SPC过程能力分析报告

n d2D4D3A2Xn
X 1X 2X 3X 4X 52 1.13 3.270 1.88NO.1
102106102100988101.603 1.69 2.570 1.02NO.2
9694981041021098.804 2.06 2.2800.73NO.3
10696100100961099.605 2.33 2.1100.58NO.4
1021001069610410101.606 2.53 2.0000.48NO.5
102104100901021499.607 2.70 1.920.080.42NO.6
969410098100697.60NO.7
961061061049610101.60NO.8
1001029010211020100.80NO.9
9810298981068100.40NO.10
941041041049610100.40NO.11
981001001001046100.40NO.12
1041041061001006102.80NO.13
1001049410210410100.80NO.14
1041061021001006102.40NO.15
1001101021009020100.40NO.16
110104100929618100.40等級Ca Cp Cpk NO.17
921049810210816100.80 1.67####NO.18
100102104961028100.80MIN MIN NO.19
104102108989810102.0012.5% 1.33 1.33NO.20
98102969696697.60MAX 1.67####NO.21
12.5% 1.00####NO.22
25% 1.33####NO.23
25%0.67####NO.24
50% 1.00####NO.25
%50%0.670.67####100.52
ppm 以上以下以下主管:制表:
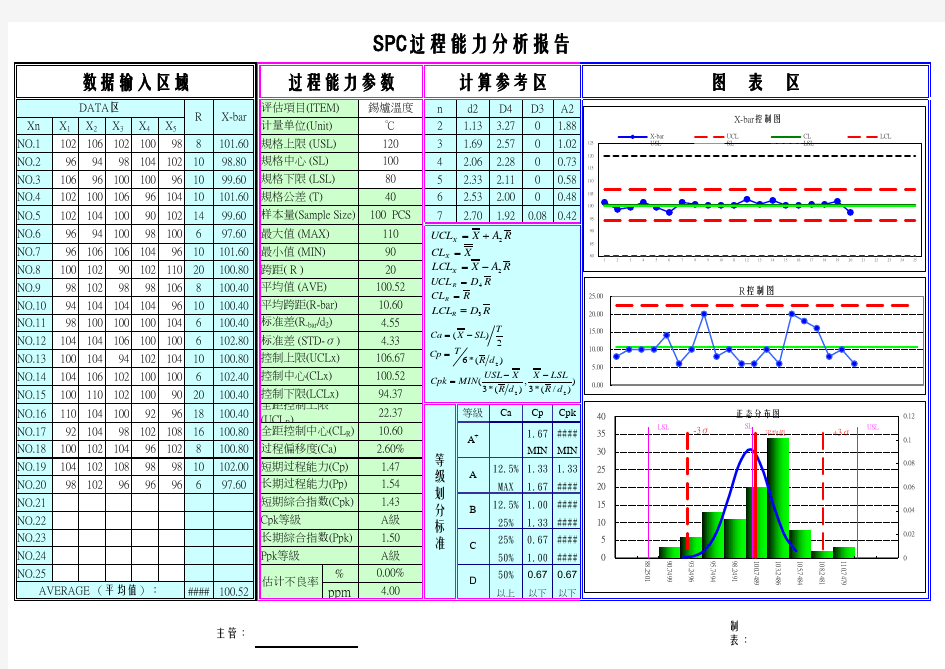
110Ppk等級0.00%样本量(Sample Size)控制下限(LCLx)94.37平均值 (AVE)控制中心(CLx)最小值 (MIN)短期綜合指数(Cpk) 4.00评估項目(ITEM)規格上限 (USL)規格中心 (SL)規格下限 (LSL)100 PCS 12010080最大值 (MAX)90100.52跨距( R )20短期过程能力(Cp) 1.47全距控制上限(UCL R )22.37全距控制中心(CL R )10.60过程偏移度(Ca) 2.60%长期綜合指数(Ppk)长期过程能力(Pp) 1.541.43Cpk等級A級1.50D DATA 区
AVERAGE (平均值):R 規格公差 (T)404.55标准差(R -bar /d 2)标准差 (STD-σ) 4.33106.67A B C 100.52A級SPC过程能力分析报告
数据输入区域
过程能力参数计算参考区图 表 区X-bar 计量单位(Unit)℃錫爐溫度估计不良率A +等级划分标准平均跨距(R-bar)10.60控制上限(UCLx)80 85 90 95 100 105 110 115 120 125 12345678910111213141516171819202122232425X-bar 控制图X-bar UCL CL LCL USL SL LSL 0.00 5.00 10.00 15.00 20.00 25.00 R 控制图LSL USL SL 平均值+3σ-3σ00.020.040.060.080.10.12-5051015200 5 10 15 20 25 30 35 40 88.2501 90.7499 93.2496 95.7494 98.2491 100.7489 103.2486 105.7484 108.2481 110.7479 正态分布图R A X LCL X 2-=R A X UCL X 2+=X CL X =R D UCL R 4=R CL R =R D LCL R 3=2)(T SL X Ca -=)(*62d R T Cp =))/(*3,)(*3(22d R LSL X d R X USL MIN Cpk --=