飞机数字化装配工艺仿真技术

FORUM
48
航空制造技术·2008 年第20 期
飞机数字化装配工艺仿真技术
成都飞机工业(集团)有限责任公司制造工程部 毕利文 唐晓东 杨红宇
在现代制造企业的生产流程中,工艺设计工作贯穿于整个制造流程当中,是生产技术准备工作的第一步。工艺设计工作不仅涉及到企业的生产类型、产品结构、工艺装备、生产技术水平等,而且还要受到工艺人员实际经验和生产管理体制的制约,其中的任何一个因素发生变化,都可
能导致工艺方案的变化。工艺总方案、工艺路线规划和工艺规程是指导工装制造和零件装配的主要依据,它们对组织生产、保证产品质量、提高生产率、降低成本、缩短生产周期及改善劳动条件等都有直接影响,因此工艺设计是整个生产流程中的关键性工作。
以往装配工艺的设计工作主要
是依赖工艺人员个人的技术水平和经验,工艺人员根据产品图纸、工艺标准、工装、设备等,所做的工艺设计在车间实际生产(式制)时,还要不断更改,不能保证其装配工艺设计的合理性、适用性。而大型飞机由于尺寸大,零件数量多,结构复杂,协调部位多,装配工艺设计不可避免地存在问题。但装配工艺设计中隐藏的错
利用产品的三维数字样机,
对产品的装配过程统一
建模,在计算机上实现产品从零件、组件装配成产品的整个过程的模拟和仿真。这样,在建立了产品和资源数字模型的基础上,就可以在产品的设计阶段模拟出产品的实际装配过程,而无需实物样机。
毕利文
在成都飞机工业(集团)有限责任公司长期从事工艺技术工作,曾任工艺技术研究所特种室主任、总工艺工研科科长。1996年获得西北工业大学工业自动化专业工程硕士学位,1998被评为高级工程师。现负责数字化装配工艺技术的应用研究和推广工作。其技术成果曾获原中国一航科技进步一等奖。
Digital Assembly Process Simulation Technology for Aircraft
图1 装配运动路径
大飞机数字化装配技术
Digital Assembly Technology for Large Aircraft
2008 年第20 期·航空制造技术
49
误难以在设计过程中被发现,装配工艺的优化基本上是凭工艺员的经验,工艺设计中存在的问题往往要在产品实际装配过程中才被发现,因此装配工艺设计的错误带来了产品、周期、人力和费用的损失。
要检验装配工艺设计是否可行,过去也只有靠实际生产检验工艺方案,不断更改直到生产定型,一般成本比较高、周期比较长。随着现代计算机技术的发展,飞机设计已采用三维数字化技术。飞机的每个零件在计算机中按1∶1比例,以立体形式表现,这为随之而来的装配过程仿真技术奠定了基础。
三维数字化装配工艺过程
仿真技术
由于大飞机结构零件数量多,装配关系极其复杂,又需要有大量的制造资源支持,致使装配工艺设计难度很大,仅凭工艺工程师的个人经验,在数字化装配工艺过程设计中难免会有各种工艺设计错误或工艺设计不合理的情况,如果这些错误在产品实际装配过程才发现的话,就会造成大量的产品、资源返工和工艺修改,甚至整个工艺布局和装配流程的调整,给制造周期、生产成本等都将带来不可估量的损失。所以三维数字化装配过程仿真是产品实物在实施装配以前对装配工艺进行验证的最佳方法,它时间短、费用低。
利用产品的三维数字样机,对产品的装配过程统一建模,在计算机上实现产品从零件、组件装配成产品的整个过程的模拟和仿真。这样,在建立了产品和资源数字模型的基础上,就可以在产品的设计阶段模拟出产品的实际装配过程,而无需实物样机。找出装配设计的缺陷,并以此来优化产品的设计质量和制造过程,优化生产管理和资源规划,以达到产品开发周期和成本的最小化,产品设计质量的最优化和生产效率最高化,从
而形成企业的市场竞争优势。
在三维建模软件中(如C A T I A),飞机零件、组件和装配资源(工装、夹具和工具等)的数模都有自己的坐标系和三维坐标值,一般所有的数模都建立在同一个飞机坐标系里。当拖动这些零件、组件和装配资源的数模时,在屏幕上它们相互
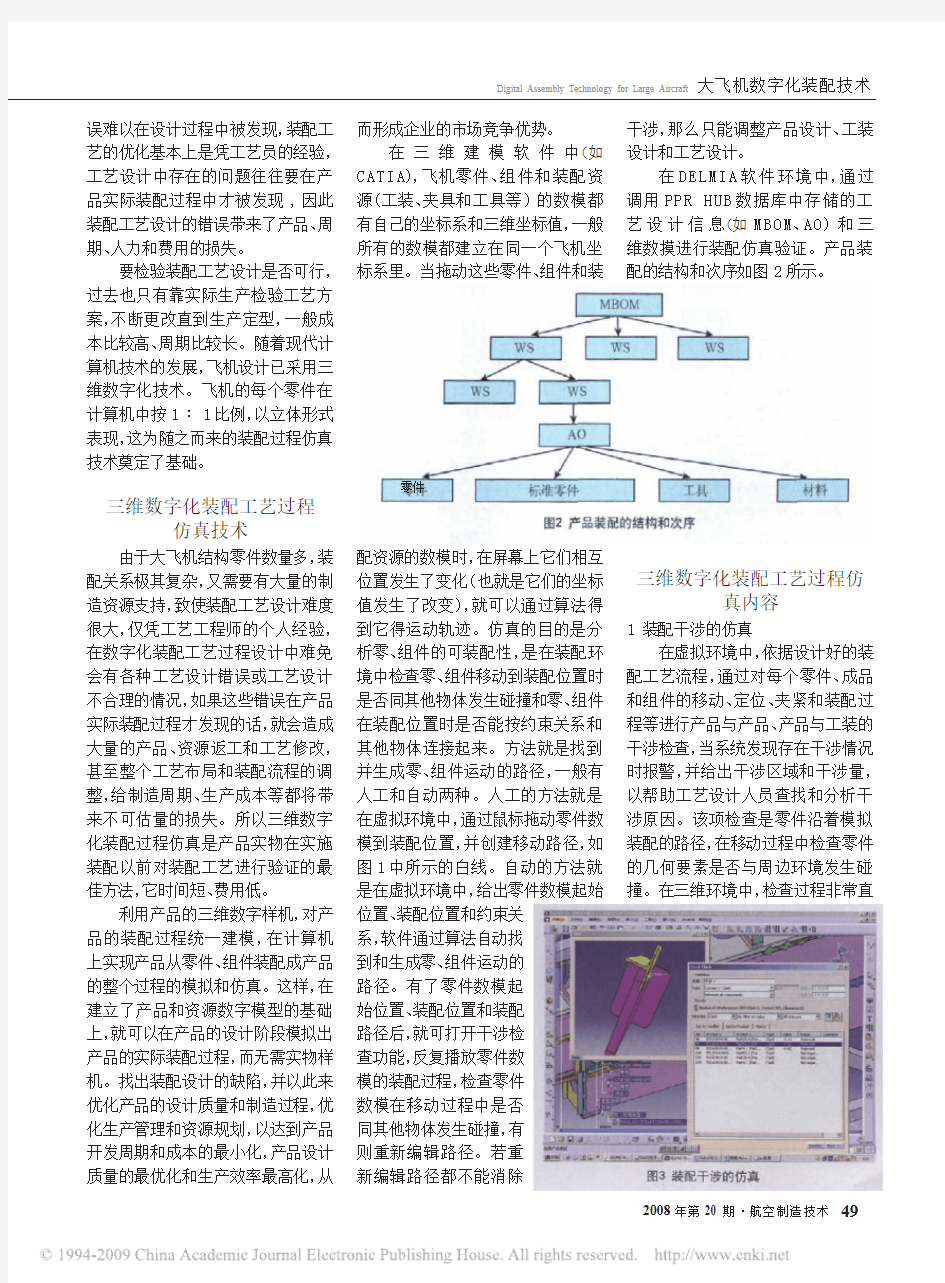
位置发生了变化(也就是它们的坐标值发生了改变),就可以通过算法得到它得运动轨迹。仿真的目的是分析零、组件的可装配性,是在装配环境中检查零、组件移动到装配位置时是否同其他物体发生碰撞和零、组件在装配位置时是否能按约束关系和其他物体连接起来。方法就是找到并生成零、组件运动的路径,一般有人工和自动两种。人工的方法就是在虚拟环境中,通过鼠标拖动零件数模到装配位置,并创建移动路径,如图1中所示的白线。自动的方法就是在虚拟环境中,给出零件数模起始位置、装配位置和约束关系,软件通过算法自动找到和生成零、组件运动的路径。有了零件数模起始位置、装配位置和装配路径后,就可打开干涉检查功能,反复播放零件数模的装配过程,检查零件数模在移动过程中是否同其他物体发生碰撞,有则重新编辑路径。若重新编辑路径都不能消除
干涉,那么只能调整产品设计、工装
设计和工艺设计。
在D E L M I A 软件环境中,通过调用P P R H U B 数据库中存储的工艺设计信息(如M B O M、A O)和三维数摸进行装配仿真验证。产品装配的结构和次序如图2所示。
三维数字化装配工艺过程仿
真内容
1 装配干涉的仿真
在虚拟环境中,依据设计好的装配工艺流程,通过对每个零件、成品和组件的移动、定位、夹紧和装配过程等进行产品与产品、产品与工装的干涉检查,当系统发现存在干涉情况时报警,并给出干涉区域和干涉量,以帮助工艺设计人员查找和分析干涉原因。该项检查是零件沿着模拟装配的路径,在移动过程中检查零件的几何要素是否与周边环境发生碰撞。在三维环境中,检查过程非常直
图3 装配干涉的仿真
图2 产品装配的结构和次序
MBOM
WS
WS
WS
WS
WS AO
工具材料
标准零件零件
FORUM
50
航空制造技术·2008 年第20 期
观,如图3所示。2 装配顺序的仿真
在虚拟环境中,依据设计好的装配工艺流程,对产品装配过程和拆卸过程进行三维动态仿真,验证每个零件按设计的工艺顺序是否能无阻碍地装配上去,以发现工艺设计过程中装配顺序设计的错误。虽然装配顺序设计是按先里后外的原则设计的,但实际装配时就发现有的零件装不上去,只能拆除别的零件,先装该零件,如图4所示。3 人机工程的仿真
产品装配的过程,少不了人的参与,产品移动的过程也就是人动作的过程。在产品结构和工装结构环境中,按照工艺流程进行装配工人可视性、可达性、可操作性、舒适性以及安全性的仿真。将标准人体的三维模型放入虚拟装配环境中,针对零件的装配,对工人以下工作特性进行分
析,如图5所示。
(1)可视性。是否看得见,看多大范围。(2)可达性。工人的身体或肢体是否能到达装配位置。(3)可操作性。
空间大小或
零件重量是否便于工人操作。(4)舒适性。
工人承受的负荷以及操作时间(次数)是否使工人容易疲劳。
(5)安全性。
工人在较高的位置操作等。4 虚拟数字化工厂仿真
在工厂三维工艺布局中,放入产品、工人,按照已经设计好的装配工艺流程进行产品、资源、流程及操作
者之间融为一体的三维动态仿真,如图6所示。通过仿真功能使车间布局更加符合工艺布局原则:
(1)遵循工艺规程原则。(2)最短路线原则。保证各个工位之间、各个设备之间,物料和人员流动的距离最短,采用最优的工艺流程,使物流过程合理,不发生交错和混乱。从而做到物流畅通、物流时间少、费用低。(3)生产力均衡的原则。(4)充分利用空间和场地的原则。
(5)方便运输的原则。(6)安全和环保的原则。
(7)快速重组的原
则。
结束语
通过三维数字化虚拟装配工艺设计和装配过程仿真,发现三维数字化装配工艺设计和装配过程仿真系统在数字化制造中有以下优势:(1)在产品实际(实物)装配之前,通过装配过程仿真,及时地发现产品设计、工艺设计、工装设计存在的问题,有效地减少装配缺陷和产品的故障率,减少因装配干涉等问题而进行的重新设计和工程更改。因此,保证了产品装配的质量。(2)装配仿真过程产生的图片、视频录象直观地演示装配仿真,使装配工人更容易理解装配工艺,减少了装配过程反复,减少了人为差错。(3)装配仿真过程产生的图片、视频录象可用于对维修人员的培训。(4)对新产品的开发,通过三维数字化装配工艺设计与仿真,减少了技术决策风险,降低了技术协调成本。
(5)通过三维数字化装配工艺设计与仿真,进行工时分析、车间三维工艺布局、资源规划和评估,有利于提高生产计划的准确度。
(6)可提高企业在产品开发研制方面的快速应变能力,以适应激烈的市场竞争和不同的用户需求。(7)提高了企业的技术创新能力。
(责编 悠然)
图4 装配顺序的仿真
图5 人机工程的仿真
图6 三维工艺布局仿真
《飞机装配工艺》(教案)
飞机装配工艺 本课程系飞行器制造专业必修课、飞行器着机专业选修课。 《飞行器制造工程十五建设报告》摘要 项目提出的依据: 我院“飞行器制造工程”专业是国防科工委重点建设专业(见《关于确定国防科工委重点学科、重点专业点的通知》科工人[2002]536号文件),按照科工计[2003]335号“国防科学技专业建设:术工业委员会文件”的文件精神,及我院学科建设中长期发展规划。…… 将更好地培养一批紧密结合国防工业实际、面向工程一线、献身国防军工建设的高层次、高素质创新型人才; 项目主要建设内容: 本项目的主要建设内容是根据“飞行器制造工程”专业建设:“瞄准国际航空先进制造技术水平,培养创新务实人才,重点研究方向突破,适当兼顾地方建设”的要求。…… 到2010年前后,把南昌航空工业学院的“飞行器制造工程”建成整体办学实力居于全国同类专业先进水平,在部分研究领域有重要影响的专业并为国防工业建设输送大批从事工程第一线工作所需要的理论知识和实践技能的应用型、复合型的,掌握先进制造技术技能的高等工程技术人才。…… 绪论(增加) 主要内容: 一、飞机的基本组成及用途 二、飞机生产部门的组织 三、飞机研制的一般过程 四、飞机产品的特点 五、本课程的性质、学习要求和方法 六、教学大纲简介 一、飞机的基本组成及用途 1、机体结构; 2、动力装置; 3、机载设备; 4、其他主要系统。 1、飞机的机体结构 机翼、机身、尾翼、起落架。 2、飞机的动力装置 3、飞机的机载设备 需要测量的主要参数有:发动机参数;飞行参数;导航参数;座舱环境参数;飞行员生理参数;飞行员生命保障系统参数;其他系统参数。——————————————————————————————————————— (1)仪表、传感器、显示系统 压力传感器、温度传感器、高度表、空速表、大气数据系统、航向驼螺仪、驼螺地平仪、全姿态显示器、电子综合显示器等。 (2)导航系统 无线电导航设备、卫星导航设备、惯性导航设备、图像匹配导航设备、天文导航设备、组合导航设备等。 (3)自动控制系统 自动驾驶仪、自动着陆系统、电传操纵系统等。
现代飞机装配技术知识点.培训讲学
《现代飞机装配技术》知识点总结 南京航空航天大学 第一章 1、飞行器数字化和传统制造的最大区别特点 (1改模拟量传递为数字量传递。 (2把串行工作模式变为并行工作模式。 带来的必然结果是缩短产品研制周期,提高产品质量,降低研制成本。 2、 MBD 的定义,其数据集应包括的内容,采用的技术意义。 MBD 技术定义 :用集成的三维实体模型来完整表达产品定义信息,详细规定了三维实体模型中产品定义、公差标注准则和工艺信息的表达方法。 数据集包括的内容 :相关设计数据、实体模型、零件坐标系统、三维标注尺寸、公差和注释工程注释、材料要求、其它定义数据及要求。 技术意义:1. 改双数据源定义为单源定义,定义数据统一 2. 提高了工程质量 3. 减少了零件设计准备时间 4.电子化的存储和传递 , 协调性好 5.减少成本 6.易于向下兼容 (派生出平面信息 3、国外飞机数字化技术发展的三个主要历程: 部件数字样机阶段 1986—— 1992 全机数字样机阶段 1990—— 1995 数字化生产方式阶段 1996—— 2003 4、飞机结构的特点
零件多、尺寸大、刚度小、外形复杂、结构复杂、精度要求高、其装配具有与一般机械产品不同的技术和特点。 5、什么是飞机装配,发展历程? 根据尺寸协调原则, 将飞机零件或组件按照设计和技术要求进行组合、连接形成更高一级的装配件或整机的过程。 自动化装配 6、飞机数字化制造的三个主要内容 CAD 、 CAM 、 CAPP 第二章 1、产品数字建模的发展过程中提出的产品信息模型有哪三种概念? 面向几何的产品信息模型 (geometry- oriented product model 面向特征的产品信息模型 (feature- oriented product model 集成产品信息模型 IPIM(integrated product information model 2、物料清单(BOM 的定义,企业三种主要的 BOM 表, EBOM 、 PBOM 、MBOM BOM 定义 :又称为产品结构表或产品结构树;在 ERP 系统中,物料一词有着广泛的含义,它是所有与生产有关的物料的统称。 EBOM 设计确定零部件的关系 PBOM 工艺工艺规划、加工归属计划分工表 MBOM 制造主要按照装配顺序流程来确定
数字化应用
飞机装配数字化应用 10503532 李凯 1 数字化装配协调技术 数字化协调方法也可称数字化标准工装协调方法,是一种先进的基于数字化标准工装定义的协调互换技术,将保证生产用工艺装备之间、生产工艺装备与产品之间、产品部件与组件之间的尺寸和形状协调互换。 数字量传递协调路线: (1)飞机大型结构件(与飞机外形及定位相关)如框、梁,桁、肋、接头等用NC 方式加工, (2)在飞机坐标系下,工装设计人员以产品工程数模为原始依据,进行工装的数字化设计,并且在工装与产品定位相关的零件上用N C方式加工出所有的定位元素; (3)工装在装配时利用数字标工(数据)协调,采用激光自动跟踪测量系统测量,通过坐标系拟合,定位出零件的安装位置,满足安装基准的空间坐标及精度要求; (4)飞机钣金件模具数字化设计以及用NC方式加工,钣金零件数控加工。 2 数字化装配容差分配技术 容差数值直接影响产品的质量与成本,因而根据产品技术要求,进行零、组件的容差分析和设置,可以经济合理地决定零部件的尺寸容差,保证加工精度,提高产品质量,在满足最终设计要求的同时使产品获得最佳的技术水平和经济效益。 在产品装配前仅凭以往的经验或某个方案分配给每个零件公差,装配成产品后公差能不能达到产品设计的要求,难以定论。现在可通过数理统计的方法来模拟装配过程和次数,可看到最终形成产品的公差与零件的公差、零件的装配顺序等因素有关。在零件数模的基础上,对于我们关注的关键的质量特征,设定公差
和装配顺序,通过数理统计的方法仿真,分析各种因素对质量特性的影响程度,为查找质量问题的原因和改进容差分配提供了依据,不断仿真找出最优的公差分配方案。 3 自定位与无型架定位数字化装配技术 现代的飞机设计遵循面向制造的原则,在零件设计的时候就必须考虑以后零件的加工和装配。在工艺人员的建议下,飞机设计时对主要结构件(梁、框、肋和接头等)建立装配的自定位特征,如小的突耳、装配导孔、槽口和形成定位表面等,或者在产品结构设计的同时,把用来安放光学目标的工艺定位件设计到结构件上。但这些零件的自定位特征需要用数控方式精确加工,在实际装配过程中这些零件自己就能利用自定位特征定位,或应用激光跟踪仪和光学目标定位。 基于飞机产品数模和数字量尺寸协调,无型架定位数字化装配技术采用模块化、自动化的可重新配置的工装系统,大大简化了或减少了传统的复杂型架,缩短了工装设计与制造的时间,降低了工装成本,并提高了装配质量。 4 数字化装配工艺设计技术 数字化装配工艺设计技术是根据企业结构和制造流程在软件环境中构建企业的制造体系结构,包括产品、工艺和资源3个主要部分,完全可描述什么人、在什么地方、用什么工具、用什么方法、制造什么产品,当然也包含成本和时间。其中产品部分又分为EBOM、PBOM和MBOM三个分支,工艺又分为根据工艺分离面设计的工艺Process Plan和根据生产工位设计的工艺Production Plan,资源分为结构化的资源,包括工厂,车间、工段、工位、设备、工装、工具和人。资源又分为资源规划Resource Plan(又称制造概念)。其中成本包含在产品里,时间包含在工艺里,设备利用率包含在资源规划里。 利用设计部门发放的产品三维数模和EBOM,在三维可视环境下进行产品的装配工艺规划及工艺设计。将三维数模数据(属性)导入产品节点,并将三维数模数图形的路径关联到每个零件上,在编制工艺的任何时候都可预览零件和组件的三维图形,直观地反映装配状态。 在产品工艺分离面划分的基础上,对每个工艺大部件进行初步装配流程设
数字化装配
研究生专业课程考试答题册 学号2015200760 姓名郝天峰 考试课程飞机数字化装配 任课老师耿俊浩 考试日期2016年1月21日 西北工业大学研究生院
研究题目:飞机数字化装配工艺优化 1.研究背景及意义 飞机装配是飞机制造或维修过程的末端环节,目标是将零件按一定的约束关系联接成完整的产品,装配技术的好坏直接关系到飞机最终的性能。然而飞机产品的零部件数量多,部件尺寸大,精度要求高,协调过程复杂,装配周期长,装配工作量占整机制造劳动量的40%~50%,所以在飞机整个制造过程中装配技术是一项技术难度大、涉及学科领域多的综合性集成技术,它在很大程度上决定了飞机的最终质量、生产成本和研制生产周期[1]。 虽然国内外目前的CAD/CAM软件发展己经口益成熟,然而其飞机装配工艺设计分析能力尚不足以应付快速发展的生产实际需要。传统的装配分析需要耗费大量的物力、人力和时间来生产物理样机进行实验,而这不仅导致装配工艺设计严重滞后于飞机设计工作,相较于并行设计,耗费过多时间,而且无法及时发现并弥补飞机装配设计中的缺陷,更无法保证工人的安全舒适性,这种传统的装配分析方法受物理样机限制存在诸多弊端,因此需要采用新的技术方法来满足产品并行设计的要求,使设计人员在产品设计阶段就能进行装配设计与验证工作。在这样的背景环境下数字化装配技术应运而生,为飞机设计和装配性能评价提供了一个新途径[2]。 数字化装配的定义为:利用数字化现实技术、计算机图形学、人工智能技术和仿真技术等构造数字化现实环境和产品数字模型,从而在产品装配过程中通过交互分析,仿真装配过程和装配结果。数字化装配的主要研究内容包括:数字化环境下零件、产品建模及装配过程建模,装配序列和装配路径规划,装配中物理特性的分析研究,装配过程的人机工程学分析,装配系统与其它相关系统(如设计系统)的集成。与传统CAD装配相比,数字化装配的重点在于直观的人机交互,通过直接操作和自然命令完成装配操作。它不仅能检验、评价以及预测产品的可装配性,并且能够面向装配过程提供直观经济的规划方法[3]。 随着数字样机、虚拟现实等技术的发展以及各种算法的成熟研究,在数字化环境下模拟装配工作,进而结合各种算法对装配问题进行优化已成为一种重要设计和分析手段。在构建的数字化仿真环境中,导入产品数字样机和人体模型,并根据产品特征制定装配工艺,完全可以实现“虚拟人装配虚拟产品”的数字化装配仿真,而且可以在装配仿真基础上进行装配工艺分析和人机工效分析等,从而及时发现和修改产品装配中存在的问题,从而实现产品的并行设计,辅助现实产品装配过程[4];进而针对具体的装配问题结合已知算法进行优化,从而提高飞机的装配性,缩短飞机装配周期,节约飞机装配成本,提高飞机装配精度,具有广阔的应用前景。
飞机数字化装配技术发展现状
飞机数字化装配技术发展现状 摘要:通过对国内外飞机数字化装配技术发展的现状和发展的趋势进行分析与 总结,对比了国内外飞机数字化装配技术发展的差距,介绍了飞机数字化装配技 术发展的关键技术,提出了国内航空制造企业掌握和突破飞机数字化装配关键技 术的思路。 关键词:飞机;数字化;装配技术;发展与应用 一、飞机数字化装配主要应用技术 1.1多系统集成控制技术 当前在操作飞机数字化装配的过程中通过控制系统能够发挥出其最大的作用,但是在实际的操作和应用中,有很多环节和关键点并没有实现联合作用,例如在 飞机中所采用的工艺数据、计划数据和测量、地理数据等都没有综合应用,导致 相互之间的关系彼此独立,这对于全面分析和改进数字化技术不利,因此在对装 配过程进行控制和管理中,要通过有效的集成化技术和综合技术实现对各项数据 的整合和分析,保证飞机数字化装配技术能够拥有独特的特点,根据飞机各接口 标准,保证设备的误差得到进一步控制。 1.2自动化精确制孔技术 在飞机装配过程中,对机械设备要通过衔接连接应用,对其整体设备实现加 固的目标,也就是说通过制孔的方式实现机械连接。从当前我国的飞机装配过程 研究来看,大多采用手工制孔的方式,这种方式相对比较传统,很难获得更高的 精确程度,在孔位以及孔径的确定中存在一定的误差问题,这导致制造中各项工 作质量得不到提升,更是对飞机设备的准确程度形成一定影响,另外装配时间相 对比较长,造成产品稳定性降低,对飞机装配质量造成了很大影响,因此对此技 术进行精确化发展至关重要。 1.3高效长寿命连接技术 飞机结构发展和建设中通过长寿命的连接技术对飞机是否能够提升自身的抗 疲劳能力有很大关联,对于增加使用时长有非常明显的作用,飞机的耐久性和可 靠性应用也得到明显提升。高校长寿命的连接技术主要从密封连接以及对于钛合 金材料的方向上进行综合考虑,我国传统的连接方式主要是采用铆接以及液压的 方式,但这种方式容易对装配设备造成损失,因此需要从铆接联合螺接的方式来 进行,另外通过连接中采用铆钉、高锁螺栓的材料,根据飞机结构的装配特点进 行针对性的开发长寿命连接单元。 1.4大尺寸精密测量技术 在装配工作中通过精密准确的测量工作能够实现对其工作的保障作用,也是 在数字化装配过程中一项重要的工作条件和基础。飞机装配中无论是从技术的采 用还是测量工作的应用上都有非常严格的要求,而在飞机产品装配过程中,需要 采用精密测量技术实现对产品的装配,其中GPS以及激光跟踪测量方法能够实现 更加准确的测量,因此需要根据飞机产品特点进行大尺度精密测量单元的开发。 二、国内外飞机装配技术现状 2.1由于我国对飞机装配技术的研究时间不长,一些应用还不够成熟。而且 我国对飞机装配技术的资金投入也不到位,导致飞机装配技术的配套不够完善, 在某些方面缺乏技术支持。一些飞机的装配制造甚至还是手工作业,严重影响了
飞机数字化装配技术发展与应用
龙源期刊网 https://www.360docs.net/doc/2d14521489.html, 飞机数字化装配技术发展与应用 作者:赵鹏 来源:《科学与信息化》2017年第33期 摘要数字化技术的应用是飞机研制发展史上的一次重大飞跃。数字化装配技术由数字化装配工艺技术、柔性工装技术、激光检测与补偿技术、数字化钻铆技术、数字化数据管理以及集成技术等组成,是机械、电子、控制、计算机等多学科交叉融合的高新技术。本文就飞机数字化装配技术发展与应用进行了讨论。 关键词飞机;数字化装配技术;发展;应用 1 数字化装配 数字化装配是现代航空制造企业装配技术的发展方向。从20世纪90年代开始,国外的波音、空客等先进航空制造企业陆续开发和应用了三维虚拟制造软件,多以飞机装配典型结构为应用对象,建立飞机装配的数字化设计制造模式和数字化协调技术体系,利用网络技术及数字化技术,建立工艺设计流程,实现3D装配工艺设计及验证、仿真,实现车间、工厂布局数字化及仿真,实现现场工人操作的可视化等[1]。 2 飞机数字化装配技术国内发展现状 国内的飞机装配,虽然在局部上也采用了较为先进的技术,如采用catia技术进行了包括建立型架标准件库和优化型架及参数设计,对工装、工具和产品的装配过程进行了三维仿真等,开始采用激光测量+数控驱动的定位方式,部分机型还采用了自动钻铆技术等,但总体上与发达国家相比还存在较大差距,具体表现在:①飞机设计制造仍主要采用串行模式,工装、工艺设计与产品设计脱节,制造模式未真正实现到并行模式的转换,导致飞机装配协调困难、返工率高;②尚未实现人机交互的装配仿真以及装配路径的优化;③仍然采用以专用工装为主的刚性定位装配方式,导致飞机制造成本居高不下;④数字化装配应用规模有限,尚未实现一个完整型号真正意义上的全面数字化[2]。 3 飞机数字化装配技术应用 3.1 数字化定位技术 以数字化为基础的定位技术包括数字测量定位技术、特征定位技术、柔性定位技术等。数字测量定位技术是指针对飞机产品的结构特点、定位要求,借助数字化测量设备或系统进行飞机零部件的定位;特征定位技术利用数字化定义、数控加工的具有配合关系的配合面、装配孔或工艺凸台、工艺孔等设计或工艺特征,实现零件之间的相互定位,保证装配的一致性和高装配质量;柔性定位技术是指通过采用柔性工装满足不同产品的定位需要。随着飞机装配质量越来越高的要求,数字化定位技术已经成为飞机零部件高效、高精度定位的重要保障。
基于MBD的三维数字化装配工艺设计及现场可视化技术应用
基于MBD的三维数字化装配工艺设计及现场可视化技术应用 基于MBD的三维数字化装配工艺设计技术是现代航空数字化制造中的一门新兴学科,也是未来飞机三维装配工艺设计的发展趋势。本文介绍了该技术主要通过对DELMIA、3DVIA Composer、CAPP等工艺设计、工艺仿真软件进行客户化定制和多系统集成应用,完成基于MBD三维产品模型的工艺分离面的划分、BOM重构、工艺仿真以及三维装配指令编制等工艺设计工作,并通过生产管理系统将已完成的工艺设计信息传递到生产现场实现可视化装配,打通了基于MBD的产品设计与工艺设计及现场可视化装配的技术路线。 MBD(Model-Based Definition)即基于模型的产品数字化定义,其特点是:产品设计不再发放传统的二维图纸,而是采用三维数字化模型作为飞机零件制造、部件装配的依据。传统的二维工艺设计模式已经不能适应全三维设计要求。随着现代计算机技术、网络技术、工艺设计软件技术的发展,以及协同平台的建立,为三维数字化装配工艺设计和并行工程奠定了基础。 1 三维数字化装配工艺设计及现场可视化系统 通过采用达索公司三维数字化装配工艺设计平台DELMIA及3DVIA Composer解决方案,构建“数字化装配工艺设计和仿真系统”及“生产现场可视化系统”。突破DELMIA二次开发及定制技术、3D制造过程仿真验证及优化技术、MBD技术、生产现场可视化技术、Windchill/DELMIA/EPCS/CAPP多系统集成技术等关键技术瓶颈,最终构建符合企业业务需求的“数字化装配工艺设计和仿真系统”及“生产现场可视化系统”。缩短飞机装配周期,提高装配质量,全面提升飞机的数字化制造能力。系统流程及集成架构如图1所示。 图1 系统流程及集成框架 系统流程及集成工作思路如下: (1)Windchill企业数据管理系统是企业唯一合法的数据来源,管理着各种BOM信息。通过
基于MBD的三维数字化装配工艺设计及现场可视化技术应用
A S SE M B L YP R O C E SS装配 t艺基于M B D的三维数字化装配工艺设计 及现场可视化技术应用 M B D-B ased Thr ee-D i m ens i onal D i gi t al A s s em bl y Pr oces s D e s i gn and on Si t e V i s ual i zat i on Tec hnol ogy A ppl i ca t i on 中航工业陕西飞机工业(集团)有限公司 中航工业金航数码科技有限责任公司 【摘要】基于M B D的三维数字化装配工艺设计技术是现代航空数字化制造中的一门新兴学科,也是未来飞机三维装配工艺设计的发展趋势。该技术主要通过对D EL M I A、3D vI A C om pose r、C A PP等工艺设计、工艺仿真软件进行客户化定制和多系统集成应用,完成基于M B D三维产品模型的工艺分离面的划分、B O M重构、工艺仿真以及三维装配指令编制等工艺设计工作,并通过生产管理系统将已完成的工艺设计信息传递到生产现场实现可视化装配,打通了基于M B D的产品设计与工艺设计及现场可视化装配的技术路线。 关键词:M B D三维工艺设计现场可视化 【A B ST R A C T】M B D-ba se d a ss em bl y pr oces s of t hree-di m ens i onal di gi t al de si gn i s no t onl y a n ne w dis ci- pl i ne i n ai r cr aft di gi t al m anuf act ure,but al s o t he f ut ur e ai r cra f t des i gn t r en ds.T he t e chnol ogy c om pl et es t he j obs of di vi si on of t he t hr ee—dim ens i onal pr ocess s pl i ce sur f ac e bas ed on M B D,B O M r econs t r uct i on,pr oces s si m ul at i on and es t a bl i shm e nt of t hr ee di m ensi onal ass em bl y or der by cust om i zat i on a nd m ul t i—s ys t em i nt egr at i on of pr oc es s des i gn,pr ocess si m ul a t i on sof t w a r e,suc h as D E L M I A,3D V I A C om pos e r,C A PP,and SO on.T he t e chnol ogy t ra ns—fe r s t he c om pl e t e d pr oc es s desi gn i nf or m a t i on t o pr oduc—t i on sc ene by pr oduct m anagem ent s ys t em,t h e t e chnol ogy opens t e chnol ogy r oadm ap f rom t he M B D—based pr oduct desi gn,pr ocess des i gn t o on.s i t e vi s u al i zat i on ass em bl y.K eyw or ds:M B D Thr ee-di m ensi onal de si gn O n-si t e vi s ual i zat i on M B D(M odel—B as ed D ef i ni t i on)即基于模型的产品数字化定义,其特点是:产品设计不再发放传统的二维图纸,而是采用三维数字化模型作为飞机零件制造、部件装配的依据。传统的二维工艺设计模式已经不能适应全三维设计要求。随着现代计算机技术、网络技术、工艺设计软件技术的发展,以及协同平台的建立,为三胡保华闻立波杨根军黄官平吴慧 沈波惠巍 维数字化装配工艺设计和并行工程奠定了基础。 1三维数字化装配工艺设计及现场可视化系统 通过采用达索公司三维数字化装配工艺设计平台 D EL M I A及3D V I A C om poser解决方案,构建“数字化 装配工艺设计和仿真系统”及“生产现场可视化系统”。 突破D E LM I A二次开发及定制技术、3D制造过程仿真验证及优化技术、M B D技术、生产现场可视化技术、w i ndchi l l/D ELM I A/E PC S/C A P P多系统集成技术等关键技术瓶颈,最终构建符合企业业务需求的“数字化装配工艺设计和仿真系统”及“生产现场可视化系统”。缩短飞机装配周期,提高装配质量,全面提升飞机的数字化制造能力。系统流程及集成架构如图1所示。 系统流程及集成工作思路如下: (1)W i ndchi l l企业数据管理系统是企业唯一合法 的数据来源,管理着各种B O M信息。通过接口程序,把PB O M以X M L的格式输出。 (2)通过在D ELM I A D PE平台上二次开发技术,把X M L格式的P B O M及产品三维数据模型调入D P E模块中进行工艺规划,并创建顶层M B O M。 (3)划分哪些工作需要在D EL M I A中进行仿真验证,哪些不需要仿真验证,并将创建的顶层M B O M存到W i ndc hi l l中。 (4)将需要仿真验证的装配件在D EL M I A中进行详细的A O划分。 (5)在D E L M I A D PM中进行装配仿真验证、人机工程仿真、资源仿真等工作。 (6)利用3D V I A C om pos er进行细节三维装配指令编制工作。 (7)进行D E L M I A与C A P P的接口开发,使三维 A O及配套表传人C A PP系统,并最终通过C A PP在W i ndchi l l进行流程审签。 (8)开发W i ndchi l l和ER P及M E S的接口程序, 2011年第22期航空制造技术8l
飞机装配工艺复习考试题
《飞机装配工艺》总复习 第一部分:飞机装配的基本原则和方法 1、飞机装配和通用机械产品装配的区别? 综合技术指标要求高 外形复杂,尺寸大 零部件数量多,连接面多,工艺刚性小 薄壁零件多 所用材料多 空间布局有限 2、简述集中装配原则和分散装配原则的概念、区别和应用。 集中装配原则:装配工作主要集中在部件总装型架内进行 3、简述飞机装配的两种基准。 1、以蒙皮为基准:误差积累由外向内 主要误差有:骨架零件外形制造误差,骨架装配误差,蒙皮厚度误差,蒙皮与骨架贴合误差,装配后变形误差 适用于:外形准确度要求较低的部件或者机翼高度较小,不便采用结构补偿的翼型 2、以骨架为基准:误差积累由内向外 主要误差:装配型架卡板外形误差,蒙皮与骨架贴合误差,装配后变形 适用于:外形准确度要求高的部件,且结构布置和连接通路都能满足要求 4、设计分离面和工艺分离面的定义和区别。 设计分离面:根据使用、运输、维护等方面的需要将整架飞机在结构上进行划分多个部件、段件和组件,这些部件、段件和组件之间一般采用可拆卸的连接,这样所形成的可拆卸的分离面就是设计分离面。 工艺分离面:即使飞机被划分成多个部件,这样的部件还是十分复杂的,由于部件的划分是按照功能、实用等划分的,因此在部件装配的时候还需要将部件进一步划分从而形成更小的板件、段件、组合件等等; 这些组合件在装配时一般采用不可拆卸的连接,他们之间的分离面称为工艺分离面 5、飞机装配准确度的主要技术要求。 (1)飞机空气动力外形的准确度 (2)各部件之间相对位置的准确度 (3)部件内各零件和组合件的位置准确度 定义:各零件和组合件对基准轴线的位置要求,例如大梁轴线、隔框轴线等实际装配位置相对于理论轴线的位置偏差。 (4)其他技术性能要求,例如部件功能性准确性要求,包括重量平衡、密封性、表面性等要求。 6、下面的装配件需要设计补偿环节吗?如需要,请说明理由,并设计之并在图中标示出来。
数字化技术在飞机装配中的应用
数字化技术在飞机装配中的应用研究 飞机装配数字化技术的应用 , 使我国航空产品的开发发生观念性的改变 , 促进企业管理体制、型号研制过程的一系列变革 , 并向着开放式的、具有快速应变能力物创新能力的现代型企业方向发展 . 国外飞机装配技术现状 1.1 国现状 我国的飞机装配技术和组织管理方式,虽然在局部上采用了较先进的技术,如利用激光跟踪仪或计算机辅助经纬仪( Computer Aided Theodolite , CAT )技术安装型架,少数采用了自动钻铆技术,简化了装配型架结构。但与发达国家相比还存在较大差距,主要表现在: ( 1 )上述技术尚不配套,应用上不成熟,加上我国多年来对飞机装配技术缺乏研究,资金投入不足,仅满足于能把飞机制造出来,目前飞机装配还是沿袭着过去几十年来批生产的手工作业模式; ( 2 )飞机的设计制造仍主要采用串行模式,制造模式未实现根本转变; ( 3 )数字化技术的应用规模较小,还未实现一个完整型号的全面数字化; ( 4 )各环节虽然已实现数字量传递,但仍存在信息孤岛现象,未打通飞机数字化设计制造生产线,模拟量传递依然大量存在; ( 5 )工装、工艺设计与产品设计脱节,未能充分实现并行工程,造成飞机装配协调困难,返工率高; ( 6 )在装配技术方面,虽然局部采用了数字化技术,如在协调方式上局部采用了数字量传递方法,但模拟量传递仍然是当前众多企业飞机制造的主要协调方法; ( 7 )采用专用工装装配,光学仪器测量安装仍是目前飞机装配的主要手段,未能在数字化装配技术方面实现新的突破,导致飞机制造成本居高不下; ( 8 )装配工人在现场工作需要仔细翻阅大量的图纸、工艺文件,而且经常会出现工作上的失误,造成装配质量问题,影响装配周期。 1.2 国外现状 飞机产品数字化设计制造技术是 20 世纪 80 年代后期以来,随着 CAD/CAM 、计算机信息和网络技术的发展,以美国为首的西方发达国家开始研究并首先采用的一项新技术。这项技术以全面采用数字化产品定义、数字化预装配、产品数据管理、并行工程和虚拟制造技术为主要标志,从根本上改变了飞机传统的设计与制造方式,大幅度地提高了飞机设计制造技术水平。美国波音 777 飞机的研制,由于全面采用了该项新技术,使
数字化应用建模
飞机产品数字化设计制造技术以全面采用数字化产品定义.数字化预装配、产品数据管理、并行工程和虚拟制造技术为主要标志,从根本上改变了飞机传统的设计与制造方式,大幅度地提高了飞机设计制造技术水平。 20世纪80年代后期以来,随着计算机信息技术和网络技术的发展,以美国为首的西方发达国家开始研究飞机产品数字化设计制造技术。这项技术以全面采用数字化产品定义、数字化预装配、产品数据管理、并行工程和虚拟制造技术为主要标志,从根本上改变了飞机传统的设计与制造方式,大幅度地提高了飞机设计制造技术水平。 我国的飞机数字化装配技术尚处于起步阶段,与发达国家相比还存在较大差距,主要表现在: (1)飞机的研制过程仍采用串行模式; (2)虽然部分环节已经实现数字量传递,但仍存在信息孤岛现象,尚未打通飞机数字化设计、制造生产整个流程; (3)工艺、工装设计在时间、空闻与产品设计上存在滞后,造成飞机装配协调困难; (4)装配工人在现场工作需要仔细翻阅大量的图纸、工艺文件等,会出现工作上的失误,造成装配质量问题,影响装配周期。 飞机数字化装配技术 1数字化装配协调技术
数字化协调方法也可称数字化标准工装协调方法,是一种先进的基于数字化标准工装定义的协调互换技术,将保证生产用工艺装备之间、生产工艺装备与产品之间、产品部件与组件之间的尺寸和形状协调互换。 数字量传递协调路线如下: (1)飞机大型结构件(与飞机外形及定位相关)如框、梁,桁、肋、接头等用NC方式加工, (2)在飞机坐标系下,工装设计人员以产品工程数模为原始依据,进行工装的数字化设计,并且在工装与产品定位相关的零件上用N C方式加工出所有的定位元素; (3)工装在装配时利用数字标工(数据)协调,采用激光自动跟踪测量系统测量,通过坐标系拟合,定位出零件的安装位置,满足安装基准的空间坐标及精度要求; (4)飞机钣金件模具数字化设计以及用NC方式加工,钣金零件数控加工。 2数字化装配容差分配技术 容差数值直接影响产品的质量与成本,因而根据产品技术要求,进行零、组件的容差分析和设置,可以经济合理地决定零部件的尺寸容差,保证加工精度,提高产品质量,在满足最终设计要求的同时使产品获得最佳的技术水平和经济效益。 在产品装配前仅凭以往的经验或某个方案分配给每个零件公差,装配成产品后公差能不能达到产品设计的要求,难以定论。现在可通过数理统计的方法来模拟装配过程和次数,可看到最终形成产品的公差与零件的公差、零件的装配顺序等因素有关。在零件数模的基础上,
数字化装配工艺
纵观国际航空发动机企业,基于三维设计技术的良好应用和生产现场的高度信息化,已经完全改变了传统装配工艺编制的方式;为提高公司装配工艺设计的效率和质量,对比国外 先进装配工艺设计模式,在总结传统装配工艺设计上存在的内容可读性差、无法满足信息化应用要求等不足的基础上,以TeamCenter作为装配工艺的设计管理平台开展了数字化工 艺变革之路。 数字化装配工艺的总体思路 针对公司装配工艺面临的诸多问题,借鉴国外的先进经验,进行彻底的改革,消除传统装配工艺的弊端,以TeamCenter作为装配工艺的设计管理平台,实现公司装配工艺设计 与管理的数字化,提高装配工艺设计的效率和质量,并为生产执行系统提供必要的基础数据,为生产现场的自动化无纸化奠定基础。 第一,装配工艺设计流程的变革 流程的变革主要包括两个方面:并行工程:在工艺路线规划完成并进行评审后,工装派工、非标准设备派工和细化工艺规程可并行开展,缩短等待时间以及工装、非标准设备设计完成后工艺的更改;渐进明细:派工提前后工艺人员将有更多的时间细化装配操作步骤,验 证操作以避免错误。并且产品是指阶段根据现场操作逐步细化。试制一定数量后工艺规程的内容将大大丰富,正确性将大大提高,保证批产阶段工艺的正确性和质量的稳定性。 第二,工艺规程的变革 为了真正有效利用结构化装配工艺设计,借鉴国内外最优的业务实践,彻底改变装配工艺技术科和装配现场的管理模式,最终提高装配工艺编制的效率和准确性,并最大化发挥工艺对装配现场的指导作用,公司在引入作业指导书的同时,对传统的装配工艺规程进行改造。将原有的工艺规程根据不同部门对工艺的使用需求可以分为两部分,即概要工艺规程和详细装配作业指导书。 概要工艺规程由装配工艺规程简化成为工艺路线规划,主要包括工艺路线、各种目录,主要用于调度部门制定生产计划,领取零件、资源使用。为各管理部门和生产现场提供管理和生产作业计划所必要的信息。细化装配工艺规程即装配作业指导书主要包括工步的流程图、每个工步标准化的图文并茂的详细操作步骤、使用的资源清单等信息,直观清晰地向操作人员说明装配操作过程,真正成为现场工人实际操作的唯一指导。 第三,电子化管理与纸质管理业务的有机结合 要实现装配工艺业务的电子化管理,并为后续生产现场的无纸化管理奠定基础。因此方案中将尽量遵循电子化管理的特点,尤其是工艺规程和各种汇总目录的更改方面。但在公司业务现状下,纸质管理模式在其他管理部门和生产现场不可能立即取消。为了保障项目的可
飞机装配工艺总复习题
填空题 1、机装配中,常用的定位方法用画线定位、用装配孔定位和用装配夹具(型架)定 位。 2、确定铆钉孔位置的常用方法有按画线钻孔、按导孔钻孔和按钻模钻孔。 3、飞机转配铆接中,有正铆和反铆两种锤铆方法。 4、工艺分离面的主要特点是采用不可卸连接,设计分离面的主要特点是采用可卸连接。 5、密封铆接的密封形式有自密封铆接密封、缝内密封、缝外密封和表面密封四种。 6、胶接点焊有“先胶后焊”和“先焊后胶”两种基本的工艺过程。 7、在飞机制造成批生产中,采用分散装配原则时,其协调内容一般为工件与工件之间的协 调和工件与装配夹具(型架)之间的协调。 8、飞架制造中,模线可分为理论模线和结构模线。 9、在飞机装配中有三大连接技术,分别是铆接、胶接和焊接。 10、飞机装配型架一般由骨架、定位件、夹紧件和辅助设备等部分组成。 11、飞机装配夹具除了有起定位作用外,还有校正零件形状和限制装配变形的作用。 12、在飞机装配中除了用用装配夹具(型架)作为主要定位方法外,对不太复杂得组合件或 板件可用装配孔定位的定位方法。对无协调要求及定位准确度不高的部位可采用用划线定位的方法。 13、飞机部件的对接,一般采用叉耳式及接头、围框式接头和胶接式接头等三式。 14、飞机制造中,传统方式是采用实物的模拟量协调系统,现代方式是采用数字量尺寸传递 体系。 15、装配型架的骨架的结构形式有框架式、组合式、分散式和整体底座式。 16、切面样板有切面内、切面外、反切面内和反切外面等四种。 17、胶接点焊是高剪切强度的胶接和低成本的点焊组合。 18、设计分离面是为结构和使用需要而取的,主要特点是采用可拆卸连接。 19、在飞机装配中,铆接是应用最广泛的一种连接技术。 20、机尾翼相对于机身位置准确度是通过飞机水平测量来检查的。 21、普通铆接的铆接过程是制铆钉孔、制埋头窝(对埋头铆钉而言)、放铆钉和铆接。 22、比较复杂的机身总装型架的骨架一般采用分散式。 23、胶接点焊中,胶接体现的主要特点是高剪切强度,点焊体现的主要特点是低成本。
基于飞机数字化装配技术的研究
数字工厂与应用技术论文题目:基于飞机数字化装配技术的研究 班级: 05021104 姓名:张木 学号: 2011301279
基于飞机数字化装配技术的研究 摘要:当今世界,航空工业的重要性不言而喻。其中飞机的装配过程是一项复杂的系统工程,涉及飞机设计、工艺计划、零件生产、部件装配和全机对接总装的全部过程。飞机数字化装配技术的实施可以缩短生产周期,降低生产成本,相对于传统装配方法有很大的质量提升。本文简要介绍了现今飞机数字化装备技术的内容,并对数字化装配技术的未来进行了展望。 关键词:数字化装配技术;飞机设计对装配技术的影响;型架并行设计及柔性设计;自动钻铆系统;容差分配技术;数字化仿真技术;数字化测量系统。 一、飞机数字化装配技术的发展现状 目前,我国飞机装配基本上还沿用20世纪六七十年代原苏联的传统方法,多采用基于模拟量传递方式为主的模线一样板一标准工装的(模板、样件、量规)工作方法。这种工作方法制造周期长、装配协调环节多、协调的工艺技术方法复杂,针对不同装配件采用了大量复杂的、硬性的、专用的实物标准工装和装配工装,其可变性、可重构性差,无通用性且成本高。特别地,在大部件(部段间)对接装配时,甚至还是人工的手扶肩扛操作。这种方式的缺点是:①飞机部件,特别是大型飞机大部件笨重,人工推动困难,效率低;②对接装配质量不高,手工操作时,对接面上孔销配合精度不高,常造成强行挤压装配,易产生应力,对疲劳强度影响大;③在对接装配的协调问题上还是原始的模拟量(实物)传递模式,为了保证对接装配顺利可靠,常常在对接部位设计制造相应的巨大标准工装用于协调,不仅延长了装配周期和无互换性,而且暴露了模拟量传递方式的多种缺点。 随着我国飞机重大型号工程实施,在融入国际航空产业链、数字化技术广泛深入应用等方面不断推进,我国的飞机设计与制造技术得到了飞速发展。在装配技术方面,飞机装配是将零件、组件或部件按照设计和技术要求进行组合、连接形成高一级的装配件或整机的过程。飞机装配由于产品尺寸大、形状复杂、零件以及连接件数量多,其劳动量占飞机制造总劳动量的一半左右甚至更多。
现代飞机装配技术_知识要点
现代飞机装配技术知识要点 一、绪论 1、飞机装配定义:根据尺寸协调原则,将飞机零件或组件按照设计和技术要求进行组合、连接形成更高一级的装配件或整机的过程。 2、飞机装配发展历程:人工装配、半自动化装配、自动化装配。 3、飞机结构特点:零件多、尺寸大、刚度小、外形复杂、精度要求高。其装配具有与一般机械产品不同的技术和特点。 4、现代飞机装配技术发展趋势: (1)柔性化:工装和设备适合多种机型或零部件。 (2)自动化:高效自动化装配,具体体现为零部件自动化定位调姿、自动化制孔等。(3)数字化:高精度数字量传递。 (4)集成化:工艺、工装、设备紧密集成为有机整体。 二、数字化制造 1、数字化制造和传统制造的最大区别: (1)改模拟量传递为数字量传递。 (2)把串行工作模式变为并行工作模式。 2、飞机数字化特点:缩短产品研制周期,提高产品质量,降低研制成本。 2、国外飞机数字化技术发展3个历程: 部件数字样机阶段1986——1992 全机数字样机阶段1990——1995 数字化生产方式阶段1996——2003 3、 4、飞机数字化制造的3个内容:CAD绘图技术、CAD建模技术、MBD技术。 5、数字样机的主要内容: (1)1级数字样机:飞机产品设计从用户的需求开始。飞机总体设计组经过对飞机的航程、所需燃油、载客量、总体性能及制造成本进行分析后,得出的数据就作为进行初步产品数字建模的依据。建立飞机总体定义包括飞机的描述文档、三面图、外形气动布局和飞机内部轮廓图(DIP)。 (2)2级数字样机:在生产设计数据集发放之前,为工程部门用来进一步进行产品开发,验证设计构型等。已经用它对飞机结构设计和不同设计组之间的界面进行了协调,零部件外形已经确定下来,但还未进行详细设计。在这阶段数字化预装配(DPA)的工作进展主要体现在为飞机的可维护性、可靠性、人机工程以及支持装备的兼容性等进行了尽可能的详细设
基于MBD的飞机数字化装配工艺设计及应用
基于MBD的飞机数字化装配工艺设计及应用
1、引言 当前,我国航空制造业的数字化技术发展迅速,三维数字化设计技术得到了广泛的应用。特别是基于模型的定义(Defined based model,MBD)技术的实施,使三维模型取代二维图纸成为设计制造的唯一依据。随着MBD 技术的深入应用,必然会对工艺规划设计、车间生产应用等产生重大影响,引起数字化制造技术的重大变革,真正开启三维数字化制造时代。
2、MBD技术概述 MBD技术的内含 基于模型的定义,是一个用集成的三维实体模型来完整表达产品定义信息的方法体,它详细规定了三维实体模型中产品尺寸、公差标注规则和工艺信息表达方法。
2、MBD技术概述 MBD技术的意义 在MBD的技术体系中,MBD数据集的内容包含设计、工艺、制造、检验等各部门的信息。在数据管理系统和研制管理体系的控制下,各职能人员可以在一个产品模型上协同工作,提高了设计效率。同时也提高了产品的 可制造性。
3、基于MBD的飞机数字化装配工艺设计及应用模式 采用MBD技术后,产品结构设计工作的结果是数字状态的三维数模,不再生成纸质形态的工程图纸。因此,对于工艺设计人员、生产装配现场的操作人员与技术人员,他们的工作依据与工作方式也发生了深刻变化。基于MBD的飞机数字化装配工艺设计及应用模式如下图所示:
3、基于MBD 的飞机数字化装配工艺设计及应用模式产品数模 装配单元划分 PBOM ACC 划分 POS 划分 安装定位计划交付状态主要工序协调方法工装技术条件 工艺数模详细工序流程设计装配工艺路径规划仿真装配工艺信息 工艺查询工艺浏览动画播放产品/工装模型链接 工装数模 工艺方案设计详细工艺设计MBD 体系规范MBD 工艺开发 MBD 数据应用 基于MBD 的 建模规范基于MBD 的工艺方案设计规范基于MBD 的详细工艺设计规范MBD 装配仿真规范…… 轻量化模型 轻量化 工装设计 装配现场可视化应用
飞机数字化装配技术
FORUM 48 航空制造技术·2008 年第14 期 20世纪80年代后期以来,随着计算机信息技术和网络技术的发展,以美国为首的西方发达国家开始研究飞机产品数字化设计制造技术。这项技术以全面采用数字化产品定义、数字化预装配、产品数据管理、并行工程和虚拟制造技术为主要标志,从根本上改变了飞机传统的设计与制造方式,大幅度地提高了飞机设计 制造技术水平。 我国的飞机数字化装配技术尚处于起步阶段,与发达国家相比还存在较大差距,主要表现在: (1)飞机的研制过程仍采用串行模式; (2)虽然部分环节已经实现数字量传递,但仍存在信息孤岛现象,尚未打通飞机数字化设计、制造生产的整个流程; (3)工艺、工装设计在时间、空间与产品设计上存在滞后,造成飞机装配协调困难; (4)装配工人在现场工作需要仔细翻阅大量的图纸、工艺文件等,会出现工作上的失误,造成装配质量问题,影响装配周期。 飞机数字化装配技术 1 数字化装配协调技术 数字化协调方法也可称数字化标准工装协调方法,是一种先进的基于数字化标准工装定义的协调互换技术,将保证生产用工艺装备之间、生产工艺装备与产品之间、产品部件与组件之间的尺寸和形状协调互换。 数字量传递协调路线如下: (1) 飞机大型结构件(与飞机外形及定位相关)如框、梁、桁、肋、接头等用NC 方式加工; (2) 在飞机坐标系下,工装设计人员以产品工程数模为原始依据,进行工装的数字化设计,并且在工装与产品定位相关的零件上用N C 方式加工出所有的定位元素; (3) 工装在装配时利用数字标工(数据)协调,采用激光自动跟踪测量系统测量,通过坐标系拟合,定位出零件的安装位置,满足安装基准的空间坐标及精度要求;(4) 飞机钣金件模具数字化设计以及用N C 方式加工,钣金零件数控加工。 2 数字化装配容差分配技术 容差数值直接影响产品的质量与成本,因而根据产品技术要求,进行零、组件的容差分析和设置,可以经济合理地决定零部件的尺寸容差,保证加工精度,提高产品质量,在满足最终设计要求的同时使产品获得最佳的技术水平和经济效益。 在产品装配前仅凭以往的经验 飞机数字化装配技术 成都飞机工业(集团)有限责任公司 许旭东 陈 嵩 毕利文 杨红宇 Digital Assembly Technology for Aircraft 飞机产品数字化设计制造技术以全面采用数字化产品 定义、数字化预装配、产品数据管理、并行工程和虚拟制造技术为主要标志,从根本上改变了飞机传统的设计与制造方式,大幅度地提高了飞机设计制造技术水平。 许旭东 1991年从南京航空学院飞行器制造工程专业毕业进入一航成飞,2005年获北京航空航天大学航空工程专业工程硕士学位。长期从事飞机制造工艺技术工作,历任工艺员、副组长、副科长、副总工艺师,总工艺师,现任首席工艺师,主要负责飞机制造数字化工作台。2001、 2004、2006年连续三届被一航成飞评为技术带头人。曾获国防科工委科技进步奖4次,中国一航科技进步奖3次。