声表面波与器件的制作
第二章 声表面波与器件制作
本章中,我们主要介绍声表面波(SAW)的基本特性和基本类型,压电基片的选择,叉指换能器(IDTs)的特征以及声表面波器件的制作方法。
2.1 引言
压电效应是指在晶体上施加压力时产生电势差的现象。压电晶体在外力的作用下发生形变时,某些表面会出现异号电荷,而在压电晶体上加一电场时,晶体不仅产生极化,而且会产生应变和应力。压电材料的几何应变与施加电场成比例。从1880年居里兄弟发现压电效应以来,压电学已经成为现代科学技术中的一个非常重要的领域。而作为压电学发展的一个重要分支,在二十世纪六十年代中期美国的怀特等人提出用叉指换能器在压电基片上激励和检测声表面波的方法之后,声表面波器件的研究得到了很大的发展。
2.2 SAW 的介绍
在各向同性固体中传播的声波,根据质点的偏振方向可以分为两大类,一类是质点振动垂直于传播方向的波称之为横波,一类是质点振动平行于传播方向的波称之为纵波。二者的速度取决于材料的弹性常数,即
横波速度 1/2s (/)υ=μρ (2.1)
纵波速度 1/2L 2()λ+μυ=ρ (2.2) 各向同性材料的弹性常数,称为拉密常数;ρ是材料密度。从式子中可以看到,横波通常要比纵波慢。
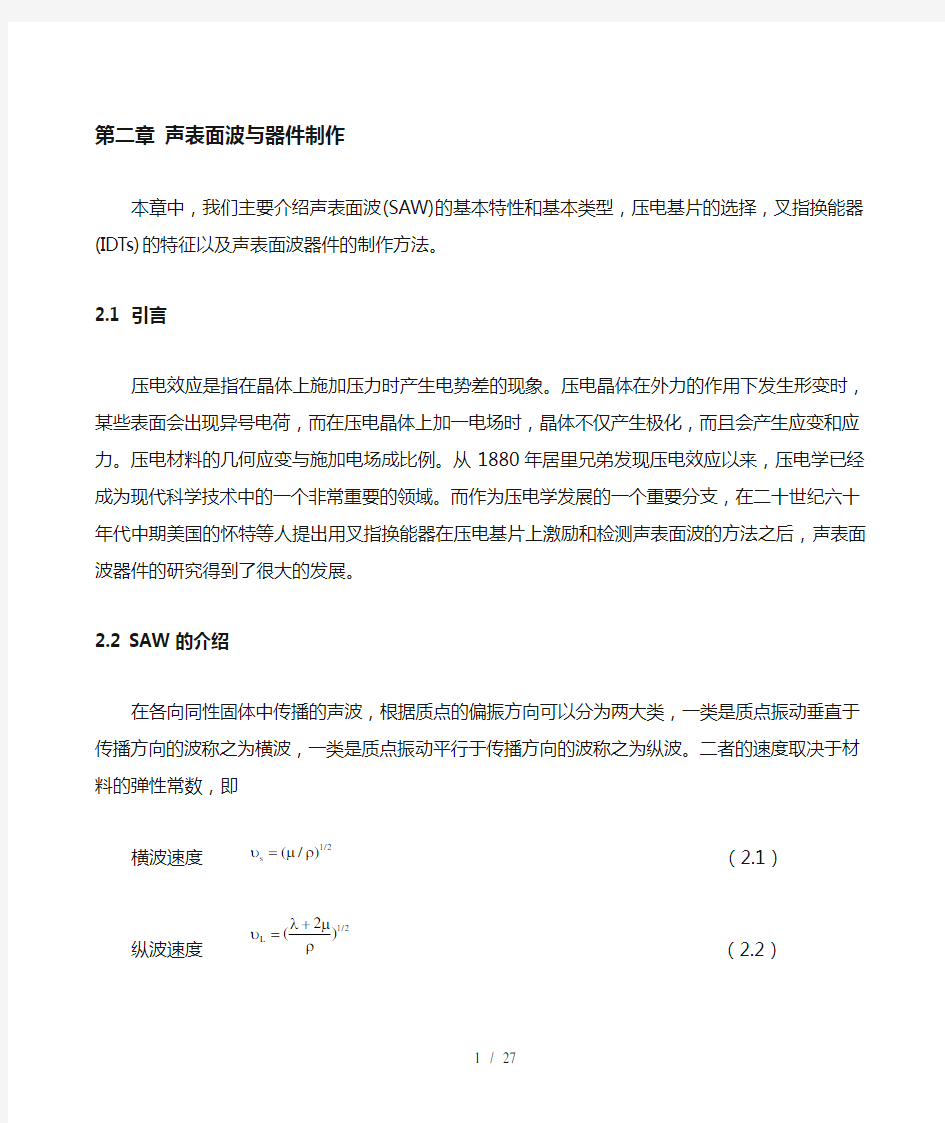
在各向异性固体材料如压电晶体中,质点振动方向和声波传播方向的关系并非如此简单。一般来说,质点振动方向既不垂直也不平行于声波传播方向,而是有三个互相垂直的偏振方式。其中偏振方向较为接近传播方向的波称为“准纵波”,两个偏振方向较为接近垂直于传播方向的偏振波称之为“准横波”。这三种波的速度各不相同,其中准纵波速度最快,而两个准横波的速度比较慢,其中较快的一个称为“准快横波”,较慢的一个称为“准慢横波”。同时波前的法线方向亦即波的相速度方向与波的能流方向并不一定相同,
如图1.1所示。n 为波前的法线方向r L 、r s1、r s2分别为准纵波、准快横波、准慢横波的能流方向。一般来讲这三束波不共平面、OL 、OS 1、OS 2正比于三者相速度[1].。
图2.1 各向异性固体中声波的传播。
这种现象称之为“波束偏离”,只有在某些特定方向上的能流方向与波的相速方向一致。此时可以得到纯横波和纯纵波,这些方向被称为纯波方向。
另外,对于压电晶体,由于受到压电效应影响,在声波的传播过程中,会有一个电势一同传播,使声波的速度变快,称之为“速度劲化”。
当声波传播到固体边界时,受到固体边界条件限制就会产生声表面波。声表面波的主要类型包括瑞利波(Rayleigh 波)、拉姆波(Love 波)、B-G 波、掠面体波等等。其中Rayleigh 波是绝大部分声表面波器件采用的声波模式,并且本论文中研究的声表面波类型也主要是这种Rayleigh 波。以下我们要对各种声表面波其做一些简要介绍,并着重对Rayleigh 波的知识进行介绍。
2.3固体中的声波
2.3.1瑞利波(Rayleigh 波)
Rayleigh 波是人们认识最早研究最充分的一种声表面波,也是声表面波技术应用最为广泛的一类波[2],瑞利波速度R υ在非压电各向同性固体中可由以下方程的解得到:64222r 8r 8r (32s )16(1s )0-+---=。 (2.3)
其中,R s r v /v =;1/2
s L 12s /2(1)??-=υυ=??-??μμ
υs是横波波速,υL是纵波波速,μ是材料的弹性常数,其可能值在0~0.5之间,解此方程可得r的取值在0.87~0.96之间。由此可以得到Rayleigh波的两个性质:一是Rayleigh 波速度与频率没有关系,即Rayleigh波是非色散波;二是Rayleigh波速度比横波要慢。
另外Rayleigh波质点运动是一种椭圆偏振,在各向异性固体表面,它是由垂直于固体表面及传播方向的横振动和平行于传播方向的纵振动两者合成得到的。这两种振动相位差90?,故质点是做逆时针方向的椭圆振动,并且振幅随离表面的深度增加而衰减。其中纵振动与横振动的衰减并不一致,如图。从图中可以发现一下几个特点:
图2.2各向同性固体中,瑞利波质点运动随深度的变化。
(1)纵振动在约0.2λ深度处,振幅衰减为零,在此深度只剩下横振动。过此深度之后,纵波反相,此时质点做顺时针方向的椭圆振动。
(2)不管是纵振动还是横振动,其振幅随深度增加很快衰减。能流的传播平行于传播方向,但随深度的增加很快衰减。故Rayleigh波能量集中在约一个波长深度的表层内,并且频率越高,波长越短,集中能量的层也就越薄,因此与体波相比声表面波更容易获得高声强。
图2.3各向同性固体中横振动与纵振动的分量随深度变化
瑞利波能量与介质深度的关系为
E=exp(-ξx 3) (2.4)
其中, ξ=βS c sin βφ=
式中ξ是瑞利波在介质的衰减常数;S β是瑞利波的波数,x c =ξ-1中瑞利波在介质中的深度。
图2.4 瑞利波示意图
在各向异性晶体中,Rayleigh 波基本保持了各向同性材料中的特性:相速与频率无关,其速度比同方向上的体波要慢,波的能量限制在靠近固体表面,质点的位移随深度增加衰减。此外,它还具有一些独特的性质:
(1)Rayleigh 波的相速依赖于传播方向。
(2)除了在纯波方向上,其他方向的能流一般不平行于传播方向。
(3)质点的椭圆偏振平面不一定在传播方向与法线平面(弧矢平面)内,椭圆的主轴也不一定与传播方向或是法线平行。
(4)质点位移随深度的衰减呈阻尼振荡的形式。
在压电晶体中,声波传播时有一个电势会随同传播,此时波的传播速度受表面上的电条件的影响。比如在Y-cut LiNbO 3(LN)表面沿Z 轴传播的Rayleigh 波,若表面为电自由状态,其速度为3485 m/s ,而在表面电短路(镀上一层无质量良导体)时,波速变为3405 m/s 。
2.3.2 Love 波
在声表面波器件中,有一类基片的表面上覆盖一层薄膜的复合结构。对于这类结构,解波动方程要考虑两个边界条件:一是基片与膜的界面,另外一个是膜的自由表面。解波动方程可知,可能出现两种类型的声表面波,一种是质点做椭圆振动的Rayleigh 型波(广义Rayleigh 波),另一种是当薄膜材料的体横波速度s υ'小于基片材料的体横波速度s υ时出现的水平剪切表面波,其质点振动垂直于传播方向1x 和表面的法向3x ,称为Love 波,如图2.5所示[3]。
图2.5 Love 波示意图。
各向同性材料基底中,膜层中可以产生多种高次模式的Love 波,高次模式的质点位移在层中不是单调下降,在各种模式中都有一定的截至频率,即对一定厚度的膜必需在一定频率以上才能出现某种高次波。此外,Love 波是一种色散波,即波速与频率有关。在低频情况下,薄膜层仅是对于基片的一种微扰;当频率增高,波速逐渐减小,投入基片的深度也减小,即波的能量逐渐集中到薄膜层中去,到波长λ比厚度h 小很多时,波基本集中在薄膜层内,这时波在由薄层材料组成的板中传播,板的一面是自由表面,另外一面受基片微扰,这时波速接近薄膜材料中的横波波速。
对于各向异性材料,除开某些特定方向外,Love 波会与Rayleigh 型波耦合在一起出
现。
2.3.3 B-G 波
1968年由Bleustein 及Gulyaev 在6mm 类压电晶体中发现的,也称为电声波。它是一种质点振动垂直于传播方向和表面法线的横表面波[4]。
2.3.4 广义瑞利波(Rayleigh 型波)
在介绍Love 波时,曾提到基片表面覆盖一层薄膜的结构中,会出现质点位移在弧矢平面内做椭圆振动的波,因质点振动方式与Rayleigh 波相似故称为Rayleigh 型波[1]。不过它的传播特点与上述的Rayleigh 波有所不同,其特点如下。
出现Rayleigh 型波,没有Love 波产生时s υ'
(1)s υ'>s υ时,只存在一种模式。当膜厚h 0=时,基片中传播的即为Rayleigh 波,当膜厚增加或者频率增高,Rayleigh 型波波速也增加,当波速增加到与基片中体横波速度相同时,波透入的深度很深,类似体横波。
(2)s υ'
2.3.5 Lamb 波
当波传播的基片是一片薄固体板时,将固体板上下两个表面设为自由表面,解波动方程,可以得到两类在板中传播的波[5]。一类是质点振动平行表面而垂直于传播方向的横板波(SH 波);另外一类是质点在弧矢平面内做椭圆振动的波(类似Rayleigh ),称之为Lamb 波(拉姆波),这两种类型的波都各具有两种类型,对称型和反对称型,如图 2.6所示。其中,对称型拉姆波称为纵板波(或膨胀板波),反对称型拉姆波称为弯曲板波。
图2.6 对称型和反对称型。
同Love波类似,拉姆波也具有许多高次波。对于高次波,质点振幅在板内的分布是振荡的,并且每种高次波都具有一定临界频率,即当板厚度一定时,只有频率到达一定值后,这种波才能在板内传播。此外拉姆波也是一种色散波。
2.3.6 掠面体波(Surface Skimming Bulk Wave, SSBW)
图2.7 SSBW传播示意图。
掠表面波是一种体横波[6],例如在Y切石英晶体表面,沿垂直X轴方向,利用叉指换能器可以激发一种波,其质点振动平行于X轴,以非常接近该方向的体横波波速沿着表面滑行传播,并且逐渐朝体内发散,其发散规律与柱面波相似,即表面质点的振幅和表面
这种波有一下特点:
(1)是非色散波。(2)速度较Rayleigh波大。(3)受表面污染影响小。(4)激发这种波的晶体取向温度系数小。
不过,由于它在传播过程中会发散,因此如果制作器件插入损耗比较大。同时,这种体声波不进过底面反射,因此不能够通过磨砂底面消除。
2.3.7 声表面横波(Surface Transverse Wave, STW)
当在压电介质表面制作周期性的栅阵结构时,有可能激发SH型声表面波,这种模式的波称为声表面横波(STW) [7]。STW可视为SSBW被栅阵结构束缚而得到的一个简正模。此外STW是波速很大的剪切波,其相速度与SSBW接近,并且它是一种色散波。
2.4 压电材料的选择
2.4.1材料特性
基片材料决定着SAW器件的性质,因此对压电材料特性的了解就显得非常重要。(1)定向
SAW器件常用的压电材料基片是具有各向异性的,所以SAW器件的特性不仅与晶体切向有关,而且与这一切向上SAW传播的方向有关。
图2.8中的坐标系常被用做描述SAW场,它的x轴与SAW传播方向平行,z轴为基片的法线方向,y轴平行于SAW的波阵面。晶体中晶轴方向(X,Y,Z)是固定的,可通过X射线衍射法测定。
为确定基片材料的(x,y,z)轴,通常需要三个连续旋转操作。首先绕Z晶轴旋转α角,然后把X'轴旋转β角,这样确定了切向角,最后把Z''(z轴)旋转γ角,使传播方向与x轴平行。角(α,β,γ)统称为欧拉(Euler)角。
图2.8欧拉角。
对于SAW 器件,当晶体晶轴与SAW 传播方向不一致时,就会发生波束偏向,故通常使用单晶轴旋转确定切向角。对于单晶轴旋转切割晶体,常用这个晶轴的旋转角来表示切割方向。例如Y 轴旋转128?切X 传播LiNbO 3,可以写成128?YX-L iNbO 3,表示这种晶体切割面是Y 轴绕X 轴旋转128?后,以Y 轴为法线所得到的平面,X 晶轴在此平面内。
图2.9晶片切向示意图。
(2)机电耦合系数
压电振子在振动过程中,将机械能转变为电能或将电能转变为机械能,这种表示能量相互变换的能力用机电耦合系数表示。晶片的机电耦合系数由介质的表面边界条件,即自由表面和金属表面的耦合系数2sf K 和2
sm K 决定: 21
sf f f (S,)K 2()S s s S -?εω??=-ε-∞=????? (2.5) 21
11sm m m (S,)K 2()S s s S ---???εω=ε-∞=????? (2.6) 其中(S,)εω是有效介电常数,1f f S V -=和1m m S V -=分别为SAW 在自由界面和金属表面
上的慢波。在SAW 比BAW 速度低很多时,2sf K ,2sm K 几乎相等,此时
()2222f m f f m f K V V V 2(V V )V ≈-≈- (2.7)
(3)温度稳定性
温度对于谐振频率?r 的影响的称为频率温度系数(Temperature Coefficient of Frequency, TCF ) TCF=1r r T -??f f (2.8) 谐振频率在室温时随温度而变化的性质非常重要,通常2
K 越大的材料TCF 越敏感。
(4)波束偏向
声波沿非晶轴对称方向传播时,就会发生波束偏向。因为波阵面(即等相面)与能流方向不垂直。波束偏向不会直接影响到器件的性能,但如果能流角(Power Flow Angle, PFA )很大,那么传播方向上微小变化就可能使能流角发生很大变化。因此通常PFA 大的基片很少被使用。
图2.10能流角示意图
(5)传播损耗
基片晶格的热振动、晶体表面的粗糙度,能力传播到空气中等因素使基片材料存在310dB /-λ的固有传播损耗。一般来说速度快的声波比速度慢的声波的传播损耗要小。
(6)介电常数
基片材料的介电常数决定IDTs 的阻抗。可以通过调整IDTs 的孔径来调整其阻抗值,使之可以与外电路阻抗匹配。
2.4.2材料种类
SAW 器件所用的压电基片主要是压电晶体和压电薄膜。使用压电单晶的优点是其工业制作技术成熟,每批基片材料的性质变化小,并且已经有较多的研究给出了基片材料的
精确参数。常用的压电单晶材料有石英、铌酸锂(LiNbO 3)、钽酸锂(LiTaO 3)、La 3Ga 5SiO 14等。LiNbO 3单晶是本论文中制作叉指换能器 [ interdigital transducer ]?所采用的压电材料,其性质如下进行简要介绍。
LiNbO 3是铁电体,用提拉法生长。LiNbO 3除了介电常数和压电效应都很大外,还具有很强的热电和光电效应。它不仅可以用于制作SAW 器件,还用在光学器件和微波传感器中。
LiNbO 3的精确材料参数已经有很多研究报道过了。对于旋转Y 切LiNbO 3,当θ130≈?时,机电耦合系数最大,高达5.5%。对于128?旋转角,SSBW 辐射被反常抑制。因此在声表面波器件中,128?YX- LiNbO 3得到了广泛的应用。
2.5 IDTs 设计
2.5.1 IDTs 基本原理
声表面波叉指换能器(Interdigital Transducers, IDTs )是由压电基片和周期性排列在基片上并与总线交替连接的多根电极构成,它广泛的应用在SAW 的激励和检测中[8, 9]。图
2.10 a 中,IDTs 每一个周期I p 包括了两根叉指,称为单电极叉指换能器或单指叉指换能器。
图2.10 b 中,IDTs 每个周期包括了四根叉指,称为双电极叉指换能器或是分裂叉指换能器。
图2.11(a )单指叉指换能器,(b )双电极叉指换能器。
单电极叉指换能器结构简单,对光刻精度要求较低,因此得到了广泛应用。对于机械波反射,单电极叉指换能器相当于周期为I 2=p p 的栅阵,当λ=I p 时发生布拉格反射,这与SAW 谐振条件相同,也就使IDTs 叉指对数很多时,其特性变得很复杂。
双电极叉指换能器的叉指相对较窄(≈λ),这要求比单电极情况更高的光刻精度,但对于机械波反射,这种结构能有效抑制SAW谐振频率时的布拉格反射。当需要精确的控制频率响应时,通常会使用这种双电极叉指的结构。
IDTs的叉指结构是几何对称的,其激励的SAW场也是中心对称的。因此对于IDTs 结构模型,SAW的激励可看作发生在IDTs中心,这个等效激励点称为激励中心。
当IDTs的两根总线上施加交流信号时,由于压电效应,基片会产生周期性应变。虽然每对叉指激励产生的SAW很弱,但是当IDTs的周期
p为SAW波长整数倍时,它们可
I
以互相叠加增强,此时可激励出较强的SAW。
IDTs的特性决定因素如下:(1)叉指的周期;(2)叉指对数;(3)孔径;(4)金属膜厚度;(5)基片材料及晶体切向等。
2.5.2 IDTs模型
要对IDTs进行分析,需要求解大量复杂的方程,通常由于受基片材料各向异性等因素的影响,求解过程十分复杂。人们因此通过建立了一些简化模型来对其进行分析。
(1)δ函数模型
δ函数模型,是IDTs分析最简化的一个模型。δ函数模型将IDTs视为可叠加的周期性独立波源,在此基础上进行数学建模[10]。这一模型包含以下规定:1).每一个IDTs叉指边缘的δ函数的声辐射源是彼此独立互不影响的;2).每一个δ函数声源发出的声表面波的方向都垂直于IDTs叉指。3).SAW在IDTs中传播时不会衰减;4).忽略金属层对SAW 传播的影响。
δ函数模型的优点是计算时可以根据条件选择适合的精确度,但该模型忽略了IDTs 内部反射的影响,因此不适用于某些需要考虑内部反射的情形。
(2)等效电路模型
Simth等人提出了两种等效电路模型:共线场模型和交叉场模型[11]。前者根据厚度振动的串联BAW谐振器等效推导出来,而后者是根据横向振动的串联BAW谐振器等效推导出来的。其中交叉场模型理论与实验的结果匹配的很好,因此其应用比共线场模型要广泛的多。
(3)p 矩阵法
p 矩阵法使用数学方法来模拟和计算SAW 器件特性的方法[12]。这种模型把每个IDTs 单元看作一个黑盒子, 并用一个33?矩阵来表示这个黑盒子,把声学端入射波和反射波的振幅 a1 a2,以及电学端电压V 和电流(峰值)作为变量。即
111121312122223213233344?????? ? ???= ? ??? ? ???--??????b p p p a b p p p a I p p p V (2.9) 其中,11p 和22p 相当于声学端的反射系数,12p 是透射系数,13p 和23p 是激励效率,33p 是输出导纳。通过数学方法,例如微扰法,可以计算出这些参数的数值,IDTs 器件特性就可以通过串联黑盒子模拟出来。
(4)耦合模拟理论
耦合模拟理论(Coupling-of-Mode, COM ),同p 矩阵法建模方法类似,是将p 矩阵法中的黑盒子用并列线形方程组的方式来表示。这种理论广泛的应用于SAW 器件模拟中
[13]。
(5)COMSOL Multiphysics 压电耦合分析
到目前为止,已经有不少关于有限元方法对SAW 器件进行了仿真的研究。我们在第三章中将会较为详细介绍如何利用多物理场有限元方法来对SAW 进行仿真。
2.6 IDTs制作工艺
图2.12基片上电极制作流程示意图。(a)基片前处理;(b)镀金属膜;(c)-(d)在金属
层上光刻;(e)金属层腐蚀;(f)除胶。
(1)光刻模板
本章中所用的叉指电极光刻模板是我们利用绘图软件L-Edit 11或者CorelDraw 12并根据实验需要绘制出叉指电极的结构图案,然后通过菲林打印加工出的胶片模板。虽然菲林胶片模板的精度受打印设备的限制,其图案的最小精度只能达到10 μm左右,但具有价格便宜、设计周期短等优点。
(2)压电基片的处理
4寸双面抛光128?YX-LiNbO3(LN)单晶在激励SAW方面具有良好的压电特性,同时具有良好的光学透明度以利于在实验中进行观察,因而被选用作为本论文实验的压电基底。首先,基片材料的一面通过蒸镀镀膜的方法,在表面沉积Cr/Au(5 nm/100 nm)金属层。然后,需要将镀好膜的晶片切割成制作SAW器件所需的小块。由于LN晶片具有各向异性,切割时需要注意切割方向,先沿x轴方向将晶片划成2到3个大块,然后再在切割好的大块上,沿垂直x轴方向将其切割成所需的小块。觉得可以不写这个
(3)光刻
在基片镀膜表面,通过紫外光刻的方法复制出与设计好的光刻模板相同的光刻胶图案。其工艺如下:
●前处理
通常,洁净的基片表面不需要特别清洗,但若被手印或是其他杂质污染,需要用酒精和丙酮进行清洗。在甩胶之前,还可以在基片表面旋涂一层很薄的黏附层以增强基片与光刻胶之间的附着力。
●甩胶
甩胶机旋转涂胶是最常见的涂胶手段,一般在过程中有低速和高速两个甩胶阶段。在低速阶段,光胶被均匀的铺满基片表面;随后的高速旋转阶段,基片表面的光刻胶形成均匀厚度的涂层,其厚度由高速旋转阶段的转速决定。在甩胶之后,需用无纤维棉签将基片边缘的光胶抹去,以免边缘较厚光胶层在紫外曝光时对基片和模板接触产生影响。
制作IDTs电极所使用的光胶为AZ-5214E,这是一种既可以作正胶也可以作负胶使用的薄胶。
●前烘
将涂有光刻胶的基片放在设定好温度的热台上烘烤,使光胶中的溶剂挥发。前烘的目的是:1).减少光胶中溶剂的含量,使其固化以便于后期曝光操作;2).增强光胶在基片上的附着力;3).使光胶表面平整;4).降低光胶的内应力。前烘的效果光刻的结果有很大影响,前烘不够,光胶中的溶剂含量偏高,会使光刻精度下降;前烘过久,会使光胶变脆,导致其附着力变差。
对于AZ-5124E胶,作为正胶曝光时,前烘参数选为125℃烘70s;作负胶使用时前烘参数相同。
●曝光
曝光是通过光学模板掩盖基片,对基片上的光胶进行部分紫外辐射。受到紫外照射的部分,光刻胶会发生光化学反应。对于正光刻胶,未受到紫外光照的部分将会留下来;而对于负光刻胶,紫外照射部分会保留。因此,对于不同类型的光胶,需要制作相应的光学模板。曝光过程是整个光刻过程最为重要的一个环节,曝光量不足或者过多都会严重影响光胶图案的最终质量。对于不同的光源,曝光时间参数都需要进行精心的摸索以达到最佳的效果。在本实验室中,对AZ-5124E作正胶时曝光时间为7 s;作负胶使用时曝光时间为3
秒。
● 后烘
对于负光刻胶,需要在曝光之后对其进行后烘,以使被光照部分光胶能充分完成化学交联反应。对于AZ-5124E 作负胶情况,后烘时间为45 s 。正光胶不需要进行后烘。
● 后曝光
AZ-5124E 作负胶,后烘后还需要进行5 s 紫外曝光,此时不需要用光学掩膜遮挡。此过程主要是使在前面已曝光的光胶图案充分完成交联,而由于后烘及控制时间的关系,其他部分的光胶会被洗脱。
● 显影
由于曝光后发生交联反应的光刻胶和没有交联的光刻胶在显影液中的溶解性相差很大,因此通过显影步骤,我们可以得到与光学模板一致的图形(阳模或者阴模)。
对于AZ-5124E ,使用AZ 726显影液或者AZ 400K 与去离子水的1:3稀释液进行显影。显影时间在1分钟左右,但需仔细控制时间,长时间的显影会使光胶图案受到损坏。
(4)金属腐蚀
在LN 基片金属层表面得到光胶构成的电极图案掩膜后,使用化学试剂将未被光胶保护的金属层腐蚀掉。
首先配制Au 腐蚀液,Au 腐蚀液由5%2I +10%KI +85%2H O 组成,之后将Au 表面浸没在腐蚀液中10分钟即可将其完全溶解。
然后用成分为()()())4364229%NH Ce NO 6%HClO H O ++的Cr 腐蚀液将基片空白处的Cr 腐蚀掉。
(5)除胶
在使用金属腐蚀液湿法刻蚀之后,金属叉指电极的已经制作出来。将带有电极的基片放入丙酮中洗涤,除去覆盖在电极上的光胶掩膜。
(6)连接导线
如果使用焊接的方法在LN 表面的金属电极上接线,容易使基片受热破裂或是使金属层脱落。因此,我们选择1:1配制的A+B 固化银浆将金属线粘接在IDTs 总线上。粘接导线后,需要将器件放入烘箱使粘接点牢固。
图2.13 IDTs电镜照片。
2.7 PDMS通道部分的制作
聚二甲基硅氧烷(Polydimethylsiloxane, PDMS)通道是SAW芯片的重要组成部件。它的制作方法基于软光刻工艺,跟上述制作电极过程类似,但也有其不同方面。在此,我们对模塑法制备PDMS通道的工艺进行简要介绍。
首先在洁净的硅片表面旋涂一层光刻胶(如SU8-2050),其厚度可以通过甩胶时的转速决定。当前烘步骤使光胶硬化之后,通过曝光和显影步骤将光学掩膜的图案转移到硅片上,成为光刻胶的阳模图案。然后,把配好的PDMS(A组分:B组分=1:10)覆盖到该模板上,在抽真空除掉PMDS中的气泡之后,将PDMS连同模板放入80°C的烘箱中使其固化,烘烤时间在两个小时以上才能使之完全固化。最后将固化的PDMS从模板上剥离下来。PDMS通道的穿孔相对比较简单,只需要用平头针将在通道进液口和出液口打穿即可。之后可用无水酒精超声清洗以确保没有PDMS碎片残留在穿孔中。
2.8 器件封装
对于许多微流控器件,各组件之间的封装需要在硅-绝缘体、硅-玻璃、玻璃-聚合物等材料之间实现键合。键合的过程由几个步骤组成,首先,是对材料表面进行处理。对于晶体材料,其表面必须足够干净、光滑与平整。一般基底需要在有机溶剂中去掉粒子、灰尘以及有机污染物。甚至某些情况下,还需要用H2SO4进行清洗。键合过程的下一步是选择合适的键合方式。
玻璃-玻璃高温键合。对于钠钙玻璃片,融合键合的温度在600℃左右,接近其熔化温度。这种方式,两个玻璃表面可以获得几乎完美的键合,在晶片间见不到界面,并且能承
受很高强度的拉伸。
玻璃-玻璃低温压力辅助键合法。有两种方式可以用来实现两片钠钙玻璃基底的低温键合。
第一种方法,两种玻璃表面作适当的清洗后,涂敷一层1 mm厚的环氧胶,之后在90℃下施加1MPa的压力实现环氧化胶合。
第二种方法,在100~120℃的温度范围内施加约50MPa的高压,即可实现直接键合。
玻璃-硅之间的阳极键合。阳极键合工艺使用的是一种富含钠的Pyrex玻璃(热膨胀系数与硅匹配)与硅片实现永久键合。
PDMS-玻璃/硅的键合。有三种方式可以实现PDMS与石英玻璃或是硅片直接的密封可逆封装。表面共形接触,通过范德瓦斯力来实现封闭。由范德瓦斯力实现的可逆封装可以防水,但其能承受的力一般不大于30kPa(5 psi)。
在两个表面作氧等离子体处理后的不可逆封闭。PDMS是由重复的-O-Si(CH3)2-单元组成。等离子体处理后,PDMS表面形成极性基团,最可能为甲基(Si-CH3)位置变为了硅烷醇(Si-OH)基团,从而使PDMS表面亲水,并引发与SiO2(玻璃、石英、硅)表面的永久键合。此外,PDMS还能与聚苯乙烯、聚乙烯、氮化硅等在经过氧等离子体处理后进行键合。经过氧等离子体处理材料表面,需要在氧化后1分钟内进行接触,才能实现密封。完成接触的两块表面放置在80℃左右烘一段时间能增强密封强度。
用紫外光黏附胶来键合。在键合非常浅的装置时,可以用紫外黏附胶来封闭器件。
在我们的实验中,LN基底可以与PDMS通过氧等离子体处理的方法实现封闭。此外,在第三章中,我们还介绍了一种半键合式的封闭方法用来实现器件的封装,通过这种手段,可以对LN基底的重复利用,同时还可以保证芯片在实验过程中的密封性。
2.9 小结
本章主要分为三个部分,声表面波的相关知识介绍,声表面波器件的基片选择以及器件的制作工艺。
首先,我们对各种不同类型的声表面波作了简要的介绍,并着重关注了在声表面波器件中应用最为广泛的Rayleigh波的特性。紧接着介绍了制作声表面波器件的压电材料的各种重要参数,其中本文中选用的128 YX-LiNbO3基片具有很强的压电效应和机电耦合系
数,且在128°切向能够抑制SSBW波,是较为理想的制作SAW器件材料。最后,详细的列出了制作SAW器件的具体流程包括IDTs压电基片,PDMS通道的制作工艺等以及最后器件封装。
参考文献
[1] A.A.Oliner, Acoustic Surface Waves. (1978), Berlin New York: Springer-Verlag. 331.
[2] L. Rayleigh, On Waves Propagated along the Plane Surface of an Elastic Solid, Proceedings of the London Mathematical Society s1-17 (1885) 4-11.
[3] B.A. Auld, Acoustic fields and waves in solids, V ol 2, chap 5, Wiley, New York (1973) 135-161.
[4] J.L. Bleustein, A NEW SURFACE WA VE IN PIEZOELECTRIC MATERIALS, Applied Physics Letters 13 (1968) 412-413.
[5] Howald.F.Pollard, Sound Waves in Solids. (1977), London: Pion Limited. 366.
[6] K.H. Yen, K.F. Lau, and R.S. Kagiwada. Recent Advances in Shallow Bulk Acoustic Wave Devices. in 1979 Ultrasonics Symposium. (1979).
[7] B.A. Auld and J.J. Gagnepain, Horizontal shear surface waves on corrugated surfaces, Electronics Letters 12 (1976) 650-651.
[8] C.K. Campbell, Applications of surface acoustic and shallow bulk acoustic wave devices, Proceedings of the IEEE 77 (1989) 1453-1484.
[9] K.-y. Hashimoto, Surface acoustic wave devices in telecommunications: modelling and simulation, Springer Verlag Berlin Heidelberg (2000).
[10] R.H. Tancrell and M.G. Holland, Acoustic surface wave filters, Proc. IEEE 59 (1971) 393-409.
[11] W.R. Smith, M.H. Gerard, J.H. Collins, T.M. Reeder, and H.J. Shwo, Analysis of interdigital surface wave transducers by use of an equivalent circuit model, IEEE Trans. Microwave Theory and tech. MTT-17 (1969) 856-864.
[12] G. Tobolka, Mixed matrix representation of SAW transducers, IEEE Trans. Sonics and ultrason. SU-26 (1979) 426-428.
[13] D.P. Chen and H.A. Haus, Analysis of metal-strip SAW grating and transducers, IEEE Trans. Sonics and Ultrason SU-26 (1985) 395-408.
声表面波滤波器原理和应用
声表面波滤波器原理及应用 1.声表面波滤波器(SAWF)的结构和工作原理 声表面波滤波器(SAWF)是利用压电材料的压电效应和声特性来工作的。具有压电效应的材料能起到换能器的作用,它可以将电能转换成机械能,反之亦然。压电效应包括正压电效应和反压电效应。所谓正压电效应是指压电材料受力变形产生电荷,因而产生电场的效应,即由机械能转换为电能,反压电效应是指压电材料在外加电场的作用下,产生机械形变的效应,也即由电能转换为机械能。 声表面波滤波器(SAWF)的结构如图2—12所示。这种滤波器的基片是由压电材料(如铌酸锂或石英晶体)制成,在基片上蒸镀两组“叉指电极”,一般由金属薄膜用光刻工艺刻成。左侧接信号源的一组称为发送换能器,右侧接负载的一组称为接收换能器,图中a、b分别为电极宽度和极间距离,W为相邻叉指对的重叠长度,称为“叉指孔径”。当交变的电信号u s 加到发送换能器的两个电极上时,通过反压电效应,基片材料就会产生弹性形变,这个随信号变化的弹性波,即“声表面波”,它将沿着垂直于电极轴向(图中x方向)向两个方向传播,一个方向的声表面波被左侧的吸声材料吸收,另一方向的声表面波则传送到接收换能器,由正压电效应产生了电信号,再送到负载R L。但叉指换能器的形状不同时,滤波器对不同频率信号的传送与衰减能力就会不一样。
图2—12 声表面波滤波器结构示意图 为了简便起见,仅分析“均匀”型叉指换能器的频率特性。所谓“均匀”型就是指图2—12中各叉指对的参数a、b、W 都相同,设换能器有n+1个电极,并把换能器分为n节或N个周期(N=n/2),各电极将激发出相同数量的声表面波,声表面波的波长由指装点基的宽度a和间隔b决定,声表面波的频率与传播速度有关,其自然谐振频率(或机械谐振频率)为 v是声表面波的传播速度,约为3×103m/s,比光速小很多,比声速高9倍多。在f0一定,速度v低时(a+b)就可以小,所以声表面波器件的尺寸可以做得很小,但f0很低,则(a+b)就增大,SAWF的尺寸就增大,因此它适合工作在高频或超高频段。 叉指换能器的尺寸决定后,换能器的f0就固定了,当外加信号的频率等于f0时,换能器各节电极所激发的声表面波同相叠加,振幅最大,即所激发出的声表面波幅值最大;当外加信号的频率偏离f0时,换能器各节电极所激发的声表面波振
混床操作流程
混床 混床是通过离子交换的方法制取去离子水。当阴阳树脂吸附饱和后,分别用一定浓度的NaOH和HCl再生。本系统双柱混床再生方式采用酸碱分步再生方式。 1工艺参数 a.运行:运行流速15-30米/小时,出水水质达不到设计指标即为运行终点。 b.分层:反洗流速10米/小时,反洗时间15分钟。 c.进碱:碱用量120-160克/升树脂,再生液浓度3~5%,再生液流速3~5米/小时,时间约为30分钟。 d.置换:流速同再生流速,时间为30分钟,至出水pH与进水pH相同为止。 e.进酸:盐酸用量120-160克/升树脂,再生液浓度4~6%,再生液流速3~5米/小时,时间约为30分钟。 f.快冲洗:流速为20米/小时,至排水与进水pH接近为止。 g.混合:压缩空气压力0.1~0.15MPa,气量2.5~3.0米3/米2〃分,混合时间为1~5分钟。 h.正洗:正洗流速为15~30米/小时,以排水符合出水水质指标为终点,正洗结束后转入运行。 2混床操作步骤 ①运行:
a.混床运行前先进行排气,排气时开启上进阀、排气阀,当排气 管路出水时,排气完毕。 b.排气完毕后,打开下排阀,同时关闭排气阀,当柱子下排出水 符合指标,开启出水阀,同时关闭下排阀,混床投入运行。 ②反洗分层 当混床出水水质达不到指标时,树脂就要再生。再生之前,先要进行反洗分层,反洗分层根据阴、阳树脂的比重不同,通过树脂沉降来实现的。 a.开启上排阀,逐渐调节下进阀,以缓慢增大下进流量,直至下 进流速10米/小时左右。使树脂得到充分展开,树脂碎粒、悬 浮物从塔顶部排掉。 b.约15分钟后,逐渐降低下进流量。使树脂颗粒逐步沉降。 分层效果可根据树脂沉降后界面是否清晰来判断,如果一次操作未达到要求,可重复操作直至分层清晰,都仍未达到要求,则须采取强迫失效方法。 ③失效 树脂分层不清是由于阳、阴树脂失效程度不同造的,遇到这种情况可用进碱的方法强制树脂失效。 a.打开下排阀、排气阀,将水排至树脂层上150mm左右。 b.关闭下排阀,打开进碱阀,碱喷水阀,吸碱阀,压力水阀,下 排阀,开启中间增压泵,调节下排阀,使混床进出碱量平衡, 此时碱液自上而下流经整个树脂层,使阳树脂失效。
材料连接原理复习大纲
材料连接原理与工艺复习大纲 一、熔化焊连接原理 1、熔化焊是最基本的焊接方法,根据焊接能源的不同,熔化焊可分为电弧焊、气焊、电渣焊、电子束焊、激光焊和等离子焊等。 2、获得良好接头的条件:合适的热源、良好的熔池保护、焊缝填充金属。 3、理想的焊接热源应具有:加热面积小、功率密度高、加热温度高等特点。 4、焊件所吸收的热量分为两部分:一部分用于熔化金属而形成焊缝;另一部分使母材近缝区温度升高,形成热影响区。 5、热能传递的基本方式是传导、对流和辐射,焊接温度场的研究是以热传导为主,适当考虑对流和辐射的作用。熔化焊温度场中热能作用有集中性和瞬时性。 6、当恒定功率的热源作用在一定尺寸的焊件上并作匀速直线运动时,经过一段时间后,焊件传热达到饱和状态,温度场会达到暂时稳定状态,并可随热源以同样速度移动,这样的温度场称为准温度场。 7、在焊接热源的作用下,焊件上某点的温度随时间的变化过程称为焊接热循环。决定焊接热循环的基本参数有四个:加热速度、最高加热温度、在相变温度以上的停留时间和冷却速度。常用某温度范围内的冷却时间来表示冷却速度,冷却速度是决定热影响区组织和性能的最重要参数。 8、焊接热循环的影响因素:材质、接头形状尺寸、焊道长度、预热温度和线能量。 9、正常焊接时,焊条金属的平均熔化速度与焊接电流成正比。 10、熔滴:焊条端部熔化形成滴状液态金属。药皮焊条焊接时熔滴过渡有三种形式:短路过渡、颗粒过渡和附壁过渡。其中碱性焊条:短路过渡和大颗粒过渡;酸性焊条:细颗粒过渡和附壁过渡。 11、药皮溶化后的熔渣向熔池过渡形式:①薄膜形式,包在熔滴外面或夹在熔滴内;②直接从焊条端部流入熔池或滴状落入。 12、熔池形成: ①熔池为半椭球,焊接电流I、焊接电压U与熔池宽度B和熔池深度H的关系:I↑,H↑,B↓;U↑,H↓,B ↑。 ②熔池温度不均匀,熔池中部温度最高,其次为头部和尾部。 ③焊接工艺参数、焊接材料的成分、电极直径及其倾斜角度等都对熔 池中的运动状态有很大的影响。 ④为提高焊缝金属质量,必须尽量减少焊缝金属中有害杂质的含量和 有益合金元素的损失,因此要对熔池进行保护。保护方式:熔渣保护、 气体保护、熔渣气体联合保护、真空保护和自保护。 13、熔化焊焊接接头的形成过程:焊接热过程、焊接化学冶金过程和 熔池凝固和相变过程。 14、在一定范围内发生组织和性能变化的区域称为热影响区或近缝区。故焊接接头主要由焊缝和热影响区构成,其间窄的过渡区称为熔合区。如下图所示: 1——焊缝区(熔化区) 2——熔合区(半熔化区) 3——热影响区 4——母材 15、熔化焊接头形式:对接、角接、丁字接和搭接接头等。待焊部位预先加工成一定形状,称为坡口加工。 16、熔合比:局部熔化母材在焊缝金属中的比例。用来计算焊缝的化学成分。 17、金属的可焊性属于工艺性能,是指被焊金属材料在一定条件下获得优质焊接接头的难易程度。包括接合性能和使用性能。金属的可焊性主要与下列因素有关:①材料本身的成分组织;②焊接方法;③焊接工艺条件。 18、焊接热过程贯穿整个焊接过程,对焊接接头的形成过程(化学冶金、熔池凝固、固态相变、缺陷)以及接头性能具有重要的影响。 19、焊接材料的类型:焊条、焊剂、焊丝、保护气。焊条由焊芯和药皮组成,焊芯起到导电和填充金属的作用,药皮作用为①机械保护作用;②冶金处理作用;③工艺性能良好。药皮的组成分为稳弧剂、造渣剂、造气剂、
萘普生
萘普生的合成工艺设计 1.产品简介 1.1中英文名称,分子式,结构式 中文名称:萘普生 英文名称:(dl)-2-(methoxy-2-naphthy)-d-naproxen 分子式:C14H14O3 结构式: 1.2 物化性质 白色或类白色结晶性粉末;无臭或几乎无臭。在甲醇、乙醇或氯仿中溶解,在乙醚中略溶,在水中几乎不溶,。熔点为135~158℃,本品遇光可慢慢变色。本产品具有羧基官能团,可以进行一系列的反应如酯化(或取代)和中和反应。。萘环上则能发生硝化取代及催化加氢等等。 1.3 用途 本品有抗炎、解热、镇痛作用为PG合成酶抑制剂。口服吸收迅速而完全,1次给药后2~4小时血浆浓度达峰值,在血中99%以上与血浆蛋白结合,t1/2为13~14小时。约95%自尿中以原形及代谢产物排出。对于类风湿性关节炎、骨关节炎、强直性脊椎炎、痛风、运动系统(如关节、肌肉及腱)的慢性变性疾病及轻、中度疼痛如痛经等,均有肯定疗效。中等度疼痛可于服药后1小时缓解,镇痛作用可持续7小时以上。对于风湿性关节炎及骨关节炎的疗效,类似阿司匹林。对因贫血、胃肠系统疾病或其他原因不能耐受阿司匹林、吲哚美辛等消炎镇痛药的病人,用本药常可获满意效果。 可安全地与皮质激素合用,但与皮质激素合用时,疗效并不比单用皮质激素时
好。本品与水杨酸类药物合用也不比单用水杨酸类好。此外,阿司匹林可加速本品的排出。 1.4 该产品的前景分析 随着萘普生钠市场竞争的愈发激烈,快速有效的掌握市场发展情况成为企业及决策者成功的关键。市场研究是一个科学系统的工作,直接影响着企业发展战略的规划、产品营销方案的设计、公司投资方针的制定以及未来发展方向的确定。市场研究并非单纯从某一个层面对市场进行评价,要得到有实际价值、具有指导意义的结论,就必须从专业的角度对市场进行全面细致的研究。如此,才能时刻保持清晰的发展思路,不因纷繁的信息而迷失,在日益激烈的市场竞争中立于不败之地。针对企业的这种需要,我们对萘普生钠市场进行了深度调研,并撰写了《2011中国萘普生钠市场投资前景预测及发展策略》,帮助企业进行决策。本报告详尽描述了萘普生钠产品的市场环境,市场发展现状(包括技术、供需、价格、原材料),市场发展预测(未来五年市场供需及市场发展趋势),并且在研究市场竞争的基础上,对行业投资前景及投资价值进行了研究(包括投资风险、投资环境、投资壁垒、投资收益等),并提出了我们对萘普生钠产品投资的建议。由于该产品药效明显副作用小,受到市场高度青睐,具有很好的经济效益,市场前景广阔。 2合成方法 2.1第一种合成方法—不对称二羟基反应法 (1)合成基本原理 1997年,Griesbach等【25 J报道了一种新的合成方法,以烯烃的Sharpless不对称二羟基化反应(AD-lllix)作为起始步骤来合成(s)-(+)-萘普生。化合物(4)经不对称二羟基化反应生成二醇(7),对映选择性高达98%,而且操作简便,条件温和。二醇(7)单磺酰化成酯(8)后,再经氢化钠处理获得80%的环氧化物(9)。环氧化物(9)于室温下,催化氢解生成伯醇(10),化学收率达92%,对映选择性可达97%。伯醇(10)最后经Jones氧化反应得到产物①的对应行为96%。
声表面波简介
声表面波简介 声表面波技术是六十年代末期才发展起来的一门新兴科学技术,它是声学和电子学相结合的一门边缘学科。由于声表面波的传播速度比电磁波慢十万倍,而且在它的传播路径上容易取样和进行处理,因此,用声表面波去模拟电子学的各种功能,能使电子器件实现超小型化和多功能化。同时,由于声表面波器件在甚高频和超高频波段内以十分简单的方式提供了其它方法不易得到的信号处理功能,因此,声表面波技术在雷达、通信和电子对抗中得到了广泛的应用。 声表面波是沿物体表面传播的一种弹性波。早在九十多年前,人们就对这种波进行了研究。1885 年,瑞利根据对地震波的研究,从理论上阐明了在各向同性固体表面上弹性波的特性。但由于当时的科学技术水平所限,这种弹性表面波一直没有得到实际上的应用。直到六十年代,由于半导体平面工艺以及激光技术的发展,出现了大量人造压电材料为声表面波技术的发展提供了必要的物质和技术基础。 1949 年,美国贝尔电话实验室发现了LiNbO3单晶。1964 年产发表了激发弹性表面波平面结构换邹器的专利。特别应该指出的是,1965 年,怀特(R . M.white)和沃尔特默(F.W.voltmer )在应用物理杂志上发表了题为“一种新型表面波声-电换能器― 叉指换能器”的论文,从而取得了声表面波技术的关键性突破。 声表面波器件的基本结构和工作原理 声表面波器件是在压电基片上制作两个声一电换能器―叉指换能器。所谓叉指换能器,就是在压电基片表面上形成形状像两只手的手指交叉状的金属图案,它的作用是实现声一电换能。声表面波器件的工作原理是,基片左端的换能器(输入换能器)通过逆压电效应将愉入的电信号转变成声信号,此声信号沿基片表面传播,最终由基片右边的换能器(输出换能器)将声信号转变成电信号输出。整个声表面波器件的功能是通过对在压电基片上传播的声信号进行各种处理,并利用声一电换能器的待性来完成的。 声表面波技术有如下的特点: 第一,声表面波具有极低的传播速度和极短的波长,它们各自比相应的电磁波的传播速度的波长小十万倍。在VHF 和UHF 绳段内,电磁波器件的尺寸是与波长相比拟的。同理,作为电磁器件的声学模拟声表面波器件,它的尺寸也是和信号的声波波长相比拟的。因此,在同一频段上,声表面波器件的尺寸比相应电磁波器件的尺寸减小了很多,重量也随之大为减轻。例如,用一公里长的微波传愉线所能得到的延迟,只需用传输路径为1 。m 的声表面波延迟线即可完成。这表声表面波技术能实现电子器件的超小型化。 第二,由于声表面波系沿固体表面传播,加上传播速度极慢,这使得时变信号在给定瞬时可以完全呈现在晶体基片表面上。于是当信号在器件的输入和输出端之间行进时,就容易对信号进行取样和变换。这就给声表面波器件以极大的灵活性,使它能以非常简单的方式去.完成其它技术难以完成或完成起来过于繁重的各种功能。比如脉冲信号的压缩和展宽,编码和译码以及信号的相关和卷积。一个实际例子是1976 年报道的一个长为一英寸的声表面波卷积器,它具有使两个任意模拟信号进行卷积的功能,而它所适应的带宽可达100MHz ,时带宽积可达一万。这样一个卷积器可以代替由几个快速傅里叶变换(FFT )链作成的数字卷积器,即实际上可以代替一台专用卷积计算机。此外,在很多情况下,声表面波器件的性能还远远超过了最好的电磁波器件所能达到的水平。比如,用声表面波可以作成时间-带宽乘积大于五千的脉冲压缩滤波器,在UHF 频段内可以作成Q 值超过五万的谐振腔,以及可以作成带外抑制达70dB 、频率达1 低Hz 的带通滤波器。 第三,由于声表面波器件是在单晶材料上用半导体平面工艺制作的,所以它具有很好的一致性和重复性,易于大量生产,而且当使用某些单晶材料或复合材料时,声表面波器件具有极高的温度稳定性。 第四,声表面波器件的抗辐射能力强,动态范围很大,可达100dB 。这是因为它利用的是晶体表面的弹性波而不涉及电子的迁移过程。
铆接技术原理与工艺特点
关于铆接技术 一、 铆接技术原理与工艺特点 常见的铆接技术分为冷铆接和热铆接,冷铆接是用铆杆对铆钉局部加压,并绕中心连续摆动或者铆钉受力膨胀,直到铆钉成形的铆接方法。冷铆常见的有摆碾铆接法及径向铆接法。摆碾铆接法较易理解,该铆头仅沿着圆周方向摆动碾压。 而径向铆接原理较为复杂,它的铆头运动轨迹是梅花状或者说是以圆为中心向外扩展的,铆头每次都通过铆钉中心点。冷铆接最常见的铆接工具有铆接机,压铆机,铆钉枪和铆螺母枪,铆钉枪和铆螺母枪是最常见单面冷铆接所用的工具。这是冷铆接工艺中最具代表性的冷铆接方法,因为使用方便,也只需在工件的一侧进行铆接,相对双面铆接的铆钉锤来说更方便。 就两种铆接法比较而言,径向铆接面所铆零件的质量较好,效率略高,并且铆接更为稳定,铆件无须夹持,即使铆钉中心相对主轴中心略有偏移也能顺利完成铆接工作。而摆碾铆接机必须将工件准确定位,最好夹持铆件。然而径向铆接机因结构复杂,造价高,维修不方便,非特殊场合一般不采用。相反地,摆碾铆接机结构简单,成本低,维修方便,可靠性好,能够满足90%以上零件的铆接要求,因而受到从多人士的亲睐。此外,利用摆碾铆接的原理,还可以制造适宜于多点铆接的多头铆接机,在现代工业生产中有其独特的优势。 热铆接是将铆钉加热到一定温度后进行的铆接。由于加热后铆钉的塑性提高、硬度降低,钉头成型容易,所以热铆时所需的外力比冷铆要小的多;另外,在铆钉冷却过程中,钉杆长度方向的收缩会增加板料间的正压力,当板料受力后可产生更大的摩擦阻力,提高了铆接强度。热铆常用在铆钉材质塑性较差、铆钉直径较大或铆力不足的情况下。
冷铆接法是以连续的局部变形便铆钉成形,其所施压力离铆钉中心越远越大,这恰恰符合材料变形的自然规律。因此,采用冷铆接技术所需设备小,节省费用。能提高铆钉的承载能力,强度高于传统铆接的80%。铆钉材料具有特别好的形变性能,铆杆不会出现质量问题,寿命较高,同时,只要改变铆头(不同的接杆和不同的铆接配件铆螺母铆钉等)的形状,就可以铆接多种形状。 二、 按工作方式分,铆接可分为手工铆接和自动钻铆。手工铆接由于受工人熟练程度和体力等因素的限制,难以保证稳定的高质量连接。而自动钻铆是航空航天制造领域应自动化装配需要而发展起来的一项先进制造技术。自动钻铆技术即利用其代替手工,自动完成钻孔、送钉及铆接等工序,是集电气、液压、气动、自动控制为一体的,在装配过程中不仅可以实现组件溅部件)的自动定位,同时还可以一次完成夹紧、钻孔、送钉、铆接/安装等一系列工作。它可以代替传统的手工铆接技术,提高生产速率、保证质量稳定、大大减少人为因素造成的缺陷。随着我国航空航天产业在性能、水平等方面的不断提高,在铆接装配中发展、应用自动钻铆技术,己经势在必行。具体原因如下: (1)自动钻铆技术减少操作时间。 ①减少成孔次数,一次钻孔完成; ②自动夹紧,消除了结构件之间的毛刺,节约了分解、去毛刺和重新安装工序; ③制孔后在孔边缘的毛刺可以得到控制: ④送钉、定位、铆接。 (2)自动钻铆机提高制孔质量。 ①制孔孔径公差控制在士0.015mm之内; ②内孔表面粗糙度最低为Ra3.2urn; ③制孔垂直度在士0.50以内; ④制孔时结构件之间无毛刺,背部毛刺控制在0.12ram之内; ⑤孔壁无裂纹。 (3)与手工铆接相比,在成本上有大幅度降低,通过比较人工与自动钻铆机安装相同数量的紧固件,所耗费的工时上,可以看出,对于大量同种类的紧固件的安装,自动钻铆机可以节约的工时成倍数增长。
药物化学实验讲义(萘普生)2011版
手性药物萘普生的光学拆分法制备 一:实验目的 掌握用光学拆分法制备手性药物萘普生,了解拆分消旋化合物的原理,学习用旋光仪分析手性药物中间体光学纯度的方法。 二:实验原理 具有手性的药物其对映体往往有完全不同的药理活性,单一对映体的手性药物因其药效高、副作用低和安全等优点,受到了化学家和制药企业的重视,近二、三十年,手性药物得到了很大的发展,其销售额以每年15%的速度在增长。 萘普生为非甾体类抗炎镇痛药,用于治疗风湿性和类风湿性关节炎、胃关节炎、强直性脊柱炎、痛风、关节炎、腱鞘炎.亦可用于缓解肌肉骨骼扭伤、挫伤、损伤以及痛经等所致的疼痛。研究表明(S)-萘普生的药效是(R)-萘普生的28倍。 目前获得单一手性化合物的方法主要有:①手性源合成法:以手性物质为原料合成其他手性化合物。②不对称催化合成法:是在催化剂或酶的作用下合成得到单一对映体化合物的方法。③外消旋体拆分法:是在拆分剂的作用下,利用物理化学或生物方法将外消旋体拆分成两个对映体,其中化学拆分法是工业生产上广泛应用的方法。化学拆分法是利用如果外消旋体分子含有的活性基团与某一光学活性试剂(拆分剂)进行反应,生成两种非对映异构体的盐或其它复合物,再利用它们物理性质(如溶解度)和化学性质的不同将两者分开,最后把拆分剂从中分离出去,便可得到单一对映体。 本实验拆分的反应式如下: H3CO CHCOOH CH3 (±)-萘普生 H3CO CHCOOH CH3 (+)-萘普生 (-)-葡辛胺 拆分 反应结束后得到的产物(S)-萘普生,需测定其对映选择性,即产物的对映体过剩(ee 值)。其测定方法有多种,本实验利用的是旋光仪的方法。 三、仪器和试剂 旋光仪;熔点仪;磁力搅拌器(带加热控温);搅拌子;100 ml烧瓶;冷凝管;布氏漏斗;烘箱;小勺。 主要原料、试剂的规格和用量 名称规格用量外消旋萘普生 C.P. 2.5 g (—)-葡辛胺 C.P. 3.2 g 甲醇 C.P. 50 mL 氢氧化钠 A.R. 少量 盐酸少量
声表面波器件工艺原理-9倒装焊工艺原理
九,声表器件倒装焊工艺原理 序:倒装芯片(FC)技术,是在芯片的焊接区金属上制作凸焊点,然后将芯片倒扣在 外壳基座上,以实现机械性能和电性能的连接,由于FC是通过凸焊点直接与底座相连,因此与其它互连技术相比,FC具有最高的封装密度、最小的封装尺寸(线焊可焊的最小陶瓷外壳为3×3mm,而FC可以作到芯片级)、最好的高频性能(电感小)、最小的高度、最轻的重量,以及产品高可靠、生产高工效等。倒装焊工艺:主要由UBM的形成、凸点的制作、倒装焊接三部分组成。 (一)UBM的形成: 当凸焊点材料与芯片上的焊接区金属不能很好浸润粘附时(或接触电阻大,或热匹配差,或两种材料间易形成会导致键合强度降低的金属间化合物),需要在凸焊点与芯片压焊块之间置入一层既能与芯片焊接区金属良好粘附、又能与凸焊点良好浸润、还能有效阻挡两者之间相互反应扩散的金属膜(UBM),因我们无法找到可同时满足上述要求的材料,所以通常UBM由多层金属膜组成。(说明:与凸点连接的还有底座上相应的焊接点,由于在底座制作时该部位已镀有多层金属,能满足要求,固在此不于讨论。) 1,对UBM的各层要求及材料选择: 1)粘附层:要求与铝膜及钝化层间的粘附性好,低阻接触,热膨涨系数接近,热应力小。常选用材料有:Cr、Ti、Ti-W、Al、V等,因它们与Al浸润性很好,固该层可较薄。2)扩散阻挡层:能有效阻挡凸焊点材料与铝间的相互扩散,以免形成不利的金属间化合物,特别是金凸焊点,在高温下与铝可生成Al2Au、AlAu、AlAu2、Al2Au5等脆性金属间化合物及在接触处相互扩散形成空洞,导致键合强度降低甚至失效。该层常用材料有:Ti、Ni、Cu、Pd、Pt、Ti-W等。(当用软焊料如PbSn作凸点时,由于其回流时会吃掉浸润层,直接与阻挡层接触;此时阻挡层应足够厚,且与凸点相浸润,不反应产生有害物) 3)浸润层:要求一方面能和凸焊点材料良好浸润,可焊性好,且不会形成不利于键合 的金属间化合物;另一方面还能保护粘附层和阻挡层金属不被氧化、粘污。该层常选用薄的金膜、金的合金膜或较厚的铜膜(用于焊料凸焊点)。 2,UBM的制作: 1)UBM的组合选择:对于金凸焊点,常选用的UBM为:Cr/Ni/Au、Ti/Ni/Au、Ti/Pt/Au、Ti-W/Au等;对于PbSn凸焊点,常选用的UBM有:Ti-W/Cu、Ti-W/Au/Cu、Cr/Cr-Cu/Cu、Al/Ni-V/Cu、Ti/Cu、Ti-W/Cu/化学镀Ni等。 2)UBM的制作方法:UBM的制作是凸焊点制作的关键工艺,其质量好坏直接影响凸焊点质量、倒装焊接的成功率和封装后凸焊点的可靠性。由于UBM是多层金属,为防止薄膜间形成氧化膜夹层,对UBM的制作基本上都是采用溅射或电子束蒸发,在高真空腔内一次完成(当需要制作厚金属膜时,则采用电镀或化学镀)。为防止多层金属腐蚀时造成凸点脱落,可采用剥离技术(电镀法制凸点除外),既可解决腐蚀不易控制,又可简化工艺,提高芯片凸点可靠性;这对换能器裸露于芯片表面的声表器件尤其适宜。 (二)凸焊点制作: 1,凸焊点常用材料: 要具有电阻率小、延展性好、化学性能稳定等特点,同时凸点(包括UBM)材料还要能承受器件在加工、使用、老化、可靠性实验等过程中所需承受的条件。 1)Au:由于金浸润性好,延展性好,内应力小,接触电阻小,化学性能稳定,因此是 高频、高可靠器件常用的凸点材料。现在已可作节距为20μ,直径为20μ,高为15μ的金凸点。对小尺寸、高密度的金凸点的制作主要是用厚金电镀技术,低密度的金凸点可用金丝球焊切尾制作。目前国内无氰电镀金凸点剪切强度已达11.8 mg/μm2,高度容差±1.4μm(优于美国公司标准:剪切强度>8.7mg/μm2,高度容差:管芯内±1.5μm,圆片内±2.5μm)。
混床操作详细-很有用
混床操作维护手册 1、结构形式 设备本体是带上下碟形封头的圆柱形钢结构,内壁衬5mm耐酸耐碱硬橡胶防 腐;设备内部中排装置由不锈钢管、不锈钢缠绕管焊制而成;集水装置为衬胶多 孔板配滤水帽。进水配水采用喇叭口布水。设备本体内装填强酸强碱型树脂。 成套设备的本体外部装配有各种控制阀门并留有各种仪表接口,便于用户现 场装接和实现水站正常运行。 床内装填料高度: 混床:阳树脂 001x7 600 mm 阴树脂 201x7 1200 mm 混床的运行、再生专门配置了UPVC操作屏。 2、操作说明 2.1 正洗 打开混床进水阀一、排气阀,水流自上而下,当水充满设备时打开下排阀, 关闭排气阀,正洗流速同制水流速,当出水电阻率大于出水要求时,转入制水。 2.2 制水 正洗结束,打开出水阀,关闭下排阀,稳定制水流量,直至出水电阻率小于 要求时,制水周期结束。 2.3 再生 2.3.1 反洗预分层 打开混床反洗阀、反洗排放阀,控制反洗分层流速10 m/h左 右,以树脂充分膨胀流动,且正常颗粒树脂不被水冲出为最佳控 制流速,以阴阳树脂基本分层为反洗终点。 2.3.2 沉降 打开排气阀,使反洗预分层后展开的树脂自然、均匀地沉降下 来,而后打开下排阀,使容器内液面降至树脂层面以上10~20cm 处,避免进再生液时不必要的稀释。 2.3.3 失效 打开混床进碱阀、进水阀二、下排阀,浓度按4%左右控制,并注意当喷射 混床操作屏示意图
器进水流量发生变化时, NaOH吸入量也会发生变化,要加以调整; 进碱时间45分钟左右。 2.3.4 反洗分层 打开混床反洗阀、反洗排放阀,控制反洗分层流速10 m/h左右,以树脂充分膨胀流动,且正常颗粒树脂不被水冲出为最佳控制流速,以阴阳树脂分层界限分明为反洗终点。反洗结束时应缓慢关闭反洗阀,使树脂颗粒逐步沉降,以达到最佳分层效果。如一次操作未达要求,可重复操作以达到满意的效果。 2.3.5 沉降 打开排气阀,使反洗分层时展开的树脂自然沉降下来,并打开中排阀,使容器内液面降至树脂层面以上10~20 cm处,避免进再生液时不必要的稀释。 2.3.6 再生:采取分步再生 ①进碱 打开混床进碱阀、中排阀、反洗进水阀,进碱阀进碱与反洗进水阀进水同步进行,碱、水从中排口排出。再生液浓度、再生时间同“失效”步骤相同。 ②进酸: 打开混床进酸阀、进水阀二、反洗进水阀,进酸阀进酸与进水阀进水同步进行,酸、水从中排口排出。再生液浓度按4%左右控制,并注意当喷射器进水流量发生变化时,HCl吸入量也会发生变化,要加以调整;进酸时间30分钟左右。 2.3.7 置换清洗 由进酸、进碱阀中吸入适量清水(混床出水),由中排阀排出,然后打开混床进水阀二、反洗进水阀,以上下等量水流量进行清洗。清洗时间为半小时或以排水基本中性为终点。 2.3.8 混合 ①排水 打开排气阀、中排阀,将容器内积水排至树脂层面以上10~20 cm处,使树脂层有充分的混合空间。 ②混合 打开反洗排水阀、排气阀、进气阀,氮气(或压缩空气、真空抽气等)压力:1~1.5 kg/cm2,混合时间为10分钟左右,或以容器内两种树脂充分混合而定。 ③排水
声表面波器件工艺原理-3光刻工艺原理
三,声表器件光刻工艺原理: 目录: (一)光刻胶:1,正性光刻胶2,负性光刻胶3,光刻胶的性质 (二)光刻工艺原理(湿法): 1,匀胶:1)匀胶方法2)粘附性3)光刻胶的厚度4)膜厚均匀性5)对胶面要求6)注意事项 2,前烘:1)前烘目的2)对前烘温度和时间的选择3)前烘方法 3,暴光:1)暴光目的2)暴光技术简介3)暴光条件选择4)暴光不良原因 4,显影:1)显影目的2)显影方法3)影响显影质量的因素4)常见问题5)其它 5,坚膜:1)坚膜目的2)坚膜方法3)问题讨论 6,腐蚀:1)腐蚀目的2)腐蚀因子3)腐蚀方法4)影响因素5)注意事项 7,去胶:1)去胶目的2)去胶方法3)注意事项 8,问题分析:1)光刻分辨率2)控制光刻线宽的方法3)浮胶4)毛刺及钻蚀5)小岛6)针孔 9,小结(光刻各工序需控制的工艺参数) (三)光刻工艺原理(干法)简介: 1,干法腐蚀原理:1)等离子体腐蚀2)离子腐蚀3)反应离子腐蚀 2,干法工艺:1)干法显影2)铝的干法刻蚀3)干法去胶 (四)金属剥离工艺简介:1)剥离工艺特点2)剥离技术3)有关问题 (五)微细光刻技术简介:1)抗蚀剂2)暴光技术3)刻蚀技术4)问题及原因 序: 光刻是SAW器件制造的关键工艺,是一种复印图象同化学腐蚀相结合的综合技术。它先采用照相复印的方法,将光刻版上的图形精确的复印在涂有感光胶的金属膜层上,然后利用光刻胶的保护作用,对金属层进行选择性化学腐蚀,从而在金属层上得到与光刻版相应的图形,并要求图形线条陡直、无钻蚀、无断条和连指等。影响光刻质量的因素很多,除暴光技术外,还有掩膜版、金属膜、光刻胶等的质量以及操作技术和环境条件等。实践表明,光刻质量对器件性能有很大影响,是生产中影响成品率的关键因素。 (一) 光刻胶:按光化学反应的不同,光刻胶大体可分为正性光刻胶和负性光刻胶两类。1,正性光刻胶: 它的特点是原来的胶膜不能被某些溶剂溶解,当受适当波长光照射后发生光分解反应,切断树脂聚合体主链和从链之间的联系,使其变为可溶性物质。因此当用正胶光刻时,可在基片表面得到与光刻版遮光图案完全相同的光刻胶图形,方向相差180度。正性胶分辨率较高,对一些常用金属表面有较好粘附性;但与负胶相比,其稳定性和抗蚀能力较差。目前常用的正性胶为DQN和PMMA。 1)DQN:DQN是一种近紫外NUV(365、435nm)光刻胶,主要由感光剂DQ、基体 材料N和溶剂组成。通常使用的基体材料是酸催化酚醛树脂,具有良好的成膜性和耐磨性,能溶于碱溶液和许多普通溶剂;感光剂DQ(邻叠氮醌化合物)如同基体材料N在碱溶液中溶解的抑制剂,当在基体N中加入20-50%的DQ,混合物(光刻胶)将变为不可溶;溶剂是用来溶解感光剂和基体材料、同时又易挥发的液体,由于溶剂的用量决定光刻胶的黏度(黏度也与温度有关),从而影响光刻胶的涂敷厚度,而厚度又与光聚合反应所需暴光量有关,与胶膜的分辨率有关,所以对溶剂用量的控制也十分重要。 DQN感光机理是,经近紫外光照射,感光剂发生分解,并重新组合为乙烯酮,乙烯酮和空气中的水气反应,产生酸性基,酸性基可与碱性溶液发生中和反应,使不溶性光刻胶可溶
混床离子交换器的优点和工作原理
混床离子交换器就是阳、阴两种离子交换树脂,互相充分地混合在一个离子交换器内,同时进行阳、阴离子交换的设备。简称混床。所谓混床,就是把一定比例的阳、阴离子交换树脂混合装填于同一交换装置中,对流体中的离子进行交换、脱除。由于阳树脂的比重比阴树脂大,所以在混床内阴树脂在上阳树脂在下。一般阳、阴树脂装填的比例为1:2,也有装 填比例为1:1.5的,可按不同树脂酌情考虑选择。混床也分为体内同步再生式混床和体外再生式混床。同步再生式混床在运行及整个再生过程均在混床内进行,再生时树脂不移出设备以外,且阳、阴树脂同时再生,因此所需附属设备少,操作简便。 一、混床离子交换器的优点 (1)出水水质优良,出水pH值接近中性。 (2)出水水质稳定,短时间运行条件变化(如进水水质或组分、运行流速等)对混床出水水质影响不大。 (3)间断运行对出水水质的影响小,恢复到停运前水质所需的时间比较短。 混床设备比较好用一点的还是有机玻璃柱的那种,因为分层的时候比较容易看得清楚。 操作起来,再生效果好。以前我用的那种A3钢的,有个视孔,操作起来真的好麻烦,分层都看不到。 二、混床离子交换器的工作原理 混床床离子交换法,就是把阴、阳离子交换树脂放置在同一个交换器中,在运行前将它们均匀混合,所以可看着是由无数阴、阳交换树脂交错排列的多级式复床,水中所含盐类的阴、阳离子通过该项交换器,则被树脂交换,而得到高度纯水。在混合床中,由于阴、阳树脂是相互混匀的,所以其阴、阳离子交换反应几乎同时进行,或者说,水的阳离子交换和阴离子交换是多次交错进行的,经H型交换所产生的H+和经过OH型交换所产生的OH-都不能积累起来,基本上消除反离子的影响,交换进行得比较彻底。由于进入混合床的初级纯水质较好,交换器的负载较轻,树脂的交换能力很长时间才被子耗竭。本混合床采用体内再生法,再生时首先利用两种树脂的比重不同,用反洗使用权阴、阳离子交换树脂完全分离,阳树脂沉积在下,阴树脂浮在上面,然后阳树脂用盐酸(或硫酸)再生,阴树脂用烧碱再生。 三、混床离子交换器的结构 1、再生装置:阴离子交换树脂再生碱液在高于阴离子交换树脂面300毫米处母管进液(Φ400、500、600采用单母管进液,Φ800、2500采用双母管进液),管上小孔布液,管外采用塑料窗纱60目尼龙网布包覆。阳离子交换树脂再生酸性由底部排水装置的多孔板上排水帽进入。 2、中排装置:中排装置设置在阴、阳树脂的分界面上,用于再生排泄酸、碱还原液和冲洗型,型式分为双母管或支母管式,管子小孔外包覆塑料窗纱及60目尼龙网各一层。 3、排水装置:采用多孔板上装设PB2-500型叠片式排水帽,或宝塔式ABS型排水帽,多孔板材质按设备规格不同而异。(Φ400、500、600型采用硬聚氯乙烯多孔,Φ800、2500型采用钢衬胶多孔板)。
声表面波标签工作原理及应用
声表面波标签 1、声表面波射频标签 声表面波是沿物体表面传播的一种弹性波,其声速仅为电磁波速的十万分之一,传播衰耗很小。 2、声表面波射频标签的工作原理 SAW标签采用反射调制方式完成射频标签信息向阅读器的传送,主要由压电基片、叉指换能器、反射栅和天线组成,在压电基片上以平面电极结构制作叉指换能器和反射栅。声表面波标签通过天线接收到高频脉冲信号,该信号传至叉指换能器,由于基片的逆压电效应,换能器激发出同频的SAW,该SAW沿基片表面传播,到达一系列紧密排列编码的反射栅后,部分能量可以反射到叉指换能器,通过基片的压电效应再次转变成电磁波由天线发射回来。如果将反射器组按某种特定的规律设计,使其反射信号表示规定的编码信息,那么阅读器接收到的反射高频电脉冲串就带有该物品的特定编码。通过解调与处理,达到识别标签的目的。 3、声表面波射频标签的应用 在各式各样的电子产品及无线通讯产品中,都会牵涉到信号的接收与发射。为了确保信号的质量,在系统设计时,会使用到数量不一的滤波器。滤波器的种类很多,有陶瓷滤波器、LC滤波器等,各依所对应之频率范围、频率响应特性、价格之不同而在使用上有所分别。SAW滤波器是利用电磁波与声波的特性进行传播的。
表面声波是一种独特的机械波,它沿着晶体表面行进时,在垂直晶体表面的方向,能量会以指数形式衰减(就是说衰减非常非常快),而当其深入超过一个波长深度时,能量密度则降为在表面时的十分之一,因此这种波在晶体表面行进时,最主要的优点就是能量能够集中于表层。这种独特的性质,使得声表面波元件可以很容易地运用其所携带之能量。 早期应用雷达、广播 作为六十年代末期(85后父母一代哦)才发展起来的一门新兴科学技术,声表面波技术是声学和电子学相结合的一门边缘学科。由于声表面波的传播速度是电磁波的十万分之一(最快的飞机1000Km/h,它的1/100000是10m/h,比蜗牛似乎快一点?),在它的传播路径上容易取样和进行处理,因此,用声表面波去模拟电子学的各种功能,能使电子器件实现超小型化和多功能化。同时,由于声表面波器件在甚高频和超高频波段内以十分简单的方式提供了其它方法不易得到 的信号处理功能,因此,声表面波技术在雷达、通信和电子对抗中得到了广泛的应用。声表面波的应用最早是在军用雷达、广播领域作频率稳定的滤波器之用。军方的需求推动了SAW技术的发展。 第一个繁荣期彩电 八十年代后期到本世纪初,彩色电视机对SAW器件的大量需求,引导了声表面波器件的一个繁荣期。回忆一下,最初的彩色电视机价格是不是很贵?为什么呢?因为在当时,一个其中的声表面波器件就
声表面波器件工艺原理-1清洗工艺原理
一,声表器件清洗工艺原理 序: 声表器件制作工艺中的清洗技术及洁净度是影响器件合格率、器件性能和可靠性的重要因素。杂质污染主要来源于晶片加工过程、环境污染、水(包括纯水)污染、试剂污染、工艺气体污染、生产用设备、器皿、工具及易耗品污染、人体污染和工艺过程造成的污染。由于表面污染是通过污染物与表面间的作用力引起(主要是化学力和分子间力),清洗就是为破坏这种作用力,除去由上述污染源所带来的有机物、微粒、金属原子(离子)及微粗糙。(一)对基片表面的清洗: 由于有机物会遮盖部分基片表面,影响对微粒和金属的清洗,所以清洗的一般思路是:先除去表面的有机污染,然后再去除微粒和金属杂质。 1,对有机物的清洗: 基片上的有机污染主要有油膜、残余的蜡膜胶膜、不纯有机溶剂挥发后的残膜,以及微生物的有机残渣、手油等。这些杂质分子与基片表面的接触通常是依靠分子间力维持,多属物理吸附,吸引力较弱,且随分子间距的增加很快削弱,。基片表面上的有机物除影响清洗效果外,工艺上主要影响金属膜的粘附和光刻质量。清洗有机物常用方法主要有: a)擦洗:当基片表面有微粒、有机残渣或残膜时常用擦片办法,它是靠人工(或机械)作用及有机溶剂溶解作用去除表面大块污物,根据有机溶剂结构相似相溶原理,可依次用甲苯、丙酮、无水乙醇棉球在基片表面沿同一方向轻轻擦拭,然后用纯水超声5-10分钟,最后用纯水冲洗、甩干。操作中注意,不可将溶剂顺序颠倒或打乱,擦片要无划伤、不留液渍。 b)等离子体清洗(干法清洗):等离子体是部分电离的气体,由电子、离子、自由基(以氧为例,指游离态氧原子)及其它中性粒子组成,是物质的第四态。等离子体清洗机理主要是依靠等离子体中的活性粒子(电子、离子和自由基)的活化作用达到去除表面污渍的目的。其反应过程包括:无机气体被激发为等离子态;气相物质被吸附在固体表面;被吸附基团与固体表面分子反应生成产物分子;产物分子解析形成气相;反应残余物脱离表面。 按反应类型分类:等离子体与固体表面反应可以分为物理反应(离子轰击)化学反应及物理化学反应。物理反应机制是,活性离子轰击待清洗表面,使污染物脱离表面并最终被真空泵抽走;其优点是,自身无化学反应,表面不留氧化物,腐蚀作用各向异性;缺点是,使表面在分子级范围内变的粗糙,对被清洗表面的各种不同物质选择性差,热效应大,腐蚀速度低。化学反应机制是,各种活性的粒子和污染物反应生成易挥发性物质,然后由真空泵吸走;其优点是,清洗速度高,选择性好,对清除有机污染比较有效,缺点是会在表面产生氧化物。物理化学反应机制是,两种反应都起重要作用,并互相促进;离子轰击使被清洗表面产生损伤,削弱其化学键或者形成原子态,使其容易吸收反应剂,离子碰撞使被清洗物加热,使之更容易发生反应,其效果是既有好的选择性、清洗效率、均匀性,又有好的方向性。 按激发频率分类:等离子态密度n(cm-3)和激发频率v(Hz)有如下关系: n =1.2425×108v2 ,由上式见,频率越高,等离子态密度越大,列表说明其分类: 频率 等离子体类型 自偏压 反应类型 应用 40KHz 超声等离子体 1000V 物理反应 对表面影响大,易造成二次污染 13.56MHz 射频等离子体 250V 物理化学反应 去除表面污染物、有机物、氧化物(氢)等 2.45GHz 微波等离子体 几十伏 化学反应 去除表面污染物、有机物、氧化物(氢)等 典型的等离子体化学清洗工艺是氧等离子体清洗。在低压系统中通入少量氧,受高频电场作用,氧被激励成游离态氧原子,使有机物氧化成挥发性物质CO2 和H2O,达到清除目的(但不能去掉碳和其它非挥发性金属或金属氧化物)。工艺要求的真空度、高频频率、通氧量、功率、时间可参照设备说明或由实验确定。具体反应如下: O2—→O* + O* C x H y + O*—→C O2↑+ H2 O↑ 典型的等离子体物理清洗工艺是氩等离子体清洗。在镀膜前,抽高真空到5×10-3Pa,充
材料连接原理课后答案全..上课讲义
1.焊接热源有哪些共同要求?描述焊接热源主要用什么指标?(简05.07.09) 答:能量密度高、快速实现焊接过程、得到高质量的焊缝和最小的焊接热影响区。 主要指标:最小加热面积、最大功率密度和正常焊接规范条件下的温度。 2.试述焊接接头的形成过程及对焊接质量的影响。 答:(1)预压阶段;(2)通电加热阶段;(3)冷却结晶阶段。 对焊接质量的影响: 3.溶滴比表面积的概念及对焊接化学冶金过程的影响? 答:熔滴的表面积Ag与其质量之比称为熔滴的比表面积S。 熔滴的比表面积越大,熔滴与周围介质的平均相互作用时间越长,熔滴温度越高,越有利于加强冶金反应。 4.焊条熔化系数、熔敷系数的物理意义及表达式?真正反映焊接生产率的指标是什么?答:焊条金属的平均融化速度:在单位时间内熔化的焊芯质量或长度; 损失系数:在焊接过程中由于飞溅、氧化和蒸发而损失的金属质量与熔化的焊芯质量之比; 平均熔敷系数(真正反映焊接生产率的指标),由于损失系数不等于零,单位时间内真正进入焊接熔池的金属质量称为平均熔敷速度。 5.试简述不锈钢焊条药皮发红的原因?有什么解决措施?(简05.08.10) 答:药皮发红的原因:不锈钢焊芯电阻大,焊条融化系数小造成焊条融化时间长,且产生的电阻热量大,使焊条温度升高而导致药皮发红。 解决措施:调整焊条药皮配方,使焊条金属由短路过渡转化为细颗粒过渡,提高焊条的融化系数,减少电阻热以降低焊条的表面升温。 6.熔合比的表达式和影响因素?多层焊时,如果各层间的熔合比是恒定的,试推导第n层焊缝金属的成分? 答:表达式: 影响因素:焊接方法、焊接工艺参数、接头尺寸形状、坡口形状、焊道数目、母材热物理性能等。 7.从传热学角度说明临界板厚δcr的概念?某16Mn钢焊件,采用手工电弧焊,能量E=15KJ/cm求δcr? 答:由传热学理论知道:在线能量一定的情况下,板厚增加冷却速度Wc增大,冷却时间t8/5变短,当板厚增加到一定程度时,则Wc和t8/5不再变化,此时板厚即为临界板厚δcr。 δ== 1.95 cr cm 8.手工电弧焊接厚12mm的MnMoNbB钢,焊接线能量E=2kj/cm,预热温度为50度,求t8/5?附λ=0.29J/(cm s℃) CP=6.7 J/(cm s℃)
萘普生栓剂的制备
萘普生栓剂的制备 萘普生栓剂的制备 一、实验目的 1.掌握热熔法制备栓剂的特点。 2.掌握栓剂制备中基质用量的确定。 二、基本概念及实验原理 1.定义:系指药物与适宜基质制成的供腔道给药的固体状外用制剂。 栓剂中的药物与基质应混合均匀,无刺激性,外形要完整光滑,塞入腔道后,应能融化、软化或溶化,并与分泌液混合,逐渐释放出药物,产生局部或全身作用;并应有适宜的硬度,以免在包装或贮藏时变形。 2.基质:脂溶性基质 3.种类:肛门栓 4.制备方法:热溶法 将基质置水浴加热熔融,然后与药物混合均匀,倒入冷却并涂有润滑剂的肛门栓模中,制成肛门栓剂。 三、仪器和材料 仪器:肛门栓模、蒸发皿、水浴、冰浴、玻璃棒、天平、量筒、小刀、药匙、胶头滴管等。 材料:s+NPX、半合成脂肪酸甘油酯、肥皂醑、蒸馏水。 四、实验流程: 五、实验步骤 1.处方
s+NPX 0.05g 半合成脂肪酸甘油酯适量(待实验计算求得) 见附 共制 10枚 2.制法:取半合成脂肪酸甘油酯适量,置蒸发皿中,在水浴上加热熔融后,从水 浴上取下,加入0.05 g萘普生细粉,搅匀,至近冷凝时倾入涂有肥皂醑的栓模中,共注10枚,迅速冷却,削平,取出即的。 3.用途:解热镇痛及非甾体抗炎作用。 六、记录的内容和方式: 表:萘普生栓外观统计 项目萘普生栓 破裂数(枚) 锥底凹陷数(枚) 不光滑数(枚) 完好数(枚) 七、可能出现的问题和解决办法: 1. 栓剂过硬易碎,可能基质加入过多,固要适宜。 2. 药物沉积于栓模底部,不均匀,混合物近冷凝时随搅拌倒入栓模内,或栓模 预先冰冷,以便倾入后迅速凝固。 八、预期的实验结果 预期的结果:得到10每乳白色或微黄色的圆锥形栓。外形完整光滑,硬度适宜。 附:取基质作空白栓,称的重量为G,另取基质与5mg药物定量混合做成含药 栓,称的重量M,每粒栓剂中药物的重量为W,按下式求得萘普生对半合成脂肪酸甘油酯的置换价。 DV=W/G-(M-W) 用测定的置换价计算出制备这种含药栓需要基质的重量x: