高速贴片机结构与原理

2012-06-16 10:30
高速贴片机结构与原理
摘要:本文介绍安必昂科技推出的AX301/501模组式高速贴片机的基本结构,包括贴装模块、导轨传输及坐标定义等,并简单讲述本系列机型的安全回路和模块化控制电路的基本原理。
关键词:贴装模块元件激光检测吸嘴交换单元安全回路系统控制器
AX301/501是由ASSEMBLEON公司推出的一款高速高精度的模组式贴片机。本文介绍其结构和原理。其主要结构分为:
1.AX501模组式高速贴片机结构
1.1、机架(Base)
AX-501分为五段,每段可以安装一个喂料小车。AX301则较AX501少两段,只能安装最多三个喂料小车。这也是两款机器得名的原由。喂料小车通过标准化,实现在两款机器上的通用,每个小车可以最多安放22个带式飞达,即AX501最多可以安装8mm带式喂料器110个。如图1:
机架(图2)用于所有控制器、电路板的固定、连接和走线。当然,导轨、喂料小车和各个贴装模块都装在机架上。机架上安装在运动部件上的电子电气元件都有加装安全盖,保护其不受损害。
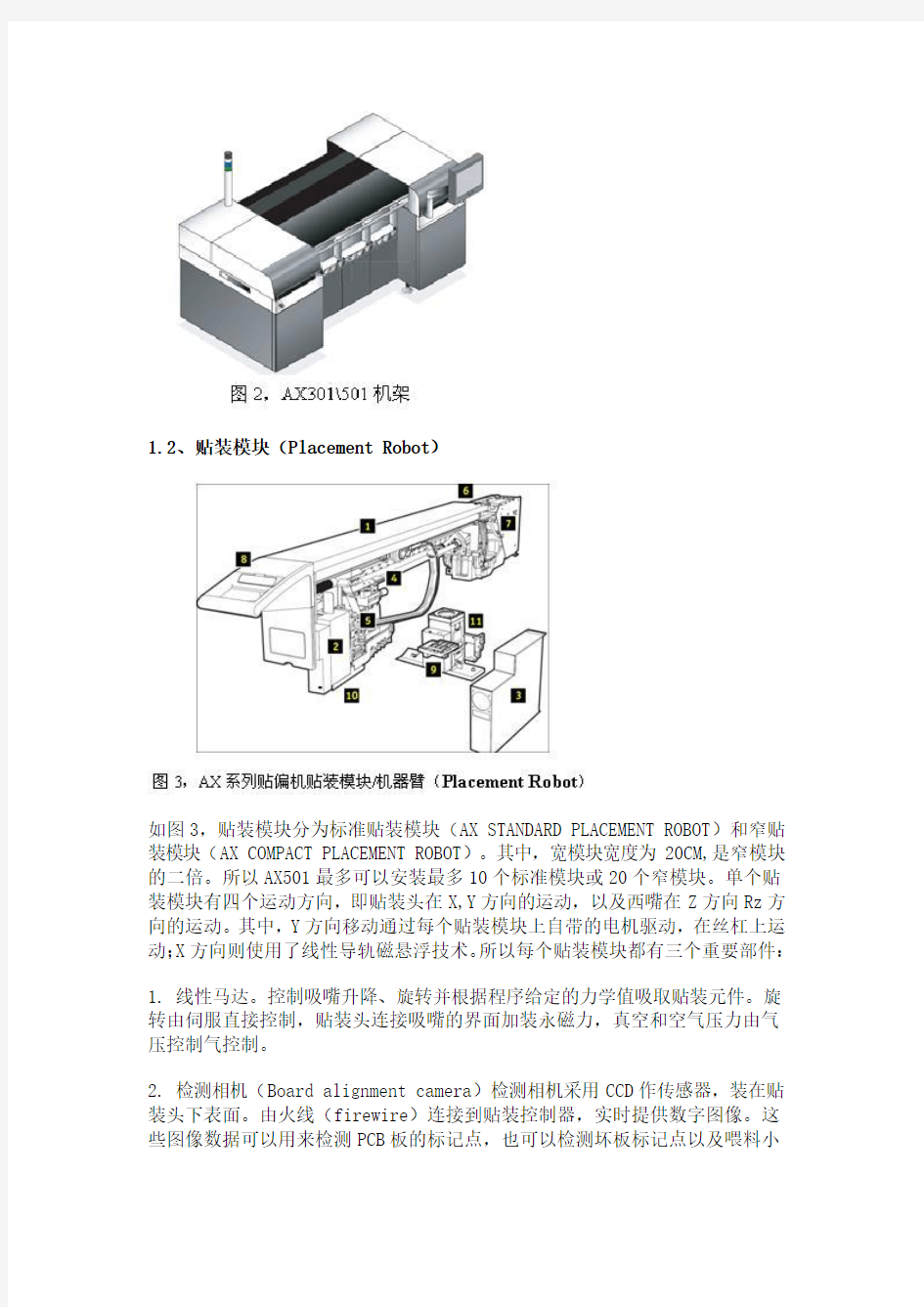
1.2、贴装模块(Placement Robot)
如图3,贴装模块分为标准贴装模块(AX STANDARD PLACEMENT ROBOT)和窄贴装模块(AX COMPACT PLACEMENT ROBOT)。其中,宽模块宽度为20CM,是窄模块的二倍。所以AX501最多可以安装最多10个标准模块或20个窄模块。单个贴装模块有四个运动方向,即贴装头在X,Y方向的运动,以及西嘴在Z方向Rz方向的运动。其中,Y方向移动通过每个贴装模块上自带的电机驱动,在丝杠上运动;X方向则使用了线性导轨磁悬浮技术。所以每个贴装模块都有三个重要部件:
1. 线性马达。控制吸嘴升降、旋转并根据程序给定的力学值吸取贴装元件。旋转由伺服直接控制,贴装头连接吸嘴的界面加装永磁力,真空和空气压力由气压控制气控制。
2. 检测相机(Board alignment camera)检测相机采用CCD作传感器,装在贴装头下表面。由火线(firewire)连接到贴装控制器,实时提供数字图像。这些图像数据可以用来检测PCB板的标记点,也可以检测坏板标记点以及喂料小
车上的标记点等等。每个检测相机上都装有背光和亮光两种光源。
3. 元件激光检测 (Component laser) 每个贴装头(Placement head)可以吸取一个吸嘴。吸嘴吸取元件后,由元件检测激光对元件进行检测。如图4,激光阵列发射源和接收源之间是元件位置,吸嘴吸取元件后自动运动到激光检测平面,吸嘴旋转运动使激光在元件的边缘形成遮挡,控制器通过接收源的遮挡尺寸计算出元件的尺寸规格。激光检测最大可以检测17.5平方毫米的元件。
4.大元件检测与贴装
对于大尺寸元件,其检测不能由贴装头上的激光检测来完成。这时必须用到固定相机(CV),如图5。固定相机在元件贴装之前首先要确定其和贴装头之间的位置关系。该位置关系的确定则是由贴装头上的BA (Board Alignment )相机对固定相机上的Mark点进行检测来完成。同时还有相关的传感器来检测由于温度的变化导致的相机尺寸精度的损失,最大限度的保证固定相机作为“裁判”所处的位置精度。元件被吸取之后,贴装头自动运动到CV相机上方,拍照,经过模数转换,软件计算出元件的位置偏差数据,并在贴装时考虑这个偏差,自动给予补偿,实现闭环控制。
1.3、导轨
传送模块用于板的传送,由导轨控制器控制其动作。
进出板过程:机器得到进板信号后,进板皮带动作,以0.35m/s速度导新板入机器,随后PCB进板方向前端触发低速传感器,进板皮带减速至0.05m/s使挡块顺利停板。导轨支撑台下降(B)并且移回到进板位置(C),上升至夹板,再把新版传送至工作区域。支撑台夹住所有工作区的PCB板,作一个向前的步进运动。步进距离由程序编制过程的优化计算所得。在支撑台回到进板区接板的时间里,工作区的所有板处于静止状态。而在贴装过程中的向前步进,所有板都被支撑台上的钢片支撑条和导轨边缘夹紧。最后一块板前边缘到达支撑台运动的极限位置时,进入出板区传感器会被板子前边触发,这个传感器使得出板皮带运动,直至出板。
1.4、吸嘴与喂料装置
吸嘴上表面有标记点,可由贴装头上的BA相机自动识别。吸嘴内部有过滤器,用于过滤空气。吸嘴交换单元(AX TOOLBIT EXCHANGE UNIT)中A为吸嘴放置处,B为吸嘴抛取,C用于吸嘴的真空检测以及BA相机光强检测。
喂料器分为智能喂料器(Intelligent Tape Feeder)和双料带喂料器
(Twin Tape Feeder)等,喂料器的步进和剥料带动作都由自身的步进电机完成。向前步进和向后剥料带各一个电机,电机动作的信号获取和电源提供都通过连接到主机的接口提供,喂料器本身无电源。喂料器必须先装到喂料小车上,这样便于换线,实现料车的整体更换,提高效率。
1.5坐标系统的定义
如图9,序号1表示传送导轨的方向,分为X/Y/Z三个方向。X为进板方向,从左至右为正;Y为导轨调宽,从前往后为正(机器正面为“后”);Z为支撑台上下方向。
序号2为贴装头的运动方向,X方向和进板方向相同。Y方向和导轨调宽方向相同。各个模块的宽度不同,贴装头在X方向的运动范围则不同。但是Y方向则不论宽窄模块都一样的可运动距离。Z轴则是贴装头上吸嘴的上下,Rz是吸嘴的旋转,用于元件贴装过程中的角度定义。
2.AX501模组式高速贴片机原理
2.1安全回路
如图,为了保证在制造过程中人的安全系数最大化,在安全回路方面做了科学合理的设计。包括进板出板区的机盖,前后左右四个紧急停止开关,五个喂料小车以及所有的贴装模块都连接到一个24V电源的回路上。其中,进出板和贴装模块24V的通断都由安全互锁开关(Interlock)实现。这个24V电源连接到继电器,当24V回路断开,继电器不工作,则包括贴装模块的X/Y/Z,导轨的X/Y/Z,进板出板等的各个伺服也随之断开。所以,生产进行中的揭盖或掀起其中某个贴装模块的动作都会离开致使停机,防止意外发生。
2.2控制电路原理
AX系列贴装结构的模块化也随之实现了电路的模块化。在控制电路上分为主次两级。主控制器称为系统控制器(System controller),次级控制器则分别为贴装控制(Placement controllers)和导轨控制器(Transport controller),如图。从主级控制器到次级控制器之间的连接由一个集线器(Hub)和一些开关实现。
作为工业控制器,系统控制器的主要作用是:1.实现贴装控制器和导轨控制器之间的通信,保证贴装过程中各个机器部件之间的动作同步。2.控制管理贴装程序以及工艺数据。3.连接到外部人机控制界面及系统,如触摸屏显示器和键盘等。4.收集存储用于统计和分析的可靠性、维护等方面的数据。5.存储机器校正的数据。
由于贴装模块分为宽窄两种类型,所以,一台AX机器可以配置柔性化。但不论是标准贴装模块还是窄模块,都使用一个相同的控制器。所以,在AX501上,
如果配置为20个窄模块,则就一定有20个贴装控制器,如果配置全为宽模块,则必然对应10个贴装控制器。
这就是模块化最大的优势。在生产过程中,如果仅需要其中的某些模块,则可以在界面上屏蔽不需要的模块。同时也可以根据产品的不同特证,配置不同的模块,效益最大化。而在生产中出现故障时也可以快速查找出问题所在。
3.小结:
本文就Assembleon的AX301/501模组式高速贴片机结构与原理进行介绍。希望对于在生产一线的技术人员尤其是新接触本设备的朋友有所帮助。文章的撰写得到Assembleon公司很多工程师的支持。一并在此感谢!
JUKI贴片机的使用教程
贴片机的介绍与使用 目录 一:贴片技术与贴片机关系讲解 二:贴片机的编程循序 三:贴片机的保养目的 贴片技术与贴片机关系讲解 (一)X-Y 与Z轴 X-Y 定位系统是评价贴片机精度的主要指标,它包括传动机构和伺服系统;贴片速度的提高意味着X-Y 传动机构运行速度的提高而发热,而滚珠丝杆是主要的热源,其热量的变化会影响贴装精度,最新研制的X-Y 传动系统在导轨内设有冷却系统;在高速机中采用无磨擦线性马达和空气轴承导轨传动,运行速度做得更快。 西门子贴片机是采用同步带-直线轴承驱动,该系统运行噪声低,工作环境好。 X-Y 伺服系统(定位控制系统) 由交流伺服电机驱动,并在传感器及控制系统指挥下实现精确定位,因此传感器的精度起关键作用。位移传感器有园光栅编码器、磁栅尺和光栅尺。 1.园光栅编码器园光栅编码器的转动部位上装有两片园光栅,园光栅由玻璃片或透明塑料制成,并在片上镀有明暗相间的放射状铬线,相邻的明暗间距称为一个栅节,整个园周总栅节数为编码器的线脉冲数。铬线的多少也表示精度的高低。其中一片光栅固定在转动部位作指标光栅,另一片则随转动轴同眇运动并用来计数,因此指标光栅与转动光栅组成一对扫描系统,相当于计数传感器。园光栅编码器装在伺服电机中,它可测出转动件的位置、角度及角加速度,它可以将这些物理量转换为电信号舆给控制系统。编码器能记录丝杆的放置数并将信息反馈给比较器,直至符合被线性量。该系统抗干扰性强,测量精度取决于编码器中光栅盘上的光栅数及溢珠丝杆导轨的精度。 2.磁栅尺 由磁栅尺和磁头检测电路组成,利用电磁特性和录磁原理对位移进行测量。磁栅尺是在非导磁性标尺基础上采用化学涂覆或电镀工艺在非磁性标尺上沉积一层磁性膜(一般10~20um)在磁性膜上录制代 表一定年度具有一定波长的方波或正弦波磁轨迹信号。磁头在磁栅尺上移动和读取磁恪,并转变成电信号输入到控制电路,最终控制AC伺服电机的运行。磁栅尺的优点是制造简单、安装方便、稳定性高、量程范围大,测量精度高达1~5um,贴片精度一般在0.02mm。 深圳金狮王科技长期有JUKI:750、760、2010、2020、2030、2050、2060、2070、2080、JX-100LED、JX-200LED、JX-300LED等机器。 金狮王:1、3、5、7、0、8、6、9、7、1、5李工 3.光栅尺 由光栅尺、光栅读数头与检测电路组成。光栅尺是在透明下班或金属镜面上真空沉积镀膜,利用光刻技术制作均匀密集条纹(每毫米100~300 条),条纹距离相等且平等。光栅读数头由指示光栅、光源、透镜及光敏器件组成,光栅尺有相同的条纹,光栅尺是根据根据物理
贴片机结构(硬件知识)
贴片机结构(硬件知识) 06-10-2212:50发表于:《SMT技术交流》分类:未分类 贴片技术与贴片机 SMT生产中的贴片技术通常是指用一定的方式将片式元器件准确地贴放到PCB指定的位置,这个过程英文称之为“Pick and Place”,显然它是指吸取/拾取与放置两个动作。在SMT 初期,由于片式元器件尺寸相对较大,人们用镊子等简单的工具就可以实现上述动作,至今尚有少数工厂仍采用或部分采用人工放置元件的方法。但为了满足大生产的需要,特别是随着SMC/SMD的精细化,人们越来越重视采用自动化的机器--贴片机来实现高速高精度的贴放元器件。 近30年来,贴片机已由早期的低速度(1-1.5秒/片)和低精度(机械对中)发展到高速(0.08秒/片)和高精度(光学对中,贴片精度+-60um/4δ)。高精度全自动贴片机是由计算机、光学、精密机械、滚珠丝杆、直线导轨、线性马达、谐波驱动器以及真空系统和各种传感器构成的机电一体化的高科技装备。从某种意义上来说,贴片机技术已经成为SMT的支柱和深入发展的重要标志,贴片机是整个SMT生产中最关键、最复杂的设备,也是人们初次建立SMT生产线时最难选择的设备。 本章将着重讨论贴片机的主要结构,工作原理,各类贴片机的主要特点以及IPC最新推出的贴片机验收标准,为选购及组织验收贴片机提供依据。 9.1贴片机的结构与特性 目前,世界上生产贴片机的厂家有几十家,贴片机的品种达几百个之多,但无论是全自动贴片机还是手动贴片机,无论是高速贴片机还是中低速贴片机,它的总体结构均有类似之处。贴片机的结构可分为:机架,PCB传送机构及支撑台X,Y与Z/θ伺服,定位系统,光学识别系统,贴片头,供料器,传感器和计算机操作软件。现将上述各种结构的特征及原理简介如下。 9.1.1机架 机架是机器的基础,所有的传动、定位、传送机构均牢固地固定在它上面,大部分型号的贴片机及其各种送料器也安置在上面,因此机架应有足够的机械强度和刚性。目前贴片机有各种形式的机架,大致可分为两类。 1.整体铸造式 整体铸造的机架的特点是整体性强,刚性好,整个机架铸造后采用时效处理,机架的变形微小,工作时稳固。高档机多采用此类结构。 2.钢板烧焊式 这类机架由各种规格的钢板等烧焊而成,再经时效处理以减少应力变形.它的整体性比整体铸造低一点,但具有加工简单,成本较低的特点.在外观上(去掉机器外壳)可见到焊缝. 机器采用那种结构的机架,取决于机器的整体设计和承重.通常机器在运行过程中应平稳,轻松,无震动感(用金属币立于机器上不会出现翻倒),从某种意义上来讲机架起着关键作用. 9.1.2传送机构与支撑台 传送机构的作用是将需要贴片的PCB送到预定位置,贴片完成后再将SMA送至下道工序。传送机构是安放在轨道上的超薄型皮带传送系统。通常皮带安置在轨道边缘,皮带分为A,B,C三段,并在B区传送部位设有PCB夹紧机构,在A,C区装有红外传感器,更先进的机器还带有条形码阅读器,它能识别PCB的进入和送出,记录PCB的数量。 传送机构根据贴片机的类型又分为两种。 (1)整体式导轨 在这种方式贴片机中,PCB的进入、贴片、送出始终在导轨上,当PCB送到导轨上并前进到B区时,PCB会有一个后退动作并遇到后制限位块,于是PCB停止运行,与此同时,PCB
Siemens西门子贴片机培训教材
SIPLACE 培训教材SIPLACE Training Material
目录 一、课程目标 (2) 1.1 总体目标 (2) 1.2 具体目标 (2) 二、特殊说明 (3) 2.1 西门子贴片机使用注意事项 (3) 三、SIEMENS 贴片机的结构 (4) 3.1 SIEMENS 贴片机结构 (4) 3.2 Siplaces 80S - 20 机器结构介绍 (4) 3.3 Siplaces 80S - 20 贴片头介绍 (5) 3.4 旋转贴片头的12个站 (5) 四、SIEMENS贴片机的用户界面 (6) 4.1 贴片机用户界面的组成 (6) 4.2 贴片机用户界面菜单 (6) 4.3 错误及信息对话框 (7) 4.4 机器控制对话框 (7) 4.5 选择操作等级 (7) 五、SIEMENS贴片机的操作指南 (8) 5.1 生产线启动 (8) 5.2 操作指南 (8) 5.3 SIEMENS贴片机操作明细 (12) 六、SIEMENS 单项操作功能 (19) 七、送料器续料及操作步骤 (20) 7.1 送料器 (20) 八、故障描述/掉件率查询 (23) 8.1 故障描述 (23) 8.2 SIEMNES 常见错误分析及解决 (24) 8.3 掉件率查询 (25) 九、清洁步骤及PCP参数指导 (26)
一、课程目标 1.1 总体目标 西门子贴片机的特点是结构精巧,紧凑,易于调整。但是非正常规程操作,极有可能造成机器的损坏。 通过对本教材的系统学习,使学员能够正确利用工具及材料并掌握SIEMENS贴片机的操作方法和日常维护,实现正确操作。 1.2 具体目标 1.能正确识别生产工具,设备及所用材料 2.了解产品生产的整体工艺流程 3.了解机器的安全特征 4.可以根据操作指导对机器进行正确操作 5.进行自觉性维护和日常清理并保持5S
贴片机的结构分类
目前贴片机结构大致可分为四种结构:拱架式贴片机、复合式贴片机、转塔式贴片机和大型平行系统贴片机。 (1)拱架式贴片机。拱架式(又称动臂式)机器是最传统的贴片机,具有较好的灵活性和精度,适用于大部分元件,高精度机器一般都是这种类型,但其速度无法与复合式、转塔式和大型平行系统相比。不过元件排列越来越集中在有源部件上,比如有引线的QFP(Quad flat package,四边扁平封装器件)和BGA(Ball grid array,球栅阵列器件),安装精度对高产量有至关重要的作用。复合式、转塔式和大型平行系统一般不适用于这种类型的元件安装。 拱架式机器分为单臂式和多臂式,单臂式是最早先发展起来的现在仍然使用的多功能贴片机。在单臂式基础上发展起来的多臂式贴片机可将工作效率成倍提高,如美国Universal公司的GSM2贴片机就有2个动臂安装头,可分别交替对两块PCB(Print Circuit Board,印刷线路板)同时进行安装。绝大多数贴片机厂商均推出了采用这一结构的高精度贴片机和中速贴片机,例如美国Universal公司的AC72、荷兰Assembleon公司的AQ-1、日本Hitachi公司的TIM-X、日本Fuji 公司的QP-341E和XP系列、日本Panasonic公司的BM221、韩国Samsung公司的CP60系列、日本Yamaha公司的YV系列、日本Juki 公司的KE系列 (2)复合式贴片机。复合式机器是从拱架式机器发展而来,它集合了转塔式和拱架式的特点,在动臂上安装有转盘,像Siemens 的
Siplace80S25贴片机,有两个带有12个吸嘴的旋转头。Universal 公司也推出了带有30个吸嘴的旋转头,称之为“闪电头”,两个这样的旋转头安装在Genesis贴片平台上,可实现每小时60,000片贴片速度。从严格意义上来说,复合式机器仍属于动臂式结构。由于复合式机器可通过增加动臂数量来提高速度,具有较大灵活性,因此它的发展前景被看好,例如Siemens推出的HS60机器就安装有4个旋转头,贴装速度高达每小时60,000片。 (3)转塔式贴片机。转塔的概念是使用一组移动的送料器,转塔从这里吸取元件,然后把元件贴放在位于移动的工作台上的电路板上面。转塔式机器由于拾取元件和贴片动作同时进行,使得贴片速度大幅度提高。这种结构的高速贴片机在我国的应用也很普遍,不但速度快,而且历经十余年的发展技术已非常成熟,如Fuji公司的CP842E 机器贴装速度可达到0.068秒/片。但是这种机器由于机械结构所限,其贴装速度已达到一个极限值,不可能再大幅度提高。该机型的不足之处是只能处理带状料。 转塔式机器主要应用于大规模的计算机板卡、移动电话、家电等产品的生产上,这是因为在这些产品当中,阻容元件特别多、装配密度大,很适合采用这一机型进行生产。相当多的台资、港资电子组装企业以及国内电器生产商都采用这一机型,以满足高速组装的要求。生产转塔式机器的厂商主要有Panasonic、Hitachi、Fuji。
SMT贴片机编程、原理、与维修
SMT贴片机 编程、原理、保养与维修“实训班” 一、参加对象与学院介绍 为了满足广大SMT行内人士的要求,学院最近推出SMT贴片机编程实训班,专门教授贴片机的编程、保养与维修等,报名者要求曾经从事过SMT技术人员,有一定的实践基础,想在SMT贴片机实践与理论上有提高的人士。 学习中包含了现代电子厂工程师所要掌握的全部知识量,有机器的编程操控、保养与维护控制等等。学院有与现代化电子厂相同的生产设备:EKRA 自动锡膏印刷机、YAMAHA YV-100Xg high speed 贴片机、FOLUNG 科隆威回流焊机、FOLUNG 波峰焊机、HOIKI、ICT 检测机等现代化电子生产设备,同时也讲到JUKI、YAMAHA、SANYO、FUJI (FLEXA)、SAMSUNG等机型机器结构与编程软件。 全新YAMAHA YV-100Xg 贴片机、锡膏印刷机、回流焊机、波峰焊机整条生产设备,YGOS、FLEXA、SAMSUNG学习,电子专家学者、厂家工程师手把手每天在生产线上教学,机器全天候开放给大家练习使用! 二、学习资料与培训内容 资料:SMT培训教材来源于贴片机厂家与技术研究机构的大力支持。除了有JUKI、YAMAHA、SANYO、FUJI(FLEXA)、SAMSUNG等机型机器的操作手册(全中文)提供给大家学习外,主要是教广东技术师
范学院SMT工程培训部教师自己编辑的书籍《贴片机编程、原理、维修与保养手册》(广东技术师范学院SMT培训部编辑,保密资料,仅供内部培训使用)。 本书详细讲述了SMT贴片机的工作原理、编程的步骤、常见故障的维修实例及贴片机的保养过程。讲述FUJI、SAMSUNG、YAMAHA机器的编程步骤与整体过程。尤其值得一提的是本书讲述了贴片机视觉系统工作的原理与结构,这个填补了国内贴片机资料的空白。 内容:讲到YAMAHA、SANYO、FUJI(FLEXA)、JUKI、SAMSUNG等机器结构与编程软件。 1、SMT贴片机编程生产实操(上机编程,也会教到其他机型) (1)设定电路板基本信息(Board); (2)固定电路板 (Unit Conveyor); (3)设定原点信息 (Board Offset); (4)设定基准点信息 (Board Fiducial); (5)设定标记点信息 (Mark); (6)设定贴装信息 (Board Mount); (7)设定元器件信息(Parts); (8)设定贴装信息里每个贴装元器件 (Board Mount); (9)保存、优化程序; (Save 、 Optimizer); (10)调出程序,按机器控制面板"start"按钮开始自动加工。 2、离线软件应用(YGOS、FLEXA、SAMSUNG) YGOS离线程序的应用;PROTEL文件的打开、材料清单BOM的提
贴片机视觉系统构成原理及其视觉定位
1 贴片机视觉系统构成及实现原理 如图1所示,贴片机视觉系统一般由两类CCD摄像机组成。其一是安装在吸头上并随之作x-y 方向移动的基准(MARK)摄像机,它通过拍摄PCB上的基准点来确定PCB板在系统坐标系中的坐标;其二是检测对中摄像机,用来获取元件中心相对于吸嘴中心的偏差值和元件相对于应贴装位置的转角θ。最后通过摄像机之间的坐标变换找出元件与贴装位置之间的精确差值,完成贴装任务。 龌 傒 鮯 [ e 1.2 系统各坐标系的关系 韕 为了能够精确的找出待贴元件与目标位置之间的实际偏差,必须对景物、CCD摄像机、CCD成像平面和显示屏上像素坐标之间的关系进行分析,以便将显示屏幕像素坐标系的点与场景坐标系中的点联系起来;并通过图像处理软件分析计算出待贴元件中心相对于吸嘴中心的偏差值。
对于单台摄像机,针孔模型是适合于很多计算机视觉应用的最简单的近似模型[3]。摄像机完成的是从3D射影空间P3到2D射影空间P2的线性变换,其几何关系如图3所示,为便于进一步解释,定义如下4个坐标系统:棤咞 脮朩1? 垡々 } ?犹 坐标关系: 狨 由于视野小,采用的镜头畸变非常低,可将Uc直接简化为等于欧氏图像坐标系下的坐标,让uc =ui,vc=vi,而ui=(up-xp0)δ,vi=(vp-yp0)δ,δ为单个像素的大小。
这样可以得到欧氏场景坐标系和欧氏图像坐标系之间的映射关系: 郠?? 由于在该系统中各摄像机之间是相互独立的,所以各路成像出来的坐标都可以转换为同一场景坐标下的坐标。 狇 韻 姹R+逿 2.1 图像预处理 图像预处理的目的是改善图像数据,抑制不需要的变形或者增强某些对于后续处理重要的图像特征。由于SMT生产现场的非洁净因素造成CCD镜头上的尘埃等,易给图像带来较大的外界噪声。另外,图像的采集过程中也不可避免地引入了来自光路扰动、系统电路失真等噪声。因此,对图像进行预处理以消除这些噪声的影响是非常必要的。 对噪声平滑方法主要的要求是:既能有效地减少噪声,又不致引起边缘轮廓的模糊,同时还要求
SMT贴片机知识(精)教学教材
第四章贴片机识 一、贴片机在SMT中的发展应用 随着电子产品的发展,现代高科技的需要,电子零件以越来越精细,元件结构也由以前的DIP直插件发展到表面贴装件,各种IC的形状也正朝向SMT 件的形状发展,很明显的一种情况为芯片的包装,以由过去的QFP、PLCC向BGA 方向发展,这都是电子产品随科技发展的必然趋势,0603(1608)件在人的肉眼下可以操作已到了极限,同如QFP在现所允许的体积下已不能满足新时代的要求,产生了BGA,同样的主板在大量SMD件下手工是无法有效生产一样,贴片机在SMT中的发展领域是自然的。 二、 YAMAHA贴片机简介 1. YVL88Ⅱ为Laser/Vision Mounter(激光/视觉多功能贴片机)YVL88Ⅱ是YAMAHA系列中的一种,它的功能体现在可以贴装电阻、电容片件尺寸在1005以上的范围,和各种形状的QFP、PLCC以及BGA。 2.YAMAHA贴片机的电压要求。 2.1 HYPER系列、YVI2U/Ⅱ、YV100、YVL80/88、YV64/YV64D/YV100/HSD等为单相AC200V+10%,50HZ 2.2 YV112Ⅲ、YV100Ⅱ、YVL88Ⅱ等为三相AC380V±10%,50HZ 2.3 通过对变压器接线的改变,单相电压适用范围为220-240V±10%,三相电压范围为200-416V±10% 3. YAMAHA贴片机的压缩空气要求。 3.1 空气压力应大于5.0kg/cm2,否则当检测系统检测到小于此值时,将会出于安全考虑停止 机器工作并报警,同时如果气压达不到,吸料会经常出错。 3.2 空气必须经过过滤或干燥后的干净气体。如果气体含有水份、油、灰尘时,机器就不能正 常工作,电磁阀、滤芯、传感器、密封件等部件也会加速老化。 4. YAMAHA贴片机的环境要求 4.1 室温应为24℃左右,温度太低或太高都将对机器的机械运动部份和控制箱时的控制模块 产生不良影响。 4.2 车间是封密无尘的,当空气中灰尘较多时,它们也会影响到机械运动部份和传感器灵敏度。 4.3 贴片机周边不能有产生较大机械振动和电磁干扰的其它设备,以免影响贴片机的正常工 作。 5. YAMAHA贴片机对PCB板的要求 5.1 尺寸最小:L50×W50mm 最大:L457×W407mm 其最大尺寸会因机器型号或安装的选择不同而不同。
建筑结构平面图
1. 建筑平面图 1.1 定义 建筑平面图,又可简称平面图,是将新建建筑物或构筑物的墙、门窗、楼梯、地面及内部功能布局等建筑情况,以水平投影方法和相应的图例所组成的图纸。 1.2 绘制 用一个假象的水平剖切平面沿略高于窗台的位置剖切房屋后,移去上面的部分,对剩下部分向H面做正投影,所得的水平剖面图,称为建筑平面图,简称平面图。 1.3 作用 建筑平面图是建筑施工图的基本样图,它是假想用一水平的剖切面沿门窗洞位置将房屋剖切后,对剖切面以下部分所作的水平投影图。它反映出房屋的平面形状、大小和布置;墙、柱的位置、尺寸和材料;门窗的类型和位置等。 1.4 意义 建筑平面图作为建筑设计、施工图纸中的重要组成部分,它反映建筑物的功能需要、平面布局及其平面的构成关系,是决定建筑立面及内部结构的关键环节。其主要反映建筑的平面形状、大小、内部布局、地面、门窗的具体位置和占地面积等情况。所以说,建筑平面图是新建建筑物的施工及施工现场布置的重要依据,也是设计及规划给排水、强弱电、暖通设备等专业工程平面图和绘制管线综合图的依据。 1.5 类别 建筑平面图按照其反映的内容可分为: 1.5.1 底层平面图 又称一层平面图或首层平面图。它是所有建筑平面图中首先绘制的一张图。绘制此图时,应将剖切平面选放在房屋的一层地面与从一楼通向二楼的休息平台之间,且要尽量通过该层上所有的门窗洞。 1.5.2 中间标准层平面图 由于房屋内部平面布置的差异,对于多层建筑而言,应该有一层就画一个平面图。其名称就用本身的层数来命名,例如“二层平面图”或“四层平面图”等。但在实际的建筑设计过程中,多层建筑往往存在许多相同或相近平面布置形式的楼层,因此在实际绘图时,可将这些相同或相近的楼层合用一张平面图来表示。这张合用的图,就叫做“标准层平面图”,有时也可以用其对应的楼层命名,例如“二至六层平面图”等。 1.5.3 顶层平面图 房屋最高层的平面布置图,也可用相应的楼层数命名。 1.5.4其他平面图 除了上面所讲的平面图外,建筑平面图还应包括屋顶平面图和局部平面图。 1.6 内容 (1)建筑物及其组成房间的名称、尺寸、定位轴线和墙壁厚等。 (2)走廊、楼梯位置及尺寸。 (3)门窗位置、尺寸及编号。门的代号是M,窗的代号是C。在代号后面写上编号,同一编号表示同一类型的门窗。如M-1;C-1。 (4)台阶、阳台、雨篷、散水的位置及细部尺寸。 (5)室内地面的高度。 (6)首层地面上应画出剖面图的剖切位置线,以便与剖面图对照查阅。 1.7 读图 (1)了解图名,比例和朝向; (2)了解定位轴线,轴线编号及尺寸;
JUKI贴片机拾取料片的原理
到目前为止,机器拾取的工具和方式仍然与手工拾取相似:机械抓取和真空吸取两种基本模式,只不过机器拾取工具的复杂性和过程的速度是手工无法比拟的。如图1所示。 图1 手工元件拾取的工具和方式示意图 图1(a)所示的手工用镊子夹取元器件的机械抓取方法,在机器贴装中基本不使用。几乎所有的贴片机都采用真空吸取元件的方式。只有在特殊情况下,例如,某些体积较大,形状特殊的异型元件,如图2所示,采用机械夹头抓取进行贴装可能是更加经济有效的方法。 图2 形状特殊的异型元件实例 在贴片机中,真空吸取元件是通过元器件拾取工具——吸嘴来完成的。由于元器件大小及形状相差很大,一般贴片机都配备多种吸嘴。图3是一种贴片机配置的吸嘴,这些吸嘴存放在吸嘴盒中,在贴装工作中,贴装头根据控制计算机指令选取相应的吸嘴,完成贴装任务后再放回吸嘴盒。
图3 贴片机配置的吸嘴 吸嘴是贴装技术中非常重要的工具,关于吸嘴以下几个问题是必须注意的。 ·吸嘴的真空系统:包括为吸起元器件必须的真空设备、空气的过滤、吸取元器件异常时检测与报警装置等。 ·吸嘴的材料:在高速贴装过程中,吸嘴与元器件在快速运动接触中,磨损不可避免。在吸嘴的头部进行耐磨处理或采用相应耐磨材料是现代贴片技术研究课题。从耐磨合金材料、碳纤维材料和耐磨陶瓷直到金刚石,都是增强吸嘴耐磨性的选择。 ·特殊吸嘴:有些特殊元件需要特殊的吸嘴,某些重而体积大的元器件可能需要在吸嘴上设置密封圈,才能保证真空吸着的可靠性。如图4所示。 图4 特殊吸嘴 吸嘴的结构:为了适应高密度微小型化元器件的贴装,吸嘴的结构在不断改进,如,在0603元件的贴片中,为了保证吸起的可靠性,在吸嘴上开有两个孔,以保证吸起时的平衡;此外不仅是元件本身尺寸在减小,而且与周围元件的间隙也在减小,因此不仅要能可靠贴装元件而且要不影响周边元件,故吸嘴的结构也必须不断改进
LED贴片机的原理与特点
LED贴片机的原理与特点 泛义上讲LED贴片机属于SMT(Surface Mount System表面贴装系统)贴片机中的一种,随着LED技术的发展,传统SMT贴片机已不能满足LED行业生产需求,此时LED贴片机便应运而生。 Led贴片机是专门为led行业所设计定做的SMT贴装设备,用来实现大批量的LED电路板的组装。设备要求精度不高,但要求速度快。 原理 Led贴片机利用导轨或者线性马达原理控制驱动头;同时要配备专业的纺粘胶吸嘴头,这样在贴装过程中,才尽最大可能杜绝粘料、甩料等生产瑕疵;Led贴片机坦克链要求更有足够的 韧性和延展性,这样才能保证其稳定性和使用寿命。 特点 1、视觉识别技术应用:六咀视觉全自动贴片机,视觉识别软件技术,采取不停步快速拍摄定位技术,实现光学影像扑捉定位、飞行对中; 2、内置AOI检测功能:贴片机在贴装前对印刷锡膏的品质进行检查;在贴装后对贴装元器件的精度及错漏检查(选配功能);
3、采用柔性上顶下压,前后顶紧方法,挟持PCB,保证PCB挟紧后不变形; 4、装备两套高分辨率的影像系统,分别对PCB板,CHIP及IC进行定位; 5、可贴装0402-40mmIC组件,最佳可实现15000CPH贴片速度; 6、双边送料器座:双边最多可放80个8mm送料器; 7、可贴装多种元器件:各种电阻、电容、IC、BGA、QFP、CFP、&μBGA; 8、电机使用轻量化设计概念,可大幅减少机器运动部分重量,由此而使机器运作时消耗的功率也大幅降低到只有普通贴片机的1/4消耗,耗电可达普通贴片机1/4以下; 9、磁悬浮直线电机驱动的应用,改进了原有伺服旋转式电机丝杆镙母存在速度低、噪音大的缺点。直线电机应用的是磁悬浮技术,运动时无摩擦,无阻力,速度高,使用寿命长。 注:LED贴片机对贴装精度要求不高,但要求速度较快。目前国内针对LED的专业贴片机,有几家在做,根据速度不同可分为4头、6头、8头设备。LED贴片机主流应用应该是可贴装大面 积的PCB板,要满足在线的要求,这样才能保证速度。 种类
JUKI贴片机的构造以及结构
SMT生产中的贴片技术通常是指用一定的方式将片式元器件准确地贴放到PCB指定的位置, 这个过程英文称之为“Pick and Place”,显然它是指吸取/拾取与放置两个动作。在SMT初期,由于片式元器件尺寸相对较大,人们用镊子等简单的工具就可以实现上述动作,至今尚有少数工厂仍采用或部分采用人工放置元件的方法。但为了满足大生产的需要,特别是随着SMC/SMD的精细化,人们越来越重视采用自动化的机器--贴片机来实现高速高精度的贴放元器件。 近30年来,贴片机已由早期的低速度(1-1.5秒/片)和低精度(机械对中)发展到高速(0.08秒/片)和高精度(光学对中,贴片精度+-60um /4δ)。高精度全自动贴片机是由计算机、光学、精密机械、滚珠丝杆、直线导轨、线性马达、谐波驱动器以及真空系统和各种传感器构成的机电一体化的高科技装备。从某种意义上来说,贴片机技术已经成为SMT的支柱和深入发展的重要标志,贴片机是整个SMT 生产中最关键、最复杂的设备,也是人们初次建立SMT生产线时最难选择的设备。 本章将着重讨论贴片机的主要结构,工作原理,各类贴片机的主要特点以及IPC最新推出的贴片机验收标准,为选购及组织验收贴片机提供依据。 9.1 贴片机的结构与特性
目前,世界上生产贴片机的厂家有几十家,贴片机的品种达几百个之多,但无论是全自动贴片机还是手动贴片机,无论是高速贴片机还是中低速贴片机,它的总体结构均有类似之处。 贴片机的结构可分为:机架,PCB传送机构及支撑台X,Y与Z/θ伺服,定位系统,光学识别系统,贴片头,供料器,传感器和计算机操作软件。现将上述各种结构的特征及原理简介如下。金狮王科技长期提有JUKI:750、760、2010、2020、2030、2050、2060、2070、2080、JX-100LED、JX-200LED、JX-300LED 等机器。我们、有板卡、马达、镭射、主设备、备品仓、以及所有配件给予。找我:13、5、7、0、8、69715李工 9.1.1 机架 机架是机器的基础,所有的传动、定位、传送机构均牢固地固定在它上面,大部分型号的贴片机及其各种送料器也安置在上面,因此机架应有足够的机械强度和刚性。目前贴片机有各种形式的机架,大致可分为两类。
SMT贴片生产线的设计资料
SMT 贴片生产线的设计 SMT 是 Surface Mount Technology 的缩写形式,译成表面自动贴装技术。美国是 SMT 的发源地, 1963 年世界出现第一只表面贴装元器件和飞利浦公司推出第一块表面贴装集成电路以来, SMT 已由初期主要应用在军事、航空、航天等尖端产品和投资类产品逐渐广泛应用到计算机、通讯、工业自动化、消费类电子产品等各行各业。 SMT 发展非常迅猛,进入 20 世纪80 年代, SMT 技术已成为国际上最热门的新一代电子组装技术,被誉为电子组装技术一次革命。作为“世界工厂”的中国,目前 SMT 生产线的保有量不下上万条,是名副其实的 SMT 生产大国。但由于 SMT 投资大、技术性强,对于很多初涉这一领域的国内企业来说,面对型号众多的 SMT 生产设备如何选型建线,仍是一个复杂而艰难的工作。 第一章 SMT 设备中贴片机的选择最为关键 一般 SMT 生产工艺包括:焊膏印刷——贴片机贴片——回流焊 3 个步骤,所以要组成一条完整的 SMT 生产线,必然包括实施上述工艺步骤的设备。特别是贴片机,往往会占到整条生产线投资的 60%以上,所以贴片机的选择最为关键。(我司 SMT 设备组架是半自动印刷机+SiemensHS50+F5+ 回流焊。主要贴片设备都是以 Siemens S20 、HS50 、 F5 为主, JUKI 设备为副) 1.贴片机 1)贴片机的分类
目前生产贴片机的厂家众多,结构也各不相同,但按规模和速度大致可分为大型高速机(俗称“高速机”和中型中速机(俗称“中速机”,)其他还有小型贴片机和半自动/手动贴片机。一部大型机的价格一般为中型机的 3-4 倍。生产大型高速贴片机的厂商主要有Panasonic、Siemens、FUJI、飞利浦、Assemble。n(安必昂)、Hitachi(原三洋)等;生产中型中速贴片机的厂商主要有 Juki、 Yamaha、 Samsung 、 Mirae、 Mydata 等。其中Panasonic 、 Siemens 、 Fuji 贴片机的市场占有率最高,号称贴片机市场的“三驾马车”。 无论对于大型机厂商还是对中型机厂商来说,所推荐的 SMT 生产线一般由 2 台贴片机组成:一台片式 Chip 元件贴片机(俗称高速贴片机)和一台 IC 元件贴片机(俗称高精度贴片机),这样各司其责,有利于贴片机发挥出最高的贴片效率。但现在情况正发生着改变,由于很多厂商都推出了多功能贴片机,使SMT生产线只有一台贴片机成为可能。一台多功能贴片机在保持较高贴片速度的情况下,可以完成所有元件的贴装,减少了投资,这种贴片机颇受中小企业、科研院所的青睐。典型机型有 Siemens 的 F 5 系列、 Panasonic 的 MSF。 2)贴片机结构 目前贴片机结构大致可分为四种类型:动臂式(又称“拱架式”、)复合式、转塔式和大型平行系统。 动臂式机器是最传统的贴片机,具有较好的灵活性和精度,适用于大部分元件,高精度机器一般都是这种类型,但其速度无法与其它类型相比。不过元件排列越来越集中在有源部件上,比如有引线的 QFP(Quad flat package,四边扁平封装器件)和B
高精度视觉贴片机拾放程序设计编程
高精度视觉贴片机拾放程序设计编程 龙绪明 (西南交通大学,四川 成都 610031) 摘 要∶探讨了S MT 高精度视觉贴片机难点之一拾放程序设计编程,重点介绍示教编程和C AD 输入编程设计方法。 关键词∶贴片机;拾放程序设计编程;视觉系统中图分类号:T N305 文献标识码:A 文章编号:1004-4507(2002)03-0151-06 The Design of Pick &Place Program H igh -Precision SMT Placement LONG Xu -ming (S outhwest Jiaotong University of China ,Chengdu 610031,China ) Abstract :The design of pick &place program high -precision S MT placement is described ,including the method of HHT teaching Programming and C AD programming. K eyw ords :S MT Placement ,Design of pick &place program ,Vision system 高精度视觉贴片机与普通贴片机相比最大难点之一在于拾放程序设计编程。一般贴片机可采用示教编程、键盘输入编程和C AD 输入编程3种方法。示教编程通过贴片头现场控制机进行编程,主要应用于已有电子组件样品,无细间距器件的场合,是最基本的方法。键盘输入编程(通过中央控制软件)主要应用于已知PC B 图形和元器件数据,而无C AD 数据场合。C AD 输入编程(通过AutoProgram 软件)在S MT 线路设计阶段产生C AD 数据(ASCII 码)直接输入到主控计算机中自动编辑,为最简便的编程方法。一般可采用键盘输入与C AD 输入共同编程方法。本文重点探讨示教编程和C AD 输入编程设计方法。 1 编程设计贴片机参数设置 进行编程工作前期或者执行不同PC B 板程序 时,必须设定贴片机机械结构、计算机控制系统和视觉系统参数设置。1.1 贴片机结构参数 贴片机结构参数包括贴片头数、x -y -z -θ轴极限位置、伺服驱动参数、送料器、点胶、摄像机类型、元器件参数测试和极性测试。结构参数在设备出厂前已经调好,不能轻易修改。可由中央控制软件中C on figaration File Editor 软件和示教盒中M OD 指令(直接通过现场控制计算机)来进行参数修正。112 PC B 定位与传输设置定位针的运动和PC B 自动传输控制参数,可用示教盒HHT 来完成。113 送料器安装 主要是电子送料器的布置及位置,振动送料器安装和散装盘的布置,可用HHT 设置,也可用中央控制软件键盘设置或自动编程软件AutoProgram 自 收稿日期:2002-09-10 作者简介:尤绪明(1962— ),男,四川自贡人,西南交通大学副教授,主要从事S MT 及计算机控制研究。1 51第31卷第3期V ol.31N o.3 电子工业专用设备Equipment for E lectronic Products Manu facturing 2002年9月 September 2002
贴片机现状及发展趋势
编号 淮安信息职业技术学院 毕业论文题目贴片机现状及发展趋势 学生姓名姚锦仁 学号47072030 系部电气工程系 专业电子设备与运行管理 班级470720 指导教师李瑞年副教授 顾问教师
摘要 本设计探讨了SMT高精度视觉贴片机的现状以及发展趋势等,重点介绍了贴片机的结构与视觉系统。 通过这几个月在夏普SMT部门的实习,我对贴片机有了更好的了解。作为电气互联技术的主要组成部分和主体技术的表面组装技术即SMT,是现代电气互联技术的主流。经过20多年的发展,目前SMT已经成为现代电子产品的PCB电路组件级互联的主要技术手段。相关资料表明,发达国家的SMT应用普及率已超过75%,并进一步向高密度组装、立体组装等技术为代表的组装技术领域发展。组装技术的不断发展必将对组装工艺及相关设备的发展提出新的要求。如何缩短运行时间、加速转换时间,以及不断地引入具有大量的引脚数量和精细问距的元器件成了如今的贴装设备所面临的严峻挑战。正因为如此,所以选择合适的贴装设备以满足现如今的应用需要足。项相当困难的决定。但这是一项非常重要的选择,因为电子产品装配的生产能力和多功能适应性对贴装设备的依赖性相当的大。有关专家曾经指出在牛产制造中所发牛的要求返工的缺陷中高达50%的问题是起源于贴装过程中所生产的问题。对贴片机性能有着至关重要的2个影响因素是贴片机的结构和视觉系统,本文重点围绕这2个方面进行介绍。 关键词:贴片机;视觉系统;发展;示教
目录 摘要 (2) 目录 (3) 第一章绪论 (1) 1.1 课题设计的意义: (1) 1.2 课题目前发展状况: (1) 第二章贴片机常见结构 (3) 2.1 拱架式 (3) 2.2 复合式 (4) 2.3 转塔式 (4) 2.4 大型平行系统 (5) 第三章柔性化的贴装方法 (6) 3.1贴片机结构的柔性化 (7) 3.1.1拱架型与转塔型复合 (7) 3.1.2模块化平台结构 (7) 3.2 贴装头柔性化 (9) 3.3其他零部件柔性化 (9) 第四章贴片机视觉对中系统 (10) 4.1俯视摄像机 (10) 4.2仰视摄像机 (10) 4.3目前的CCD硬件性能都具备相当的水平 (11) 4.4 激光对齐 (12) 第五章满足未来需求的贴片机视觉系统 (13) 5.1 可靠确定PCB基准标记位置的能力 (13) 5.2 识别非标准器件能力 (13) 5.3 可靠避开吸嘴的能力 (13) 5.4 识别密间距器件和白色陶瓷表面器件的能力 (14) 5.5 具有自动化编程能力 (14) 5.6 支持多种类型的摄像机 (14) 第六章满足未来需求的贴片机编程 (15) 6.1拾片示教 (16) 6.2贴片示教 (17) 6.2.1 普通贴片示教 (17) 6.2.2 两点贴片示教 (17) 6.2.3 重复贴片 (18) 6.2.4 拼板图形重复贴片 (18) 6.3拾放顺序示教与程序执行 (18) 6.4高级编程方法 (19) 第七章结束语 (20)
贴片机工作原理【大解析】
贴片机工作原理 内容来源网络,由深圳机械展收集整理! 更多贴片机等自动化设备展示,就在深圳机械展。 贴片机,顾名思义,就是将一种元器件粘贴到一种器械上的设备,但是贴片机的工作原理是怎么样的呢?下面我们就一起来探讨一下吧。 1.贴片机工作原理--简介 贴片机,又称“贴装机”、“表面贴装系统”,它配置在点胶机或丝网印刷机之后,是通过移动贴装头把表面贴装元器件准确地放置PCB焊盘上的一种设备。它是用来实现高速、高精度地贴放元器件的设备,是整个SMI、生产中最关键、最复杂的设备。主要分为手动和全自动两种。 2.贴片机工作原理--结构功能 当前贴片机品种许多,但无论是全自动高速贴片机或是手动低速贴片机,它均由机架,PCB 传送及承载组织,驱动体系,定位及对中体系,贴装头,供料器,光学识别体系,传感器和计算机控制体系组成,下面我们简单介绍一下其功能: 机架----是机器的根底,一切的传动,定位组织均和供料器均结实固定在它上面,因而有必要具有满足的机械强度和刚性。 PCB 传送及承载组织----传送组织是安放在导轨上的超薄型皮带传送体系,其作用是将PCB 送到预订方位,贴片后再将其送至下一道工序。 驱动体系----它是贴片机的要害组织,也是评价贴片机精度的首要指标,它包括XYZ传动布局和伺服体系,功用包含支撑贴装头运动和支撑PCB承载平。 3.贴片机工作原理--拱架型 拱架型贴片机工作原理:首先元件送料器、基板是固定的,贴片头在送料器与基板之间来回移动,将元件从送料器取出,然后经过对元件位置与方向的调整,最后贴放于基板上。
这类机型的优势在于:系统结构简单,可实现高精度,适于各种大小、形状的元件,甚至异型元件,送料器有带状、管状、托盘形式。适于中小批量生产,也可多台机组合用于大批量生产。 4.贴片机工作原理--转塔型 转塔型贴片机工作原理:如下图所示,元件送料器放于一个单坐标移动的料车上,基板放于一个X/Y坐标系统移动的工作台上,贴片头安装在一个转塔上,工作时,料车将元件送料器移动到取料位置,贴片头上的真空吸料嘴在取料位置取元件,经转塔转动到贴片位置,在转动过程中经过对元件位置与方向的调整,将元件贴放于基板上。 此机型在速度上是优越的,适于大批量生产,但其只能用带状包装的元件,如果是密脚、大型的集成电路,只有托盘包装,则无法完成,因此还有赖于其它机型来共同合作。 内容来源网络,由深圳机械展收集整理! 更多相关内容,就在深圳机械展!
贴片机的结构与特性
贴片技术与贴片机 SMT生产中的贴片技术通常是指用一定的方式将片式元器件准确地贴放到PCB指定的位置,这个过程英文称之为“Pick and Place”,显然它是指吸取 /拾取与放置两个动作。在SMT初期,由于片式元器件尺寸相对较大,人们用镊子等简单的工具就可以实现上述动作,至今尚有少数工厂仍采用或部分采用人工放置元件的方法。但为了满足大生产的需要,特别是随着SMC/SMD的精细化,人们越来越重视采用自动化的机器--贴片机来实现高速高精度的贴放元器件。 近30年来,贴片机已由早期的低速度(1-1.5秒/片)和低精度(机械对中)发展到高速(0.08秒/片)和高精度(光学对中,贴片精度+-60um/4δ)。高精度全自动贴片机是由计算机、光学、精密机械、滚珠丝杆、直线导轨、线性马达、谐波驱动器以及真空系统和各种传感器构成的机电一体化的高科技装备。从某种意义上来说,贴片机技术已经成为SMT的支柱和深入发展的重要标志,贴片机是整个SMT 生产中最关键、最复杂的设备,也是人们初次建立SMT生产线时最难选择的设备。 本章将着重讨论贴片机的主要结构,工作原理,各类贴片机的主要特点以及IPC最新推出的贴片机验收标准,为选购及组织验收贴片机提供依据。 9.1贴片机的结构与特性 目前,世界上生产贴片机的厂家有几十家,贴片机的品种达几百个之多,但无论是全自动贴片机还是手动贴片机,无论是高速贴片机还是中低速贴片机,它的总体结构均有类似之处。 贴片机的结构可分为:机架,PCB传送机构及支撑台X,Y 与Z/θ伺服,定位系统,光学识别系统,贴片头,供料器,传感器和计算机操作软件。现将上述各种结构的特征及原理简介如下。 9.1.1 机架 机架是机器的基础,所有的传动、定位、传送机构均牢固地固定在它上面,大部分型号的贴片机及其各种送料器也安置在上面,因此机架应有足够的机械强度和刚性。目前贴片机有各种形式的机架,大致可分为两类。 1. 整体铸造式 整体铸造的机架的特点是整体性强,刚性好,整个机架铸造后采用时效处理,机架的变形微小,工作时稳固。高档机多采
贴片机要具备的能力
贴片机要具备的能力 SMT是一项综合技术。贴片机是SMT生产线中极其关键的设备之一。 简述贴片机的制造技术: 贴片机是机-电-光以及计算机控制技术的综合体。它通过吸取-位移-定位-放置等功能,实现了将SMD元件快速而准确地贴装到PCB板所指定的焊盘位置。 贴片机虽然品种繁多,下面以科亚迪贴片机为例: 现将其加以分述: 一、贴装头 从电装机器人的概念来说,贴装头就是一只智能的机械手,它能按要求拾取元件,精确地贴放到预置的焊盘上。 a.元件拾放(此文由深圳市金狮王科技有限公司提供又称SMT之家) 拾取元件一般是采用真空负压的吸嘴吸住元件,它结构简单便于维护,近年这种产生负压的微型真空发生器组件已经成为多家公司的系列产品,专供贴装头的设计者选用。 在拾放的动作中,吸嘴在做Z方向的移动时,既要拾放速度快,而且还要平稳。早期的吸嘴Z方向移动是选用微型气缸完成的,在近十年的使用中发现气缸易磨损,寿命短,噪音大。目前不少新机型都选用了新颖的机电一体化传动杆代替,使Z向运动状态都可以控制,大大提高Z方向运动综合性能。 b.吸嘴 当真空负压产生之后吸嘴是直接接触SMD元件的零件,吸嘴孔的大小与SMD元件的外形有每一台贴片机都有一套实用性很强吸嘴。为了贴片机适应不同元件的贴装,所以还配有一个自动更换吸嘴的装置。吸嘴与吸管之间还有一个弹性补偿的缓冲机构,保证在拾取过程对贴片元件的保护,提高元件的贴装率。 c.气动电磁阀 贴装头的微型气动电磁是贴装头上又一个重要组件,它管理着移动和拾放等功能,随贴片机的发展集成电磁阀组亦有了相当大的发展,有些单个电磁阀厚度仅为10-18毫米。而且电磁铁驱动功率小,一般电路的驱动电平都可直接驱动,随着市场的不断发展,这些新颖的气动都能从市场上采购,给贴片机的设计开发提供有利条件。 d.元件的定位 贴片头的元件定位系统是贴片质量的一个重要环节,也是研究贴片技术难点之一,当被贴元件吸住元件之后,元件就处于不移稳定的悬浮状态。早期的技术用机械爪进行被动定位,从而解决了早期贴片机的元件定位问题,但必竟是机械方式,机械制造中的各种误差,直接反映到元件定位的质量,特别是贴片速度提高时,机械的噪音,零件的磨损和精度的寿命等都限制了纯机械定位爪的进一步发展。 近年视觉系统的采样技术,伺服机构,计算机图像处理等,已经改变了单纯用机械来解决定位问题。而是用非接触的红外,激光对中系统,并在移动过程中对偏离值进行自动修正。e.元件旋转 当吸嘴头吸持器件移动定位时,大部分元件都作一定量的回转运动(q角),首先是修正板上元件的安装轴线和元件在移动过程中轴线的角度(q’角),其二是解决送料器上元件与PCB 板元件焊盘轴线的角度差(q ”角)q = q’+q”修正元件贴装角度偏差的这一机构,早其采用开环步进电机控制,通过小型同步皮带进行回转操作。现在一些新颖的贴片机已被一些专用微电机所代替,使机构的性能有很大的提高。为了提高贴片速度在贴片头都采用了多吸嘴的组合,它的操作程序都由计算机精密控制。 f. 其他