钽电容基本结构和生产工艺

钽电容基本结构和生产工艺
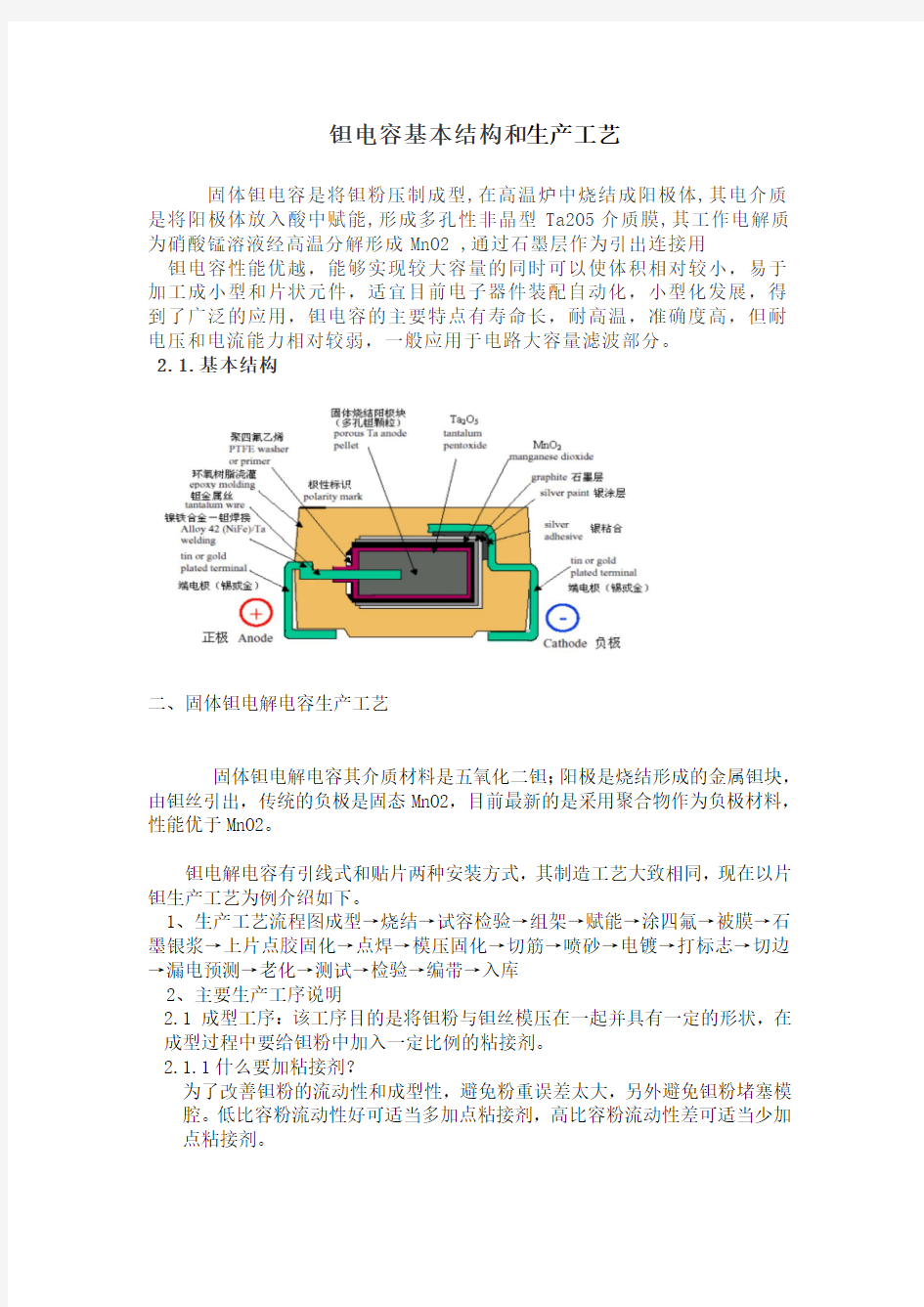
固体钽电容是将钽粉压制成型,在高温炉中烧结成阳极体,其电介质是将阳极体放入酸中赋能,形成多孔性非晶型Ta2O5介质膜,其工作电解质为硝酸锰溶液经高温分解形成MnO2,通过石墨层作为引出连接用钽电容性能优越,能够实现较大容量的同时可以使体积相对较小,易于加工成小型和片状元件,适宜目前电子器件装配自动化,小型化发展,得到了广泛的应用,钽电容的主要特点有寿命长,耐高温,准确度高,但耐电压和电流能力相对较弱,一般应用于电路大容量滤波部分。
2.1.基本结构
二、固体钽电解电容生产工艺
固体钽电解电容其介质材料是五氧化二钽;阳极是烧结形成的金属钽块,由钽丝引出,传统的负极是固态MnO2,目前最新的是采用聚合物作为负极材料,性能优于MnO2。
钽电解电容有引线式和贴片两种安装方式,其制造工艺大致相同,现在以片钽生产工艺为例介绍如下。
1、生产工艺流程图成型→烧结→试容检验→组架→赋能→涂四氟→被膜→石墨银浆→上片点胶固化→点焊→模压固化→切筋→喷砂→电镀→打标志→切边→漏电预测→老化→测试→检验→编带→入库
2、主要生产工序说明
2.1成型工序:该工序目的是将钽粉与钽丝模压在一起并具有一定的形状,在成型过程中要给钽粉中加入一定比例的粘接剂。
2.1.1什么要加粘接剂?
为了改善钽粉的流动性和成型性,避免粉重误差太大,另外避免钽粉堵塞模腔。低比容粉流动性好可适当多加点粘接剂,高比容粉流动性差可适当少加点粘接剂。
2.1.2加了太多或太少有什么影响?
如果太多:脱樟时,樟脑大量挥发,易导致钽坯开裂、断裂,瘦小的钽坯易导致弯曲。如果太少:起不到改善钽粉流动性的作用。拌好后的钽粉如果使用时间较长,因为樟脑是易挥发物品,可适量再加入一点粘和剂。樟脑的加入会导致钽粉中杂质含量增加,影响漏电。每天使用完毕,需将钽粉装入聚四氟乙烯瓶或真空袋内密封保存,以防樟脑挥发、钽粉中混入杂质、钽粉中吸附空气中的气体。
2.1.3成型后不进行脱樟,可否直接放入烧结炉内进行烧结?
不行,因为樟脑是低温挥发物,如果直接放入烧结炉内进行烧结,挥发物会冷凝在炉膛、机械泵、扩散泵等排出管道内。
2.1.4丝埋入深度太浅会有什么影响?
钽丝易拔出,或者钽丝易松动,后道工序在钽丝受到引力后,易导致钽丝跟部漏电流大。所以强调钽丝起码要埋入三分之二的钽坯高度以上,在成型时经常要检查。
2.1.5粉重误差太大分有什么影响?
粉重误码差太大,导致容量严重分散,K(±10%)档的命中率会很低。成型时经常要称取粉重,误差要合格范围内(±3%)。如果有轻有重都是偏重或都是偏轻,可调整赋能电压或烧结温度。如果有轻有重,超过误差范围,要调整成型机,并将已压钽坯隔离,作好标识,单独放一个坩埚烧结。
2.1.6密要均匀不能有上松下紧,或下紧上松的现象。否则会导致松的地方耐压降低。钽坯高度要在允许差范围内。
2.1.7成型注意事项:
(1)粉重
(2)压密
(3)高度
(4)钽丝埋入深度
(5)换粉时一定要将原来的粉彻底从机器内清理干净。
(6)不能徒手接触钽粉、钽坯,谨防钽粉、钽坯受到污染。杜绝在可能有钽粉的部位加油。
(7)成型后的钽坯要放在干燥器皿内密封保存,并要尽快烧结,一般不超过24小时。
(8)每个坩埚要有伴同小卡,写明操作者、日期、规格、粉重等情况,此卡跟随工单一起流转,要在赋能后把数据记在工单上才能扔掉,以防在烧结、赋能、被膜出了质量问题可以倒追溯。
2.2烧结工序
1.烧结:在高温高真空条件下将钽坯烧成具有一定机械强度的高纯钽块。
2.目的:一是提纯,二是增加机械强度。
3.烧结温度对钽粉比容有什么影响?
随着烧结温度的提高,比容是越来越小,并不完全呈直线状。
因为随着温度的提高,钽粉颗粒之间收缩得越来越紧密,以至于有些孔径被烧死、堵塞,钽块是由多孔状的钽粉颗粒组成的,随着温度的提高,颗粒的比表面积越来越小,这样就导致钽粉的比容缩小。
4.
烧结温度对钽粉的击穿电压有什么影响?
烧结温度越高,杂质去除得越干净,所以击穿电压随着烧结温度的提高而提高,并不是完全呈直线状。
5.烧结温度太高太低,对电性能有什么影响?
烧结温度太低一方面钽块的强度不够,钽丝与钽块结合不牢,钽丝易拔出,或者在后道加工时,钽丝跟部受到引力作用,导致跟部氧化膜受到损伤,出现漏电流大。烧结温度太高,比容与设计的比容相差甚多,达不到预期的容量,温度高对漏电流有好处,温度太高会导致有效孔径缩小,被膜硝酸锰渗透不到细微孔径中,导致补膜不透,损耗增加。
6.如果烧结后,试容出来容量小了怎么办?
(1)算一下如果容量控制在-5%-----10%左右,计算出的赋能电压能否达到最低赋能电压。
(2)如不行,只能改规格,如16V10UF,可改16V6.8UF,只要提高赋能电压,但是要看提高后的赋能电压是否会达到它的闪火电压,如果接近的话,那就会很危险.也可以改25V6.8UF,但是计算出的赋能电压要达到所改规格的最低赋能电压。额定电压
6.3
101625354050最低赋能电压18
305080110140170
7.如果烧结后,试容出来容量大了怎么办?
算一下如果容量控制在+5%-----+10%,计算出的赋能电压是否接近闪火电压?如果接近就不能流入后道;
如接近闪火电压,可改规格,如16V10U,可改16V15U,10V15U,但是计算出的赋能电压不能低于最低赋能电压,不能往高电压改规格。实在不行只能返烧结,返烧结时要根据比容控制烧结温度。
8.高温时真空度不好,怎么处理?
高温时真空度如果突然不好,说明炉膛已漏气。应立即降温。因为氧气进入炉膛后,钽块、钽丝、坩埚隔热层、隔热罩都是钽制品,会跟氧发生氧化,出现发脆。
9.空烧正常烧结一个月,需进行一次空烧,空烧温度应高于正常烧结温度100度以上;如果一直是烧的低温,突然要烧高温,应先进行空烧。因为低温杂质吸附在炉膛和坩埚上,如果不空烧,突然烧高温,低温杂质会挥发到钽块上去,造成钽块漏电流大(有一批35V106335225估计就是因为空烧,装炉量太大,压制密度偏小所致)。
2.3组架
1.尺寸
钽块上端面到钢钢条边缘的距离5.0±0.2mm,如果偏差太大,会导致钽块上端面涂上硅胶或钽丝。
2.注意要垂直。
3.注意直径小于Φ2.0,放60条,大于Φ2.5,放行30条。
4.在拌同小卡上作好记录,每个架子都应该附有小卡,将成型、将成型、烧结的数据搬到小卡上,并在小卡上标注试容后的电压。随架子流传。
5.烧结不同层次的,虽然电压一样,最好不要放在一个钢架上,以防容量整条整条分散。
6.钢架钢片一定要使用清洗后的,不要让钢架钢片受到太大的力,以防变形弯曲。
2.4赋能工序
1.赋能:通过电化学反应,制得五氧化二钽氧化膜,作为钽电容器的介质。
2.氧化膜厚度:电压越高,氧化膜的厚度越厚,所以提高赋能电压,氧化膜的厚度增加,容量就下降
3.氧化膜的颜色:不同的形成电压干涉出的氧化膜的颜色也不同,随着电压的升高,颜色呈周期性化。
4.形成电压:经验公式(该公式只能在小范围内提高电压,如果电压提高的幅度很大,就不是很准确,要加保险系数)。
C1.V1=C2.V2
V2=C1.V1/C2C1------第一次容量平均值;
V1------第一次形成电压(恒压电压);
C2------要示的容量C2=K CR
(K根据后道的容量收缩情况而定,可适时修改,一般情况下,容量小,后道容量损失较小,容量大,后道容量损失就大,低比容粉,容量损失较小,比容越高,后道容量损失就越大。通常,CR≤1UF,K=1.0;CR>1UF,K=1.04)
5.形成液温度:
T1.V1=T2.V2
T1:第一次恒压温度;
V1:第一次恒压电压;
T2:第二次恒压温度;
V2:第二次恒压温度;
V2:T1.V1/T2
注意公式中的温度K是绝对温度,需将摄氏温度加上273;
形成温度越高,氧化膜质量越好。但是温度太高,水分挥发厉害,就要不停地加水,并且易导致形成液电导率不稳定。一般磷酸稀水溶液的恒压温度控制在70-90℃之间,经过大量的实践证明,如果恒压温度低于70℃,导致氧化膜质量严重不稳定,湿测漏电超差,如果形成液选用乙二醇系列,恒压温度可适当提高。
6.电流密度:
低比容粉由于它的比表面积小,需要的升压电流密度就小,比容越高,比表面积就越大,需要的升压电流密度就大,一般C级粉,升压电流密度为10毫安/克,B级粉,升压电流密度为20毫安/克,高比容粉35-60毫安/克,视比容高低而定。
7.形成液:电导率高,氧化效果好,但是形成液的闪火电压低;电导率低,氧化效果差,但是形成液的闪火电压高,阳极块不容易晶化、击穿。目前的磷酸稀水溶液只能适合形成电压200V以下,如果要形成200V以上的产品,应改用乙二醇稀水溶液,该溶液闪火电压高,抑制晶化能力强,但是乙二醇不容易煮洗干净,被膜损耗要微增加。一般情况下,CA42形成电压不会超过200V,只要用磷酸稀水溶液就可以了。
8.恒压时间:钽块越小,恒压时间越短,钽块越大,恒压时间越长。
2.5、被膜
1.被膜:通过多次浸渍硝酸锰,分解制得二氧化锰的过程。
2.目的:通过高温热分解硝酸锰制得一层致密的二氧化锰层,作为钽电容器的阴极。
3.分解温度:分解温度要适中,一般取200-270℃(指实际的分解温度),在这个温度下制得的二氧化锰的晶形结构是β型的,它的电导率最大。如果分解温度过高(大于300℃)或过低生成的是a型的二氧化锰或三氧化锰,它们的电阻率很大,导电性能没有β型的好,电阻率大,就是接触电阻大,在电性能上就反映损耗大。
4.分解时间:产品刚进入分解炉时,能看到有一股浓烟冒出,那是硝酸锰剧烈反应生成的二氧化氮气体,过了2-3分钟,基本上看不到有烟雾冒出,说明反应已基本结束。分解时间过过短,反应还没有完全结束,补形成时会有锰离子溶出,这时补形成电流会很大,遇到这种情况,应立即关闭电源,重新分解一次,并将补形成液换掉;如果分解时间过长,会对氧化膜造成破坏,同样也会造成漏电流大。分解时间要灵活掌握,小产品时间短,大产品时间长,如果分解温度很高,要适当缩短分解时间,如果分解温度很低,要适当延长分解时间。
5.硝酸锰浓度:
被膜时先做稀液,目的是稀硝酸锰容易渗透至钽粉颗粒的细微孔隙中,让里面被透,如果被不透,阴极面积缩小,被膜容量和赋能容量就会相差很多,这种情况也会反映在损耗上,损耗大。要求在做浓液之前,可解剖一个钽芯观察里面有无被透,如果没有被透,要增加一次稀液,低比容粉颗粒大,硝酸锰容易渗入,高比容粉颗粒小,不太容易渗入,小钽芯稀液次数少,大钽芯稀液次数要适当增加。
做浓液、强化液是为了增加二氧化锰膜层厚度,如果膜层没有一定的厚度,加电压时,在上下端面轮廓处等到地方容易产生类端放电,该处的氧化膜造成击穿,所以做强化液的时候,尽量要避免上小下大,或上大下小,膜层厚度要均匀。稀酸锰的酸度很重要,它会直接影响到硝酸锰的渗透性和分解质量,一般每做时要用试纸测试,达不到工艺要求,要加硝酸调配。滴入硝酸后要搅拌均匀。稀硝酸锰一个星期换一次,浓硝酸锰一个月换一次。
6.中间形成液:
纯水修补的效果要差一点,它的导电离子很少,但是它的电阻大,对产品起到保护作用,钽芯不容易被击穿、烧焦,并且用它做补形成液,形成后没有残留物,不会造成损耗大。冰乙酸稀水溶液(0.04%),形成效果较好,形成后没有残留物,不会造成损耗大,但是它的闪火电压低,只适合做6.3V10V16V的产品,冰乙酸很容易挥发,造成电导率不太稳定,所以用的话,要经常测电导率。磷酸稀水溶液(0.01%),形成效果好,闪为电压较高,可适合做25V35V的产品,但是形成后有磷酸根离子残留在钽芯内,造成损耗要增加0.5左右.乙二醇溶液,形成效果不是很好,闪火电压很高,形成后不会造成损耗大,适合做40V50V的大规格产品,该形成液成本很高,并且有毒,不宜多用,用后的形成液不要倒掉,可重复使用,但是用前要测试电导率在合格范围内,一般CA42用不到该形成液。
7.发现问题的应急措施:
(1)如果浸了强化液烘干后,还没有做最后的稀液、浓液,出来发现外观不符合要求,此时的强化层是很轻松的,只要将其浸泡在去离子水中,强化层会自动脱落。取出分解补形成后,可继续往下做。
(2)如果强化后,已经做了稀液或浓液,发现漏电大,非要处理不可,可采用10毫升冰乙酸+30毫升双氧水+1000毫升去离子水浸泡12小时以上,此种处理方法对氧化膜的损伤较小,取出冲洗干净,再煮洗,赋能恒压2
小时,顺序流人后道各工序。
8.被膜最难掌握的是被膜炉的分解气氛(温度、风速、氧含量、蒸汽大小),另外进气孔、出气孔、回流孔及下面的分流板的调整也非常关键。现在只能通过试验来确认调整到较合适的位置。要保证有好的损耗更要保证有好的漏电流。一般氧含量控制在9——12%。
2.6石墨银浆切割
石墨银浆也叫辅助阴极,起到二氧化锰与焊锡连接的桥梁作用。原瓶石墨浓度在10%左右,实际使用时调制到4.5%左右为宜,如果太稀的话,因为石墨的渗透性很好,很容易往上爬,爬到上端面如果与钽丝接触,就会造成短路、漏电流大等情况,这种情况在当时还检测不出来,在点焊后钽丝跟部受力,点焊检测漏电流时合格率就相当低,老化时击穿非常严重。如果石墨太浓,石墨层和二氧化锰在做猛石墨时易分层,在后道包封、固化受到热引力作用,石墨层和二氧化锰层之间产生层间剥离,造成损耗增加,
要注意石墨的PH值必须大于9。
银浆也是同样的道理,太稀的话,浸渍的时候很好浸,但是在浸焊的时候,银层很容易被焊锡吞蚀掉,如果过浓,银层和石墨的接触不是太好,易造成接触电阻大,并且浸渍时产生拉丝。有采用浸两次银浆的厂家银浆和石墨使用前一定要按工艺要求滚匀。
切割的质量往往被人们忽略。刀口的锋利程度、间隙、冲下来时的速度都会对漏电有影响。我们有因为切割质量不好导致10%的漏电大的试验结果。
2.7点焊
焊点离根部越远越好,这样对根部氧化膜的破坏就越小。点焊位置、手势要正确,点焊浸焊的位置决定与包封后的外观关系很大。
点焊后抽测漏电流合格率的信息很重要,作为工艺技术员一定要去经常关心检测信息,如果发现不正,一定要追查原因,不然后面的质量无法控制,虽然该批产品已无法挽回了,但是,被膜流过的一段时间内会出现同样的问题。
2.8浸焊
温度控制在210℃(+10/-5℃)为宜:温度低,粘锡厚,底部有锡尖;温度高,粘锡少,温度太高,银层易被焊锡吞噬掉,时间控制在2秒左右,时间太长,银层易剥离。最好一次浸焊能成功,如果反复浸的话,银层、石墨都有可能剥离。负极脚紧靠钽芯,不能短路或开路。负极起码达到钽芯的1/2以上,但不能伸出钽芯底部,不然包封后易外观废品。
控制助焊剂浓度,浓度太稀,上锡太慢,浓度浓,上锡快,但粘锡厚,容易导致石墨和二氧化锰层之间脱离。
2.9老化
老化的目的是修补氧化膜和剔除早期失效产品。老化电源串联电阻的大小与老化的效果关系很大。如过大,达不到剔除早期失效产品的目的。如过小修补氧化膜的效果达不到,因产品上稍有次点就被击穿。老化后产品要放电24小时后再测量,否则会导致漏电测试不准。
2.10电容器的三参数及测试方法
容量:注意频率是100HZ.
损耗:注意频率是100HZ。
漏电流:IL判定标准为0.02CU(C为标称容量,U为测试电压)
钽电容的选用和使用标准
钽电容器设计指南 发布 前 言 本指南规定了电源类产品在设计生产中选择及使用钽电解电容时的基本原则、技术要求及注意事项。 本指南起草单位:XXXXXXXXXXXXXXXXXXXX 本指南主要起草人: 本指南主要审查人: 本指南批准人:
目 录 1范围 4 2规范性引用文件 4 3概述 4 3.1.钽电容器的简要说明 4 3.2.符号说明 5 4术语定义 5 4.1.容量 5 4.2.电压 6 4.3.损耗因子和损耗角正切(tgδ) 7 4.4.阻抗(Z)和等效串联电阻(ESR) 7 4.5. D.C.漏电流 7 5选择时应注意的基本要求 8 5.1.固体电解质钽电容应考虑的主要因素 8 5.2.非固体电解质钽电容器应考虑的主要因素 9 5.3.不同电路类型对钽电容器类型的选择使用要求 10 5.4.对使用容量的选择要求 10 6使用时应注意的基本要求 11 6.1.固体电解质钽电容(主要以片式钽电容为例) 11 6.2.非固体电解质钽电容器 17 7钽电容器使用方式不同时电容器参数变化规律说明 20 8钽电容器的故障率计算 21 9保护电路与可靠性设计 21 10关于钽电容器的一些问题及解决方案 22 10.1.液体钽电容器的漏液问题 22 10.2.液体钽电容器的耐反向电压问题 22 10.3.固钽“不断击穿”又“不断自愈”的问题 22 10.4.固钽有“热致失效”问题 23 10.5.固钽有“场致失效”问题 23 10.6.解决方案 23 10.7.ESR和波纹电流之间的关系以及波纹电流对电路设计者的重要性 23 10.8.钽电容器的保存限期 24 11钽电容选用及使用总结 24 11.1.电压及纹波特性 24 11.2.使用环境温度 24 11.3.频率特性 25 11.4.可靠性 25 12供应商 25
最常用的电子元器件及使用常识.
最常用的电子元器件及使用常识 电阻 电阻在电路中用“R” 加数字表示,如:R1表示编号为 1的电阻。电阻在电路中的主要作用为 分流、限流、分压、偏置等。 1、参数识别:电阻的单位为欧姆(Ω ,倍率单位有:千欧(KΩ ,兆欧(MΩ等。换算 方法是:1兆欧 =1000千欧 =1000000欧 电阻的参数标注方法有 3种,即直标法、色标法和数标法。 a 、数标法主要用于贴片等小体积的电路,如: 472表示47×100Ω(即 4.7K ; 104则表示 100K b 、色环标注法使用最多,现举例如下: 四色环电阻五色环电阻(精密电阻 2、电阻的色标位置和倍率关系如下表所示: 颜色有效数字倍率允许偏差(% 银色 /x0.01±10 金色 /x0.1±5 黑色 0+0/ 棕色 1x10±1 红色 2x100±2
橙色 3x1000/ 黄色 4x10000/ 绿色 5x100000±0.5 蓝色 6x1000000±0.2 紫色 7x10000000±0.1 灰色 8x100000000/ 白色 9x1000000000/ 电容 1、电容在电路中一般用“C” 加数字表示(如 C13表示编号为 13的电容。电容是由两片金属膜紧靠,中间用绝缘材料隔开而组成的元件。电容的特性主要是隔直流通交流。电容容量的大小就是表示能贮存电能的大小, 电容对交流信号的阻碍作用称为容抗,它与交流信号的频率和电容量有关。容抗XC=1/2πfc (f表示交流信号的频率, C 表示电容容量电话机中常用电容的种类有电解电容、瓷片电容、贴片电容、独石电容、钽电容和涤纶电容等。 2、识别方法:电容的识别方法与电阻的识别方法基本相同,分直标法、色标法和数标法 3种。电容的基本单位用法拉(F 表示,其它单位还有:毫法 (mF 、微法(uF 、纳法(nF 、皮法(pF 。其中:1法拉 =103毫法 =106微法 =109纳法 =1012皮法容量大的电容其容量值在电容上直接标明, 如 10uF/16V容量小的电容其容量值在电容上用字母表示或数字表示字母表示法:1m=1000uF 1P2=1.2PF1n=1000PF数字表示法:一般用三位数字表示容量大小, 前两位表示有效数字,第三位数字是倍率。如:102表示 10×102PF=1000PF224表示 22×104PF=0.22uF 3、电容容量误差
钽电容器使用指导
钽电容器使用指导 基础特征 1.电容量以标称电容量C n表示,单位为uF,为避免电源频率的影响,使用100Hz或120Hz 并采用串联等效电路测量,标准测量电压为U_= 2.20-1.0V(有效值)或更低,测量温度为25℃,允许15℃~35℃范围内变动。 2.电容量允许偏差 表示与标称电容量值的允许差异 用符号表示为:K:±10%,M:±20%Q:-10%~+30% 3.损耗角正切值tgδ 由于电容器的结构存在电阻,在春联等效电路是可以用电器对频率的响应Xc=1/2πfc和等效串联电阻ESR来表示损耗,即tgδ=ESR/Xc 损耗角正切值是在0.5VAC120Hz下测试算成百分比 4.额定电压 表示为可连续施加在电容器上的最大DC电压。用V R或V R表示,单位:伏(V)。 5.漏电流 漏电流测量须连接1KΩ电阻,施加额定电压5min读数,标准漏电流是不大于容量乘以额定电压再乘以一个常数。 6.等效串联电阻 串联等效电阻是电容器在串联等效回路中所测得的电阻,测量频率为100KHz。 7.使用温度范围 使用温度范围-55℃~125℃,额定电压下最大使用温度为+85℃,大于85℃时最大允许施加电压是类别电压,在各型号说明书另有规定。类别电压约为额定电压的0.65倍。 使用说明 1.使用电压 电容器的故障受使用电压和额定电压的比率影响很大,设计实际电路时,请考虑到所有要求的可靠性,适当降低电压。 使用低阻抗电路时(尤其开关电源中的滤波电容器),请将使用电压设定在额定电压的1/3以下,使用其他电路时,请将使用电压设立在额定电压的2/3以下。
在低阻抗电路中电容器并联使用时,将增加直流浪涌电流失效的危险,同时请注意并联电容器中储存的电荷,通过其他电容器放电。 钽电容器在电路中,应控制瞬间大电流对电容器的冲击,建议串联电阻以缓解这种冲击。请将3Ω/V以上的保护电阻器串联在电容器上,以限制电流在300mA以下。无法插入保护电阻时,请使用1/3额定电压以下作为工作电压。 2.反向电压 固体钽电容器为极性电容器,一般不允许加反向电压,不得已的情况下,允许在短时间内施加小量的反向电压,其值为2.5℃时不大于10%U R或1V(取小者)。 如果长期在有反向电压请先用双极性电容器。CA30型、CA35型等非固体钽电容器不能承受反向电压,在测量过程中如不慎使用钽电容器承受了不应有的反向电压,则该电容器报废处理,即使各参数当时测试仍然合格。禁止使用万用表电阻档对钽电容器或其本身进行不分极性的电阻测试。 3.失效率的影响因素 实际所加钽电容两端的电压越低于额定电压,钽电容器的失效也越低。钽电容器的失效率在85℃额定电压下最大允许负载条件下评定的,在实际电路中,往往存在电压或电流的峰值冲击及纹波电流,为了使钽电容器使用具有高可靠性,推荐使用电压为额定电压的1/2.对于大于85℃环境条件下,要以类别电压为基准,进行降压设计,类别电压约为额定电压的0.65倍。影响失效的另一因素是接在电容器上的串联电阻,在电路中通电容器串联的电阻越大,失效率也就越低。 失效率等级:2.0%/1000h表示为L;1.0%/1000h表示为M;0.1%/1000h表示为P;0.01%/1000h 表示为R;0.001%/1000h表示为S 4.纹波电流 直流偏压与交流分压峰值之和不得超过电容器的额定电压。交流负峰值与直流偏压之和不得超过电容器所允许的反向电压值。纹波电流流经电容器产生有功率损耗,导致产品自身温度增加致使热击穿概率增大,有必要在电路中对纹波电流或电容器允许功率损耗进行限制。各种非固体钽电容器按壳号允许最大纹波电流的有效值(+85℃40KHz0.66U R)见表1,在不同的使用电压,频率下纹波电流系数参见表2。
钽电容基本结构和生产工艺
钽电容基本结构和生产工艺 固体钽电容是将钽粉压制成型,在高温炉中烧结成阳极体,其电介质是将阳极体放入酸中赋能,形成多孔性非晶型Ta2O5介质膜,其工作电解质为硝酸锰溶液经高温分解形成MnO2,通过石墨层作为引出连接用钽电容性能优越,能够实现较大容量的同时可以使体积相对较小,易于加工成小型和片状元件,适宜目前电子器件装配自动化,小型化发展,得到了广泛的应用,钽电容的主要特点有寿命长,耐高温,准确度高,但耐电压和电流能力相对较弱,一般应用于电路大容量滤波部分。 2.1.基本结构 二、固体钽电解电容生产工艺 固体钽电解电容其介质材料是五氧化二钽;阳极是烧结形成的金属钽块,由钽丝引出,传统的负极是固态MnO2,目前最新的是采用聚合物作为负极材料,性能优于MnO2。 钽电解电容有引线式和贴片两种安装方式,其制造工艺大致相同,现在以片钽生产工艺为例介绍如下。 1、生产工艺流程图成型→烧结→试容检验→组架→赋能→涂四氟→被膜→石墨银浆→上片点胶固化→点焊→模压固化→切筋→喷砂→电镀→打标志→切边→漏电预测→老化→测试→检验→编带→入库 2、主要生产工序说明 2.1成型工序:该工序目的是将钽粉与钽丝模压在一起并具有一定的形状,在成型过程中要给钽粉中加入一定比例的粘接剂。 2.1.1什么要加粘接剂? 为了改善钽粉的流动性和成型性,避免粉重误差太大,另外避免钽粉堵塞模腔。低比容粉流动性好可适当多加点粘接剂,高比容粉流动性差可适当少加点粘接剂。
2.1.2加了太多或太少有什么影响? 如果太多:脱樟时,樟脑大量挥发,易导致钽坯开裂、断裂,瘦小的钽坯易导致弯曲。如果太少:起不到改善钽粉流动性的作用。拌好后的钽粉如果使用时间较长,因为樟脑是易挥发物品,可适量再加入一点粘和剂。樟脑的加入会导致钽粉中杂质含量增加,影响漏电。每天使用完毕,需将钽粉装入聚四氟乙烯瓶或真空袋内密封保存,以防樟脑挥发、钽粉中混入杂质、钽粉中吸附空气中的气体。 2.1.3成型后不进行脱樟,可否直接放入烧结炉内进行烧结? 不行,因为樟脑是低温挥发物,如果直接放入烧结炉内进行烧结,挥发物会冷凝在炉膛、机械泵、扩散泵等排出管道内。 2.1.4丝埋入深度太浅会有什么影响? 钽丝易拔出,或者钽丝易松动,后道工序在钽丝受到引力后,易导致钽丝跟部漏电流大。所以强调钽丝起码要埋入三分之二的钽坯高度以上,在成型时经常要检查。 2.1.5粉重误差太大分有什么影响? 粉重误码差太大,导致容量严重分散,K(±10%)档的命中率会很低。成型时经常要称取粉重,误差要合格范围内(±3%)。如果有轻有重都是偏重或都是偏轻,可调整赋能电压或烧结温度。如果有轻有重,超过误差范围,要调整成型机,并将已压钽坯隔离,作好标识,单独放一个坩埚烧结。 2.1.6密要均匀不能有上松下紧,或下紧上松的现象。否则会导致松的地方耐压降低。钽坯高度要在允许差范围内。 2.1.7成型注意事项: (1)粉重 (2)压密 (3)高度 (4)钽丝埋入深度 (5)换粉时一定要将原来的粉彻底从机器内清理干净。 (6)不能徒手接触钽粉、钽坯,谨防钽粉、钽坯受到污染。杜绝在可能有钽粉的部位加油。 (7)成型后的钽坯要放在干燥器皿内密封保存,并要尽快烧结,一般不超过24小时。 (8)每个坩埚要有伴同小卡,写明操作者、日期、规格、粉重等情况,此卡跟随工单一起流转,要在赋能后把数据记在工单上才能扔掉,以防在烧结、赋能、被膜出了质量问题可以倒追溯。 2.2烧结工序 1.烧结:在高温高真空条件下将钽坯烧成具有一定机械强度的高纯钽块。 2.目的:一是提纯,二是增加机械强度。 3.烧结温度对钽粉比容有什么影响?
钽电容知识总结(结构、工艺、参数、选型)
一、钽电容简介和基本结构 固体钽电容是将钽粉压制成型,在高温炉中烧结成阳极体,其电介质是将阳极体放入酸中赋能,形成多孔性非晶型Ta2O5介质膜,其工作电解质为硝酸锰溶液经高温分解形成MnO2 ,通过石墨层作为引出连接用。 钽电容性能优越,能够实现较大容量的同时可以使体积相对较小,易于加工成小型和片状元件,适宜目前电子器件装配自动化,小型化发展,得到了广泛的应用,钽电容的主要特点有寿命长,耐高温,准确度高,但耐电压和电流能力相对较弱,一般应用于电路大容量滤波部分。 2.1.基本结构 下图为MnO2为负极的钽电容
下图为聚合物(Polymer)为负极的钽电容
二、生产工艺 按照电解液的形态,钽电解电容有液体和固体钽电解电容之分,液体钽电解用量已经很少,本文仅介绍固体钽电解的生产工艺。 固体钽电解电容其介质材料是五氧化二钽;阳极是烧结形成的金属钽块,由 ,目前最新的是采用聚合物作为负极材料,性钽丝引出,传统的负极是固态MnO 2 。 能优于MnO 2 钽电解电容有引线式和贴片两种安装方式,其制造工艺大致相同,现在以片钽生产工艺 为例介绍如下。 一、生产工艺流程图 成型烧结试容检验组架赋能涂四氟被膜石墨银浆 上片点胶固化点焊模压固化切筋喷砂电镀打标志切边 漏电预测老化测试检验编带入库二、主要生产工序说明 (一)成型工序: 该工序目的是将钽粉与钽丝模压在一起并具有一定的形状,在成型过程中要给钽粉中加入一定比例的粘接剂。 1、什么要加粘接剂? 为了改善钽粉的流动性和成型性,避免粉重误差太大,另外避免钽粉堵塞模腔。 低比容粉流动性好可适当多加点粘接剂,高比容粉流动性差可适当少加点粘接剂。 2、加了太多或太少有什么影响? 如果太多:脱樟时,樟脑大量挥发,易导致钽坯开裂、断裂,瘦小的钽坯易导致弯曲。如果太少:起不到改善钽粉流动性的作用。拌好后的钽粉如果使用时间较长,因为樟脑是易挥发物品,可适量再加入一点粘和剂。樟脑的加入会导致钽粉中杂质含量增加,影响漏电。每天使用完毕,需将钽粉装入聚四氟乙烯瓶或真空袋内密封保存,以防樟脑挥发、钽粉中混入杂质、钽粉中吸附空气中的气体。 3、成型后不进行脱樟,可否直接放入烧结炉内进行烧结? 不行,因为樟脑是低温挥发物,如果直接放入烧结炉内进行烧结,挥发物会冷凝在炉膛、机械泵、扩散泵等排出管道内。 4、丝埋入深度太浅会有什么影响? 钽丝易拔出,或者钽丝易松动,后道工序在钽丝受到引力后,易导致钽丝跟部漏
片式固体电解质钽电容器
片式固体电解质钽电容器 规格承认书 型号规格:CA45-B-10V-47μF-K 立创编码:C136658
1. 产品特点 该产品为模压封装、片式引出,具有密封性好、重量轻、电性能优良、稳定可靠等特点。适用于移动通讯、摄像机、程控交换机、计算机、汽车电子等各种电子设备的表面贴装直流或脉动电路。 2. 产品型号及编码说明 CA45 - B - 10V - 47μF - K 型号 壳号 额定电压 标称电容量 容量偏差 3. 产品外形及尺寸:见图1及表1 表1 电容器的外形尺寸 单位:mm 4.电性能参数 4.1 工作温度范围:-55℃~125℃;85℃以上施加降额电压。
4.2 标称电容量允许偏差(25℃,100Hz):K:±10%; 4.3 主要电性能参数:见表2 表2 电性能参数表 5.标志 5.1标志内容 (1)商标及正极标识 (2)标称电容量 (3)额定工作电压 5.2 标志说明:见图2(举例)。 6. 产品外观质量 6.1 产品本体应无针眼、缺角、缺块、发黑、漏封、裂纹、引出片断裂等现象。 6.2 产品标志:应清晰、完整、正确;无重影、漏打等现象。 7.包装 7.1 产品编带的尺寸及卷绕方向:见图3、图4、表4、表5。 注:用户未要求时,编带卷绕方向通常按左旋卷绕方向。 7.2包装数量:见表3
表3 包装数量 7.3产品内外包装盒应无破损,料盘、小盒及外包装箱上应有相应物料标识单,标识应清楚、准确。 7.4每批产品应附产品合格证,内容包括产品型号、规格、壳号、容量级别、数量、生产批号及执
图4 表 4 编带尺寸 单位:mm 表 5 卷盘尺寸和数量
钽电容规格
特点: 1. 产品尺寸精高,于自动贴片机高效装配; 2. 端电极为三层电极,适合波峰焊和回流焊; 3. 介电体与外表为同种材料,环境条件影响小,高绝缘电阻,高可靠性; 4. 含有从 COG 到 Y5V 各种温度特性介质,适用于通讯、计算机、家用电器和仪器仪表等普通电子设备。 5. HQ产品与常规C0G相比,高频C0G具有更高Q值以及低ESR,适用于射频RF电路及要求Hi-Q、 低ESR、高频率响应的微波电路中. FEATURES 1. Stringent dimensional tolerance allow highly reliable,high speed automatic chip mounting on PCBS; 2. Terminal are plated with ni and solder,suited to flow and reflow soldering. 3. High insulation resistance and high reliability; 4. These capacitors have temperature characteristics ranging form COG to Y5V, applied to general electronic equipment,instrument panel and household electrical appliances. 5. HQ Product Comparing with general C0G capacitor, HQ C0G capacitor take on higher Q-value and lower ESR, are ideally suited for RF and microwave application requiring high Q, low ESR, and high resonant frequency. 产品结构图 PERFORMANCE CHARACTERISTICS 产品型号代码 ORDERING CODE 常规产品代码: 例 EX:PAGODA 0603 B 103 K 050 C T ①②③④⑤⑥⑦⑧ HQ产品代码: 例 EX:PAGODA 0603 B 103 K050 C T HQ ①②③④⑤⑥⑦⑧⑨
钽电容的焊接安装指南
钽电容的焊接安装指南 钽电容的焊接安装指南 在保证焊接良好的前提下,焊接温度和时间要尽量小。 适用的波峰焊组合条件是:温度230°C- 250°C 时间3 - 5 秒 钽和氧化铌都有无铅产品,满足IPC/JEDEC标准J-STD-20C 要求。需要小心注意的最大条件是:最大峰值温度260℃;最长时间10秒;最多3次回流焊周期。 对蒸汽相或红外回流焊,下面的曲线介绍了允许的和危险的时间/温度的组合条件。设计的峰值回流焊温度曲线,是要保证电容器内部结构的温度不要超过220℃。预热条件按照回
流焊系统的条件而变,最长的时间和温度为10分钟和150℃。回流焊后,参数有小的变化,在做电气参数测试之前,要将产品稳定在室温条件下。 回流焊曲线要求受引线条件的影响,因此在电子行业引入了无铅焊接系统。 钽和氧化铌都有无铅产品,A VX推荐的详细情况请看下一节。 TAJ, NOJ 和TAZ系列可以采用回流焊和波峰焊。此外,这些系列产品有镀金引线,可以采用导电环氧树脂装配。根据客户要求,可以提供混合电路装配用的引线粘接产品。 在CECC 00 802国际规范标准下,A VX的钽电容器和氧化铌电容器是A级产品,因此,电容器可以经受一次IR回流焊、一次波峰焊、和一次电烙铁焊接。如果要采用更严酷的焊接条件,有关指引,请咨询A VX。
●预热:150℃±15℃/60-90秒 ●最大温度上升梯度2.5℃/秒 ●峰值温度:245℃±5℃ ●>230℃的时间最大为40秒 钽和氧化铌电容器都有无铅产品,满足IPC/JEDEC 标准 J-STD-20C要求。要小心注意最大条件:最大峰值温度:260℃;最长时间10秒;最多3个回流焊周期。无铅焊接一般注意事项 将有铅焊接改为无铅焊接的时候,以下部分客户要注意。 a)用于评估焊接点外观的标准需要改变,因为无铅焊料不像有铅焊料那样光亮,焊接带也没有那么大。 b) 环氧树脂的颜色稍微变暗,因为新的焊接材料需要增加温度。
高能复合钽电容器使用技术说明
CAK36型高能复合钽电容器性能特点和使用注意事项 CAK36型复合钽电容器是一种能量密度高,阻抗低,全密封的高性能新型全密封全钽电容器。由于其阴极采用固体和液体混合结构,因此,其温度特性与传统的液体钽电容器相比,变化率更低。在采用了创新型的多阳极并联结构后,电容器的自有阻抗大幅度降低,在进行高功率密度的充放电时,发热量更小,可靠性更高。另外,还可以用于存在一定交流分量的放电和滤波兼用的电路作为滤波和功率补偿使用。 为了在使用时具有高可靠性,请在使用时注意一下事项: 1.测试 1.1由于该电容器使极性元件,因此,在使用和测试时绝对不能把极性接反。如果偶然把极性接反的时间超过1秒,电压达到电容器额定值的1/4以上,电容器的可靠性将受到不可恢复的破坏,不能再继续使用。 1.2容量和损耗测试请使用 2.2V直流偏压,1V交流信号,100Hz下进行。 1.3等效串联电阻ESR的测试,请使用 2.2V直流偏压,1V交流信号,1000Hz下进行。 1.4漏电流测试:施加电压:额定电压;充电时间:5分钟。漏电流合格标准见厂家提供的规格书及相应规范。 1.5测试仪器及测试夹具必须使用专业仪器和设备。不能使用万用表对该电容器进行任何参数的测试。更不能使用万用表对该产品进行不分极性的测试。 1.6由于该电容器容量较大,可以储存很高的电能量,因此,在进行漏电流测试后,必须使用标准的漏电流测试仪进行彻底放电后才能使用。放电电阻为1000欧姆。放电时间不能短于5分钟。放电后残留电压不能大于1V。 1.7对电性能的测试必须按照如下顺序进行,不能违反。 容量和损耗测试—ESR测试—漏电流测试—放电 2.不同电路使用时的注意事项 2.1 延时保护电路:使用在此类电路中的电容器,主要作用是偶然出现的断电保护,要求在主电源突然断电后该电容器能够自动接入,在保证一定电压和功率密度要求下维持一定的供电时间。在此类电路的设计时,请注意电容器后续回来总阻抗与需要的电压和电容器容量及功率需要之间的数学关系。另外,设计时,在电容器容量选择上留有至少50%的余量,以防止由于其他不确定因素导致的供电时间和功率密度不够的现象。具体的计算如下所示:
极管及钽电容品牌的一些参数
极管及钽电容品牌的一些参数 晶体二极管 晶体二极管在电路中常用“D”加数字表示,如: D5表示编号为5的二极管。 1、作用:二极管的主要特性是单向导电性,也就是在正向电压的作用下,导通电阻很小;而在反向电压作用下导通电阻极大或无穷大。正因为二极管具有上述特性,无绳电话机中常把它用在整流、隔离、稳压、极性保护、编码控制、调频调制和静噪等电路中。电话机里使用的晶体二极管按作用可分为:整流二极管(如1N4004)、隔离二极管(如1N4148)、肖特基二极管(如BAT85)、发光二极管、稳压二极管等。 2、识别方法:二极管的识别很简单,小功率二极管的N极(负极),在二极管外表大多采用一种色圈标出来,有些二极管也用二极管专用符号来表示P极(正极)或N极(负极),也有采用符号标志为“P”、“N”来确定二极管极性的。发光二极管的正负极可从引脚长短来识别,长脚为正,短脚为负。 3、测试注意事项:用数字式万用表去测二极管时,红表笔接二极管的正极,黑表笔接二极管的负极,此时测得的阻值才是二极管的正向导通阻值,这与指针式万用表的表笔接法刚好相反。 稳压二极管 稳压二极管在电路中常用“ZD”加数字表示,如:ZD5表示编号为5的稳压管。 1、稳压二极管的稳压原理:稳压二极管的特点就是击穿后,其两端的电压基本保持不变。这样,当把稳压管接入电路以后,若由于电源电压发生波动,或其它原因造成电路中各点电压变动时,负载两端的电压将基本保持不变。 2、故障特点:稳压二极管的故障主要表现在开路、短路和稳压值不稳定。在这3种故障中,前一种故障表现出电源电压升高;后2种故障表现为电源电压变低到零伏或输出不稳定。 常用稳压二极管的型号及稳压值如下表: 型号 1N4728 1N4729 1N4730 1N4732 1N4733 1N4734 1N4735 1N4744 1N4750 1N4751 1N4761 稳压值 3.3V 3.6V 3.9V 4.7V 5.1V 5.6V 6.2V 15V 27V 30V 75V 电感 电感在电路中常用“L”加数字表示,如:L6表示编号为6的电感。电感线圈是将绝缘的导线在绝缘的骨架上绕一定的圈数制成。直流可通过线圈,直流电阻就是导线本身的电阻,压降很小;当交流信号通过线圈时,线圈两端将会产生自感电动势,自感电动势的方向与外加电压的方向相反,阻碍交流的通过,所以电感的特性是通直流阻交流,频率越高,线圈阻抗越大。电感在电路中可与电容组成振荡电路。 电感一般有直标法和色标法,色标法与电阻类似。如:棕、黑、金、金表示1uH(误差5%)的电感。 电感的基本单位为:亨(H)换算单位有:1H=103mH=106uH。 变容二极管 变容二极管是根据普通二极管内部“PN结” 的结电容能随外加反向电压的变化而变化这一 原理专门设计出来的一种特殊二极管。 变容二极管在无绳电话机中主要用在手机或座机的高频调制电路上,实现低频信号调制到高 频信号上,并发射出去。在工作状态,变容二极管调制电压一般加到负极上,使变容二极管 的内部结电容容量随调制电压的变化而变化。 变容二极管发生故障,主要表现为漏电或性能变差: (1)发生漏电现象时,高频调制电路将不工作或调制性能变差。 (2)变容性能变差时,高频调制电路的工作不稳定,使调制后的高频信号发送到对方被对 方接收后产生失真。 出现上述情况之一时,就应该更换同型号的变容二极管。 晶体三极管
TC钽电容
Sunlord
片式钽电容产品规范
第 1 页,共 17 页
产
客户 产品名称 顺络料号 客户料号 [
版本 01
品
规
片式钽电容 TC 系列
范
新版发行,
修订发行]
变更内容 新版发行 变更原因 /
编号: TC100000
核准 郭海
生效时间 2010-07-01
【产品规范包括附录共 17 页】 【产品符合 ROHS 标准】
审核 检查 制作
深 圳 顺 络 电 子 股 份 有 限 公 司
地址: 中国深圳观澜大富苑工业区顺络工业园 电话:0086-755-29832660 传真:0086-755-82269029 518110 电邮:sunlord@https://www.360docs.net/doc/0916358870.html,
【客户专用】 承认状态: 核准
日期: 完全承认 审核 条件承认 复检 拒绝承认 检查
备注:
Sunlord
1. 适用范围 本规范适用于片式钽电容 TC 系列。 2. 参考文献
片式钽电容产品规范
第 2 页,共 17 页
EIA Standard 535BAAC-A Fixed Tantalum Chip Capacitor Style 1 Protected(molded) GJB 2283-95 GJB 360A-96 IEC384-3-1 3. 有可靠性指标的片式固体电解电容质钽电容器详细规范 电子及电气元件试验方法 Test Methods for Environmental Testing
产品描述和标识(料号) 1) 2) 产品描述 片式钽电容 TC 系列。 料号 TC ① ① TC 211 ② 类别 片式钽电容 ※ ③ XXX ④ 〇 ⑤ XXX ⑥ □ ⑦ ② 211 212 系列 普通级 低 ESR
③ A B C D E P
外部尺寸[mm](L X W) 3.2X 1.6 3.5X2.8 6.0 X 3.2 7.3 X 4.3 7.3X4.3 2.0 X 1.25 ④ 举例 474 105 225 电容量 电容量 47×10 pF 10×10 pF 22×10 pF
5 5 4
⑤ K M
电容量公差 ±10% ±20%
⑥ 举例 002 006
额定电压 额定电压 2.5V 6.3V 16V
⑦ A
故障率 表示不适用
016
3)标识 额定电压代号 Rated Voltage Code Rated Voltage(V) Code 2.5 e 4 G 6.3 J 10 A 16 C 20 D 25 E 35 V 50 T
标称电容量代号 Capacitance Code Capacitance (μF) Code (P Case) Code (A/B/C/D/E Case) Capacitance (μF) Code (P Case) Code (A/B/C/D/E Case) 0.1 A 104 10
_
0.15 E 154 15
_
0.22 J 224 22
_
0.33 N 334 33
_
0.47 S 474 47
_
0.68 W 684 68
_
1 A 105 100
1.5 E 155 220
2.2 J 225 330
3.3 N 335 470
4.7 S 475 680
6.8 W 685
A 106
E 156
J 226
N 336
S 476
W 686 107 227 337 477 687
LM2576使用注意事项
1、LM2576的特性如下: 1)有3.3V、5V、12V、15V和可调电压输出多种系列; 2)输出电压可调的范围为1.23V~37V (HV型号的可达57V),负载电压的输出容差最大为±4%; 3)最少只需要4个外围元件,可达3A的输出电流 4)宽的输入电压范围,HV型号甚至可达40V~60V; 5)内部振荡器产生52KHz的固定频率; 6)可用TTL电平关闭输出,低功耗待机模式,典型待机电流为50μA; 7)BUCK式降压器,较高的转换效率; 8)过热和过流保护; 9)可实现Buck-Boost式正-负电压转换器。 2、LM2576的管脚 1)VIN—输入电压端,为减小输入瞬态电压和给调节器提供开关电流,此管脚应接旁路电容CIN; 2)OUTPUT—稳压输出端,输出高电压为(VIN-VSAT),输出低电压为-0.5V。 3)GND—电路地; 4)FEEDBACK—反馈端; 5)ON/OFF—控制端,高电平有效,待机静态电流仅为75μA。 3、外围元件的选择: 1)输入电容CIN: 要选低ESR的铝或钽电容作为旁路电容,防止在输入端出现大的瞬态电压。还有,当你的输入电压波动较大,输出电流有较高,容量一定要选用大些,470μF--10000μF都是可行的选择;电容的电流均方根值至少要为直流负载电流的1/2;基于安全考虑,电容的额定耐压值要为最大输入电压的1.5倍。千万不要选用瓷片电容,会造成严重的噪声干扰!Nichicon的铝电解电容不错。 选好了此电容,设计就成功了一半! 2)续流二极管: 首选肖特基二极管,因为此类二极管开关速度快、正向压降低、反向恢复时间短,千万不要选用1N4000/1N5400
运放使用注意事项
中国代理-伟健电子总部·电话(029)85269988·传真(029)85262728·电子邮箱sales@https://www.360docs.net/doc/0916358870.html, 539 节约您宝贵的时间 应用一主要是帮助您节约宝贵的时间,避免在设计功率电路中出现问题。我们建议您花一点时间阅读这篇文章,至少应该阅读文章中的斜体字和每一章的开头.对于大多数的问题APEX 已经通过实际电路验证,而且这里涉及的范围比您预想到的问题更全面. 1.0 静电问题(ESD) APEX 的所有运算放大器都应该注意静电保护,MOSFET 放大器尤其易被静电损坏,我们的许多放大器都是MOSFET 设计。大多数的双极型设计都是选用小体积晶体管作为输入级,它也易受静电的影响。 ESD 会使放大器的失调电压升高,静态电流增大或完全损坏,APEX 的产品是在防静电很好的环境下生产的,运输过程中也采用防静电包装。在整个过程中您都应注意静电问题,一些地方要求静电测量,包括人、工作台、地板、容器及测试设备等。 2.0 加电前 在设计或者实验阶段可能存在的许多问题在准备投入生产前应被排除。管脚的连接顺序或许接反了,需要联接的没有连接,测试探头或许导致瞬间短路。任何一种错误都可能损坏放大器或其它元件。 下面的五个步骤将充分减少这些危险: 1) 根据放大器的参数将电源电压设置到最小。 2) 将限流值设置到最小(大电流放大器用2.2ohm 的电阻,高电压放大器用47 ohm )。参看5.0“电流限制”及每个放大器的参数来选择合适的限流电阻。不要用试验室的电源限流功能来保护放大器。 采用限流电阻比利用电源限流功能更安全。用电源限流并不能保护放大器克服电源输出滤波电容引起的浪涌电流,即使平均功耗很低,但由于双极型输出级的二次击穿,SOA 工作区依然会被违反。这是因为输出晶体管上的电源和电流同时达到最大而导致放大器损坏。参看6.0来更好的理解SOA 限制。 3) 检测振荡。用低电源供电并将电流限制到最小.在输入信号等于零时,用100MHZ 或更高的示波器检测放大器的输出,将示波器的时间设置到微秒范围,调整示波器的幅度旋钮,检测是否振荡。然后输入一个信号,检测是否振荡。 如果方波小信号响应上出现过渡超调震荡表示处于临界稳定状态。 如果出现振荡,测量它的频率和幅度,还应该注意振荡是否只出现在输出的正半波或负半波,参看6.0“稳定性”,找出振荡的原因。 因为在低电压小电流状态下电路的基本功能已经被验证,电路一旦工作在所需要的条件下,可以提高电流限制值,检测最恶劣的状态,例如:电机反转,方波驱动一感性负载,或输出电压等于Vs/2时驱动阻性负载,这时应逐渐提高电源电压到最大。这样不但可以减少失败率也可以在某个电压和功率下找到 问题所在。 4) 用可能最大的散热器。这可以给放大器提供一个最好的环境,一旦验证了您的计算,您或许会选用一个小的散热器,查看7.0 “内部功耗和散热器”上的资料计算您实际应用所需的散热器。 5) 当电路处在加电状态下避免开关动作。这包括拔插插头,在反馈回路中用开关或继电器等,参看9.1和9.3. 6) 当用一个具有外部补偿功能放大器时,应清楚补偿电 容所承受的电压接近全部电源电压。从等效电路图可以看到补偿电路一端只有几伏(一般连接到FET 的栅极)另一端接近输出电压。在300V 或更低时,一般的电压余量便足够了。超过该电压,建议用一个两倍 电源电压的电容。在这种情况下,会产生局部放电或电晕放电,就好象有一小股能量突然穿过电容。此时,在你还没有看见电容被损坏之前,FET 的栅极已被损坏。 3.0 最大绝对参数 放大器应工作在最大绝对值下避免永久性损坏.如果 工作时其中一个参数达到了最大值,这将不会导致永久性损坏,但两个或更多的参数同时达到最大值时,放大器或许会损坏。注意:放大器应工作在参数表中所列的范围内。 例如:大多数放大器的最大绝对壳温是+125℃,如果 在参数表中给出的壳温是+85℃ ,当工作在+85 ℃和 +125℃之间,那么参数表里的参数是无效的。另外,放大器或许不能工作在该范围(例如:当超过+85 ℃时,放大 器的输出会嵌位到电源电压 ),但是这不会损坏放大器,除非嵌位条件也违背了SOA 工作区。 最大绝对功率损耗是在假设放大器的壳温保持在25℃ ,结温工作在最大额定值的条件下给出的.它为各个制造商的产品提供了标准,然而,它并不是一个合理考察点,因为它需要一个理想的散热器,即使有一理想的散热器,长时间工作在最大结温下,将会降低产品的寿命.参看7。0“线性功率损耗和散热器”,APEX 一般建议工作在某个壳温下时最大结温为150℃或更低. 最大绝对共模电压是另一个参数,它说明了最大绝对 值和给定值的不同。在许多放大器中,两个输入管脚可以同时达到最大电源电压,然而放大器工作于线性区时,它的输入电压应比电源电压低5V 到30V 。这意味着,输入电压超过了线性区,虽然不会损坏放大器,但放大器或许不能获得 参数表中的抑制比,或许导致信号失真,甚至输出嵌位到电源电压 参看9.0“放大器保护和性能限制“,6.0“SOA”,4.0“电源”,以及“参数定义”中的资料. 4.0 电源 4.1电源电压 给定电压(±Vs)表明一个相等的双电源(例如:±30V),也可以采用不对称电源(例如:+50V/-10V) 或单电源 (例如:+60V),只要全部电压不超过它的最大值就行。绝不允许在电源管脚上加反向电压.。对于双电源电路,如Http:// https://www.360docs.net/doc/0916358870.html, M I C R O T E C H N O L O G Y 应用1 运算放大器使用注意事项
MLCC电容特性及注意事项
在采购和使用MLCC过程中应该注意哪 些问题? MLCC(片状多层陶瓷电容)现在已经成为了电子电路最常用的元件之一。MLCC表面看来,非常简单,可是,很多情况下,设计工程师或生产、工艺人员对MLCC的认识却有不足的地方。以下谈谈MLCC选择及应用上的一些问题和注意事项。 MLCC虽然是比较简单的,但是,也是失效率相对较高的一种器件。失效率高,一方面是MLCC结构固有的可靠性问题,另外还有选型问题以及应用问题。 由于电容算是“简单”的器件,所以有的设计工程师由于不够重视,从而对MLCC的独有特性不了解。在理想化的情况下,电容选型时,主要考虑容量及耐压两个参数就够了。但是对于MLCC,仅仅考虑这两个参数是远远不够的。 使用MLCC,不能不了解MLCC的不同材质和这些材质对应的性能。MLCC的材质有很多种,每种材质都有自身的独特性能特点。不了解这些,所选用的电容就很有可能满足不了电路要求。举例来说,MLCC常见的有C0G(也称NP0)材质,X7R材质,Y5V 材质。C0G的工作温度范围和温度系数最好,在 -55°C至+125°C的工作温度范围内时温度系数为0 ±30ppm/°C。X7R次之,在-55°C至+125°C的工作温度范围内时容量变化为±15%。Y5V 的工作温度仅为-30°C至+85°C,在这个工作温度范围内时其容量变化可达-22%至+82%。当然,C0G、X7R、Y5V的成本也是依
次减低的。在选型时,如果对工作温度和温度系数要求很低,可以考虑用Y5V的,但是一般情况下要用X7R的,要求更高时必须选择COG的。一般情况下,MLCC厂家都设计成使X7R、Y5V材质的电容在常温附近的容量最大,但是随着温度上升或下降,其容量都会下降。 仅仅了解上面知识的还不够。由于C0G、X7R、Y5V的介质的介电常数是依次减少的,所以,同样的尺寸和耐压下,能够做出来的最大容量也是依次减少的。有的没经验的工程师,以为想要什么容量都有,选型时就会犯错误,选了不存在的规格。比如想用0603/C0G/25V/3300pF的电容,但是 0603/C0G/25V的MLCC 一般只做到1000pF。其实只要仔细看了厂家的选型手册,就不会犯这样的错误。另外,对于入门不久的设计工程师,对元件规格的数序(E12、E24等)没概念,会给出0.5uF之类的不存在的规格出来。即使是有经验的工程师,对于规格的压缩也没概念。比如说,在滤波电路上,原来有人用到了3.3uF的电容,他的电路也能用3.3uF的电容,但他有可能偏偏选了一个没人用过的4.7uF或2.2uF的电容规格。不看厂家选型手册选型的人,还会犯下面这种错误,比如选了一个0603/X7R/470pF/16V的电容,而事实上一般厂家0603/X7R/470pF的电容只生产50V及其以上的电压而不生产16V之类的电压了。 另外注意片状电容的封装有两种表示方法,一种是英制表示法,一种是公制表示法。美国的厂家用英制的,日本厂家基本上
老鸟也会被忽悠 “黄豆”钽电容解密
https://www.360docs.net/doc/0916358870.html,/content-620427-1.html 同是小黄豆玄机大不同 当您看到显卡上遍布小黄豆(钽电容的昵称)时第一反应是什么呢?高性能、高频、高比容、高可靠性、高适应性、耐高温,还是易爆、要降压使用、昂贵...不管您对其有什么印象,不过在您使用或设计一片显卡时可不要给第一印象和老经验给蒙蔽了,因为技术是日新月异的,下面就要和大家聊聊钽电容家族中的两个主要成员钽聚合物电容和钽二氧化锰电容,他们由于阴极特性的不同导致很多截然不同的特性,因此也造成显卡性能的差别。看到技术文字又头痛了是么?不要怕我们用轻松的图表配合简单文字让你轻易变成此领域的专家,还等什么,我们开始,LET’S GO! 一钽聚合物电容VS钽二氧化锰电容之安全篇:一个是安静包容一个是火爆易怒 很多消费者和工程师对钽电容的第一印象就是钽电容的爆炸威力,确实很多反坦克武器的药型罩或爆炸成型外壳都是用钽金属做成,坦克的外壳都能轻松撕破,可想而知钽电容的爆炸威力不小。不过能爆炸的可是钽二氧化锰电容,钽聚合物电容可炸不了,为什么呢? 我们先看看钽二氧化锰电容为什么会爆炸:当电容遇到反向电压(就是交流电或生产时搞错了极性)或突发大电流时,由于热量迅速增加,阴极二氧化锰会释放出大量的氧气,氧气通过介质五氧化二钽的裂缝或空隙遇到阳极钽,这些钽可是纯正钽粉啊,氧气遇到钽再加高热,就是皮厚的坦克也怕遇见,之后就是轰的一声。。。。。
小则显卡报废,大则伤人,您应该庆幸的是钽电容的体积普遍较小,如果多装点钽粉,那可就。。。。。一般来说早期的DIAMOND、STB、创新等公司设计的高端显卡全部采用钽二氧化锰电容,在设计和生产时对于电容的极性和大电流都有极其严格的要求,因此工程师和工厂都是战战兢兢,生怕这些家伙会惹祸。 不过要是DIAMOND等公司的显卡设计师能等到今天用钽聚合物电容可就不会这么害怕了,因为他们根本不会爆炸。(见下图)当钽聚合物电容碰到极性相反的电压或巨大的电流时,高热首先会让部分阴极聚合物挥发,即使有些聚合物释放出氧气也没关系,其它聚合物会吸收氧气并膨胀,这样从根本上杜绝氧气与钽粉接触,没有了氧气这个氧化剂,爆炸怎么发生呢?由此看出钽聚合物电容还有自愈特性,即使碰到恶劣条件还能继续工作,所以可靠性特别高。 您如果不信,那么就给看看图三的试验吧: 在施加两倍的反向电压,外带瞬间20安培电流的巨大折磨下那些钽二氧化锰全部灰飞烟灭,而剩余的钽聚合物电容却完好无损,下次您看到小黄豆时可别都认为他们脾气火爆啊,它们中的钽聚合物电容可是安静包容的“大家闺秀”。
钽电容工艺在生产过程中经常发生的情况
钽电容工艺在生产过程中经常发生的情况 如果烧结后,试容出来容量小了怎么办? (1) 算一下如果容量控制在-5%-----10%左右,计算出的赋能电压能否达到最低赋能电压.. (2) 如不行,只能改规格,如16V10UF,TDK电感可改16V6.8UF,只要提高赋能电压,但是要看提高后的赋能电压是否会达到它的闪火电压,如果接近的话,那就会很危险.也可以改25V6.8UF,但是计算出的赋能电压要达到所改规格的最低赋能电压。 如果烧结后,试容出来容量大了怎么办? (1)算一下如果容量控制在+5%-----+10%,计算出的赋能电压是否接近闪火电压?如果接近就不能流入后道; (2)如接近闪火电压,可改规格,如16V10U,可改16V15U,10V15U,但是计算出的赋能电压不能低于最低赋能电压,不能往高电压改规格。 (3)实在不行只能返烧结,返烧结时要根据比容控制烧结温度。 高温时真空度不好,怎么处理? 高温时真空度如果突然不好,说明炉膛已漏气。应立即降温。因为氧气进入炉膛后,钽块、钽丝、坩埚隔热层、隔热罩都是钽制品,会跟氧发生氧化,出现发脆。 空烧 正常烧结一个月,需进行一次空烧,空烧温度应高于正常烧结温度100度以上;如果一直是烧的低温,突然要烧高温,应先进行空烧。 因为低温杂质吸附在炉膛和坩埚上,如果不空烧,突然烧高温,低温杂质会挥发到钽块上去,造成钽块漏电流大(有一批35V106 335 225估计就是因未空烧,装炉量太大,压制密度偏小所致)。KEMET 注意事项: (1)不能徒手接触钽块; (2)出炉后在伴同小卡上注明炉次、层次,以便出问题进行追溯。 (3)试容; (4)剔除开裂、断裂的产品; (5)检验钽丝脆性 (6)第一层取两个钽块拔一下钽丝,能否轻易拔出,如能轻易拔出,说明烧结温度太低。就要查看是隔热罩密封不好,还是温度不均匀等情况; (7)烧结时发现有问题的钽块要尽快隔离标识; (8)每天要关心试容结果,特别要注意比容,如果比容偏差大了,要尽快调整炉温。 (9)炉子的加热棒经过重新安装和修理后,一定要重新调整炉温,试炉温时只能少放点产品,以免造成较大的损失。