。1 2.下班前关闭门窗、水、电,确保防火、防爆、防盗、防毒安全。1 3.化验室闲人免进。 1 4.化验人员违反上述规定者,根据公司纪律要求予以处罚,甚至除名。卫生管理制度 一、商品卫生管理制度:
“十字轴”零件的机械加工工艺规程及工艺装备设计
优秀设计 课程设计题目:十字轴加工工艺及车夹具设计 班级: 姓名: 指导教师: 完成日期:
摘要 这次设计的是十字轴机械加工工艺规程及工艺装备设计,包括零件图、毛坯图、装配图各一张,机械加工工艺过程卡片和与工序卡片各一张。首先我们要熟悉零件和了解其作用,它位于车床变速机构中,主要起换档作用。然后,根据零件的性质和零件图上各端面的粗糙度确定毛坯的尺寸和械加工余量。最后拟定拨差的工艺路线图,制定该工件的夹紧方案, 画出夹具装配图。 就我个人而言,我希望能通过这次课程设计,了解并认识一般机器零件的生产工艺过程,巩固和加深已学过的技术基础课和专业课的知识,理论联系实际,从中锻炼自己分析问题、解决问题的能力,为今后的工作打下一个良好的基础,并且为后续课程的学习打好基础。
Abstract This time I design the lathes of the shift forks CA6140(831005), including that the part pursuing , the blank pursues , assembling pursues , the machine work procedure card the working procedure card every sheet .We should know the part very well and know its effect first , it is worked in the organization which is used for change the speed in a lathe, and the mainly role of the part is alter the speed. Then, we design the dimension of the blank and instrument process a margin of the part according to part character and the harshness of each face .Finally, I design the handicrafts route picture of the shift forks, work out the fastening motion scheme being workpiece's turn , draw up clamp assembling picture. As far as my individual be concerned, I want to knowing the general productive technology of machine part , consolidating and deepening the knowledge of basic course and specialized course what I have already learned , integrates theory with practice, and improve the ability to solve problems, what’s more , striking the basis for the future work and the following course’s studying .
2#钢筋加工厂建设方案
大张高速铁路DZSG2015-1标(河北段)钢筋加工厂建设方案 编制: 审核: 审批: 中铁二十二局集团有限公司 大张高速铁路(河北段)DZSG2015-1标项目经理部 二零一六年三月
钢筋加工场标准化建设方案 一、工程概况: 路桥工区共有特大桥2座,大桥3座。本项目共有钢筋约1.7万吨,通过生产能力及供应需求核算。为便于集中化管理,在2#搅拌站内设置一座钢筋加工场。 二、钢筋加工场选址 1#钢筋加工场位于G110国道边2#搅拌站院内,主要负责跨京新高速特大桥、跨张呼右线特大桥、耙齿沟1#大桥、耙齿沟2#大桥、朱家窑大桥的桩基础、承台、墩身、连续梁钢筋的制作,总占地面积2400m2,其中长度为80m,宽度为30m,高度为13m-15m。 三、场房抗风雪检算 采用单层彩钢板,轻钢结构组成。基础为配筋砼独立柱基,钢柱为325*6圆钢管和180*4圆钢管组合成三角弧型梁及梁,柱间采用电焊连接。屋面为单层彩钢瓦,檩条构件与屋面板之间用自钻自攻钉固定,立柱间距5m。 其设计为荷载值: (1)屋面:静荷载:0.15KN/m2 (2)屋面:活荷载:0.2KN/m2 (3)雪荷载:0.25KN/m2 (4)基本风压:0.55KN/m2 2、结构用钢,钢材强度设计值。 (1)抗压,抗拉和抗弯值:215N/mm2
(2)抗剪:125N/mm2 (3)拱起顶紧后承压:325N/mm2 3、焊缝连接强度设计值(焊接焊条均为E43型) (1)对接焊缝抗压:215N/mm2 (2)对接焊缝抗拉:215N/mm2 (3)对接焊缝抗剪:125N/mm2 (4)角焊缝抗压,抗拉,抗剪:160N/mm2 4、普通螺栓(C级)连接强度设计值。 (1)抗拉,抗弯:170N/mm2 (2)抗剪:130N/mm2 5、强度设计值折减系数。 (1)单面连接钢管:0.85 (2)长边相连的钢管:0.25 屋面板核校: (1)大棚屋面板均为0.4mm厚单层彩钢压型图,自重0.08KN/m2(2)单层彩钢压型板的值:I=194cm4。I=4.9cm,w=38.8cm3,A=7.8cm2 (3)檀条屋面板设计值:屋面为0.5KN/m2 (4)核校其弯距值:活荷载*1.4+静荷载*1.2 由(3)得出层面板的线性荷载值为0.6KN/m 总值0.5KN/m2*1.2m*1.4+0.15KN/m2*1.2m*1.2≈1.05KN/m P=ql/8 =1.05KN/m*(6.0m)/8
食品加工厂管理制度
食品加工厂 生产车间管理制度 目的:为了维持良好的生产秩序,提高劳动生产率,保证生产工作的顺利进行特制订以下管理制度。 范围:适用于生产车间全体工作人员。 一、早会制度 1.员工每天上班必须提前10分钟到达车间开早会,不得迟到、早退。 二、请假制度 1.如特殊事情必须亲自处理,应在2小时前用书面的形式请假,经主任与相关领导签字后,才属请假生效,不可代请假或事后请假(如生病无法亲自请假,事后必须交医生证明方可)否则按旷工处理。 2.杜绝非上班时间私下请假或批假。 3.员工每月请假不得超过两次,每天请假不得超过两人。 三、车间卫生管理制度 1、车间工作人员应保持良好的个人卫生,勤洗澡、换衣、理发、不得留长指甲和涂指甲油。 2、进入车间必须穿戴工作服、工作帽、工作鞋;头发不得外露;工作服和工作帽必须保持清洁且每天必须更换。 3、不得将生产无关的个人用品和饰品(如手表,首饰等)带入车间。 4、进入车间应洗手消毒,工作过程中按规程洗手;车间内严禁存放个人生活用品和生产无关的杂物。 5、车间内严禁饮食、吸烟和随地吐痰。 6、未经允许非加工人员不得进入加工车间;经有关部门同意后,必须达到加工人员的要求后方可进入。 7、新参加工作的生产人员,必须经健康检查并取得健康合格证后方可上岗工作。生产人员患有有碍食品的传染性疾病(痢疾、伤寒、病毒性肝炎、活动性肺结核、
化脓性或渗出性皮肤病等),或手有外伤等情况,必须立即调离食品加工岗位并妥善治疗。 8、车间生产人员和进入车间的其他有关人员遇下列情况之一时必须洗手: ⑴、开始工作之前 ⑵、上厕所以后 ⑶、处理被污染的原材料之后 ⑷、从事与生产无关的其他活动之后 ⑸、在从事操作期间也应勤洗手 9、生产车间内接触食品的设备、工器具、操作台必须采用无毒、无异味、耐腐蚀、易清洗的材料制作。表面应光滑、无凹坑、缝隙。车间内禁止使用一切竹木工器具和容器。 10、车间内必须有用于工器具和固定设备消毒的设施,并保持齐全有效,设施本身及使用过程中不得对食品产生不良影响。 11、在工作前后及工作中必须按规定进行清洁、消毒(要有记录)。所用的清洁消毒方法应有效又不影响食品的卫生。用化学方法进行消毒时,检查消毒剂的配制记录及使用条件,连续使用的消毒剂,定期检查其浓度。用热水消毒时,水温应达到80℃以上。 12、加工操作台、机械设备、工器具应经常清洗,不得有锈蚀,并保持清洁,经消毒处理后的设备、工器具、操作台必须再用水彻底冲洗干净,除去残留物后方可接触产品。 13、生产车间和其它场所的废弃物,必须随时清除,并及时清理出厂,废弃物存放的容器及场地应及时清洗消毒。 14、车间工作人员及有关人员每年至少进行一次健康检查,必须经健康检查并取得健康合格证后方可上岗工作。 15、同一生产现场内不得同时生产两种类别的产品,也不得同时加工影响车间卫生或产品质量的副产品。 16、车间内只能存放有少量即将使用的空罐。空罐只能装填产品,任何时候不能
轴的机械加工工艺设计
轴的机械加工工艺过程设 计学生作品 所属学院: 专业:机械工程及自动化 小组成员: 组长: 授课教师: 提交时间:
传动轴设计准备工作——明确问题的提出及研究目的1.问题提出: 零件的几何精度直接影响零件的使用性能,而机械加工工艺过程制定的是否合理将直接影响零件的加工精度。针对车床传动轴,应用所学的机械制造基础知识进行一次加机械工工艺过程设计的综合性工程应用训练。 2.专题研究的目的: (1)掌握零件主要部分技术要求的分析方法; (2)掌握零件材料的选择方法和确定毛坯的制备方法及工艺;(3)掌握工艺分析方法; (4)掌握定位基准的选择方法; (5)掌握制定出合理的零件加工顺序的原则和方法; (6)掌握制定出合理的零件加工路线的方法。 车床传动轴的几何设计要求——研究内容 图1所示为车床的传动轴,轴上开有键槽用来安装齿轮以传递运动和动力,两端是安装滚动轴承的支承轴颈。完成该传动轴零件的机械加工工艺过程设计。 工艺设计的具体内容包括: (1)进行零件主要部分的技术要求分析研究; (2)确定传动轴的材料、毛坯的制备方法及工艺、热处理工艺;(3)进行加工工艺分析;
(4)确定定位基准; (6)制定传动轴的加工顺序; (6)制定传动轴的加工路线。 图1 传动轴 工作安排 1.查阅资料了解传动轴各部位的作用; 2.根据相关资料及所学知识确定材料、毛坯及热处理工艺; 3.根据传动轴的结构特点,制定相应的加工工艺路线,并确定加工工序; 4.总结上述过程,完成研究报告。 组员分工 1.查阅资料—— 2.选材、毛坯及热处理工艺的选择—— 3工艺路线的确定—— E F M N P Q
钢筋加工厂建设实施方案
目录 一、编制依据 (1) 二、工程概况 (1) 2.1 项目概况 (1) 2.2 主要工程量 (2) 三、选址及规划 (2) 3.1 场地选址 (2) 3.2 钢筋厂规划 (3) 四、钢筋加工场建设 (3) 4.1 工程数量 (3) 4.2 主要人员 (4) 4.3 工期安排 (5) 4.4 钢筋加工场总体规划 (5) 4.5 钢筋加工场基础建设 (7) 4.6 钢筋加工场各区建设 (8) 4.7 办公生活设施建设 (9) 五、钢筋场机械设备配置 (9) 六、组织机构及人员配置 (11) 七、施工用电、消防布置 (12) 7.1 施工用电布置 (12) 7.2 施工消防布置 (13) 八、标准化建设措施 (13)
8.1 标牌建设 (13) 8.2 标识建设 (14) 8.3 文明施工 (14) 九、安全环保措施 (14) 9.1 安全生产目标 (15) 9.2 安全管理组织机构 (15) 9.3安全生产保证措施 (15) 9.4 施工用电安全保护措施 (16) 9.5 消防保证措施 (17) 9.6 施工机械安全操作规程 (17) 十、文明环保 (19) 10.1环境保护管理组织机构 (19) 10.2 水土及生态环境的保护措施 (20) 10.3固体废弃物处理措施 (20) 10.4 降低噪音措施 (21) 十一、附件 (21)
钢筋加工场建设方案 一、编制依据 1、九龙坡至高速公路JY1合同段《两阶段施工图设计》; 2、九龙坡至高速公路《工地建设及安全文明施工标准化指导意见(试行)》; 3、我部《实施性施工组织设计》; 4、《施工现场临时用电安全技术规》(JGJ 46—2005); 5、《建筑机械使用安全技术规程》(JGJ 33—2001); 6、《混凝土质量控制标准》(GB50164-92); 7、《钢筋焊接及验收规》(JGJ18-2003); 8、《中国交建视觉识别系统规手册(3.0版)》; 9、九永总包安便﹝2015﹞1号-关于下发《九永高速钢筋加工场标准化建设参考示意图》的通知。 二、工程概况 2.1 项目概况 九龙坡至高速公路是《市高速公路网规划》(2013-2030)“三环十二射七联线”中一射成渝高速扩能项目。项目位于渝西片区,路线呈东西走向,与成渝高速公路平行,位于其西南侧3~5公里,完全新建。项目起于九龙坡区,途径江津区、璧山区,止于区。本项目为九龙坡至高速公路第1合同段,起讫桩号为K0+000~K6+120,全长6.12公里。主线采用双向六车道高速公路标准建设,设计行车速度100km/h,整体式路基宽度33.5m,分离式路基宽16.75m。
机械零件加工工艺规程方案设计说明
《机械制造技术基础》综合训练(三)项目名称:机械零件加工工艺规程方案设计 学生:超强鲁晓帆业鑫世辉 汤龙彪田大江邢永强姬笑歌班级:机自15-4班 学号: 03 05 06 10 15 16 20 22 24 任课教师:宏梅 完成时间: 2018.6.15 工程技术大学机械工程学院 二零一八年二月
综合训练项目三机械零件加工工艺规程方案设计 一、目的 1.使学生具有制定工艺规程的初步能力。能综合运用金属切削原理、金属切削刀具、金属切削机床、机床夹具等的基本理论和方法,合理的制定零件的机械加工工艺规程,包括零件工艺性分析、工艺路线拟定,编制零件加工工艺过程卡片。 2.进一步提高查阅资料,熟练地使用设计手册、参考资料等方面的能力。 3.通过设计的全过程,使学生学会进行工艺设计的程序和方法,培养独立思考和独立工作的能力。 二、设计原始条件 1.原始零件图1 2.生产纲领:大批大量生产 三、设计工作容(成果形式) 1.零件图1(比例1:1); 2.机械加工工艺过程卡片1; 3.设计说明书1份。 四、评价标准 评价表 总成绩:(总分 10%) 指导教师:年月日
摘要 本文是对拔叉零件加工应用及加工的工艺性分析,主要包括对零件图的分析、毛坯的选择、零件的装夹、工艺路线的制订、刀具的选择、切削用量的确定、加工工艺文件的填写。选择正确的加工方法,设计合理的加工工艺过程。此外还对拔叉零件的两道工序的加工设计了专用夹具. 机床夹具的种类很多,其中,使用围最广的通用夹具,规格尺寸多已标准化,并且有专业的工厂进行生产。而广泛用于批量生产,专为某工件加工工序服务的专用夹具,则需要各制造厂根据工件加工工艺自行设计制造。本论文夹具设计的主要容是设计2套夹具。 关键词:加工工艺;加工方法;工艺文件;夹具
传动轴加工工艺设计
机械制造工艺学课程设计 --传动轴加工工艺设计 班级: 指导老师: 组员:
传动轴机械加工工艺 轴类零件是常见的典型零件之一。按轴类零件结构形式不同,一般可分为光轴、阶梯轴和异形轴三类;或分为实心轴、空心轴等。它们在机器中用来支承齿轮、带轮等传动零件,以传递转矩或运动。 台阶轴的加工工艺较为典型,反映了轴类零件加工的大部分内容与基本规律。下面就以减速箱中的传动轴为例,介绍一般台阶轴的加工工艺。 1.零件图样分析
图A-1 图A-1所示零件是减速器中的传动轴。它属于台阶轴类零件,由圆柱面、轴肩、螺纹、螺尾退刀槽、砂轮越程槽和键槽等组成。轴肩一般用来确定安装在轴上零件的轴向位置,各环槽的作用是使零件装配时有
一个正确的位置,并使加工中磨削外圆或车螺纹时退刀方便;键槽用于安装键,以传递转矩;螺纹用于安装各种锁紧螺母和调整螺母。 根据工作性能与条件,该传动轴图样(图A-1)规定了主要轴颈M,N,外圆P、Q以及轴肩G、H、I有较高的尺寸、位置精度和较小的表面粗糙度值,并有热处理要求。这些技术要求必须在加工中给予保证。因此,该传动轴的关键工序是轴颈M、N和外圆P、Q的加工。 毛坯图 2.确定毛坯 该传动轴材料为45钢,因其属于一般传动轴,故选45钢可满足其要求。
本例传动轴属于中、小传动轴,并且各外圆直径尺寸相差不大,故选择¢60mm的热轧圆钢作毛坯。 3.确定主要表面的加工方法 传动轴大都是回转表面,主要采用车削与外圆磨削成形。由于该传动轴的主要表面M、N、P、Q的公差等级(IT6)较高,表面粗糙度Ra值(Ra=0.8 um)较小,故车削后还需磨削。外圆表面的加工方案(参考表A-3)可为: 粗车→半精车→磨削。