超级压光机
超级压光机是造纸的一种整饰装备,它属于软压光机的一种。纸幅通过超级压光机上的纸粕辊与金属辊的若干压区,在机械力和热力的作用下变得更加平滑,有光泽、紧密、平整或获得透明性,防止与减少掉粉掉毛,改善纸幅的外观及其某些物理质量指标。
尽管近年来开发了软辊压光机、超级软辊压光机,它们的出现已部分代替了超级压光机的功能。但随着超级压光机的技术进步,结构上的改进,使它仍然成为生产高档纸的不可替代的重要整饰设备。技术进步表现:
1 采用寿命长,满足使用工艺要求的新型纸粕辊,MC尼龙辊;
2 采用可补偿或控制中高的浮动可控中高辊或分区可控中高辊;
3 冷硬铸铁辊采用辊体四周有通孔或夹套的热辊结构和温控技术;
4 采用快速脱辊和软着陆机构,辊组中的辊筒在断纸时能快速相互脱开,使纸粕辊免受损伤
5 配设纸幅张力、平滑度、光泽度、厚度的在线检测仪和计算机控制系统;
6 能平稳地调节工作车速,升、降车速或减速时速度稳定。加压时,主传动的动态速降小,动态响应好,静态稳速精度高。退纸机构和卷纸机跟随主传动的性能好。断纸时,能快速制动退、卷纸辊和辊筒的电气传动系统;
7采用轴式卷纸,可对卷纸的卷径进行检测,通过计算电流来调节卷纸线速度,以使其与主传动跟踪同步的系统。为防止卷取得纸卷松紧不一,起拱起折的纸病和使纸卷的直径卷得更大,采用了液压水平可调的骑辊和敏感层探测器的光电跟踪检测装置,保持骑辊与纸卷之间有不变的距离的新型卷纸技术。当骑辊与纸卷保持恒定间隙时,纸卷为“软卷”,当骑辊与纸卷保持稳定压紧时,纸卷为“硬卷”,也就是保持恒定的表面卷取压力;
8 采用自动更换退纸纸卷和自动更换卷纸纸卷的退纸及卷纸装置,改善操作条件并大大提高作业效率,
9 中间辊深有辊重平衡装置,使各压区之间有相同的或不同的线压力,改善纸幅两面的整饰效果。
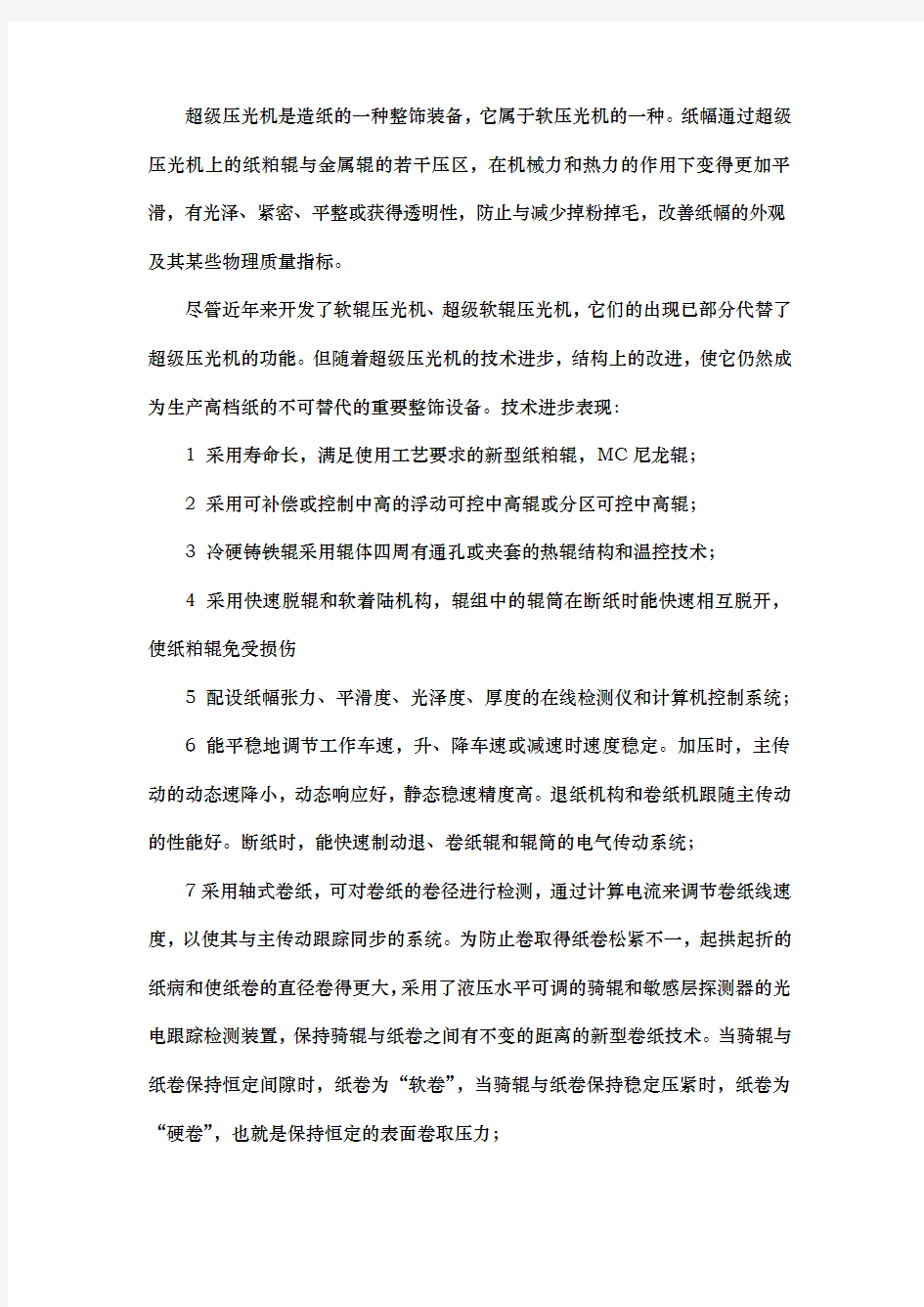
超级压光机通常可分为两类:1、供书写纸、印刷纸、涂布纸等文化纸及铜版纸使用的,其特点是对光泽度、平滑度要求较高,其幅门较宽,车速较高、线压相对较低和热辊温度较低;2、供工业用纸如电容器纸、卷烟纸、仿羊皮纸等用的,其特点是幅门较窄、车速较低和线压较高。
超级压光机种的金属辊和纸粕辊根据纸要求两面光和一面光排列。纸幅与金属辊接触的一面的平滑度与光泽度均比与纸粕辊接触的一面高。压两面光纸幅的超级压光机中,纸粕辊数应使纸的两面有机会同金属辊接触,辊组的顶辊与底辊通常是金属辊,除有两根纸粕辊相互接触外,其余都是纸粕辊与金属辊交替排列的。因此,这类超级压光机的辊组都是偶数辊。而用于单面涂布纸及单面光纸张的超级压光机其辊筒数则是奇数。除金属的顶辊与底辊外,其余都为纸粕辊与金属辊相互交替排列。纸两面的平滑度差可调节中间辊释压装置的线压力来调节。
超级压光机的主要机构组成:退纸架、卷纸机和带有辊组主体机架。
1辊组:纸粕辊、作为顶辊和底辊的可控中高辊和可加热或冷却的金属辊,金属辊的滚面宽度必须大于纸粕辊。
纸幅温度是使纸幅塑性化而取得较好压光效果的重要因素。一般是在金属中辊作为热辊,在其辊筒中通入热水、蒸汽或其他加热介质来提高纸温;有时也在金属中辊中通入冷水以防纸粕辊因长期运行而发生过量的热积累使辊面受损伤。纸张的平滑度与纸张的水分有很大关系,由于压光机在运转时摩擦产生大量的热,会降低纸张应有的水分,降低纸张的平滑度和光泽度。为了消除这些热量,有的中间辊是钻有直径40~60毫米的空心辊,通冷却水,以保持纸张一定的水分,来增加它的平滑度和紧度。但是,如果纸幅进入压光机的水分过高,容易粘辊、断纸,对纸的光泽度也有影响。所以往中空辊通入蒸汽加热,对纸张起到烫平作用,来提高纸的光泽度。
纸粕辊是由一种或多种纤维制成纸或织物后层层叠置填装在轴上经过压紧而制成的
纸粕辊体要有一定的硬度,又要富有弹性。纸粕辊的硬度取决于制造纸粕辊的纸或织物的性质以及制辊时的工艺条件。
如何传动?
影响纸张超级压光的因素:
1压辊的线压力高:由于超级压光的辊组是由金属辊和纸粕辊组成。在加压时,纸粕辊与纸接触产生的弹性变形大,在两辊间形成狭窄的面接触,在线压一定时,压区的比压下,纸页不易被压溃,因而能够承受比普通压光机大得多的线
压力,增加纸的紧度,也提高纸的平滑度。
压光时纸粕辊的径向变形,造成变形区内不同的圆周速度,导致辊筒间的微小滑动,对纸张表面起了延压和摩擦作用,提高了纸的平滑度和光泽度。
压力过大,会使纸粕辊的印痕压到纸上,影响纸的平滑度。
2 纸页的水分:有些纸种,如电容器纸、半透明纸,要求高紧度和透明性好的纸张,水分大则压光效果好,故这类纸在压光前要进行回湿处理,把水分增湿到15%~28%。
3 压光速度:压光速度增加,纸受压光作用的时间减少,但辊筒摩擦热增加,反而有较好的效果,纸页的平滑度与光泽度会略有提高;
4 压光辊的数目及其表面温度:在一定范围内,提高棍子的温度,可提高被压光纸的平滑度、紧度和透明度,还可起到干燥减湿的作用,对压光有利。但温度过高,特别是纸页水分含量过低时,将会对压光效果产生不良影响。这时必须喷饱和蒸汽到纸面上,增加纸的含水量。或者通冷水入金属辊内降温,调节棍子温度,把压光水分控制在合理的工艺范围。
5纸的组成与纤维原料性质:一般细薄而润胀能力强的纤维及打浆度高的浆料抄成的纸,亚光后平滑度与紧度较易提高;对浆料而言,木浆高于草浆、化学浆高于磨木浆。填料粒度小、分散度高、质地柔软的,压光效果好,纸的平滑度、光泽度和紧度好。
大机架
除卷纸机外, 所有的部件都安装在大机架上, 这就要求大机架不仅美观而且要
结实, 稳定, 有良好的抗振刚性。机架安装在基础板上, 保证了良好的安装精度, 缩短了安装周期。定距梁将左右机架连为一体, 增加机架的稳固性.机架内侧面固定有T 型槽, 用以安装引纸辊和弧形辊。机架开有人孔, 便于操作者进入走台板进行操作。平台上装设放纸装置。机架前端设有移动走台, 便于操作者的操作。辊组:
传动辊、中间冷铸辊、底辊
中辊和传动辊为中间空心带轴头的合金冷硬铸铁辊体, 冷硬层厚度不小于
10 mm, 中间可通冷水。
底辊为可控中高辊。由于在加压时, 加压辊和承压辊因受单向线压力的作用, 两端支承的普通辊辊面会产生相当大的挠曲, 这就导致了在整个幅宽上辊间实
际线压力分布不均匀的问题。为解决这个问题, 最简单和有效的办法就是采用可控中高辊, 用以抵消自身和配对辊的挠度, 有效控制了纸页厚度、平滑度等性能指标的横幅差, 提高了产品质量。可控中高辊辊筒和中间冷铸辊均采用离心复合铸造工艺, 硬度高, 耐磨性好, 寿命长。
聚胺酯软辊
传统超压机软辊采用纸粕辊, 但是纸粕辊价格昂贵, 不耐温, 又易损坏, 维护复杂, 在短时工作后就需要重磨跑合, 而聚氨酯软辊的特性是耐压、耐磨、耐热, 且具有适度的弹性和抗瘢痕的优点, 因此使用寿命较长。
由于聚胺酯辊弹性好, 所以压区较宽, 纸幅在压区内停留时间较长, 其增加的能耗变成为热的形式传递给纸幅, 软化纸幅表面的纤维, 使其容易压光, 导致纸幅平滑度、光泽度和紧度的提高。压强降低, 使纤维压溃的现象大大减少, 使纸张的强度得以保持, 纸张纵向和横向的拉力强度好, 这就意味着纸机和和后
续的印刷机运转率会提高。由于软辊面材料的回弹性, 使辊面可适应纸幅宽度和定量的变化, 依旧具有均匀的平滑度和均匀的紧度, 消除了压黑和色斑, 后期印刷性能大大改善。
引纸装置
分离引纸技术是超级压光机操作技术的根本性变革。传统的超级压光机爬行引纸操作安全性差、速度慢、容易起折子压伤软辊、对操作工技术要求高。该项技术可实现在超级压光机上整饰高定量铜版纸, 扩大了超级压光机的工艺范围, 也为超级压光机在线运行奠定了基础。
卷纸装置
本机的卷纸装置是新型的水平式圆筒卷纸机。其工作原理为机器运转时, 卷纸辊紧靠在卷纸缸上靠表面摩擦力而被动旋转。卷纸辊与卷纸缸之间的线压力可通过操作台控制副臂气缸及主臂气缸的进气压力来调节以满足需要, 从而使卷
取的纸卷内外紧密度均匀。此外, 由于卷纸辊靠卷纸缸表面摩擦带动, 因此随纸卷的直径逐步增大, 纸卷的转速也相应降低, 无需另外调速, 操作极为简便。由于车速提高, 采用表面卷取, 卷成的卷筒松紧一致, 紧密均匀[ 6] 。并且纸幅受到的张力也比较小, 在生产中不容易产生断纸, 防止皱褶。在卷纸轴传动侧配有交流变频电动机, 变频器通过开环张力控制收卷纸幅张力大小, 自动调节电机
转速, 以达到纸卷内紧外松的要求。
压光机运行效果:
1、使用了聚胺酯软辊代替了纸粕辊后, 减少了软辊的跑磨次数, 相应减少了停机时间, 提高了工作效率, 也使得生产效率和成品率得到了明显的提高。
2、分离引纸技术提高了引纸的安全性, 扩大了超级压光机的应用范围, 也为超级压光机在线运行奠定了基础。
3、采用了新型的水平式圆筒卷纸机, 卷成的卷筒松紧一致, 紧密均匀。
4、利用了现在最先进的矢量变频技术, 可在较短的时间内达到设计车速, 有效解决张力控制问题, 保证压光机的运行正常和操作稳定。
5、整机性能的提高, 不仅提高了生产能力, 而且经压光后的纸张韧性好, 强度好, 平滑度高, 光泽度高,色泽均匀, 为后续加工提供了良好的基础。
瓦楞纸板常见纸病
瓦楞纸板常见纸病的解决方案 一、开胶、假胶 1、里纸开胶 原因分析:(1)胶质量不符合生产要求或腐败变质;(2)胶量太小;(3)瓦楞辊、压力辊热量不足;(4)压力辊压力不足;(5)瓦辊、压力辊的中高严重磨损。 解决方法:(1)更换合格胶液;(2)适量调大涂胶量;(3)提高压力辊、瓦楞辊的温度,保证在180℃左右温度开机;(4)适当调整压力辊压力,以里、瓦纸粘合良好,里纸不露楞为宜;(5)打磨或更换新压力辊、瓦楞辊。 2、面纸开胶 原因分析:(1)胶量过小,烘干机车速过慢;(2)胶液稀薄,涂胶辊带胶不足;(3)烘干机热板温度不足,胶液未充分糊化;(4)烘干机车速过快、烘干不足;(5)烘干机和传输带上面的压载辊没完成落下。 解决方法:(1)适当加大胶量,并提高车速;(2)更换胶液或在原胶液中加适量乳化剂;(3)提高烘干机热板温度到180℃左右再开机;(4)降低车速;(5)落下压载浮辊。 3、里纸假粘 原因分析:(1)瓦楞辊温度不足;(2)胶量过小,温度过高;(3)车速慢造成粹胶;(4)胶液粘度不够。 解决方法:(1)提高单面机温度;(2)调整涂胶量,关闭热源待 温度降至于180℃以下,160℃以上开机;(3)提高单面机速度;(4)适当增加胶液粘度。 4、面纸假粘 原因分析:(1)烘干机热板温度不足;(2)胶液沉淀变质;(3)纸板在烘干机内停留时间过长。 解决方法:(1)待温度达到胶液能糊化时开机;(2)更换新胶(3)降底面纸无轴支架的张力后仍出现面纸断裂,可更换拉力好的纸筒。估计断纸重续时间可能超过两分钟,立即割断单面瓦楞纸板,将烘干机内的纸板开出后再续纸,尽量减少纸板在烘干机内的停留时间。 二、倒楞
软辊压光机的工作原理及特点
软辊压光机的工作原理及特点 默认分类2007-01-15 21:31:16 阅读352 评论1 字号:大中小 软辊压光机由可加热调温的冷硬铸铁辊和可控制中高外包覆弹性材料的软辊组成。同普通纸机压光机使用效果比较,其具有平滑度增加显著、松厚度损失减少、纸张强度得以保持等特点。 软辊压光机作为造纸机和涂布机的机内或机外整饰设备,由于其性能优越、操作简便、纸幅压光断头少、压光后成纸质量提高、设备运行作业率高,得到迅速的发展。世界上当前可以提供软辊压光机的厂家有Voith Sulzer-Hunt & Moscrop,Valmet,Küsters和Allimand等。 软辊压光机的工作原理 软辊压区由一根可加热调温的冷硬铸铁辊和一根可控制中高、其辊壳外包覆弹性材料的软辊组成。软辊辊面在压力作用下变形,使压区形成面接触,而使单位面积的压强较低,纸幅表面受到温和的处理,所以纸幅整饰均匀,松厚度损失少。按辊径大小,软辊面包覆材料的硬度以及施加压力的不同,软辊压光压区的宽度可达5~10mm,为纸机压光(硬压区)的5~8倍,其单位压力一般为20~40N/mm2。即使软压光的线压力较高,其单位压力也不过是纸机压光机的1/3~1/4。 由于压区较宽,纸幅在压区停留时间长,其增加的能耗变成为热的形式传给纸幅,软化纸幅表面的纤维,使其容易压光,增加平滑度。权衡压力和温度之间的效果,在上述压区温度较高时,压区压力相对可低些,这样可减少松厚度的损失,从而得到满意的纸面整饰。又由于软压光压区的比压力较低,纤维压溃的现象大大减少,使纸张的强度得以保持。纸张纵向和横向的拉力强度好,这就意味着纸机和后续的印刷机运转率会有提高。由于软辊面材料的回弹性,使辊面可适应纸幅任何不好的匀度和定量的变化,因此可以比常规的硬压区压光机有更均匀的平滑度和均匀的紧度。纸幅较薄区和加热辊接触良好;同时对厚区而言,其厚度不会有大的减少,这样在厚薄区都可增加其细微平滑度,因而整个纸幅都有非常均匀的细微平滑度,消除了色斑,印刷性能大大改善。软压光的另一好处是在纸张压黑和色斑问题基本消除的前提下,允许纸幅可在水分较高情况下运行,这不仅有利于纸幅的压光整饰作用,同时使纸卷的水分可保持较高。纸幅的水分大,温度高,使其纤维组分得到软化以利于压光。蒸汽喷湿对压光工艺有着重大的影响。热蒸汽使纸面 塑化,也很容易压光,得到好的平滑度。 软辊压光还要考虑软包覆材料的弹性系数。 高温低压有利于提高光泽度,纸幅的紧度增加不多,而粗糙度较小(意味着纸面比较细致);而低温高压,纸幅紧度提高,粗糙度较高(意味着纸面比较粗糙),光泽度提高少。 软辊压光机的结构 软辊压光机由软辊、热辊、刮刀、液压系统、加热系统、辊端吹风系统、张力辊、活动弧形辊、机架、电 气传动和自控系统等组成。 压光机最普通的排列是二组串联双压区形式,每个压区由一个软辊和一个冷硬铸铁加热辊组成。这两个压区的上、下辊分别由各自的传动系统带动,其线压力和热辊温度均可分别控制、调节,以使纸幅的两面差得到最大程度的纠正。两个压区可以相背地装在同一机架上,中间开有操作维修通道。也可如两台压光机一样各装在各自的机架上,中间有一通道。有的纸张只需单面压光整饰,则只用一个压区。需双面压光整饰的,要用二个压区,且软辊要分别装在上辊或底辊的位置。二组三辊(二压区)布置(称2×2布置),中间辊为加热的冷硬铸铁辊,上、下辊均为软辊,这种型式多用于机外,用于两面压光整饰要求高的纸张。 软辊
05压光机操作规程
压光机安全操作规程 1、压光机引纸绳断时,应停机接好装上,严禁无引纸绳引纸; 2、运转中断纸时,不准在入口处清除损纸,压光机辊间缠纸时应停机处理。压光机底部应保持清洁,有损纸及杂物应在开机之前清理干净; 3、运转中清除辊面粘物时,禁止在入口处进行;应在出口处用铲刀清除,铲时不要用力过猛以免刀口伤害手。严禁用手清除刀上的杂物; 4、运转中使用压缩空气清除压光机垃圾时,胶管不得缠身,以免胶管产生扭力把人甩出或卷入设备中致人伤害及死亡; 5、本岗位操作过程中所有压力仪表盘显示应确保正常,如发现问题要在当班及时处理好; 6、本岗位所有机架和走台,在运转中不准堆放任何工具和杂物,避免掉落,发生事故。压光机底部的损纸应在开机之前清理干净; 7、压光机运转中严禁用手套及用回丝、揩布进行作业,以免轧伤人; 8、在运转中压光机辊间的安全栏杆设施必须齐全完好; 9、在液压缸和杠杆臂止动点操作时,不要把身体的任何部位进入危险区。液压缸工作时呈上下运动,存在着周期性的危险,人、物件必须远离; 10、压光机引纸时,必须使用引纸装置引纸。引纸过程中引纸装置出现故障时必须检修完好后才可继续投入引纸; 11、传动辊高速运转时,辊面温度可达120℃,所以操作时,其他人、物件必须远离; 12、压光机进口压区点防护板不准随意移开;(停机清洗、抢修除外) z要保持压光机周围的清洁,随时清除油污,纸和其他危险物品,维修工具箱等也不能放在边上,以免发生安全事故。 z刮刀很锋利,维护或更换时要小心。 z硬压光在操作过程中,禁止用手或其它物体接触纸幅、纸辊或压光机辊子。 z压光机的操作要戴耳塞、戴安全鞋。 13、压光进口安全注意事项: ⑴ 在这个点上,引纸时由机械引纸装置自动引纸,纸页被落下的旋转辊子带入; ⑵ 压光机运转时,该进口点全幅的压区防护板不准随意离移,如要移开防护板之前必须将压光机停运并自锁; ⑶ 当运转时严禁在该区域用手将纸页送进压光机。严禁身体任何部位靠近该区域,抄造中压区防护板的区域通道处严禁过人; ⑷ 操作压光机时,或抬起、或落下,必须预先通知上面的操作人员; ⑸ 严禁有人在压光机区域的护栏杆或过道护栏杆上面站立; 6)严禁在运行中更换刮刀 1
软压光的原理及优缺点
软压光的原理及优缺点 软辊压光是由硬辊和软辊组合成的压光机组。 硬辊:即热辊,冷铸辊,表面硬度高,光洁尤如镜面,用油或水在机外加热送到辊内,也有用感应电加热,辊面温度从120度到200度,最高可达230度。 软辊:可控中高辊,表面以特殊的聚合物制成,要求耐高温高压,弹性好,能承受负荷频繁的变化。目前使用的材料主要有环氧树脂、尼龙、合成橡胶、聚酯尿烷等。 软压光的作用原理 在运行中,纸页和热辊接触,短时间内,热辊把热能传到纸内,并深入到一定的临界深度(通常认为是在0.007μм)时,这时纸面的温度达到或接近玻璃软化点,此时纸面塑性加强,而软辊在受压时,弹性变形,压区形成面接触。镜面的硬辊就象压模似的把蒴化的纸面,变的平滑又_泽,且保留了好厚度。 软压光的优点 和硬压光相比有以下优点: ①压出的纸紧度一致 具有较高弹性模数的压光辊,一般要比钢辊柔软500-50倍,当弹性辊以一定的线压压到硬辊或冷淬铸铁辊时,其压区宽度就变得比钢-钢辊相接触时要宽得多。峰压随压区宽度的倒数而下降,接触表面不再是一个平面,而且沿着钢辊的曲率半径,钢辊的总径向压缩变形很小(0.2-2%)。 在钢-钢压区,如果纸页中有高低不平的斑块,压力就不均一。进入压区的的纸页,高厚斑块或絮凝块太多时,此处压力将达到最多,周围地区则比较低。总的结果是,纸幅的高纤维密度区会在同样纸页厚度的低纤维密度区显现出来,后者所受到的压区压力冲击力度较低。纸页在弹性面层的压光辊中受压时,硬辊压入面层的下凹深
度大到足以使纸页厚度的改变不会使峰压有多大变化(峰压即压区中心线的最高压力)。 ②即使纸张匀度不好,其不透明度可得到改善,并消除色斑。 由于软辊面材料得回弹,使辊面可以适应纸页任何不良的匀度和定量变化。纸张较薄区和热辊接触,同时对厚区来说,厚度不会有较大的减少,这样的厚薄区都可增加其细微平滑度,消除了色斑。 ③印刷油墨吸受性良好 因纸页紧度一纸致,且厚度减少不是很大,因而压出的纸吸油膜性好且均一。 ④有可能使成品有较高的水分 因为在软辊压区纸张压黑和色斑基本消除,纸页可在高水分下进入压区。 ⑤改善了纸张松厚度,并保持挺度的稳定性。 ⑥软压光的稳度和线压调节范围大,可适应不同纸种要求的压光整饰。 ⑦因纤维不受强烈挤压,纸页强度好,提高了社备运行率。 ⑧可获得较高平滑度,并消除两面差。 和超级压光比: ①超级压光最高允许温度不能超过85度,而软辊压光的温度可达160—200度 ②软压光可和纸机或涂布机同速,且在引纸时不必降速。 ③软辊每次磨辊间隔时间和使用寿命比纸粕辊长得多。 ④超压对纸张厚度控制困难 ⑤超压占地面积大,包塑料面和磨辊成本高,且投资也高。 软辊压光的主要缺点 软辊压光的最大缺点就是一旦其工作宽度确定后,不能随意加以改变。因为纸幅外的软辊面直接与硬(热)辊接触,软辊面层易受损,同时因纸幅外的辊面与热辊接触,造成局部温度大,如果温差超过软辊材料的承受值(一般控制在5度以内),就很容易变形。因此在生产中要确保进压区的纸幅宽度。 软压光在较高温度下操作也存在其他缺点,如纸页水份下_;因高温发生故障,特别是双软辊压光机上。
造纸生产过程中常见纸病的分析处理说课材料
造纸生产过程中常见纸病的分析处理
造纸生产过程中常见纸病的分析处理 收藏到: 1 前言 造纸生产的过程通俗概括地讲就是一个加水、脱水、保水的过程。首先在打浆前要加入适量的水,使之调节到打浆的适应浓度,然后通过配料、加药、加填、调节浓度到适宜抄造的上网条件。 继而,在抄造过程中控制好网前箱(俗称头箱) 的水位,使浆流以适当的浆网速比均匀地喷上网面。浆网速比根据成纸的匀度、纤维的定向排列的状况,成纸的形稳性等状况决定,一般文化用纸抄造时结合设备特性的差异控制在0. 9~1. 1 的范围之内。浆料上网后经过自然脱水和机械方式脱水结合的过程,进入压榨部则是完全的机械脱水的过程;通过压榨部进入干燥部则是以热力方式进行蒸发脱水,热力干燥脱水的成本要大大高于机械方式脱水的成本,一般认为在进入烘缸前降低1 %的水份可以节约4 %的蒸汽成本。所以抄造中在设备能力允许的条件下应充分发挥压榨部脱水能力,尽最大可能降低进入烘缸前的水份,一则可以尽可能节约抄造成本,同时还能提高纸页的湿强度,减少断纸机会,提高抄造率,间接可提高车速。但对于需要保持一定松厚度的产品如纸杯原纸等,则只能在保证成品松厚度的前提下适当使用压榨压力。脱水过程结束同时也进入保水过程,即在干燥脱水到一定程度时则须使纸幅能均匀、稳定地保持一定的水份,以使其在通过压光
整饰时能获得良好的平滑性和均一性的外观质量,以及成纸后的形态稳定性。一般文化用纸的成纸水份以控制在4 %~6 %的范围为宜。有特 定成纸水份要求的品种则应根据特定标准控制。适当的水份控制,除了能达到上述质量控制的目的外,还能有效地节约抄造用浆,以达到降低成本之目的。 本文叙述了造纸生产过程中常见的纸病及其分析处理方法,常见纸病有定量波动,纸页收缩,匀度不良,鼓泡、荷叶边和孔洞等。 2 常见纸病及处理 2. 1 定量波动的影响及控制 2. 1. 1 成浆浓度波动 碎浆过程中必须保证稳定的投料及加水的数量。若能在进入打浆前增设浓度调节器则是较理想的浓度控制流程,但必须说明的是浓度调节器也只能在一定的浓度范围以内进行调节,而且只能在高于设定浓度的条件下调节到设定的浓度,所以碎浆浓度超过调节范围或低于设定浓度时调节器都是无法正常工作的。 2. 1. 2 损纸浆的波动 如损纸量波动较大而又缺乏理想的浓缩设备和足够的损纸浆贮存池,则会足以威胁抄造用浆的浓度稳定。特别表现在纸机开停机和断纸较多的时候,浓度极不稳定的湿损纸浆,严重影响了定量的稳定。正常生产中损纸的配用量必须保持固定不变。一旦生产异常,产生过量损纸时必须报告现场主管后由工艺人员根据状况
软辊压光机
软辊压光机 1. 软辊压光机从80年代开始,已经正式成功并广泛地应用在造纸行业,作为造纸机和涂布机的机内或机外的整饰设备。由于其性能优越、操作简单、纸幅压光断头少、压光后成纸质量提高、设备运行作业率高,得到迅速的发展。世界上当前可以提供软辊压光机的厂家有Voith Sulzer-Hunt&Moscrop,Valmet、Künters和Allimand等。我院和江阴市国光压光机纤维辊公司通力合作,正在开发和研制中,可望不久将会问世。 2.软辊压光机的作用原理 压区由一根可加热调温的冷硬铸铁辊和一根可控制中高,其辊壳外包覆弹性材料的软辊组成。软辊辊面在压力作用下的变形,使压区形成面接触,而使单位面积的压强较低,纸幅表面受到温和的处理,所以纸幅整饰均匀,松厚度损失少。按辊径大小,软辊面包覆材料的硬度以及施加压力的不同,软辊压光压区的宽度,可达5~10mm,为纸机压光(硬压区)的5~8倍,其单位压力一般为20~40N/m㎡。即使软压光的线压力较高,其单位压力也不过是纸机压光机的l/3~1/4。由于压区较宽,纸幅在压区停留时间长,其增加的能耗变成为热的形式传给纸幅,软化纸幅表面的纤维,使其容易压光,增加平滑度。权衡压力和温度之间的效果,在上述压区温度较高时,压区压力相对可低些,这样可减少松厚度的损失,从而得到满意的纸面整饰。又由于软压压光区的比压力较低,纤维压溃的现象大大减少,使纸张的强度得以保持。纸张纵向和横向的拉力强度好,这就意味着纸机和后续的印刷机运转率会有提高。由于软辊面材料的回弹性,使辊面可适应纸幅任何不好的匀度和定量的变化,因此可以比常规的硬压区压光机有更均匀的平滑度和均匀的紧度。纸幅较薄区和加热辊接触良好,同时对厚区而言,其厚度不会有重大减少,这样一来在厚薄区都可增加其细微平滑度,因而整个纸幅都有非常均匀的细微平滑度,消除了色斑,印刷性能大大改善。软压光的另一好处是在纸张压黑和色斑问题基本消除的前提下,允许纸幅可在水份较高情况下运行,这不仅有利于纸幅的压光整饰作用,同时使纸卷的水份可保持较高,纸幅的水份大、温度高,使其纤维组分得到软化以利于压光。蒸汽喷湿对压光工艺有着重大的影响。热蒸汽使纸面塑化,也很容易压光,得到好的平滑度。和常规纸机压光机相比,软压光机主要是有硬辊面的热辊和弹性包覆层的软辊,其辊径和作用于压区的线压不同外,软辊压光还要考虑软包覆材料的弹性系数。对于一定纸幅来说其原材料的配比和结构(浆料分布、纤维三维指向和纤维结构形成)己确定时,其压光效果受下述条件影响:辊的温度、进入压取纸幅的温度、压区压力、纸幅含水份、纸幅在压区停留时间和压区数量。高温低压有利于提高光泽度,纸幅的紧度增加不多,而粗糙度较小(意味着纸面比较细致)而低温高压,纸幅紧度提高,粗糙度较高(意味纸面比较粗糙),光泽度提高少。 3.软辊压光机结构 软辊压光机最普通的排列是二组串联双压区形式,每个压区由一个软辊和一个冷硬铸铁加热辊组成。当第一压区软辊为顶辊时,第二压区软辊为底辊,这种布置称为2×1。以使纸幅两面均受到相同的压光整饰。这两个压区的上下辊分别由各自的传动系统带动,其线压力和热辊温度均可分别控制、调节。以使纸幅的两面差得到最大程度的纠正。两个压区可以相背地装在同一机架上,中间开有操作维修的通道。也可如两台压光机一样各装在各自的机架上,中间有一通道。有的纸张只需要单面压光整饰的则只用一个压区。需双面压光整饰的,要用二个压区,且软辊要分别装在上辊或底辊的位置。二组三辊(二压区)布置(称2×2布置),中间辊为加热的冷硬铸铁辊,上下辊均为软辊,这种型式多用于机外,用于两面压光整饰有高要求的纸张。典型的机内软辊压光机由软辊、热辊、刮刀、液压系统、加热系统、辊端吹风装置、张力辊、活动弧形辊、机架及电气传动和自控系统组成。 3.1软辊
铜版纸生产过程中常见纸病及解决办法
铜版纸生产过程中常见纸病及解决办法 铜版纸也称涂布美术印刷纸,主要用于单色或彩色印刷的画册、画报、书刊封面、插页、美术图片及商品商标等。近几年来也广泛用于制作纸手袋、不于胶面纸、底纸等。由于其工艺复杂、加工工序多,因此产生的纸病也远远多于其他类纸张,对于其他纸种微不足道的纸病,在铜版纸生产上可能就是致命的问题,直接影响产品的使用性能、以及企业的经济效益。因此预防纸病的产生,对发生纸病及时有效解决就显得尤为重要。 现将笔者从事铜版纸技术工作十多年来关于生产中发生的纸病及解决方法整理出来,不足之处请批评指正。本文着重从操作方面人手,有些纸病可能是生产工艺技术条件、涂料配方、原材料质量变化等引起,则不在本文讨论之列。 本公司是以商品木浆为原料,一台无表面施胶、含机内预涂布的2280mm纸机、一台双涂布头的刮刀涂布机、两台超级压光机。 l 预涂原纸纸病及解决方法 1.1 原纸横幅差 横幅差直接影响到后工序的加工、卷筒纸的平整性等,因此将横幅差也列在纸病之列。 解决方法: (1)每次计划停机时校准堰板口的开口横幅一致性。 (2)定期清洗流浆箱。 (3)注意车速与流浆箱的液位(浆网速),浆速不宜过快。 (4)微调各流浆箱对应区域的开度及两边回流 浆管的开度,流浆箱平衡压力玻璃管内浆液位调节相对静止。 1.2 匀度差 纸张的匀度为纸张定量的分布状况,即微小面积上质量或紧度的变化。纸张匀度不好一般认为有三大影响因素: 1)浆料自身的絮聚;2)纸机操作不当;3)成形脱水不均匀。¨ 解决方法: (1)控制上网浆浓度不宜过大。 (2)控制水线不能过短。 (3)调整好浆网速(流浆箱液位与网速) (4)水印辊清洁,且平稳压向网面,不可产生偏压。 1.3 原纸破边、破洞 解决方法: (1)进压榨时纸页跳动幅度大,调整速度差(张力) (2)检查烘缸有无漏水情况。 (3)检查于网是否有破损。 (4)及时清理烘缸纸毛。 (5)原纸有裂缝。检查、调小伏辊进压榨部的湿纸页张力。 (6)卷取二臂压力超大,且产生偏压时,卷成大轴时产生裂边。 1.4 脏料点 解决方法: (1)用刀片刮掉一压上辊(石辊)两边所粘料。 (2)各压榨上辊喷水不能关闭,让清水及时带走粘料。 (3)加强清洗毛布,尤其是毛布两边,有停机的机会就洗毛布保持毛布清洁。 (4)保持于网的清洁。计划停机时必须清洗于网。
压光机热油系统
压光机导热油系统 一、导热油系统概要 1.导热油系统的原理与作用 在包装纸抄造中,作为改变纸张物理性能的最后一道工序的设备。压光机对改善纸张的紧度、厚度以及表面亮度和光滑度等质量指标发挥着极其重要的作用,而压光辊的温度控制对压光机能否发挥其作用起着相当大的影响,温度不适当或不稳定,将会造成纸张有白斑、亮度降低、表面光滑度粗糙成品纸易受潮、翘曲等,因此,保证热油系统的稳定性对压光机的性能发挥有积极的意义。 压光机热油系统是一个由管道、阀门连接于贮油箱、循环泵、冷却器、加热器、压光辊等设备的封闭的循环回路,导热油作为向压光辊传递热能的媒介,系统中的导热油通过加热器加热后,在循环泵作用下,经由温度控制阀和冷却器调节热油至适当温度,然后进入压光辊对其传热,最后在背压作用下返回加热器进行下一轮循环。在整个循环过程中,匀有控制和监测单元完成对导热油温度、压力及流量进行自动控制。 2.导热油系统的主要组成部分包括(参见图3) (1)循环泵(见图1) 循环泵是使导热油在系统内不断流动,保证热能均匀的不间断传递给压光辊的动力设备,其主要参数如下 TYPE: NTT65-200/02 φ205 Q=82m3/h H=82 m N= 2900 rpm P=18.5 kW
(2)电阻加热器 15.5kW*28组 电阻加热器就是通过电能对导热油进行加热,其加热范围可以在 50-350℃之间调节, 现场温度通常控制在190℃左右.(比使用温度高出约10℃) (3)膨胀箱 容积=646 L 膨胀箱通过伸缩管连接安装于高处.共有三根管道与其连接①.与贮油箱的连接管;②.与系统回流管的连接管;③.与系统循环泵出口管的连接管,该连接管上的一个沸腾阀“F ”。膨胀箱主要作用是系统加热过程中排除系统中的气体,使压力处于稳定态,以保证系统油温可以加热到设定值。 轴承箱 叶轮 泵壳 安全密封装置 轴 机械密封 轴承6410 J C3 图1:循环油泵
压光机设计
摘要 造纸业是一个传统的重要行业,随着社会的进步,科技的提高,人们通过一系列机器设备的更新替换和加工工艺的改良来不断提高纸张的质量,来满足需求。而压光机就是用来提高纸张光泽度、平滑度、紧实度的一种机器设备。所以对于压光机设计这个课题的研究是非常有意义的,而能否提出设计出合理的压光机方案将直接影响制品的质量和性能好坏。 本此毕业设计:FM1600直立式三辊压光机设计,通过查阅相关资料和到相关生产企业参观实训为基础,对压光机进行了比较完整的系统设计工作和关键零件的工程图纸绘制工作,主要内容包括:第一章对压光机的性能原理、组成、分类以及发展史进行了综述及分析:第二章进行了压光机辊筒,机架体等这样一些结构装置分析与设计,第三章则是对压光机设计理论的介绍设计中要求对辊筒挠度进行补偿的措施。第四章是压光机一些系统的设计。第五章则主要是列举设计中要求对辊筒挠度进行补偿的措施。 关键词:压延;传动;加热;挠度,电气
Abstract Paper industry is an important traditional industry, with the progress of society and the improvement of science and technology, improvement of people through a series of equipment replacement and processing technology to continuously improve the quality of paper, to meet the demand. Calender is a kind of machine equipment used to improve the gloss, smoothness and compactness of the paper. Therefore, it is very meaningful to study the subject of calender design, and whether we can design a reasonable calender scheme will directly affect the quality and performance of the product. This is the design of calender in access to a large number of relevant literature, and under the guidance of a mentor, because domestic on the calender design precedent is not too much, so in many parameters it is difficult to find a standard or obtained by the relevant formula. Most of the parameters of this design are given by instructors through data given in the actual production of the factory. This thesis is divided into five chapters, the first chapter narrated the calender performance principle, composition, classification and development history: the second chapter introduces the calender roller, a machine frame body such as structure device, the third chapter is the design of calender design theory in the required compensation roller deflection measures. The fourth chapter is the calender system design, mainly enumerates the design request to compensate the roll deflection. The fifth chapter mainly lists the design requirements of the roller deflection compensation measures. Keywords: rolling;transmission; heating; deflection; electrical
2300mm压光机说明书
2300mm压光机使用说明书
目录 一、概述 (2) 二、结构说明 (2) 三、安装说明 (4) 四、试车 (6) 五、线压与底辊中高 (7) 六、润滑 (7) 七、保养 (7) 八、易损件明细表 (8) 一、概述
压光机是纸机完成部的重要设备,通过对纸幅的压光,使纸幅的平滑度、光泽度、紧度得到提高,使纸幅的横向厚度差和两面差得到改善。 本机为三辊二压区普通压光机,中间辊传动,具有上、下两个加压机构,这样,线压的调整更具有灵活性。同时,也可作二辊一压区使用(即顶辊提升不用)。 压光机主要技术参数如下: 1、纸幅定量:80-200g/m2 2、净纸宽度及轨距:1400mm, 2300mm 3、最高车速:200m/min 4、最高线压:60KN/m 5、提升方式:气动 6、加压方式:气动(上下两个加压机构) 7、控制方式:阀箱集中控制 8、润滑:稀油集中润滑 9、驱动方式:变频调速 二、结构 本压光机由以下几大部件组成: 1、机架 2、压光辊及轴承 3、活动弧形辊 4、提升系统 5、加压系统 6、引纸装置 7、刮刀8、保险装置9、润滑系统 10、气动控制系统 2.1 机架
本机机架采用钢板焊接箱形结构,由左、右立柱、横梁、底辊支座及基础板组成。 箱形结构的立柱,具有抗弯、抗扭的特性,基础板为铸铁件。 机架各构件用螺钉连接成一个整体,组成一个框架式结构,具有极高的稳定性及刚性。 2.2 压光辊及轴承 本机有二条压光辊。驱动辊为底辊,规格为顶辊Ф350×1900mm,底辊Ф400×1900mm为下加压辊。 压光辊材质均为普通冷硬铸铁,辊面硬度70Hs(肖氏硬度),轴承为双列短园柱球面轴承,辊子轴颈与轴承用退卸套联接。压光辊轴承壳与提升臂固定联接,提升臂与支架活动联接,支架与立柱固定联接。 2.3 提升机构 本机压光辊的提升为气动控制。当需要将压光辊相互脱开的时候,操纵阀箱上的相应手柄就可将压光辊脱开,顶辊为提升,当提升动作结束后,将顶辊用锁勾锁住。顶辊提升为电动。 2.4 加压机构 本机有一套加压机构,即顶辊上加压机构,上加压机构是一套独立的加压机构,由电动机、蜗杆、蜗轮箱组成,操作侧和传动侧各1组。 2.5 刮刀 本机有二组刮刀,即顶辊的左刮刀及底辊的底辊刮刀。可通过手柄机构来翻转刮刀架使刮刀脱开辊面。刮刀片为EP高强度环氧树酯层压板,即有耐磨性能又不伤辊面,是一种新型的刮刀。
关于 压光软辊
关于压光和软辊 软辊压光机是近年来由德国Kuster—Beloit公司开发研究出来的,后来Valmet、Voith公司相继生产这种压光机。它由可加热调温的冷硬铸铁辊和可控制中高外包覆弹性材料的软辊组成。硬热辊的表面是一种特殊的表面硬镀层,厚度约150um,硬度达1000HV;软辊表面硬度一般为91SHD,耐温为105℃。同普通纸机压光机使用效果比较,其具有平滑度增加显著、松厚度损失减少、纸张强度得以保持等特点。 机型分类软辊压光机根据软辊本身的设备结构不同,可分为固定中高软辊压光机、单区可控中高软辊压光机、可控中高软辊压光机三种类型。根据压区数量,可分为单压区软辊压光机、双压区软辊压光机、复合多压区软辊压光机。 辊面材料常用的辊面材料有聚氨酯、复合材料、冷硬合金、高硬度表面喷涂等。针对生产纸品种的特殊要求,可对材料进行任意组合。在线压力基本一致的前提下,辊面材质的硬度越高,线的紧度越大;辊面材质的粗糙度越低,纸的平滑度越高。因此选择符合纸的辊面材质,有助于改善压光机本身的缺陷。 热辊材质的选择 1.当选择冷硬合金时,冷硬合金的硬度一般在HS70°左右,且误差范围在±2°以内,若超差在5°—10°范围,则辊面硬度的均一性差,从而导致辊面的热稳定差。 2.以环氧树脂为主体材料,添加玻璃纤维、芳纶纤维和白炭黑等改性补强材料, 经过独特工艺制备的复合材料, 用来替代冷硬铸铁合金材料。环氧树脂覆面材料通过无纺布浸渍缠绕成型工艺包覆在金属辊芯上, 制成软压光胶辊。 3.国外技术可以把辊面硬度做到HS70°±1°以内,使用时辊面的一致性非常好。
4.国内某企业采用世界上最为先进的二次离心浇筑工艺,可将冷硬层的硬度提高到HS75°以上,并且误差可控制在±2°以内,使用时热变形非常小。此外,若将国内普通的冷硬合金硬辊表面喷涂碳化钨合成材料,将表面硬度提高到HS88°±2°,也将改善辊子的热稳定性,降低辊子的受热变形量。研究表明,热辊表面的硬度越高,热稳定性越好,热变性量越小,对纸页的负作用小。 软辊材质的选择 1.聚氨酯橡胶,硬度在SHA95°±2°至SHA100°以上,使用它能达到一定的效果,但是以Pu材料为主的聚氨酯橡胶,存在缺陷(1)表面耐温性差,一般不过80℃;(2)硬度提高后,使用过程中热稳定性较差,造成表面胶料变软。 2.进口合成材料,硬度在SHD88°——92°,表面耐温可达130℃,压光效果相对于聚氨酯橡胶的,有明显的改善。 热辊的加热方式热辊加热的热源通常有两种:蒸汽,导热油。 1.采用蒸汽加热的热辊通常是中空表面冷硬铸铁辊,只能采用同侧进汽回水蒸汽旋转接头,往往会造成辊面温度不均,影响纸幅厚薄不均一。 2.采用导热油加热的热辊都是采用周边打孔厚壁表面冷硬铸铁辊,设计巧妙的导热油进回油通道可以做到热辊表面温度差全幅在2°以内,使辊面温度一致,可以达到非常好的压光效果。导热油加热一个非常有利的特点是温度可调范围广,通常在20℃——200℃之间可以任意设臵,导热油的热量是采用有机热载锅炉热交换获得的,现在的自动化控制非常好,可以做到导热油温度在2℃范围内。实践表明,热辊表面温度高低对同一纸种的平滑度影响很大,利用导热油加热的温度任意设臵可控的特点,可以解决同一机台不同产品纸种紧度与平滑度同时提高
压光
压光 1压光的目的 压光是抄纸过程中的一个重要部分, 压光的目的是为了满足纸张质量更好、更均一,其主要表现在以下几个方面: ①改进不均一的纸页成形. ②改进纸页的表面平整度或平滑度、光泽度 ③压缩和密实纸张的纤维 2压光的发展 2.1 传统压光机 在压光机的发展史上,经历了传统压光机、超级压光机、软辊压光机、多软辊压光机的过程。 传统的压光机是硬辊压光,压光机有3-10个压光辊,垂直重叠安装在机架上,最下一个为原动辊,其余辊子靠彼此摩擦带动。 压光辊是表面极为光滑的铸铁辊,硬度不低于800-850(肖氏),压光机辊子间的压力是辊子本身重量产生,使用的附加压力不多,6辊压光机最下两个压光辊的压力为500-600N/cm,8辊压光机为700-800 N/cm,10辊压光机为1000 N/cm。硬辊压光对提高纸页的平滑度、光泽度、紧度和厚度的均一性能起到了较好的效果,但随着压力的上升,纸张的物理强度却受到损伤。 超级压光机是由冷淬铸铁辊和纸粕辊交叠使用的压光机组成。软压光是由铸铁辊和聚合物软辊组成的压光机组。 2.2 压光机的改进 基于压光的线压、压区的缝数、车速的限制,以及纸页物理强度的影响,压光技术一直在不断改进。 2.2.1 对金属辊加热 在辊间整饰纸页时,高温有助于形成更好的表面光洁度,因压光辊的热能传递到纸页,纸面纤维趋于软化,有利于压光整饰。提高压光辊的温度,对纸幅结构的损害比在室温条件下单靠提高压力要好得多。如果要求的表面温度在150度以下,可用通入循环水或蒸汽来进行加热,用热油可使辊温升到200度,温度超过200度,辊面最好使用感应加热。 2.2.2抗挠辊的使用 硬压光的底辊(又称主辊)从其上面辊子所受到的负荷是带挠曲的,要使其接近合适的恒定线压的唯一办法是磨出中高来,中高大小可在一个假设的线压进行校正:超过该线压点,辊子将在中心部位过度地挠曲,而在辊子两边的压区作用力最高,在线压力降低时,由于辊子中部的中高,额外的直径将在纸幅中部形成过大的压区作用。
软压光技术
?论文与综述? 软压光技术 张红杰,姚 芳 (天津科技大学,天津300222) [摘 要] 随着对高级纸和纸板需求量的增大,对高级纸和纸板的整饰技术越来越受到人们的重视。其中, 软压光技术是近几年来发展迅速的新型技术。现仅就软压光技术的概念、优点和应用情况作简要的介绍。 [关键词] 软压光;整饰;软压光机 软压光(S oft Calendering )技术自上世纪80年代出现以来,已取得很大进展,得到越来越广泛的应用。最初这项技术仅应用于整饰要求较低和中等要求的纸种,或在软压光技术发明之前一般采用硬压光的纸种。如今的软压光机已经可以获得以前只能用超级压光机才能达到的压光效果。到目前为止,世界各地已安装了大约500台软压光机,以代替普通压光机来整饰各种纸和纸板(如新闻纸、书写印刷纸、钞票纸、牛皮卡纸、箱纸板和涂布纸等),最高车速可达2500m/min ,取得了良好的效果。 1 软压光技术的概念 如果压光技术被定义为纸幅的热能与机械能之间的转换,那么硬压区和软压区的压光机理没有本质上的区别。纸幅被压在两压辊之间,辊面由于压区的压力而被压在纸幅上。用硬辊压光机压光时,在压光机坚硬而无弹性的压辊间,纸幅被压成厚度一致的纸页。此时,纸幅中较厚的部分被压得比较实,纸幅局部区域的密度增大,造成纸页密度不一致,从而导致成纸出现花斑纹,严重时还会造成黑斑。 在使用软压光技术的情况下,纸幅采用软压光机的热硬辊和弹性辊所组成的压区进行压光整饰。纸幅通过压区时,纸页全幅密度均衡增加,由于辊面有弹性,这意味着与硬辊相比,软辊面将压区压力更均匀地分配给纸幅的较厚或较薄部位,所以即使是在水分很高的情况下也不会出现压光斑点的纸病。 软压光机最早用来取代机械压光,现已取代了对纸张要求适度压光的超级压光机,国外几乎所有大型纸板机均采用软压光机整饰。软压光机通常设在纸机上,也可用做机外处理。 软压光机主要是利用热辊较高的温度,当纸页通过压区时,能把足够的热量传递到纸面的一定深度,使纤维和填料达到玻璃软化点的温度,在一定压力下,因 收稿日期:2004-04-06 作者简介:张红杰(1976-),男,现在天津科技大学化工学院制浆造纸专业攻读博士研究生。研究方向:造纸新技术,造纸助剂的开发与应用。 热塑效应利用表面光滑的热辊来整饰纸面,提高纸面的平滑度和光泽度,达到和接近超级压光机的整饰效果,同时保持纸张的松厚度。 软压光机的构造是由一个可加热的铸铁辊和一个可控中高弹性辊组成压区,在加热时,因接触处弹性辊面变形而形成面接触,所以单位表面压力较低,纸张表面受到较温和的处理,使纸张整饰均匀,松厚度损失少。其接触面宽度可达5~10mm ,线压力约为机械压光的10倍,线压力为200~400kN/m ,即使线压力较高,其单位压力也仅20~40N/mm ,为机械压光的 25%~35%。铸铁辊内可通入蒸汽或油加热,随纸张 受压时的温度要求而定,前者最高温度可达120℃,后者可达200℃,从而使纸页中的纤维和填料达到玻璃化温度。弹性辊用合成材料覆面,其材质为制造商的专利,通常用特殊配方环氧树脂、尼龙、合成橡胶、聚酯尿烷等,也可采用天然橡胶。每台软压光机通常有一个或二个压区,每台纸机常用两台串联使用,以减少纸张两面差。如果仅需单面光泽,只设一台软压光机即可。 软辊压光过程有效地利用了油热或蒸汽热铸铁辊提供的高温和温度梯度,但大直径辊也有其缺点。要在软辊压光机压区内达到实际要求的压力,就需要很高的线压力,这意味着主辊必须有更大的直径。市场上有较高弹性模量的冷铸辊材料,但在高温操作时其热导性能差。大直径辊的制造技术使软辊压光机的投资较大,为了减少成本,要尽量使压区数目最少。对于大部分纸种两压区已经足够,但生产高光泽纸时至少需要四个压区。四压区有两种可能的结合方式,包括由四对双辊组形成的四个单独软辊压光压区和两组三辊压光装置。单独压区投资大,且线压力经常受到限制,但另一方面,单压区即使在高车速时也可保持所需的表面温度。三辊压光装置可在适当线压下达到高比压。高温下软辊压光是较好的生产工艺,可赋予纸张良好的结构并保持松厚性。但是高温压光也会引发一些问题,由于进入纸张内部的能量高,与在低生产速度下的超级压光机相比,纸张会失去更多的水分。 — 22— 2004年 第4期 《黑 龙 江 造 纸》
造纸用软压光机的发展_魏正园
造纸压光设备是造纸过程对纸张表面进行整饰加工的重要技术装备。这些设备种类繁多,按所用压光辊面材料的性质可分为硬压光和软压光两大类。前者有纸机压光机、半干压光机等;后者包括超级压光机、光泽压光机、软辊压光机和超级软压光机等。我国纸厂已配用上述大部分设备,但使用效果差别很大。究其原因,就设备本身而言,主要是设备选型、配制不当和设备制造技术瓶颈所造成的。 鉴于当下我国软辊压光机靠进口为主的现象和一些进口软辊压光机使用效果不理想的情况,本文拟就造纸软压光整饰技术和设备的概况作出陈述,为配好、用好软辊压光设备提供参考。 1软辊压光机简介 软辊压光机最早是由德国Küsters公司开发研制成功的。到1991年,许多造纸工业发达的国家都已经开始采用,其后几年发展迅速,如今已被德国、英国、法国、日本、意大利、瑞典等20多个国家的造纸企业广泛使用[1]。当前世界上生产软辊压光机的厂家主要有奥地利Andrize集团的Küsters公司、芬兰Metso Paper公司和德国Voith公司。 软辊压光机根据生产纸种的不同要求有多种不同的排列形式,而使纸的两面获得不同的整饰效果。如单压区(由1个软辊和1个热辊或两个热辊组成)、三辊两压区(由两个软辊和1个热辊组成)、四辊两压区(由两个软辊和两个热辊组成,但两个压区的软、热辊排列位置相同或互调)、多压区(由两个三辊两压区组成的六辊四压区等)等几种形式,其中软、热辊位置互调的四辊两压区是当前最主要的形式,因为这种形式生产出来的产品,以两面都要求中等压光整饰的纸种最多、最常见[2]。 软辊压光不仅能提高纸的平滑度、光泽度,保持良好的松厚度和挺度,还能提高纸页紧度的均匀性,从而大大提高纸的印刷性能。而且,软辊压光机是机内在线连续生产,其操作维护很方便,所以除了能提高纸的质量外,还能提高纸的抄造生产率[3]。这些优点表明,软辊压光是一种值得推广且很有前途的技术。它的国内外市场正在扩大中。地域上,从欧洲向世界各地推广;应用上,从中薄纸种向各类薄、厚纸种推广。其应用效果在技术上是肯定的,在经济上也颇有竞争力。 2辊面材质的选择 软辊压区是由一根可加热调温的冷硬铸铁辊和一根可控中高、辊壳外包覆弹性材料的软辊组成。 ·收稿日期:2012-3-25
纸病处理是纸机操作人员的日常基本工作
纸病处理是纸机操作人员的日常基本工作,纸病的定义范围也是很广的。任何对纸张使用不利的缺陷都可以叫做纸病,不过按我的观点,我们所说的纸病实际上是指的外观纸病。 首先我想先谈一下分析纸病的几种方法 1,周期法:因为许多纸病产生于设备上,我们自己的设备大都为旋转的轴,它们都具有一定的运动周期,通过量取纸病的间隔周期,我们能够发现纸病的发生根源。 2,物质确认法:常常在纸页上面会出现一些比较类似的纸病,但是它们的产生根源是不一样的, 网部容易出现的纸病 网部湿纸页成形的关键部位,也是众多纸病产生的根源地。网部常见的纸病主要包括以下几个方面 1、网部的甩浆,网边的甩浆是产生纸病主要原因之一,轻的时候会产生纸边处产生纸洞,或者产生裂边情况,重的时候会引发断纸,网部甩浆的产生一般是因为芯层的网边不干净(网宽顶网>芯网>面网>底网),芯层的网边不干净可能是由于冲边水调节不好,也可能是由于机外白水槽液位的波动,成形网的窜动,在顶网和芯网的导出角处,有时也会甩浆,那是因为网边的浆聚集的太多,在抄高定量的纸种时要特别注意。 2、水针:水针可以说是纸机的一个关键的关键,对他的维护要特别的小心。首先水针的压力要合适,太大会溅浆,偏小有会有切不断的危险,在该纸种的过程中要注意水针压力的变化,拉动水针调节抄宽时要缓慢稳重。 3、网部高压水:网部高压水负责清洗,如果高压水出现堵塞,成形网就有被细小纤维和树脂堵塞的危险。而使得网部的脱水不畅造成透帘纸病(白条) 4、喷淋淀粉管:喷淋淀粉管容易产生的纸病有,淀粉点,小亮点(因为喷淋淀粉的压力过大),有时喷淋淀粉的压力过小淀粉也没有成雾状,而呈滴状,这样也会在纸面上造成连续的淀粉滴纸病。 5、网部真空的调节:网部的真空要注意湿吸箱的真空的调节,要保证网下池白水的回流量:调节真空时要注意水线的位置变化;纸幅转移真空箱的真空度要保证,否则会出现纸页剥离不好的情况而出现浆条。 网部产生纸病的因素很多,机架上的腐浆,积浆特别是吸水箱面板上的进入网部后也会造成纸病 流送部容易引发的纸病 我们公司的流送部采用的是全封闭的系统,加上公司定时的进行清洗,整个系统比较干净,引发纸病的因素已经很少但是在操作过程中我们还是要注意以下几点 1、保证压力筛和除砂器的正常工作,如果除砂器出现堵塞有可能会造成纸页中的尘埃增加。 2、注意流送部各槽罐的液位的稳定(一般都是因为阀门的问题),否则会造成纸页定量的
1880-800十二辊超级压光机技术方案
纸业有限公司 1880/800十二辊超级压光机技术方案 淄博泰鼎造纸机械有限公司 二О一О年一月二十三日
目录 1、产品技术参数 (1) 2、超级压光机主要技术性能参数 (1) 3、本超级压光机主要特点 (3) 4、供货与服务范围 (5) 5、主要进口件(不含备件) (6) 6、主要国产配套件 (7) 7、主要备件 (7)
1880/800十二辊超级压光机技术方案 1 产品技术参数 1.1 纸种: 1.2 原纸定量:涂面后成纸定量: 1.3 净纸宽:1880mm 1.4 压光前水分含量:成纸水分含量: 1.5 成纸平滑度:成纸平滑度两面差: 1.6 成纸横幅厚度差: 2 超级压光机主要技术性能参数 2.1 净纸宽:1880mm;压光机纸宽:1930mm 2.2 工作车速:30~800m/min;设计车速:900m/min; 动平衡车速:1000m/min 2.3 引纸车速:5~15m/min 2.4 辊间最大线压力:300kN/m 2.5 中间铁辊辊面温度:max80℃ 2.6 放纸卷纸最大直径:1500mm 2.7 传动方式:主传动、卷放纸传动为全数字直流调速;辅助传动为 交流变频 2.8 传动布局:由卷纸端面向退纸,传动在手侧 2.9 压光辊总数:12,配置如下: 2.9.1 顶辊底辊。类型:分区可控中高辊。辊面压区分3段控制中高。
辊筒材质:合金冷硬铸铁,离心铸造。辊面尺寸:Φ465×2080mm。表面硬度与粗糙度:72SHD,0.1μm。 2.9.2 中间铁辊4套。材质:合金冷硬铸铁。辊面尺寸:Φ300×2080mm。表面硬度与粗糙度:72SHD,0.1μm。 4条中间冷硬辊为加热辊。其中1套为传动辊。 2.9.3 纸粕辊6套。辊体材质:进口羊毛纸。辊面尺寸:Φ410×2050mm。 2.10 压光辊加压与脱离方式:底缸加压,高精度比例阀可编程控制。底缸脱辊。有快脱离与慢脱离两种功能。压光辊快速脱离时间:≤0.5秒。 2.11 压光辊重量液压补偿系统:可以补偿压辊自重,调整各压区线压力,精细控制纸幅两面差。 2.12 中间冷硬辊加热与冷却:循环水加热或冷却,水温自动控制。 2.13 放纸与纸卷紧急制动方式:恒张力控制直流发电机制动放纸。电机发电紧急制动。放纸电机:30kW。 2.14 卷纸与纸卷紧急制动方式:恒张力控制直流电动机传动轴式加压卷取。电机发电紧急制动。卷纸电机:37kW。 2.15 引纸方式:压光辊分离状态下引过纸页,然后压区依次闭合,并配有辅助传动的分离引纸工艺。也可以在压区闭合状态下爬行车速手工引纸。 2.16 压光辊辅助传动共2套。底辊、顶辊各1套,变频电机—减速机与同步带传动。弧形辊传动1套,变频电机三角带传动。 2.17 主传动直流电动机:280kW。 驱动方式:高精度硬齿面减速器,万向联轴器驱动,底5辊传动。