最新材料色标检验QAQC部
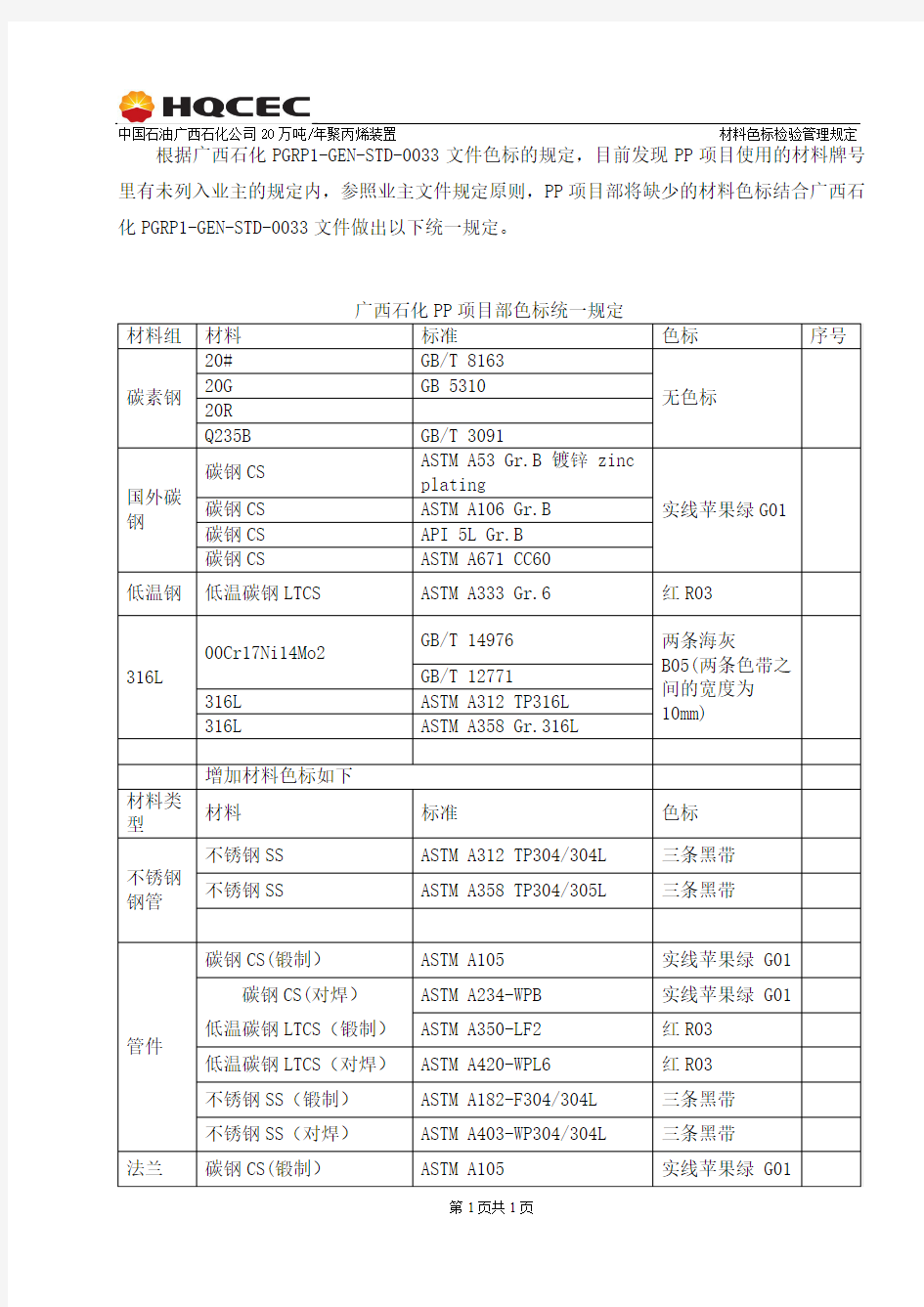

根据广西石化PGRP1-GEN-STD-0033文件色标的规定,目前发现PP项目使用的材料牌号里有未列入业主的规定内,参照业主文件规定原则,PP项目部将缺少的材料色标结合广西石化PGRP1-GEN-STD-0033文件做出以下统一规定。
广西石化PP项目部
标识色标管理制度
标志标识管理制度 锡林郭勒蒙东锗业科技有限公司锗热电
标志标识管理制度 第一章总则 第一条为充分体现“安全第一、预防为主、综合治理”的方针,保证员工在生产现场不误入非安全区域,能正确区分各类介质、各类管道内流动介质的性质,保障员工身心健康,特制定公司《标志标识管理制度》。 第二条本标准规定了本公司所有生产设备、管道的标识、色标管理的使用与管理、检查和考核的具体要求及规定。 第三条规范性引用文件 GB/T 19001-2000 质量管理体系要求 GB/T 28001-2001 职业健康安全管理体系规范 CMB 253-2004 NOSA五星级管理系统 Q/ GDNSPC—GLSC—2005 质量安健环综合管理手册 国电电力设备标示和命名手册 第二章职责 第四条生产安全部:是本制度的归口管理部门,负责提供设备管道名称、介质流向、设备转动方向并对管道名称介质流向、转动方向的标识管理,并对正确性负责。 第五条生产安全部:是落实和贯彻执行本制度的监督管理部门。
第六条保卫部:是本标准的道路交通及消防设施执行部门,负责生产、生活区道路交通及消防设施名称、走向、安全疏散标识管理,并对正确性负责。 第七条检修部、燃料部、供热部:是本标准的归口管理部门,负责本部门所管辖设备在检修结安束后及时恢复该设备的管道名称、介质流向、设备转动方向标识管理,并对正确性负责。 第八条生产安全部负责生产设备标识、色标的统一归口监督管理。 第九条总经理工作部负责道路交通标识、色标的统一归口监督管理。 第三章管理要求 第十条运行部 (一)负责设备管道名称的统计工作、介质流向方向、转动机械转动方向的确认工作。 (二)负责填写设备管道名称、介质流向、设备转动方向存在的缺陷录入工作。 (三)办退工作票、消除缺陷前,应到现场检查色环色标,设备标牌检修后是否已恢复原样。如未恢复,则不予办理退票、注销缺陷手续。 (四)委托设备检修、机组大小修后损坏、拆除、变更或缺失的设备标识、色标、管道名称、介质流向、转动方向标识的恢复及补充工作。 第十一条保卫部 负责委托生产、生活区道路交通及消防设施设备损坏、拆除、变更或缺失的标识、色标、走向、安全疏散标识的恢复及补充工作。 第十二条生产安全部部 (一)按照质量安健环综合管理体系文件及国电电力设备标示和命名
颜色识别
第1章绪论 1.1论文的背景 颜色识别兴起的时间较晚,但在实时检测系统及自动控制方面具有重要意义,单片机及微机的引入提高了颜色识别的速度及智能化程度。国内与国外尚存在较大差距,识别的精度,灵敏度,颜色范围,快速性成为颜色识别的主要问题。深入研究传统颜色识别系统十分必要,同时对国外先进的颜色识别仪器进行了解,可以在某种程度上给我们以启示。 1.2颜色识别的应用及意义 颜色识别在现代生产中的应用越来越广泛,无论是遥感技术,工业过程控制,材料分拣识别,图像处理,产品质检,机器人视觉系统,还是某些模糊的探测系统都需要对颜色进行探测,而颜色传感器的飞速发展,生产过程中长期由人眼起主导作用的颜色识别工作将越来越多地被颜色传感器所替代。为这上述应用的自动化实现提供了可能。1.3 颜色识别的国内外研究现状及发展前景 颜色识别是新兴的测控技术,普通的工业应用如材料分拣,商标识别等已广泛应用。但高精密的颜色识别技术仍掌握在少数发达国家如美国,日本手中。我国在机器人视觉系统方面已取得了举世瞩目的成就,但在摄取数码影像,高分辨率的颜色识别方面仍缺乏自主研发的能力。 随着颜色传感器的广泛应用,颜色识别技术已成为仪器自动化,智能化的重要组成部分,发展前景十分广阔。 1.4 论文的构成及研究内容 本文首先在对传统的颜色识别技术的了解下,研究了以下内容: 1. 颜色识别的基本原理及常识。 2. 色敏传感器的介绍及识别颜色的原理,并对现在市面上使用的颜色传感器进行 分类。 3. 识别单色光的识别系统的精密放大器的模拟电路仿真及单通道A/D转换。 4. 识别全色光的识别系统的I-V变换设计及三通道数据采集显示的设计与仿真。 5. 自设计的利用电压比较器识别颜色的基本原理及相应仿真。 6. TCS230介绍及设计基于TCS230与51单片机的颜色识别系统与仿真。
自动套色系统中误差色标检测光电传感器的设计与实现
第36卷第6期 光电工程V ol.36, No.6 2009年6月Opto-Electronic Engineering June, 2009 文章编号:1003-501X(2009)06-0141-05 自动套色系统中误差色标检测 光电传感器的设计与实现 李娜娜1, 2,安志勇1,陈广秋1 ( 1. 长春理工大学,长春 130022; 2. 中国科学院光电研究院,北京 100080 ) 摘要:针对在凹版印刷中表征套印误差信息的色标信号检测问题。本文依据各颜色画面相对背景色对光能吸收不同的光学原理,利用半透半反光玻片的异面性和光电池光电转换功能,设计和实现了一种色标检测光电传感器。 针对光电池光电转换输出信号较弱且非数字性的问题,进行了信号调理。实验结果和现场应用表明,该光电传感器具有结构简单、检测距离远((10±2) mm)、光斑半径小(Φ1.5 mm)、灵敏度高、响应速度快(0.2 ms)、性能稳定可靠等优点。 关键词:光电传感器;色标信号检测;套印误差;光能吸收;光电池 中图分类号:TP212.14 文献标志码:A doi:10.3969/j.issn.1003-501X.2009.06.028 Design and Implementation of Photoelectric Sensor for Detecting Color Code Used in Automatic Register Controller LI Na-na1,2,AN Zhi-yong1,CHEN Guang-qiu1 ( 1. Changchun University of Science and Technology, Changchun 130022, China; 2. Photo-electronic Research School, Chinese Academy of Sciences, Beijing 100080, China ) Abstract: For the sake of solving the color mark detecting problem of overprinting error information in gravure printing, an optical module of detecting color marks is designed and realized based on the principle that the reflected light energy absorption is different when various colored bars are irradiated by a white light source. In addition, a sort of glass slice with one face possessing semitransparent capacity, the half reflectivity and the function of a photocell’s photovoltaic conversion are utilized. As a result of weakness and non-digital of output signal, an output signal is magnified and transformed. The experiment result shows that the sensor has many good features, such as an uncomplicated structure, far detecting distance((10±2) mm), little facula radius(Φ1.5 mm), high sensitivity, fast response speed(0.2 ms), high stability and reliability, etc. Key words: photoelectric sensor; color mark detecting; overprinting error; light energy absorption; photocell 0 引 言 凹版印刷机采用凹版滚筒印刷方式,在塑料薄膜(例如BOPP膜)上印刷各种颜色的彩色图案。由于采用凹版滚筒印刷方式,其印刷品具有色泽鲜艳、清晰明快、形象逼真与立体感强等优点,是其它印刷方式无法比拟的,所以在国内外得到广泛应用。这种方法是将需要印刷的成品图案雕刻在每个印刷版辊上,图案有多少种颜色,原材料就需要经过多少次的版辊压印,最后得到需要的产品。这种印刷方式要求同一幅收稿日期:2008-11-27;收到修改稿日期:2009-03-20 基金项目:国家863高技术研究发展计划资助项目(2007AA706132) 作者简介:李娜娜(1978-),女(汉族),吉林长春人。工程师,博士研究生,主要从事光电测控技术及仪器的研究。 E-mail: lindali_2004@https://www.360docs.net/doc/e34733120.html,。
电阻色标识别方法
电阻器的识别和检测—色标 色标法是指不同颜色表示元件不同参数的方法。 在电阻器上,不同的颜色代表不同的标称值和偏差 色标法可以分为:色环法和色点法。其中,最常用 的是色环法。 色环电阻器中,根据色环的环数多少,又分为四色 环表示法和五色环表示法。 下图(a)是用四色环表示标称阻值和允许偏差,其 中,前三条色环表示此电阻的标称阻值,最后一条 表示它的偏差。 如图(b)中色环颜色依次黄、紫、橙、金,则此电 阻器标称阻值为,偏差。 如图(c)电阻器的色环颜色依次为:蓝、灰、金、 无色(即只有三条色环),则电阻器标称阻值为: 。 下图(a)是五色环表示法,精密电阻器是用五条色环表示标称阻值和允许偏差,通常五色环电阻识别方法与四色环电阻一样,只是比四色环电阻器多一位有效数字。 图(b)中电阻器的色环颜色依次是:棕、紫、绿、银、棕,其标称阻值为: ,偏差为。 判断色环电阻的第一条色环的方法 1.对于未安装的电阻,可以用万用表测量一下电阻器的阻值,再根据所读阻值看色环,读出标称阻值。 2.对于已装配在电路板上的电阻,可用以下方法进行判断: (1)四色环电阻为普通型电阻器,从标称阻值系列表可知,其只有三种系列,允许偏
差为±5%、±10%、±20%,所对应的色环为:金色、银色、无色。而金色、银色、无色这三种颜色没有有效数字,所以,金色、银色、无色作为四色环电阻器的偏差色环,即为最后一条色环(金色,银色除作偏差色环外,可作为乘数)。 (2)五色环电阻器为精密型电阻器,一般常用棕色或红色作为偏差色环。如出现头尾同为棕色或红色环时,要判断第一条色环则要通过方法(3)、(4)。 (3)第一条色环比较靠近电阻器一端引脚。 (4)表示电阻器标称阻值的那四条环之间的间隔距离一般 为等距离,而表示偏差的色环(即最后一条色环)一般与 第四条色环的间隔比较大,以此判断哪一条为最后一条色 环。如图所示。 在识别色环电阻器时,要注意以下几点: 1.色环表中的标称阻值单位为 。 2.当允许偏差为±20%时,表示允许偏差的这条色环为电阻器本色,此时,四条色环的电阻器便只有三条了,一定要注意这一点。 3.对于一些功率大的色环电阻器,在其外表将显示出它的 功率,图示色环电阻表面上的数字2表示为此电阻的功率 为2W。
安全色标
安全色标 安全色标是特定的表达安全信息含义的颜色和标志。它以形象而醒目的信息语言向人们提供表达禁止、警告、指令、提示等安全信息。 安全色与安全标志是以防止灾害为指导思想而逐渐形成的。对于它的研究,大约始于第二次世界大战期间,盟国的部队来自语言和文字都各不相通的国家,因此,对于那些在军事上和交通上必须注意的安全要求或指示,如“这里有危险”“禁止入内”“当心车辆”等无法用文字或标语来表达,这就出现了安全色标的最初概念。1942年美国有名的颜料公司的菲巴比林氏统一制定了一种安全色的规则,虽未被美国国家标准协会(ASA)所采用,但广泛地为海军、杜邦公司和其他单位所应用。随着工业、交通业的发展,特别是第二次世界大战之后,一些工业发达的国家相继公布了本国的“安全色”和“安全标志”的国家标准。国际标准化组织(ISO)也在1952年设立了安全色标技术委员会(TC80),专门研究安全色与安全标志。力图使安全色与安全标志在国际上统一。这个组织在1964年和1967年先后公布了《安全色标准》(ISO R408—64)和《安全标志的符号、尺寸和图形标准》(ISO R577—67)。以后又经过多次会议,讨论修改了所公布的两个标准1978年海牙会议上通过了修改稿,就是现在国际标准草案3864·3文件。 国际上安全色标保持一致是十分必要的。这样做可使各国人们具有共同的信息语言,以便在交往中注意安全,也能给对外贸易工作带来方便。 自从ISO公布了安全色标的国际标准草案之后,许多国家纷纷修改了本国的安全色标标准,以力求与国际标准统一,现在越来越多的国家采纳了国际标准草案中的三个基本内容,即:①都用红、蓝、黄、绿作为安全色;②基本上采用了国际标准草案规定的四种基本安全标志图形;③采纳了国际标准草案中制定的19个安全标志中的大部分。总之,各国的安全色标与国际标准正逐步取得一致。 中国也在1982年颁布了《安全色》(GB2893—82)和《安全标志》(GB2894—82)的国家标准,又在1986年公布了《安全色卡》(GB6527·1—86)以及《安全色使用导则》(GB6527·2—86)的国家标准。中国规定的安全色的颜色及其含义与国际标准草案中所规定的基本一致;安全标志的图形种类及其含义与国际标准草案中所规定的也基本一致。现把安全色与安全标志分述如下: 安全色各种颜色具有各自的特性,它给人们的视觉和心理以刺激,从而给人们以不同的感受,如冷暖、进退、轻重、宁静与刺激、活泼与忧郁等各种心理效应。 安全色就是根据颜色给予人们不同的感受而确定的。由于安全色是表达“禁止”“警告”“指令”和“提示”等安全信息含义的颜色,所以要求容易辨认和引人注目。 中国《安全色》国家标准中采用了红、蓝、黄、绿四种颜色,其含义和用途如表1所示。 表1安全色的含义及用途
物料标识管理规定
物料标识管理规定版本记录
物料标识管理规定 1.目的 对公司的产品生产的全过程,包括从原辅材料的接收、工序生产、成品入库,直至出厂,都保持相应的标识,以确保在需要时对产品质量的形成过程实现追溯;规定相应检验状态的标识种类和管理办法,确保合格的原料才能使用,合格的成品才能出厂。 2. 适用范围 本程序适用于公司产品,包括进货物资,生产过程,直至产品出厂全过程标识的控制。 3. 职责 3.1 生产部 3.1.1 负责制定对生产全过程的产品标识及检验状态标识实施严格管理,若需要对产品质量进行追溯时,生产部参与追溯工作的进行和评审; 3.1.2 仓库负责对所有原材料的标识控制; 3.1.3 生产车间和仓库负责对工序产品及成品的标识控制; 3.2 技术部负责产品质量跟踪活动的控制,发生需要追溯时,组织并协调追溯工作的进行和评审;并 监督检查各执行部门的实施。 3.4 各部门应熟悉并掌握各类物品检验状态标识方法和意义,严格执行不同状态标识的规定,发现问 题及时进行追踪复查。成品仓库负责产品其标识的核对。 4.工作程序 4.1 原料仓库标识控制 4.1.1 原料仓库管理员根据《采购控制程序》进行收货,并在包装袋/桶上,用标贴的方法进行码堆标识,在检验中的原材料不贴标识或写上“待检”字样,根据原料检验报告,分别使用PASS和UNPASS 标识贴在包装袋/桶上。备料区的零头原料,可直接在所盛放的容器贴上“合格”标识及原 材料编号。根据不同物资进行分开码堆存放。 4.1.2 标识时应注明批次信息,批次编号方式为原料编号+采购批次,标识卡还应有注明原料编号、 产地、合格或到货日期、若该原料具有有效期限的,则需注明,并标明检验状态。 4.1.3 当原料被领入生产时,送料人员应在所领用的每板原料上用笔注明产品编号、生产批号、原料 名称、数量、送料日期等。 4.2 成品仓库标识控制 4.2.1 成品完工后,应在成品包装贴上批次信息,批次信息以生产指令单上为准,检验前应贴上“待检中”标识,待合格后由质量部通知产品合格,摘除“待检中”标识。 4.2.2 成品仓内经检验和试验(复检)判定合格的产品,技术部在“产品送检单”中,填写检索结果并签名。合格的存放于规定的“合格品区”内,并准予出厂;当判定不合格的成品,在没有进行适当处置之前,
通用质量检验标准
通用质量检验标准 Revised as of 23 November 2020
通用质量检验标准 1.目的 在顾客未提出特别要求时,明确本公司生产产品应达到的质量水平及检验标准,明确原辅材料进货、产品储存运输应达到的质量水平。 2.范围 本标准适用于本公司原材料采购、产品生产(含生产工序委外加工)、储存和运输等过程的质量控制,适用于顾客没有特别规定的产品生产质量控制与检验,适用于营业部门与顾客沟通、进行业务洽谈时参考,适用于生产技术部在生产过程中进行工序生产质量控制,适用于生产技术部和品质部对工序产品或成品进行检验,适用于全质办和品质部对采购、产品生产、储存和运输等过程进行巡查或抽检。 本标准不涉及公司生产设备及其所需的备件采购、备件委外加工。 3.定义 质量标准——原辅材料进货[下载自管理资源吧]和投入生产要求的质量项目、生产产品要求的质量项目、储存和运输产品要求的质量项目、部门或车间工序人员工作过程的操作项目,应达到的水平。 检验标准——质管人员、检验人员在进行原辅材料和产品质量判定时,在进行现场巡查或抽查时,所依照的质量标准、有关的条款或数值。 产品————在生产过程中指成品或半成品,在储存与交付阶段指进入成品仓库的成品。 半成品———指生产过程中各工序加工后的工序产品,但成型加工工序后的产品除外。 4.引用文件 GB13024-91箱纸板GB13023-91瓦楞原纸 QB1011-91单面涂布白板纸ZBY32024-90白卡纸 GB/T10335-1995铜版纸 GB7705-1987平版装潢印刷品GB/T17497-1988柔性版装潢印刷品
GB/T6544-1999瓦楞纸板GB6543-86瓦楞纸箱 GB2828-1987逐批检查计数及抽样表 GB/T6545-1998瓦楞纸板耐破强度的测定方法 GB/T6546-1998瓦楞纸板边压强度的测定方法 GB/T6547-1998瓦楞纸板厚度的测定方法 GB/T6548-1998瓦楞纸板粘合强度的测定方法 5.内容 原辅材料质量标准 5.1.1原纸进货质量标准 a)箱纸板——根据GB13024-91箱纸板结合我公司实际情况,将箱纸板分为4级:高档箱纸板(一等)、普通箱纸板(二等)、普通箱纸板(三等)、挂面纸(四等)。进货检验必检项目为定量、紧度、耐破指数、横向环压指数、水份,具体技术指标见表一。 b)瓦楞原纸——根据GB13023-91瓦楞原纸结合我公司实际情况,将瓦楞原纸分为3级:高强瓦楞纸(一等)、普通瓦楞纸纸(二等)、普通瓦楞纸纸(三等)。进货检验必检项目为定量、紧度、横向环压指数、纵向裂断长、水份,具体技术指标见表二。 c)单面涂布白板纸——按QB1011-91单面涂布白板纸对厚度、定量、白度、横向耐折、横向挺度、水份进行检测,并按技术指标进行判定,见附表三。 d)白卡纸——按ZBY32024-90白卡纸对厚度、定量、白度、横向挺度、水份进行检测,并按技术指标进行判定,见表四。 e)铜版纸——符合GB/T10335-1995铜版纸。 f)对原纸纸色的要求:在现有生产工艺流程中、在规定的原纸库存期间、在成品库存期间、在搬运装车发货期间,不会产生明显的原纸变色(在800mm距离观察)。 g)各种原纸须符合环保要求,由供方提供定期型式试验的检测报告,每年至少1次。 原纸进货检验抽样及判定 抽样方式:
R58中文色标传感器说明书
R58设置方法 传感器各灯与按键的作用: 一.先对传感器进行一个简单的设置. 1.同时按住“+”和“-”2秒以上时,当出现8柱的指示灯熄灭,松开按钮,则进入设置状态。 2.再按“+”或“-”按钮,对传感器进行设置,循环显示如下图:
其图中: LO灯亮:表示亮态, DO灯亮:表示暗态 LO灯亮 OFF灯亮:表示亮态关延时 LO灯亮 ON灯亮:表示亮态开延时 DO灯亮 OFF灯亮:表示暗态关延时 DO灯亮 ON灯亮:表示暗态开延时 DO灯亮 ON灯亮 OFF灯亮:表示暗态开延时/关延时 DO灯亮 ON灯亮 OFF灯亮:表示暗态开延时/关延时 3.最后也同时按住“+”和“-”2秒以上,则退出设置模式。 二.示教模式 (一). 静态示教 1.先按住按钮两秒以上,当出现“LO”和“DO”闪烁时,则进入静态示教模式。 2.将光标对准色标,按一下“-”按钮,当出现输出灯熄灭时,则色标点已设定OK。 3.再将光标对准不是色标的地方,按一下“-”按钮,当出现电源灯亮时,则示教OK。 开关的阀值如下图: 最好取中间值. (二). 动态示教 1.先按住“+”按钮两秒以上,则进入动态示教模式。 2.这时请不要放开“+”按钮,继续按住“+”号键,这时让被测物的色标和背景在传感器的光标下移动一次。 3.再将光标对准第二色标的地方,松开“+”按钮,则示教OK。 开关的阀值如下图: 最好取中间值.
(三).当传感器两点设定好后,也可以通过按“+”或“—”来手动加减增益。将传感器的对比度调到最佳状态。 三.三色控制 1.有时用户只需要一种或两种颜色去检测。 2.这时也可以进行设置。 3.设置方法如下: (1).同时按住传感器“+”和“—”按纽2S以上,这时传感器进入设置模式。 (2).再按住“+”按纽2S以上,这时传感器将显示123号灯亮。其中各灯的作用如下:1:红光 2:绿光 3:蓝光 (3).这时按“+”或“—”键来选择光源即可。 (4).选定好后,按“—”键2S以上保存退出。 第一步只是在第一次使用传感器时设定一次就可以啦!以后就不用再设了,所以只要第一次设定好了,操作工只需要进行第二步示教就可以了;因为传感器是从三色中根据两个色标的对比度来自动选择一种颜色来控制,所以三色控制一般不需要设置,若还有不明可以直接和我联系。谢谢!
安全色标管理制度
施工现场安全色标管理制度 1.安全色 安全色是表达信息含义的颜色,用来表示禁止、警告、指令、指示等,其作用在于使人们能迅速发现或分辩安全标志,提醒人们注意,预防事故发生。 1.1红色:表示禁止、停止、消防和危险的意思。 1.2蓝色:表示指令,必须遵守的规定。 1.3黄色:表示注意、警告的意思。 1.4绿色表示通行、安全和提供信息的意思。 2.安全标志 2.1安全标志是指在操作人员容易产生错误,有造成事故危险的场所,为了确保安全,所采取的一种标示。此标示由安全色,几何图形符号构成,是用以表达特定安全信息的特殊标示,设置安全标志的目的,是为了引起人们对不安全因素的注意,预防事故发生。 2.2 危险牌示和识别标志 ①危险牌示包括禁止、警告、指令和提示标志等。应设在醒目与和安全有关的地方; ②识别标志应采用清晰醒目的颜色作为标记,充分利用四种传递安全信息的安全色,使员工一目了然。 2.3禁止标志:是不准或制止人们的某种行为。(图形为黑色,禁止符号与文字底色为红色)。 2.4警告标志:是使人们注意可能发生的危险,(图形警告符号及字体
为黑色,图形底色为黄色)。 2.5指令标志:是告诉人们必须遵守的意思。(图形为白色,指令标志底色均为蓝色)。 2.6提示标志:是向人们提示目标的方向,用于消防提示。(消防提示标示的底色为红色,文字、图形为白色)。 3.安全标志牌使用规定 3.1禁止标志 ⑴在易燃、易爆、仓库、油库地点,必须悬挂禁止烟火、禁止吸烟等标志。 ⑵电气线路、设备、开关箱、配电室、变电所,必须悬挂有电危险,禁止用水灭火等标志。 ⑶施工现场危险部位不不准行走的通道,应悬挂禁止通行等标志。深沟处应悬挂禁止跨越标志。 ⑷施工现场明火处、休息室等处应悬挂禁放易燃物等标志。 ⑸施工机械的启动按钮,在检修时应悬挂禁止启动标志。 ⑹机械在运转时,应挂禁止加油标志。 ⑺变电所、配电室门前应悬挂非工作人员禁止入内标志。 ⑻施工现场的危险部位,应挂禁止停留标志。 3.2警告标志 ⑴施工现场门前、主要通道处应设置注意安全标志。 ⑵在易燃、易爆、仓库除应设置当心火灾标志。 ⑶在氧气瓶、乙炔瓶(罐)及其存放处应设置当心爆炸标志。
色标检测传感器E18-F10NK
简介: E18-F10NK 是一种集发射与接收于一体的色标传感器,类型为:NPN 常开型输出。单色光源经过调制后发出,被检测物反射后,经接收头对进行解调输出。有效的避免了环境可见光的干扰。 双透镜的使用,延长了传感器的检测距离。另外在实际使用中,还可以通过传感器尾部的电位器旋钮改变传感器的探测范围。 本色标传感器,具有探测距离远、不受可见光干扰、易于装配、使用方便等特点,可以被应用于物品定位、颜色识别等用途,可以用作广告卷帘灯箱、包装机、切割机等多种生活化工产品上。 色标传感器就其原理来说并不是检测颜色,它是通过检测色标对光束的反射或吸收量与周围材料相比的不同而实现检测的。所以,颜色的识别要严格与照射在目标上的光谱成分相对应。 在单色光源中,绿光LED(565mm)和红光LED(660mm)各有所长。绿光在很宽的颜色范围内比红光源灵敏度高。红光LED 对有限的颜色组合有响应,但它的检测距离比绿光LED 远。通常红光源传感器的检测距离是绿光源传感器的6~8倍。 电气特性: z 红色:VCC ;绿色:GND ;黄色:OUT 。 z 工作电压:5VDC z 工作电流:10-15mA z 感应距离:3-10CM z Sensing range: 3-10cm z Sensing object: Translucency, opaque 备注:请不要将引线接错,否则将会烧掉传感器
z Supply voltage: DC5V z Output operation: Normally open(O) z Output: DC three-wire system(NPN) 机械特性: z 颜色:橙黄色 z 直径:18mm z 长度:45mm z 引线长度:40cm z Diameter: 18mm, Length: 45mm z Appearance: Threaded cylindrical z Material: Plastic 应用案例: 1、广告卷帘灯箱 2、膜切机、包装机等 3、机器人、智能车黑白线检测等等。 特别说明: 由于E18-F10NK 是5V 的色标传感器,有些用户需要用在12V 或者是24V 的场合,如PLC 控制等。在这种应用场合中,我们可以通过一个5V 的小继电器,对输出电平进行转换,如上图所示。 E18-F10NK 传感器的最大驱动电流在100mA,可以直接驱动小型继电器。 传感器内部原理图
APHA标准色标的配置和测定
A P H A标准色标的配置 和测定 集团企业公司编码:(LL3698-KKI1269-TM2483-LUI12689-ITT289-
3.1色度 聚醚多元醇中APHA 和Gardner,色度的测定范围:本标准适合聚醚多元醇APHA 和Gardner 色度的测定。 3.1.1APHA 标准色标的配置和测定 (1)使用试剂 盐酸(spgr1.19)K 2PtCl 6 (2)500号标准色标配置 量取500ml 去离子水置于1000ml 容量瓶中,加入100ml 浓盐酸,混合均匀,再加入1.246gK 2PtCl 6(精确到0.001g ),用去离子水将容量瓶定容到刻度,混合均匀。此就是500号标准色标。 (3)按照下表配置1~500号标准色标 表3-1
(4)APHA色度测定 将100ml样品置于色标管中,排去样品中气泡,打开色标管口的塞子,下部垫一张白纸,去相近色标标准打开塞子,和样品并列置于白纸上,至上而下观察色度,确定样品色度值,并记录。 3.1.2Gardner标准色标的配置和测定 (1)使用试剂 盐酸(1.19) 稀盐酸:1体积盐酸(1.19)与17体积水混合配置。 氯化钴溶液:1份质量的氯化钴与3份质量的稀盐酸混合配置。 三氯化铁溶液:6份质量的是三氯化铁与1.2份质量的稀盐酸混合配置
氯铂酸钾溶液:在200ml烧杯中称去3.960g氯铂酸钾(准确到 0.1mg),用稀盐酸溶解,可略加热。等全部溶解后,冷却到室温,置于600ml容量瓶中,用稀盐酸定容到刻度。 (2)标准色标配置 表3-2 (3)Gardner色标测定 将100ml样品置于色标管中,取相应标准色标管,并列拿于手中,从侧面透光观察,确定样品色度,并记录。
标识管理规定
标识管理规定 1目的 明确钢材库、零部件库、自制件的所有工序的追踪及标识管理方法,以防止误用及在需要时实现追溯。2范围 适用于XX公司原材料、采购品、半成品、产品的到厂、加工、保管、组装、出货及各工序的识别及追踪。3定义 3.1 物料信息标识:悬挂或张贴在物料容器上的标签、现品票及物料架上的标识牌。 3.2物料质量状态标识:判定物料检验状态的质量标识,分“待检查、合格、不合格”及红色现品票、蓝色现品票、黄色现品票。 3.3现品票:记录公司及供应商加工的产品编号、制造编号、批次、数量、工序、各工序的成品,与实物一起移动,识别实物的管理票。 4职责 4.1质量工程师、检验员负责物料质量状态标识的正确使用及监督该规程中所有的规定执行情况。 4.2制造部员工负责生产过程中执行状态标识的正确使用。 4.3计划科仓管员负责钢材库、零部件库物料执行状态标识的正确使用、维护,建立仓库物料存放平面图。 4.4研究院工程师负责实验品的标识及本规定涉及的标准的制定。 5控制程序 5.1 钢材库标识、堆放 5.1.1钢材经检验其表面质量、标识齐全收货后,仓管员按厂家、牌号、规格、到货日期分类存放,并确认厂家是否按《钢材颜色标识管理标准》要求标记。 5.1.2钢材堆场实行定置管理,编排序号。明确各序号对应的钢材厂家、牌号、规格到货日期等信息。 5.1.3每堆钢材上,用标牌明确标识该堆钢材的厂家、牌号、规格、到货日期。专材专用的特殊材料应标名材料用途或部件名称。 5.1.4钢材堆放应具有合适的垫层,不能直接堆放于地面上。层与层间不能直接叠放,必须使用方木隔开。 5.2零部件的识别与接收 5.2.1 供应商根据图纸或双方约定,将产品编号、型号等标示在实物上。按照物料名称、编码、批号、型号等信息贴上现品票或标签,然后交货。 5.2.2到货后的零部件,由计划科的部门担当确认交货订单和现品票信息,以确保无误。 5.2.仓库部门担当将检查品放到指定的地方,需要进货检查的部件迅速发行[检查委托单],委托检查部门进行检查。同时将[待检查]标牌放到实物上进行识别。 5.2.4质保部根据检查结果填写并返回「检查委托单」,如果合格,拿掉「待检查」标识并换上「合格」标识。判断不合格的情况下,根据「品质异常管理规程」,做好识别,放到指定的地方。 5.3生产中物料的标识 5.3.1当原料、零部件被领入生产时,现品票信息除沿用物料原有批号等信息外,需要重新制定批号的由计划科下达《生产批次》给投料岗位。投料岗位及各后续生产岗位均以流转的《生产批次》作为该批产品标识的依据。同时将生产数量、时间、制造编号等记到「记录用纸」中。
色标管理规定
1.目的 应用日常最简单的颜色表示各个方面的状态。 2.适用范围 适用于公司内的所有活动。 3.职责 3.1. 人事行政部是本程序的归口管理部门,定义颜色的含义以及考核; 3.2. 生产部负责现场颜色的管理; 3.3. 各部门负责各自范围内颜色的使用。 4.定义 总体说明: 运用绿、蓝、黄、红、白五种颜色,以绿色优于蓝色、蓝色优于黄色、黄色优于红色为基准,区别状况的好坏程度,白色为中性色。 4.1 绿色:成品、优秀、积极 4.2 蓝色:暂时、良好、进步 4.3 黄色:走道、普通、一般 4.4 红色:不良、差、警告 5.工作内容 5.1. 人员管理 5.1.1. 管理人员根据不同需要配带不同臂章进入现场,完成其在现场的特定任务。 5.1.2. 普通操作工根据各自实际技能由人事行政部在每月底组织生产部进行评审,建立员工看板,被评为优秀或五星员工的,贴绿色图标;良好或四星员工的贴蓝色、一般或三星员工的贴黄色、差或三星员工以下的贴红色。 5.3. 现场管理 5.3.1. 现场使用60mm 宽的胶带来区分不同的功能区间,黄色表示生产作业场所,绿色表示成品仓库,蓝色表示暂时放置区间,红色表示不良品放置区,白色表示非直接生产区域, 放置待加工材料或半成品等; 5.3.2. 人事行政部每月不定期对现场按班组为单位进行5S考核,考核分为90分以上的,在每月上班第一天由人事行政部把绿色旗帜授予该班组,并挂班组显眼处;考核分为80分以上的挂蓝色旗帜;考核分在70分以上的挂黄色旗帜,考核分
在70分以下的挂红色旗帜,具体考核办法参见《公司5S管理制度》。 5.3.3. 对仓库零部件和成品进行目视化管理,根据不同的进库批次在左下角显眼处贴相应的色标,顺序依次为红黄蓝绿。 5.4. 供方管理 来料时,根据来料和订单的符合性,由采购员在检验单右上角贴相应的色标,完全按订单执行的(包括时间、数量、包装等)贴绿色色标,在订单时间之前或数量大于订单数量的贴蓝色,时间晚于订单日期或数量小于订单日期但没有影响生产的贴黄色,进货影响了正常生产的贴红色; 5.5. 检验、试验样件管理,具体参见《产品的标识和可追溯性》。 6.相关文件 QW/PA-55.03.03 《公司5S管理制度》 QW/LP-75.03.07 《产品的标识和可追溯性》 7.记录 无
安全色标管理
施工现场制度 一、安全色 安全色是表达信息含义的颜色,用来表示禁止、警告、指令、指示等,其作用在于使人们能迅速发现或分辩安全标志,提醒人们注意,预防事故发生。 1、红色: 表示禁止、停止、消防和危险的意思。 2、蓝色: 表示指令,必须遵守的规定。 3、黄色: 表示通行、安全和提供信息的意思。 二、安全标志 安全标志是指在操作人员容易产生错误,有造成事故危险的场所,为了确保安全,所采取的一种标示。此标示由安全色,几何图形符号构成,是用以表达特定安全信息的特殊标示,设置安全标志的目的,是为了引起人们对不安全因素的注意,预防事故发生。 1.禁止标志: 是不准或制止人们的某种行为。(图形为黑色,禁止符号与文字底色为红色)。 2.警告标志: 是使人们注意可能发生的危险,(图形警告符号及字体为黑色,图形底色为黄色)。 3.指令标志: 是告诉人们必须遵守的意思。(图形为白色,指令标志底色均为蓝色)。
4.提示标志: 是向人们提示目标的方向,用于消防提示。(消防提示标示的底色为红色,文字、图形为白色)。 三、安全标志牌使用规定 1、禁止标志 ⑴在易燃、易爆、仓库、油库地点,必须悬挂禁止烟火、禁止吸烟等标志。 ⑵电气线路、设备、开关箱、配电室、变电所,必须悬挂有电危险,禁止用水灭火等标志。 ⑶施工现场危险部位不不准行走的通道,应悬挂禁止通行等标志。深沟处应悬挂禁止跨越标志。 ⑷施工现场明火处、休息室等处应悬挂禁放易燃物等标志。 ⑸施工机械的启动按钮,在检修时应悬挂禁止启动标志。 ⑹机械在运转时,应挂禁止加油标志。 ⑺变电所、配电室门前应悬挂非工作人员禁止入内标志。 ⑻施工现场的危险部位,应挂禁止停留标志。 2、警告标志 ⑴施工现场门前、主要通道处应设置注意安全标志。 ⑵在易燃、易爆、仓库除应设置当心火灾标志。 ⑶在氧气瓶、乙炔瓶(罐)及其存放处应设置当心爆炸标志。⑸在有化学毒剂处应设置当心有毒标志。 ⑹在用电设备的电路和有电危险部位应设置当心触电标志。
安全颜色及安全标志
安全颜色及安全标志 安全色是表达安全信息含义的颜色,用来表示禁止警告,指令,提示等。安全色规定为红蓝黄绿四种颜色。其含义和用途见表5—3。 按如下方法使用,即红与白,蓝与白,绿与白,黄与黑。也可以使用红白相间,蓝白相间,黄黑相间条纹表示强化含义。 使用安全色标志时,不能用有色的光源照明,照度不应低于(工业企业照明设计标准)的规定。安全色应防止耀眼。 ⑵安全标志 安全标志是由安全色,几何图形和图形符号构成,用以表达特定的安全信息。安全标志可以和文字说明的补充标志同时使用。 安全标志分为禁止标志,警告标志。指令标志。提示标志四类,还有补充标志。 A禁止标志禁止标志的含义是不准或制止人们的某些行动。 禁止标志的几何图形是带斜杠的圆环,其中圆环与斜杠相连,用红色,图形符号用黑色,背景用白色。 我国规定的禁止标志共有28个,即禁放易燃物,禁止吸烟,禁止通行,禁止烟火,禁带火种,禁止启动,修理时禁止转动,运转时禁止加油,禁止跨越,禁止乘车,禁止攀登等。 B警告标志警告标志的几何图形是黑色的正三角形,黑色符号和黄色背景。 我国规定的警告标志共有30个,即注意安全,当心触电,当心爆炸,当心火灾,当心伤手等。 C指令标志。指令标志的几何图形是圆形,蓝色背景,白色图形符号。 指令标志共有关15个,即必须戴安全帽,必须穿防护鞋,必须系安全带,必须戴防护眼镜、必须戴防护手套等。 D、提示标志的含义是示意目标的方向。提示标志的几何图形是方形、绿、红色背景,白色图形符号及文字。 提示标志共有13个,其中一般提示标志(绿色背景)有6个:安全通道、太平门等;消防设备提示标志(红色背景)有7个:消防警铃、火警电话、地下消火栓、灭火器等。 E、补允标志。补允标志是对前述四种标志的补允说明,以防误解。
漆膜颜色标准、表示方法及测量
漆膜颜色标准、表示方法及测量 1 颜色的基本概念 颜色是大脑经过眼和视觉神经所刺激的感觉。这种感觉是入射光照到观察物表面所反射出的光线产生电脉冲的结果,即颜色是物体性质和光源性质共同作用的结果。 物体的表面性质不同,一束入射光照射到表面上会有不同的结果。入射光可能部分或全部被反射、部分或全部透射、部分或全部被吸收。如白色表面能反射所有波长的入射光,黑色表面能吸收所有波长的入射光,绿色表面只能反射入射光的绿色射线部分,而吸收其他部分射线。 同一有色物体受到不同光源照射,会出现不同的颜色。正常的人眼能分辨出100多万种不同的颜色,很容易区分相近的颜色,而色盲患者对某些颜色不太敏感。 影响正常个眼对物体颜色的判断的因素有:物体本身的性质、光源种类和明暗、物体大小及环境背景、眼睛对环境的适应性、观察角度等。 2 有关漆膜颜色的标准 GB/T3181-1995 漆膜颜色标准 GB/T6749-1997 漆膜颜色表示方法 GB/T9761-1988 色漆和清漆色漆的目视比色 GB/T11186.1-1989 漆膜颜色测量方法第一部分原理 GB/T11186.2-1989 漆膜颜色测量方法第二部分颜色测量 GB/T11186.3-1989 漆膜颜色测量方法第三部分色差计算 GSB A2603-1994 中国颜色体系样册 GSB G51001-1994 漆膜颜色标准样卡 3 漆膜颜色表示方法及测量 3.1 色调法 GB/T3181-1995规定了用色调表示漆膜颜色的方法,应结合GSB G51001-1994《漆膜颜色标准样卡》一起使用。漆膜颜色以编号加名称表示。编号由一个或两个英文字母和两位阿拉伯数字组成。英文字母表示色调,阿拉伯数字表示同一色调的不同颜色。颜色名称采用习惯的名称,如大红、中绿、深黄、浅灰等。 色调由5种主色调红(R)、黄(Y)、蓝(B)、紫(P)、绿(G),以及这5种相邻色调黄红(YR)、绿黄(GY)、蓝绿(BG)、紫蓝(PB)、红紫(RP)组成。每种色调范围又包括若干种颜色,如红色色调包括5种颜色:R01铁红、R02朱红、R03大红、R04紫红、R05桔红。 GB/T3181-1995包括了目前常用的主要色漆的83种颜色。GSB G51001-1994规定了该83种颜色的标准样卡。其分布情况见表1。 下,或在比色箱人造日光条件下进行比色。待测试样与标准样卡并排放置。相应的边互相接触或重叠,眼睛距试样500mm观察。为提高比色精度,试样与标准样卡位置应互换。光泽差别大的漆膜应先在自然日光下观察,再在比色箱中进行观察,使照射光0°角入射,人眼以45°角观察。有争议时,应在符合国际照明委员会(CIE)标准光源D65(相关色温为6504K的平均昼光)的人造日光条件下进行比色仲裁。 3.2 CIE三色色标系统数据法 GB/T6749-1997规定的这种方法是以国际照明委员会(CIE)规定的用仪器测得的三色色标系统数据来表示漆膜颜色。颜色坐标由三个相互垂直的矢量值明确表示出来。这种方法不适用于表示清漆和荧光漆膜的颜色。 漆膜颜色可用下列三种CIE三色色标系统数据之一来表示:
物料标识管理规定
物料标识管理规定版本记录 物料标识管理规定 1.目的
对公司的产品生产的全过程,包括从原辅材料的接收、工序生产、成品入库,直至出厂,都保持相应的标识,以确保在需要时对产品质量的形成过程实现追溯;规定相应检验状态的标识种类和管理办法,确保合格的原料才能使用,合格的成品才能出厂。 2. 适用范围 本程序适用于公司产品,包括进货物资,生产过程,直至产品出厂全过程标识的控制。 3. 职责 3.1生产部 3.1.1负责制定对生产全过程的产品标识及检验状态标识实施严格管理,若需要对产品质量进行追溯时,生产部参与追溯工作的进行和评审; 3.1.2仓库负责对所有原材料的标识控制; 3.1.3生产车间和仓库负责对工序产品及成品的标识控制; 3.2技术部负责产品质量跟踪活动的控制,发生需要追溯时,组织并协调追溯工作的进行和评审;并监督检查各执行部门的实施。 3.4 各部门应熟悉并掌握各类物品检验状态标识方法和意义,严格执行不同状态标识的规定,发现问题及时进行追踪复查。成品仓库负责产品其标识的核对。 4.工作程序 4.1 原料仓库标识控制 4.1.1原料仓库管理员根据《采购控制程序》进行收货,并在包装袋/ 桶上,用标贴的方法进行码堆标识,在检验中的原材料不贴标识或写上“待检”字样,根据原料检验报告,分别使用PASS和UNPASS 标识贴在包装袋/桶上。备料区的零头原料,可直接在所盛放的容器贴上“合格”标识及原材料编号。根据不同物资进行分开码堆存放。 4.1.2标识时应注明批次信息,批次编号方式为原料编号+采购批次,标识卡还应有注明原料编号、产地、合格或到货日期、若该原料具有有效期限的,则需注明,并标明检验状态。 4.1.3当原料被领入生产时,送料人员应在所领用的每板原料上用笔注明产品编号、生产批号、原料名称、数量、送料日期等。 4.2成品仓库标识控制 4.2.1成品完工后,应在成品包装贴上批次信息,批次信息以生产指令单上为准,检验前应贴上“待检中”标识,待合格后由质量部通知产品合格,摘除“待检中”标识。 4.2.2成品仓内经检验和试验(复检)判定合格的产品,技术部在“产品送检单”中,填写检索结果并签名。合格的存放于规定的“合格品区”内,并准予出厂;当判定不合格的成品,在没有进行适当处置之前,由成品管理人员进行隔离存放,并将该批产品存放在“质量问题仓”或“返工处理仓”中;对经检索和试验判定为限制使用的成品由成品仓管理人员在该批产品上挂橙色“限制使用”标识牌。