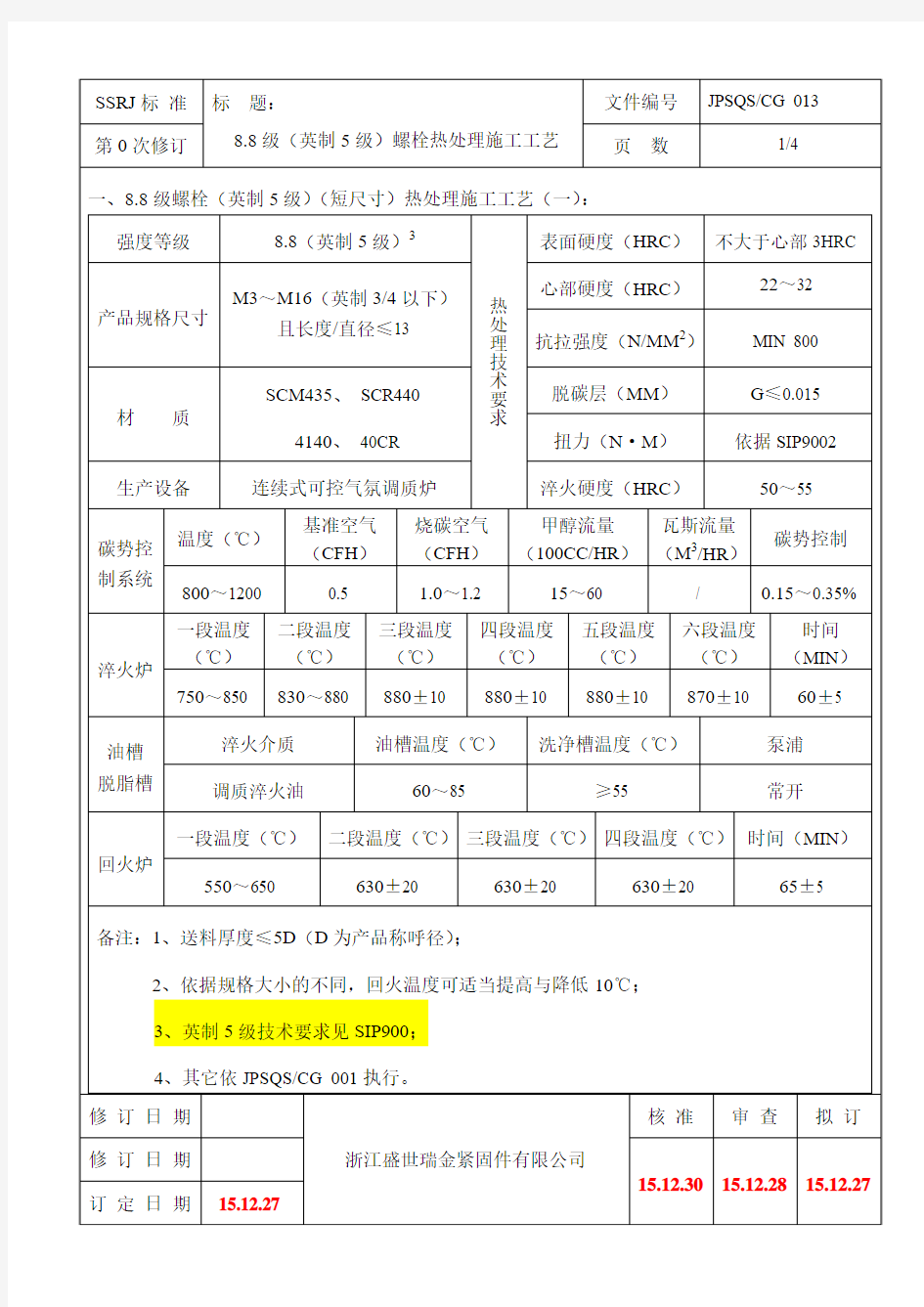
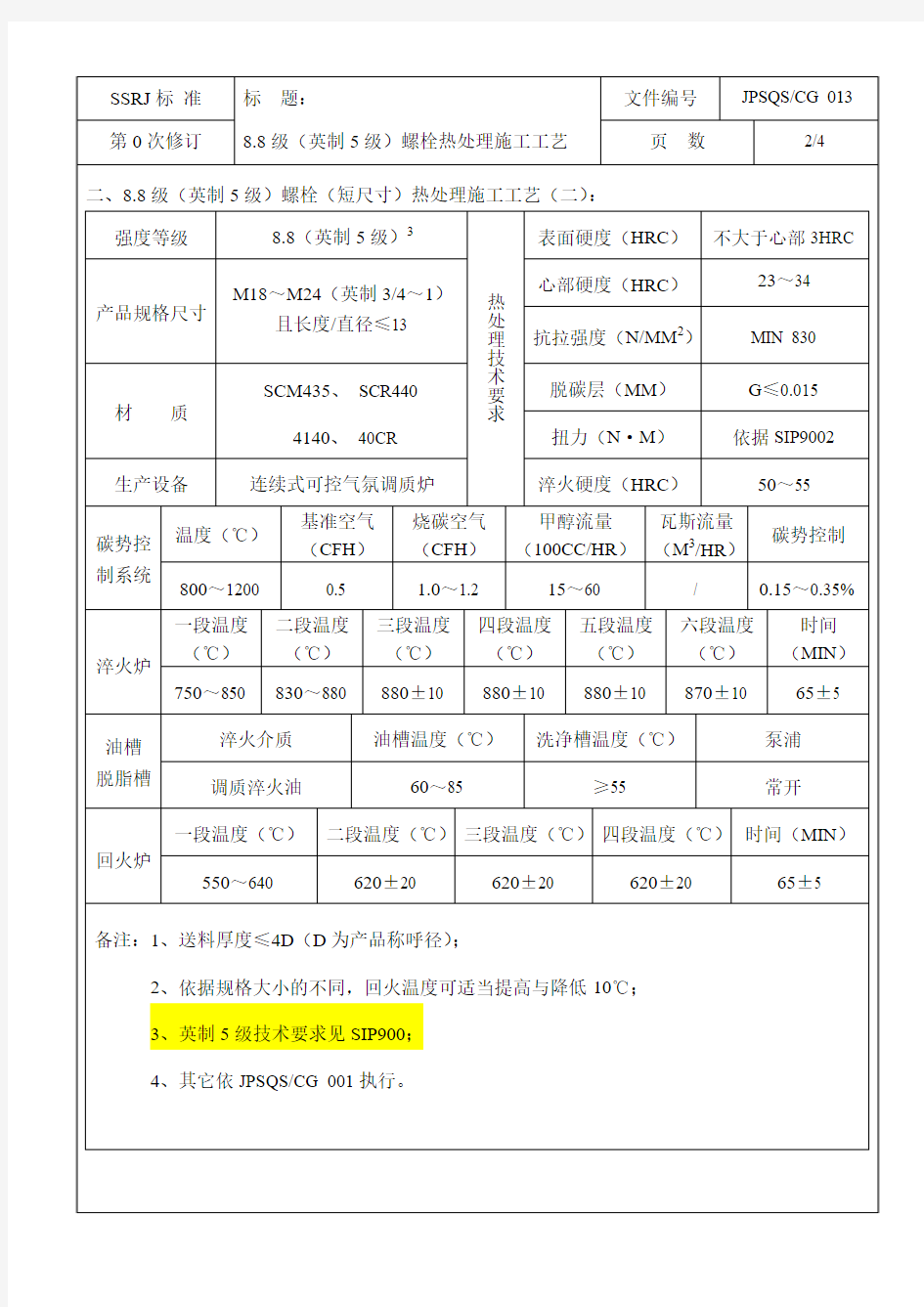
JPSQSCG 013 8.8级(英制5级)螺栓热处理施工工艺
英制螺栓机械性能要求
英制(SAE J429)螺栓所用材料: 英制螺栓(SAE J429)的机械性质:
英制螺栓(ASTM A449)的化学成份和机械性质: 配合的螺帽为ASTM A563中的产品: These values are the as the over-tapping required for zinc coated nuts in Specification ASTM A563 1/4至1-1/2英寸普通产品配合的螺帽为ASTM A563的B普通螺帽(hex);1-1/2至3 英寸普通产品配合的螺帽为ASTM A563的A重型螺帽(heavy hex);1/4至3英寸镀锌 产品配合的螺帽为ASTM A563的DH重型螺帽(heavy hex) 英制螺栓(ASTM A307)的化学成份和机械性质:
①Resulfurized steel is not subject to rejection based on product analysis for sulfur 配合的螺帽为ASTM A563中的产品: 1/4至1-1/2英寸普通产品配合的螺帽为ASTM A563的A 普通螺帽(hex);1-1/2至4 英寸普通产品配合的螺帽为ASTM A563的A重型螺帽(heavy hex);1/4至4英寸镀锌产 品配合的螺帽为ASTM A563的A重型螺帽(heavy hex) 英制螺栓(ASTM A354)的化学成份和机械性质:
These values are the as the over-tapping required for zinc coated nuts in Specification ASTM A563译文:这些值为镀锌产品的要求,在ASTM A563中对螺帽有具体要求。 英制螺栓(ASTM A193)的机械性质:
高强螺栓检测的相关标准
中华人民共和国国家标准《钢结构用高强度大六角头螺栓、大六角螺母、垫圈技术条件》GB/T 1231—2006 1.本标准规定了钢结构用高强度大六角头螺栓、大六角螺母、垫圈及连接副的技术要求、试验方法、检验规则、标志及包装。 本标准适用于铁路和公路桥梁、锅炉钢结构、工业厂房、高层民用建筑、塔桅结构、起重机械及其他钢结构摩擦型高强度螺栓连接 连接副扭矩系数试验 4.4.1 连接副的扭矩系数试验在轴力计上进行,每一连接副只能试验一次,不得重复使用。 扭矩系数计算公式如下: T K P d 式中: K一扭矩系数; T——施拧扭矩(峰值),单位为牛米(N·m); P——螺栓预拉力(峰值),单位为千牛(kN); d——螺栓的螺纹公称直径,单位为毫米(mm)。 4.4.2 施拧扭矩T是施加于螺母上的扭矩,其误差不得大于测试扭矩值的2%。使用的扭矩扳手准确度级别应不低于JJG 707—2003中规定的2级。 4.4.3 螺栓预拉力P用轴力计测定,其误差不得大于测定螺栓预拉力的2%。轴力计的最小示值应在1 kN以下。 4.4.4 进行连接副扭矩系数试验时,螺栓预拉力值P应控制在表8所规定的范围内,超出该范围者,所测得扭矩系数无效。 4.4.5 组装连接副时,螺母下的垫圈有倒角的一侧应朝向螺母支承面。试验时,垫圈不得发生转动,否则试验无效。
4.4.6 进行连接副扭矩系数试验时,应同时记录环境温度。试验所用的机具、仪表及连接副均应放置在该环境内至少2 h以上。 5 检验规则 出厂检验按批进行。同一性能等级、材料、炉号、螺纹规格、长度(当螺栓长度≤100 mm 时,长度相差≤15 mm;螺栓长度>100mm时,长度相差≤20 mm,可视为同一长度)、机械加工、热处理工艺、表面处理工艺的螺栓为同批;同一性能等级、材料、炉号、螺纹规格、机械加工、热处理工艺、表面处理工艺的螺母为同批;同一性能等级、材料、炉号、规格、机械加工、热处理工艺、表面处理工艺的垫圈为同批。分别由同批螺栓、螺母、垫圈组成的连接副为同批连接副。 同批高强度螺栓连接副最大数量为3 000套。 连接副扭矩系数的检验按批抽取8套,8套连接副的扭矩系数平均值及标准偏差均应符合3.3.1规定。 螺栓楔负载、螺母保证载荷、螺母硬度和垫圈硬度的检验按批抽取,样本大小n=8,合格判定数 Ac=0。 螺栓、螺母和垫圈的尺寸、外观及表面缺陷的检验抽样方案按GB/T 的规定。 用户对产品质量有异议时,在正常运输和保管条件下,应在产品出厂之日起6个月之内向供货方提出。如有争议,双方按本标准的要求进行复验裁决。 6 标志与包装 螺栓应在头部顶面制出性能等级和制造厂凸型标志(见图3),标志中“·”可以省略。标志中第一部分数字(“·”前)表示公称抗拉强度的1/100,第二部分数字(“·”后)表示公称屈服强度与公称抗拉强度比值的10倍,字母S表示钢结构用高强度大六角头螺栓,XX为制造厂标志。 螺母应在顶面上制出性能等级和制造厂标志(见图4)。标志中数字表示螺母性能等级,字母H表示钢结构用高强度大六角螺母,XX为制造厂标志。 ××
英制螺栓机械性能要求..
英制螺栓(SAE J429)的机械性质:
配合的螺帽为ASTM A563中的产品: These values are the as the over-tapping required for zinc coated nuts in Specification ASTM A563 1/4至1-1/2英寸普通产品配合的螺帽为ASTM A563的B普通螺帽(hex);1-1/2至3英寸普通产品配合的螺帽为ASTM A563的A重型螺帽(heavy hex);1/4至3英寸镀锌产品配合的螺帽为ASTM A563的DH重型螺帽(heavy hex) 英制螺栓(ASTM A307)的化学成份和机械性质: 配合的螺帽为ASTM A563中的产品: 1/4至1-1/2英寸普通产品配合的螺帽为ASTM A563的A 普通螺帽(hex);1-1/2至4英寸普通产品配合的螺帽为ASTM A563的A重型螺帽(heavy hex);1/4至4英寸镀锌产品配合的螺帽为ASTM A563的A重型螺帽(heavy hex)
These values are the as the over-tapping required for zinc coated nuts in Specification ASTM A563 译文:这些值为镀锌产品的要求,在ASTM A563中对螺帽有具体要求。 英制螺栓(ASTM A193)的机械性质:
NOTES: 1.The minimum temperature for Grades B5, B6X,and B7 shall be 1100°F; for Grade B16, 1200°F; 译文:等级为B5,B6X和B7的最小回火温度为1100°F,而等级为B16的最小回火温度为1200°F 2.To meet the tensile strength requirements, the hardness shall be over Brinell 201(Rockwell B94)minimum. 译文:硬度一定要在201布氏(94HRB)硬度以上,抗拉强度一定能达到。 3.Class 1 is solution treated-Class 1A is solution treated in the finished condition for corrosion resistance; heat treatment is critical due to physical property requirements. Class 2 is solution treated and strain-hardened. Austenitic steels in the strain-hardened condition may not show uniform properties throughout the section particularly in sizes over 3/4 in .in diameter. 译文:Class 1将其视为1级对待,Class 1A的材料应进行表面处理,具有防腐蚀性能,Class 2类的各等级的材料应接受碳化物固溶处理后应变硬化奥氏体钢, 尤为3/4以上的螺栓,经硬化后可能出现整个面上各部分性能不均匀现象. 4. For diameters 3/4 in. and smaller, a maximum hardness of Brinell 241(Rockwell B 100) is permitted. 译文:直径为3/4或更小的产品,硬度要求为最大241布氏(100HRB)硬度。 5. For diameters 1-1/2 in. and larger, center(core) properties may be lower than
汽车发动机连杆螺栓热处理工艺设计
金属材料热处理原理与工艺课程设计40Mn发动机连杆螺栓热处理工艺设计 专业班级:材料132601班 设计人:焦攀龙 设计题目:发动机连杆螺栓选材与加工工艺设计 指导教师:职称 专业: 班级: 完成时间:
摘要 综述了发动机连杆螺栓的工作环境,使用性能,失效形式,连杆螺栓材料的选择,热处理工艺等。主要就连杆螺栓的热处理工艺做了详细的分析,通过大量的实验得出了连杆螺栓材料热处理后的金相组织图等资料。分别对球化退火、淬火、回火过程中组织、硬度的的变化做了分析。并就实验中出现的问题作了分析,以供参考。 关键词:连杆螺栓热处理;等温退火;淬火;回火;问题分析
目录 摘要............................................................................................................................................. I 前言. (1) 1 连杆螺栓的使用性能 (1) 2 材料选择及技术要求 (1) 2.1.螺栓的热处理工艺规范 (2) 2.2材料的选择 (2) 3 热处理工艺及目的 (3) 3.1退火 (3) 3.2正火 (3) 3.3淬火 (4) 3.4回火 (4) 4 设计说明 (4) 4.1失效形式 (4) 4.2工作要求 (4) 4.3结构钢40M N的化学成分 (5) 4.3.1 主要特性 (5) 4.3.2 材料分析 (5) 4.3.3 力学性能要求 (6) 4.3.4 基于材料的零件设计 (6) 4.5热处理工艺说明 (7) 5 设计方案 (8) 5.1正火 (8) 5.2调质处理 (8) 5.3回火的制定 (9) 6 螺栓的热处理质量检测 (9) 6.1硬度计 (9) 6.2外观检测与金相组织检验 (9) 7 螺栓热处理回火缺陷的原因及解决方案 (10) 参考文献 (11)
螺栓8.8级
8.8级螺栓的含义是螺栓强度等级标记代号由“?”隔开的两部分数字组成。标记代号中“?”前数字部分的含义表示公称抗拉强度,碳钢:公制螺栓机械性能等级可分为:3.6、4.6、4.8、5.6、5.8、6.8、8.8、9.8 、13.5 1 、螺栓材质公称抗拉强度达800MPa级;(第一个8) 2、螺栓材质的屈强比值为0.8;(第二个8就是0.8) 3、螺栓材质的公称屈服强度达800×0.8=360MPa级 钢结构连接用螺栓性能等级分3.6、4.6、4.8、5.6、6.8、8.8、9.8、10.9、12.9等10余个等级,其中8.8级及以上螺栓材质为低碳合金钢或中碳钢并经热处理(淬火、回火),通称为高强度螺栓,其余通称为普通螺栓。螺栓性能等级标号有两部分数字组成,分别表示螺栓材料的公称抗拉强度值和屈强比值。例如:性能等级8.8级的螺栓,其含义是:1、螺栓材质公称抗拉强度达800MPa级;2、螺栓材质的屈强比值为0.8;3、螺栓材质的公称屈服强度达800×0.8=640MPa级 强度等级所谓8.8级是指螺栓的抗剪切应力等级为8.8GPa 8.8级螺栓材质 性能等级8.8级高强度螺栓,其材质经过热处理后,能达到: 1、螺栓材质公称抗拉强度达640MPa级; 2、螺栓材质的屈强比值为0.8; 3、螺栓材质的公称屈服强度达640×0.8=800MPa级 4、 8.8级六角螺栓选用材质 1035ACR(M10以下)1040ACR(M12以上)CH38F 1045ACR 1039 10B21 10B33 1 0B38 5、 8.8级内六角螺栓选用材质 CH38F 1039 10B21(M10-M12)10B33(M14)10B38(M12-M24)10B21 103 5ACR(M10 以下)1040ACR(M12 以上) 碳钢产品所使用的盘元: 序号种类可选用的材质 1 4.8级六角螺栓 1008K 1010 1015K 2 6.8级六角螺栓 1032 1035 1040 CH38F 1039 3 8.8级六角螺栓 1035ACR(M10以下)1040ACR(M12以上)CH38F 1045ACR 1039 10B2 1 10B33 10B38 4 8.8级内六角螺栓 CH38F 1039 10B21(M10-M12)10B33(M14)10B38(M12-M24)1 0B21 5 10.9级六角螺栓 1045ACR 10B38 6 │8│级螺帽 1008K 1010 7 8级螺帽 1015(M<16) CH38F (M≥16) 8 10级螺帽 CH38F 1039 10B21 10B33 9 12级螺帽 1039 10B21 10B33 10B38 10 马车螺丝 1008 1010 1015 11 六角缘凸螺栓 CH38F 1039 10B21 10B33 10B38 12 六角木螺丝 1008K 1010 13 自攻钉、墙板钉 钻尾钉、夹板钉 1018 1022 CH22A 14 机螺钉家俱螺丝 1008 1010
高强度螺栓的知识总结
高强度螺栓的知识 高强度螺栓在生产上全称叫高强度螺栓连接副,一般不简称为高强螺栓。 根据安装特点分为:大六角头螺栓和扭剪型螺栓。其中扭剪型只在10.9级中使用。 根据高强度螺栓的性能等级分为:8.8级和10.9级。其中8.8级仅有大六角型高强度螺栓,在标示方法上,小数点前数字表示热处理后的抗拉强度;小数点后的数字表示屈强比即屈服强度实测值与极限抗拉强度实测值之比。8.8级的意思就是螺栓杆的抗拉强度不小于800M Pa,屈强比为0.8;10.9级的意思就是螺栓杆的抗拉强度不小于1000MPa,屈强比为0.9。 结构设计中高强度螺栓直径一般有M16/M20/M22/M24/M27/M30,不过M22/M27为第二选择系列,正常情况下选用M16/M20 /M24/M30为主。 高强度螺栓在抗剪设计上根据设计要求分为:高强度度螺栓承压型和高强度螺栓摩擦型。摩擦型的承载能力取决于传力摩擦面的抗滑移系数和摩擦面数量,喷砂(丸)后生赤锈的摩擦系数最高,但从实际操作来看受施工水平影响很大,很多监理单位都提出能否降低标准来确保工程质量。承压型的承载能力取决于螺栓抗剪能力和栓杆承压能力能力的最小值。在只有一个连接面的情况下,M16摩擦型抗剪承载力为21.6~45.0kN,而M16承压型抗剪承载力为39.2~48.6 kN,性能要优于摩擦型。在安装上,承压型工艺要简单一些,连接面仅需清除油污及浮锈。 沿轴杆方向抗拉承载力,在钢结构规范中写的很有意思,摩擦型设计值等于0.8倍预拉力,承压型设计值等于螺杆有效面积乘以材料抗拉强度设计值,看起来似乎有很大区别,实际上两个值基本一致,我一直不太明白规范为什么要这么写,采用的都是同一种材料为何要用两种表达方式计算同一个数值? 在同时承受剪力和杆轴方向拉力时,摩擦型要求是螺栓承受的剪力与受剪承载力之比加上螺杆承受轴力与受拉承载力应力比之和小于1.0,承压型要求是螺栓承受的剪力与受剪承载力之比的平方加上螺杆承受轴力于受拉承载力应力比的平方之和小于1.0,也就是说在同种荷载组合情况下,相同直径的承压型高强度螺栓在设计上的安全储备要高于摩擦型高强度螺栓的。 考虑到在强震反复作用下,连接摩擦面可能会失效,这时候的抗剪承载力还是要取决于螺栓抗剪能力和板件承压能力,因此抗震规范规定了高强度螺栓极限受剪的承载力计算公式。尽管承压型在设计数值上占有优势,但由于其属于剪压破坏型式,螺栓孔为类似普通螺栓的孔隙型螺栓孔,在承受荷载作用时的变形远大于摩擦型,所以高强度螺栓承压型主要用于非抗震构件连接、非承受动荷载构件连接、非反复作用构件连接。 这两种型式的正常使用极限状态也是有区别的: 摩擦型连接是指在荷载基本组合作用下连接摩擦面发生相对滑移; 承压型连接是指在荷载标准组合作用下连接件之间发生相对滑移; 焊缝与螺栓知识 焊缝等级 1. 焊缝等级是施工验收等级,有三级。三级最低,只要求外观检查和尺寸检查。二级要求部分作超声波探伤检查。一级最高,要求全部做探伤检查。 2. 对焊缝等级来说,原则是受拉等级高于受压,受动力的高于受静力的。 3. 对接焊缝一般需要做无损探伤(或部分需要)。故一般对接焊缝的焊接等级为二级或一级,不小于二级。
高强度螺栓加工工艺
高强度螺栓加工工艺 螺栓类零件是一种重要标准件,用做连接紧固件,在各领域的应用相当广泛,根据其机械和物理性能的不同,分成10种类别,其中机械性能等级大于等于8.8级的螺栓,我们通常称其为高强度螺栓。 一、高强度螺栓主要结构及作用 高强度螺栓种类较多,形状也不尽相同,外部尺寸更是千变万化,但整体上其主要结构和整体外部形状具有一定的相似性。根据这些相似性,我们将其分成三个主要部分:头部、杆部和螺纹部分。如下简图所示: 下面我们简要介绍一下各部分的作用极其重点要素: 1. 头部头部主要作用是在螺母与螺栓配合时施加一个反向力矩,保证螺母有足够拧紧力矩。形式种类较多,主要有方头、半圆头、六角头等形式。另外,一些非标准件高强度螺栓头部形式由设计者根据装配需要特别设计。 2. 杆部杆部主要起导向作用,特别是导径螺栓,装配后承受一定的径向剪切力,要求与孔小间隙配合,对杆部外圆精度和粗糙度要求严格。一些装配后只承受轴向拉伸力的螺栓对杆部要求不是很严格,外圆尺寸公差较大。对高强度螺栓来说,杆部与头部接触部位要求一定圆角,避免承受较大拉力时该部位断裂,同时避免热处理冷却时产生裂纹,是加工重点注意要素。 3. 螺纹部分螺纹部分是螺栓最主要部分,主要起连接紧固作用。可以分成有效螺纹部分,收尾部分(退刀部分)和螺纹末端三部分;螺纹三个主要要素:螺距、牙形半角和螺距,直接影响螺纹配合精度,也是加工重点注意要素。 二、高强度螺栓工艺分析 高强度螺栓机械加工一般不需要精度极高的专用机床,在普通设备上即可完成加工。根据其三个主要部分,我们将其加工工艺分成三部分:头部的加工、杆部加工和螺纹加工。每一部分的加工工艺又因其尺寸形状及技术要求的不同分成若干种类,采用不同的加工方法;虽然我们将其分成了三部分,但三部分的加工是相辅相成的,相互关联的,可能共存于同一工序,也可能共存于同一工步。 1. 头部的加工 ⑴毛坯 毛坯形式:螺栓头部形状直接决定产品毛坯形式。一般来说,方头螺栓毛坯可选用冷拉方钢,六角头螺栓毛坯可选用冷拉六角钢,半圆头螺栓毛坯应选用锻件毛坯;头
螺栓强度等级分类标准2010
钢结构连接用螺栓性能等级 钢结构连接用螺栓性能等级分3.6、4.6、4.8、5.6、6.8、8.8、9.8、10.9、12.9等10余个等级,其中8.8级及以上螺栓材质为低碳合金钢或中碳钢并经热处理(淬火、回火),通称为高强度螺栓,其余通称为普通螺栓。螺栓性能等级标号有两部分数字组成,分别表示螺栓材料的公称抗拉强度值和屈强比值。例如,性能等级4.6级的螺栓,其含义是: 1、螺栓材质公称抗拉强度达400MPa级; 2、螺栓材质的屈强比值为0.6; 3、螺栓材质的公称屈服强度达400×0.6=240MPa级性能等级10.9级高强度螺栓,其材料经过热处理后,能达到: 1、螺栓材质公称抗拉强度达1000MPa级; 2、螺栓材质的屈强比值为0.9; 3、螺栓材质的公称屈服强度达1000×0.9=900MPa级 螺栓性能等级的含义是国际通用的标准,相同性能等级的螺栓,不管其材料和产地的区别,其性能是相同的,设计上只选用性能等级即可。强度等级所谓8.8级和10.9级是指螺栓的抗剪切应力等级为8.8GPa和10.9Gpa 8.8公称抗拉强度800N/MM2 公称屈服强度640N/MM2 一般的螺栓是用"X.Y"表示强度的, X*100=此螺栓的抗拉强度,
X*100*(Y/10)=此螺栓的屈服强度 (因为按标识规定:屈服强度/抗拉强度=Y/10) =============== 如4.8级 则此螺栓的 抗拉强度为:400MPa 屈服强度为:400*8/10=320MPa ================= 另:不锈钢螺栓通常标为A4-70,A2-70的样子,意义另有解释度量 当今世界上长度计量单位主要有两种,一种为公制,计量单位为米(m)、厘米(cm)、毫米(mm)等,在欧州、我国及日本等东南亚地区使用较多,另一种为英制,计量单位主要为英寸(inch),相当于我国旧制的市寸,在美国、英国等欧美国家使用较多。 1、公制计量:(10进制) 1m =100 cm=1000 mm 2、英制计量:(8进制) 1英寸=8英分 1英寸=25.4 mm 3/8¢¢×25.4 =9.52 3、1/4¢¢以下的产品用番号来表示其称呼径,如: 4#, 5#, 6#, 7#, 8#, 10#, 12# 螺纹 一、螺纹是一种在固体外表面或内表面的截面上,有均匀螺旋线
螺栓的热处理方法
螺栓的热处理方法 【慧聪表面处理网】 螺栓加工工艺为:热轧盘条-(冷拨)-球化(软化)退火-机械除鳞-酸洗-冷拨-冷锻成形-螺纹加工-热处理- 检验 一,钢材设计: 在紧固件制造中,正确选用紧固件材料是重要一环,因为紧固件的性能和其材料有着密切的关系。如材料选择不当或不正确,可能造成性能达不到要求,使用寿命缩短,甚至发生意外或加工困难,制造成本高等,因此紧固件材料的选用是非常重要的环节。冷镦钢是采用冷镦成型工艺生产的互换性较高的紧固件用钢。由于它是常温下利用金属塑性加工成型,每个零件的变形量很大,承受的变形速度也高,因此,对冷镦钢原料的性能要求十分严格。在长期生产实践和用户使用调研的基础上,结合 GB/T6478-2001《冷镦和冷挤压用钢技术条件》 GB/T699-1999《优质碳素结构钢》及日本 JISG3507-1991《冷镦钢用碳素钢盘条》的特点,以8.8级,9.8级螺栓螺钉的材料要求为例,各种化学元素的确定。C含量过高,冷成形性能将降低;太低则无法满足零件机械性能的要求,因此定为0.25%-0.55%。Mn能提高钢的渗透性,但添加过多则会强化基体组织而影响冷成形性能;在零件调质时有促进奥氏体晶粒长大的倾向,故在国际的基础上适当提高,定为0.45%-0.80%。Si能强化铁素体,促使冷成形性能降低,材料延伸率下降定为Si小于等于0.30%。S.P.为杂质元素,它们的存在会沿晶界产生偏析,导致晶界脆化,损害钢材的机械性能,应尽可能降低,定为P小于等于0.030%,S小于等于0.035%。B.含硼量最大值均为0.005%,因为硼元素虽然具有显著提高钢材渗透性等作用,但同时会导致钢材脆性增加。含硼量过高,对螺栓,螺钉和螺柱这类需要良好综合机械性能的工件是十分不利的。 二,球化(软化)退火: 沉头螺钉,内六角圆柱头螺栓采用冷镦工艺生产时,钢材的原始组织会直接影响着冷镦加工时的成形能力。冷镦过程中局部区域的塑性变形可达60%-80%,为此要求钢材必须具有良好的塑性。当钢材的化学成分一定时,金相组织就是决定塑性优劣的关键性因素,通常认为粗大片状珠光体不利于冷镦成形,而细小的球状珠光体可显著地提高钢材塑性变形的能力。对高强度紧固件用量较多的中碳钢和中碳合金钢,在冷镦前进行球化(软化)退火,以便获得均匀细致的球化珠光体,以更好地满足实际生产需要。对中碳钢盘条软化退火而言,其加热温度多选择在该钢材临界点上下保温,加热温度一般不能太高,否则会产生三次渗碳体沿晶界析出,造成冷镦开裂,而对于中碳合金钢的盘条采用等温球化退火,在AC1+(20-30%)加热后,炉冷到略低于Ar1,温度约700摄氏度等温一段时间,然后炉冷至500摄氏度左右出炉空冷。钢材的金相组织由粗变细,由片状变球状,冷镦开裂率将大大减少。35\45\ML35\SWRCH35K钢软化退火温度一般区域为715-735摄氏度。 三,剥壳除鳞: 冷镦钢盘条去除氧化铁板工序为剥亮,除鳞,有机械除鳞和化学酸洗两种方法。用机械除鳞取代盘条的化学酸洗工序,既提高了生产率,又减少了环境污染。此除鳞过程包括弯曲法(普遍使用带三角形凹槽的圆轮反覆弯曲盘条),喷九法等,除鳞效果较好,但不能使残余铁鳞去净(氧化铁皮清除率为97%),尤其是氧化铁皮粘附性很强时,因此,机械除鳞受铁皮厚度,结构和应力状态的影响,使用于低强度紧固件(小于等于6.8级)用的碳钢盘条。高强度紧固件(大于等于8.8级)用盘条在机械除鳞后,为除净所有的氧化铁皮,再经化学酸洗工序即复合除鳞。对低碳钢盘条而言,机械除鳞残留的铁皮容易造成粒拔模不均匀磨损。当粒拔模孔由于盘条钢丝摩擦外温时粘附上铁皮,使盘条钢丝表面产生纵向粒痕,盘条钢丝冷镦凸缘螺栓或圆柱头螺钉时,头部出现微裂纹的原因,95%以上是钢丝表面在拉拔过程中产生的划痕所引起。因此,机械除鳞法不宜用来高速拉拔。
螺栓机械性能等级表
1 I I 螺拴,螺钉和螺柱的性能等级和机械性能(摘自GB3089. 1-82) 注:1?本喪适用于由硃铜或合金钢制造的,任何形狀的、幌纹直径^3-33nm的蝮栓、螺钉和蝮柱口不适用于紧定蝮钉. 瓦性能等级的标记代号由隔开的两部分数字组成:第一部分数字<前)表示公称抗拉强度tei/wo?第二韶分数字(“严右)表示公称屈服点或仝称屈服强应2公称抗拉强度比值(屈服比)的“倍. 3.由低碳马氏悴钢制造的产品,应在性能等级代号下加一横绻即春壬皿 £9. 8级仅适用于螺纹直径<16m的规格. 巧?规定性能等级餉螺栓、螺母在團纸中貝注出性能等级,不应标出药吋牌号.
钢结构连接用螺栓性能等级分 3.6、4.6、4.8、5.6、6.8、8.8、9.8、10.9、12.9 等10 余个等级,其中8.8 级及以上螺栓材质为低碳合金钢或中碳钢并经热处理(淬火、回火),通称为高强度螺栓,其余通称为普通螺栓。螺栓性能等级标号有两部分数字组成,分别表示螺栓材料的公称抗拉强度值和屈强比值。例如: 性能等级 4.6 级的螺栓,其含义是: 1、螺栓材质公称抗拉强度达400MPa 级; 2、螺栓材质的屈强比值为0.6 ; 3、螺栓材质的公称屈服强度达400刈.6=240MPa级 性能等级10.9 级高强度螺栓,其材料经过热处理后,能达到: 1、螺栓材质公称抗拉强度达1000MPa 级; 2、螺栓材质的屈强比值为0.9; 3、螺栓材质的公称屈服强度达1000X0.9=900MPa级螺栓性能等级的含义是国际通用的标准,相同性能等级的螺栓,不管其材料和产地的区别,其性能是相同的,设计上只选用性能等级即可。 强度等级所谓8.8 级和10.9 级是指螺栓的抗剪切应力等级为8.8GPa 和10.9GPa 8.8 公称抗拉强度800N/MM2 公称屈服强度640N/MM2 一般的螺栓是用"X.Y"表示强度的,X*100=此螺栓的抗拉强度,X*100* (Y/10 )=此螺栓的屈服强度(因为按标识规定:屈服强度/抗拉强度=Y/10 )如 4.8 级则此螺栓的抗拉强度为:400MPa ;屈服强度为:400*8/10=320MPa 2 / 3
浅谈高强度螺栓加工工艺
浅谈高强度螺栓加工工艺 刘伟底盘零件厂 摘要 本文所阐述高强度螺栓加工用设备均为普通机床,加工工艺主要指传统典型加工工艺。文章中着重介绍高强度螺栓机械加工工艺,对高强度螺栓的热处理工艺和表面处理工艺只做简要描述。又介绍了在高强度螺栓加工过程中未来的发展方向。 关键词:高强度螺栓、机械加工工艺、未来工艺过程 Abstract The processing equipments of High-intensity Bolts in this article are general machine tools, technology mainly referring to typical traditional technology. Article highlights High-intensity Bolts machining, heat treatment technology and the surface treatment High-intensity Bolts crafts itself a brief description. Key words: High-intensity Bolts、machining、technology processes in the future
浅谈高强度螺栓加工工艺 螺栓类零件是一种重要标准件,用做连接紧固件,在各领域的应用相当广泛,根据其机械和物理性能的不同,分成10种类别,其中机械性能等级大于等于8.8级的螺栓,我们通常称其为高强度螺栓。 一、高强度螺栓主要结构及作用 高强度螺栓种类较多,形状也不尽相同,外部尺寸更是千变万化,但整体上其主要结构和整体外部形状具有一定的相似性。根据这些相似性,我们将其分成三个主要部分:头部、杆部和螺纹部分。如下简图所示: 下面我们简要介绍一下各部分的作用极其重点要素: 1. 头部头部主要作用是在螺母与螺栓配合时施加一个反向力矩,保证螺母有足够拧紧力矩。形式种类较多,主要有方头、半圆头、六角头等形式。另外,一些非标准件高强度螺栓头部形式由设计者根据装配需要特别设计。 2. 杆部杆部主要起导向作用,特别是导径螺栓,装配后承受一定的径向剪切力,要求与孔小间隙配合,对杆部外圆精度和粗糙度要求严格。一些装配后只承受轴向拉伸力的螺栓对杆部要求不是很严格,外圆尺寸公差较大。对高强度螺栓来说,杆部与头部接触部位要求一定圆角,避免承受较大拉力时该部位断裂,同时避免热处理冷却时产生裂纹,是加工重点注意要素。 3. 螺纹部分螺纹部分是螺栓最主要部分,主要起连接紧固作用。可以分成有效螺纹部分,收尾部分(退刀部分)和螺纹末端三部分;螺纹三个主要要素:螺距、牙形半角和螺距,直接影响螺纹配合精度,也是加工重点注意要素。 二、高强度螺栓工艺分析 高强度螺栓机械加工一般不需要精度极高的专用机床,在普通设备上即可完成加工。根据其三个主要部分,我们将其加工工艺分成三部分:头部的加工、杆部加工和螺纹加工。每一部分的加工工艺又因其尺寸形状及技术要求的不同分成若干种类,采用不同的加工方法;虽然我们将其分成了三部分,但三部分的加工是相辅相成的,相互关联的,可能共存于同一工序,也可能共存于同一工步。 1. 头部的加工 ⑴毛坯 毛坯形式:螺栓头部形状直接决定产品毛坯形式。一般来说,方头螺栓毛坯可选用冷拉方钢,六角头螺栓毛坯可选用冷拉六角钢,半圆头螺栓毛坯应选用锻件毛坯;头
螺栓螺母性能等级简介
螺栓螺母性能等级简介 螺栓性能等级的含义 钢结构连接用螺栓性能等级分3.6、4.6、4.8、5.6、6.8、8.8、9.8、10.9、12.9等10余个等级,其中8.8级及以上螺栓材质为低碳合金钢或中碳钢并经热处理(淬火、回火),通称为高强度螺栓,其余通称为普通螺栓。螺栓性能等级标号有两部分数字组成,分别表示螺栓材料的公称抗拉强度值和屈强比值。例如,性能等级4.6级的螺栓,其含义是: 1、螺栓材质公称抗拉强度达400MPa级; 2、螺栓材质的屈强比值为0.6; 3、螺栓材质的公称屈服强度达400×0.6=240MPa级性能等级10.9级高强度螺栓,其材料经过热处理后,能达到: 1、螺栓材质公称抗拉强度达1000MPa级; 2、螺栓材质的屈强比值为0.9; 3、螺栓材质的公称屈服强度达1000×0.9=900MPa级 螺栓性能等级的含义是国际通用的标准,相同性能等级的螺栓,不管其材料和产地的区别,其性能是相同的,设计上只选用性能等级即可。 强度等级所谓8.8级和10.9级 是指螺栓的抗剪切应力等级为8.8GPa和10.9Gpa 8.8 公称抗拉强度800N/MM2 公称屈服强度640N/MM2 一般的螺栓是用"X.Y"表示强度的, X*100=此螺栓的抗拉强度, X*100*(Y/10)=此螺栓的屈服强度 (因为按标识规定:屈服强度/抗拉强度=Y/10) =============== 如4.8级 则此螺栓的 抗拉强度为:400MPa 屈服强度为:400*8/10=320MPa =================
另:不锈钢螺栓通常标为A4-70,A2-70的样子,意义另有解释 度量 当今世界上长度计量单位主要有两种,一种为公制,计量单位为米(m)、厘米(cm)、毫米(mm)等,在欧州、我国及日本等东南亚地区使用较多,另一种为英制,计量单位主要为英寸(inch),相当于我国旧制的市寸,在美国、英国等欧美国家使用较多。 1、公制计量:(10进制) 1m =100 cm=1000 mm 2、英制计量:(8进制) 1英寸=8英分 1英寸=25.4 mm 3/8¢¢×25.4 =9.52 3、1/4¢¢以下的产品用番号来表示其称呼径,如: 4#, 5#, 6#, 7#, 8#, 10#, 12# 螺纹 一、螺纹是一种在固体外表面或内表面的截面上,有均匀螺旋线凸起的形状。根据其结构特点和用途可分为三大类: (一)、普通螺纹:牙形为三角形,用于连接或紧固零件。普通螺纹按螺距分为粗牙和细牙螺纹两种,细牙螺纹的连接强度较高。 (二)、传动螺纹:牙形有梯形、矩形、锯形及三角形等。 (三)、密封螺纹:用于密封连接,主要是管用螺纹、锥螺纹与锥管螺纹。二、螺纹配合等级: 螺纹配合是旋合螺纹之间松或紧的大小,配合的等级是作用在内外螺纹上偏差和公差的规定组合。 (一)、对统一英制螺纹,外螺纹有三种螺纹等级:1A、2A和3A级,内螺纹有三种等级: 1B、2B和3B级,全部都是间隙配合。等级数字越高,配合越紧。在英制螺纹中,偏差仅规定1A和2A级,3A级的偏差为零,而且1A和2A级的等级偏差是相等的。 等级数目越大公差越小。 1、1A和1B级,非常松的公差等级,其适用于内外螺纹的允差配合。
螺栓加工工艺及特点
高强度螺栓加工工艺为:热轧盘条-(冷拨)-球化(软化)退火-机械除鳞-酸洗-冷拨-冷锻成形-螺纹加工-热处理-检验 一.钢材设计 在紧固件制造中,正确选用紧固件材料是重要一环,因为紧固件的性能和其材料有着密切的关系。如材料选择不当或不正确,可能造成性能达不到要求,使用寿命缩短,甚至发生意外或加工困难,制造成本高等,因此紧固件材料的选用是非常重要的环节。冷镦钢是采用冷镦成型工艺生产的互换性较高的紧固件用钢。由于它是常温下利用金属塑性加工成型,每个零件的变形量很大,承受的变形速度也高,因此,对冷镦钢原料的性能要求十分严格。在长期生产实践和用户使用调研的基础上,结合GB/T6478-2001《冷镦和冷挤压用钢技术条件》GB/T699-1999《优质碳素结构钢》及目标JISG3507-1991《冷镦钢用碳素钢盘条》的特点,以8.8级,9.8级螺栓螺钉的材料要求为例,各种化学元素的确定。C含量过高,冷成形性能将降低;太低则无法满足零件机械性能的要求,因此定为0.25%-0.55%。Mn能提高钢的渗透性,但添加过多则会强化基体组织而影响冷成形性能;在零件调质时有促进奥氏体晶粒长大的倾向,故在国际的基础上适当提高,定为0.45%-0.80%。Si能强化铁素体,促使冷成形性能降低,材料延伸率下降定为Si小于等于0.30%。S.P.为杂质元素,它们的存在会沿晶界产生偏析,导致晶界脆化,损害钢材的机械性能,应尽可能降低,定为P小于等于0.030%,S小于等于0.035%。B.含硼量最大值均为0.005%,因为硼元素虽然具有显著提高钢材渗透性等作用,但同时会导致钢材脆性增加。含硼量过高,对螺栓,螺钉和螺柱这类需要良好综合机械性能的工件是十分不利的。 二.球化(软化)退火 沉头螺钉,内六角圆柱头螺栓采用冷镦工艺生产时,钢材的原始组织会直接影响着冷镦加工时的成形能力。冷镦过程中局部区域的塑性变形可达60%-80%,为此要求钢材必须具有良好的塑性。当钢材的化学成分一定时,金相组织就是决定塑性优劣的要害性因素,通常认为粗大片状珠光体不利于冷镦成形,而细小的球状珠光体可显著地提高钢材塑性变形的能力。对高强度紧固件用量较多的中碳钢和中碳合金钢,在冷镦前进行球化(软化)退火,以便获得均匀细致的球化珠光体,以更好地满足实际生产需要。对中碳钢盘条软化退火而言,其加热温度多选择在该钢材临界点上下保温,加热温度一般不能太高,否则会产生三次渗碳体沿晶界析出,造成冷镦开裂,而对于中碳合金钢的盘条采用等温球化退火,在AC1 (20-30)加热后,炉冷到略低于Ar1,温度约700摄氏度等温一段时间,然后炉冷至500摄氏度左右出炉空冷。钢材的金相组织由粗变细,由片状变球状,冷镦开裂率将大大减少。35\45\ML35\SWRCH35K钢软化退火温度一般区域为715-735摄氏度。
高强螺栓性能表
高强螺栓性能表 螺栓螺母性能表 1 钢结构用高强度螺栓连接副型号、规格、性能等级 类型名称性能等级规格连接副组成 GB/T1228-91 钢结构用高强度大六角头螺栓10.9S 8.8S M12-M30 一件螺栓;一件螺母;二件垫圈 GB/T1229-91 钢结构用高强度大六角螺母 GB/T1230-91 钢结构用高强度垫圈 GB/T1231-91 钢结构用高强度大六角头螺栓、 大六角螺母、垫圈技术条件 GB/T3632-1995 钢结构用扭剪型高强度螺栓连接副10.9S M16-M24 一件螺栓;一件螺母;二件垫圈GB/T3633-1995 钢结构用扭剪型高强度螺栓连接副技术条件 2 材料 类型性能等级螺纹规格选用材料 螺栓10.9S M12~M24 20MntiB M27~M30 35VB 8.8S M12~M16 35# M20~M24 20MnTib M27~M30 35VB 螺母8H10H M12~M30 35# 垫圈35~45 HRC 12~30 45# 材料的化学成分 材料C% Si% Mn% Ti% V% B% P% S% 20MnTiB 0.17~0.24 0.17~0.37 1.30~1.60 0.04~0.10 0 0.0005~0.0035 ≤0.035 ≤0.035 35VB 0.31~0.37 0.17~0.37 0.50~0.90 0 0.05~0.12 0.001~0.004 ≤0.04 ≤0.04 35# 0.32~0.40 0.17~0.37 0.50~0.90 0 0 0 ≤0.035 ≤0.035 45# 0.42~0.50 0.17~0.37 0.50~0.90 0 0 0 ≤0.035 ≤0.035 3 机械性能 3-1 螺栓机械性能 材料试件机械性能 性能等级抗拉力强度 σb MPa 屈服度σ0.2 MPa 伸长率δ5 % 收缩率ψ
英制螺栓机械性能要求
英制(SAE J429)螺栓所用材料: 英制螺栓(SAE J429)的机械性质:
英制螺栓(ASTM A449)的化学成份与机械性质: 配合的螺帽为ASTM A563中的产品: These values are the as the over-tapping required for zinc coated nuts in Specification ASTM A563 1/4至1-1/2英寸普通产品配合的螺帽为ASTM A563的B普通螺帽(hex);1-1/2至3英寸普通产品配合的螺帽为ASTM A563的A重型螺帽(heavy hex);1/4至3英寸镀锌产品配合的螺帽为ASTM A563的DH重型螺帽(heavy hex) 英制螺栓(ASTM A307)的化学成份与机械性质:
①Resulfurized steel is not subject to rejection based on product analysis for sulfur 配合的螺帽为ASTM A563中的产品: 1/4至1-1/2英寸普通产品配合的螺帽为ASTM A563的A 普通螺帽(hex);1-1/2至4英寸普通产品配合的螺帽为ASTM A563的A重型螺帽(heavy hex);1/4至4英寸镀锌产品配合的螺帽为ASTM A563的A重型螺帽(heavy hex) 英制螺栓(ASTM A354)的化学成份与机械性质: These values are the as the over-tapping required for zinc coated nuts in Specification ASTM A563 译文:这些值为镀锌产品的要求,在ASTM A563中对螺帽有具体要求。 英制螺栓(ASTM A193)的机械性质:
高强度螺栓的扭矩系数
查标准,我国的高强度螺栓的扭矩系数是一个从0.11~0.15的范围,标准同时规定,扭矩系数的标准差不得大于0.01。 查国外资料,发现扭矩系数与我国的规定很不一样,通常比我们大,这是为何?想来应该是与表面处理有关,如果我们的标准限制了新技术或者先进技术的应用吗? 提问者:老陈发布时间:2007-4-28 20:10:00 以下是回复内容: 第1页,共1页 扭矩系数与螺纹精度、表面粗糙度、尺寸精度、表面处理等方面都有关系,但是表面处理是影响扭矩系数的比较大的因素之一。国家标准大六角头螺栓、螺母连接副的表面处理主要是磷化。由于磷化的配方不同,扭矩系数也不同。扭矩系数的大小范围是考核内容,但是扭矩系数的标准差是关键。不能说国外的扭矩系数与我国规定的不同,就限制了新技术或者先进技术的应用。 答复者:张德利 发布时间:2007-4-29 21:56:00 本答案得分:5 扭矩系数0.11~0.15,标准偏差小于0.01,仅仅是钢结构连接副的要求,并不是其他的高强度有要求。注意'连接副"这一条件。它是指一个螺栓,螺母,两个垫圈配套使用,并且表面处理也有严格控制。一般的连接均没有垫圈,如果你用钢结构螺栓和螺母,用一般的垫圈或不用垫圈做扭矩系数试验,肯定不能达到0.11~0.15和0.01的要求。 扭矩系数主要与表面处理和被紧固件的表面状态有关。 答复者:吴明然 发布时间:2007-5-11 21:50:00 本答案得分:3 磷化有什么重大意义吗,能得到相对稳定的扭矩系数吗——要满足“螺栓副”这个条件不难,但要施工中完全满足保管条件等,困难就大些? 而且,扭矩系数0.11~0.15,这个范围太大,最好定在0.13~0.14之间,这样就可以大致定出螺栓的扭矩值来。
螺丝热处理方法
螺丝热处理方法 一、热处理方式:根据对象及目的不同可选用不同热处理方式。 调质钢:淬火后高温回火(500-650℃) 弹簧钢:淬火后中温回火(420-520℃) 渗碳钢:渗碳后淬火再低温回火(150-250℃) 低碳和中碳(合金)钢淬成马氏体后,随回火温度的升高,其一般规律是强度下降,而塑性、韧性上升。但由于低、中碳钢中含碳量不同,回火温度对其影响程度不同。所以为了获得良好的综合机械性能,可分别采取以下途径: (1)、选取低碳(合金)钢,淬火后进行低温250℃以下回火,以获得低碳马氏体。为了提高这类钢的表面耐磨性,只有提高各面层的含碳量,即进行表面渗碳,一般称为渗碳结构钢。 (2)、采取含碳较高的中碳钢,淬火后进行高温(500-650℃)回火(即所谓调质处理),使其能在高塑性情况下,保持足够的强度,一般称这类钢为调质钢。如果希望获得高强度,而宁肯降低塑性及韧性,对含碳量较低的含金调质可采取低温回火,则得到所谓“超高强度钢”。 (3)、含碳量介于中碳和高碳之间的钢种(如60,70钢)以及一些高碳钢(如8 0,90钢),如果用于制造弹簧,为了保证高的弹性极限、屈服极限和疲劳极限,则采用淬火后中温回火。 二、作业流程: (一)、调质钢: 1、预热处理:正火->退火(珠光体型钢)->高温回火(马氏体型钢) (1)、正火目的是细化晶粒,减少组织中的带状程度,并调整好硬度,便于机械加工,正火后,钢材具有等轴状细晶粒。 2、淬火:将钢体加热到850℃左右进行淬火,淬火介质可根据钢件尺寸大小和该钢的淬透性加以选择,一般可选择水或油甚至空气淬火。处于淬火状态的钢,塑性低,内应力大。 3、回火: (1)、为使钢材具有高塑性、韧性和适当的强度,钢材在400-500℃左右进行高温回火,对回火脆性敏感性较大的钢,回火后必须迅速冷却,抑制回火脆性的发生。 (2)、若要求零件具有特别高的强度,则在200℃左右回火,得到中碳回火马氏体组织。 (二)、弹簧钢: 1、淬火:于830-870℃进行油淬火。 2、回火:于420-520℃左右进行回火,获得回火屈氏体组织。 (三)、渗碳钢: