焊料作业指导书英文final
②
①
①
③
②
① ②
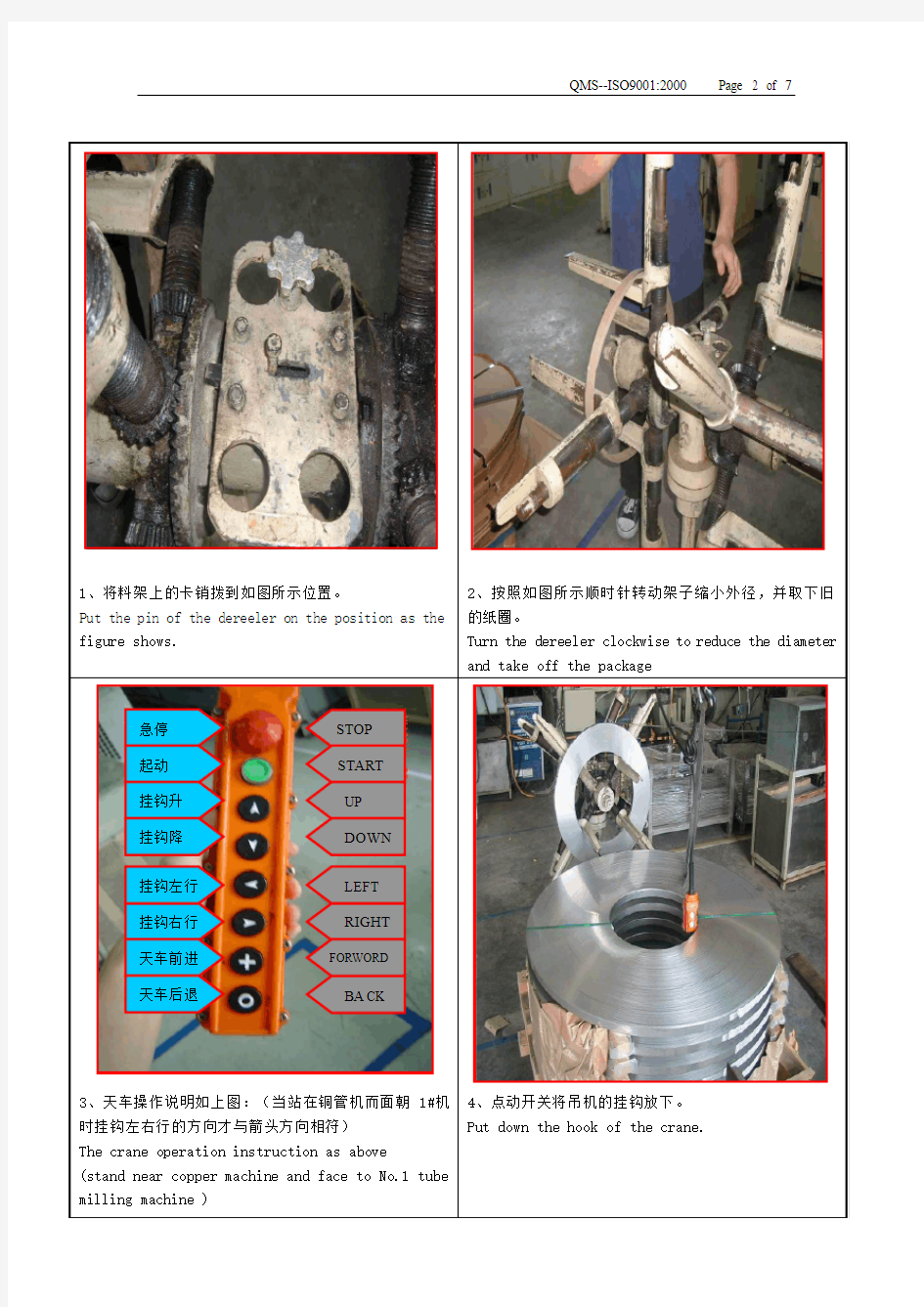
急停
起动
挂钩升挂钩降挂钩左行挂钩右行天车前进天车后退
STOP START UP DOWN LEFT RIGHT
BA CK FORWORD
三、操作员自检
四、不良品处理
五、安全注意事项
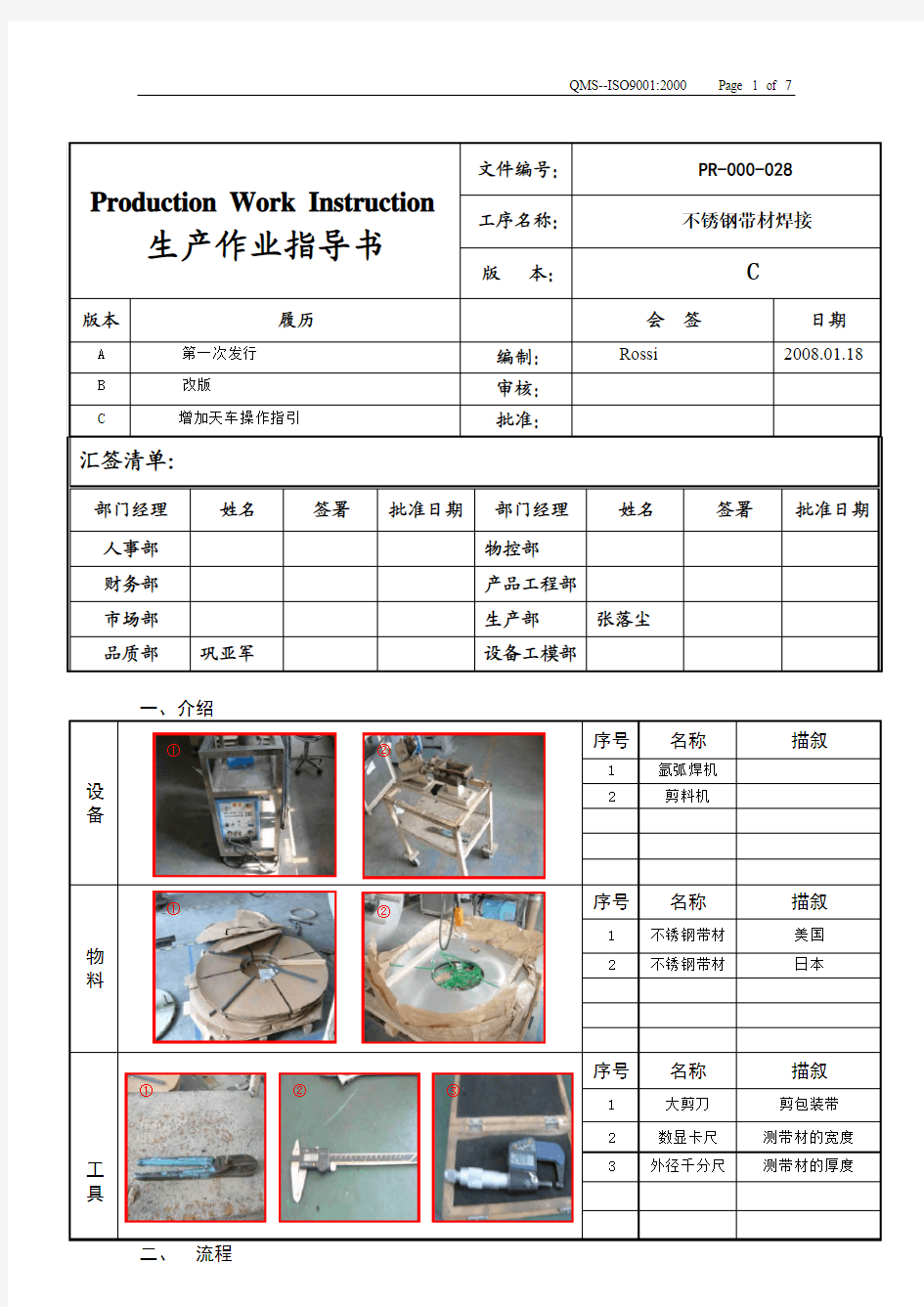
1、上料前先检查吊机是否有限位开关,并且排线槽是否杂乱。
2、在上料时必须保证材料离人超过0.5米。
3、焊接带才时必须要用过滤镜片,避免眼睛与电弧直接接触灼伤眼睛。
4、装料时必须要戴一双干净手套
六、表单
《员工自检表格》
七、相关文件
《焊料工序参数表》
workinstructiontemplate作业指导书模板英文版
TITLE of ELEMENT Revision: A Page 1 of 2 WORK INSTRUCTION 01-01-01 1.0 PURPOSE 1.1(What is the reason for writing this work instruction) Start with the following statement: purpose of this document is to provide instructions for - - - - - - - - .” 1.2Be as specific as you need to be to define the purpose of the document. 2.0 SCOPE 2.1(Define the area or process that this instruction applies to) 3.0 RECORDS 3.1(Indicate specific type of records to be maintained and where they will be maintained) 4.0 ASSOCIATED DOCUMENTS 4.1(Reference upward to the procedures that the work instruction is controlled by and reference forms by control number used to create records. Also, reference other documents, standards or information that are relevant.) 5.0 DEFINITIONS 5.1(Define any terms and phrases that might be unique to this instruction or to this particular industry) 6.0 RESPONSIBILITY 6.1(List department(s) or functions responsible for maintaining these instructions) 7.0 TOOLS, GAGES, FIXTURES 7.1(List all unique tools required to perform tasks as indicated in this work instruction) 8.0 SAFETY REQUIREMENTS 8.1(List all necessary safety precautions that employees must comply with and all safety equipment that must be used while following the operations specified in this work instruction) 9.0 INSTRUCTIONS 9.1(List all steps to be taken to complete the scope of this work instruction, in the exact sequence necessary. Work instructions may be in the form of flow charts, bullet instructions, text, photos, digitized images, numbered instructions or any combination of all, as long as the instructions are clear, crisp and do the job as intended)
操作规程英文版
机床操作规程 Operating Procedure of Machine 工作前穿戴好工作服及防护用品,扎好袖口,不准穿长衫、围围巾和头巾等丝带状物品,以及穿高跟鞋。 The worker shall wear the uniform, dress the protective equipments and fasten the cuff before work. Everyone is forbidden to wear gown, scarf, headband and high heels. 女工应戴好工作帽。高速切削或切削铸铁、铝、铜工件时,必须戴防护眼镜。 The workwoman shall wear helmet. The worker must wear protective glasses when the machine is fly cutting or cutting the iron, aluminum and copper materials 接触旋转开关及旋转部位时,不得带手套作业,在夹装工件过程中允许带手套作业。 The worker does not allow wearing gloves when you touch the rotary switch or portions. 1.车床技术安全操作规程 1. Safety Operating Procedure of Lathe (1) 工作前须检查机床运转情况,检查工件及刀具是否夹紧,清除床面杂物。 (1) Before working, the lathe operator (lathe man) shall confirm the condition of lathe. The operator should check whether the work piece and cutter is tightened or not. The operator need clean the sundries from the platform before working. (2) 卡盘、花盘必须有保险装置,加工畸形和偏心零件时,要加平衡配重,先低俗运转,然后变为所要的速度。 (2) There must be insurance device in plate. When operator processes the deformation components, the balance weight must be used. At the beginning, the operator should operate slowly. Then, the operator changes the speed which you need. (3) 机床运转过程中不准用手清除切屑。高速切削和建工铸件时,要戴防护眼镜或加防护罩。加工钢件应合理使用刀具,用专用铁钩清理切屑。 (3) When the lathe is operating, don’t clean the scrap by using hand. The operator should wear safety glasses or put protective shield during fast cutting or processing the component. The operator should adopt properly cutter when the work man processes the steel. After working, the workman should use special hook to clean the scrap.
PFMEA作业指导书(中英文).doc
PFMEA作业指导书 1 PURPOSE(目的) The purpose of this work instruction is to provide a method for continuous improvement through the use of PFMEAs. 此作业指导书的目的是为运用制程失效模式及效果分析达到持续改善目的提供方法。 2SCOUPE(范围) This work instruction applies to any manufacturing process that has a customer requirement for failure modeeffect analysis or any process at FLEX (Doumen) where management requires a PFMEA. 适用于客户要求或管理要求而需要做失效模式及效果分析的所有制程。 3 DEFINITIONS(定义) 3.1 PFMEA: Process Failure Mode and Effect Analysis. It should describe all the potential failure modes which may occur in process and their corresponding failure effects; evaluate and rank the severity, occurrence and detection of the failures. It should also describe the current control method, recommend corrective action, person responsible responsibility and due date. PFMEA--制程失效模式及效果分析。它应列出制程中所有可能出现的潜在失效模式 以及相应的失效结果,评价和评定其严重度、发生度、检测度的等级分数。同时指出 当前的控制方法和建议的改善行动以及相应的责任者和完成期限。 3.2QE: Quality Engineer QE:品质工程师 3.3SQE: Supplier Quality Engineer SQE:供应商管理品质工程师 3.4PE: Process Engineer PE:工艺工程师 3.5ME: Manufacturing Engineer ME:制造工程师 3.6TE: Test Engineer TE:测试工程师 3.7EE: Equipment Engineer EE:设备工程师 3.8DCC: Document Control center DCC:文件控制中心 3.9RPN: Risk Priority Number RPN:风险优先系数 4. REFERENCE(参考文件) 4.1 DMP-010 Corrective and Preventive Action 纠正与预防措施 5. RESPONSIBILITY(职责) 5.1 Quality Engineer: PFMEA Team Leader, holds the PFMEA meeting, prepare and update PFMEA base on team discussion result, apply PFMEA issue.
TS16949来料检验作业指导书(中英文)
TS16949来料检验作业指导书Incoming_Inspection_Work_Instruction 文件更改历史记录 Amendment History
TS16949来料检验作业指导书 Incoming_Inspection_Work_Instruction 1.0Purpose目的 The objective of this procedure is to define a standard inspection method in performing inspection and testing of components or materials. 本程序目的在于定义对元件或材料进行检验/测试的标准操作方法。 Scope适用范围 This procedure is applicable to all components and materials that require the relevant inspection and testing, as specified in the individual Part or Material Specification. 本程序适用于所有按照元件和材料规格进行检验和测试的元件和材料。 2.0Sampling / Equipment Used 取样 / 使用设备 2.1Per sampling plan stated in the Incoming Inspection Procedure: AQL: MA=0.4、MI=1.0 按照来料检验程序所规定的抽样计划;AQL:MA=0.4、MI=1.0级别进行抽样. 2.2Inspection Aids检验工具 4.2.1 LCR Meter / LCR 测量仪 4.2.2 Fluke Multimeter / Fluke 万用表 4.2.3 Caliper / Plug Gauge / Pin Gauge / 游标卡尺/ 塞规/针规 4.2.4 Magnifier / Microscope / 放大镜 / 显微镜 3.0Reference Documents参考文件 3.1 Customer’s AVL / 客户接受的供应商清单 3.2 Manufacturer Part Specification / 供应商的元件规格
分层审核作业指导书英文版
1. PURPOSE: The purpose of this procedure is to define the process for performing and documenting layered audits. The purpose of performing layered audits is to a) verify compliance to the documented manufacturing/assembly process to assure the production system is working optimally, b) involve various levels of management in the audit process, c) remove roadblocks to correcting potential issues which are identified by the audit and d) lead to standardized work practices. 2. DEFINITIONS: Layered Audit: An audit that is performed by various levels (layers) of management to assure conformance to Quality system requirements. Error Proofing Verification – Checking operation of devices that prevent the manufacture or assembly of non-conforming product. For the purposes of this procedure, devices which detect and stop the transfer of non-conforming product, e.g. 100% in-line inspection equipment) is included. If possible, proper functioning of the error-proofing device should be verified during the layered audit. The intent is to ensure error proofing devices with the potential to fail, wear, misalign, mis-locate or otherwise become out-of-adjustment, be switched off, disabled, bypassed or removed, are verified and or mastered. The minimum requirement during the management layered audit is to check the verification log sheet (because error- proofing verification is often performed by a different person than the manufacturing system or process control audit. Layered audits should ensure that error-proofing verification frequency is adhered to, and that alternate inspection is in place if error proofing is not functioning properly. 3. RESPONSIBILITIES: 3.1 It is the responsibility of the Director of Operations (Manufacturing) (or supplier leadership equivalent) to ensure that resources exist to carry out the requirements. It is recommended that plant Quality personnel provide on the job training as required to personnel who will be conducting these audits (i.e. walk the process using the audit checklist as a guide). 3.2 It is the responsibility of the Plant Manager (or supplier leadership equivalent) to ensure that the audits are conducted. 4. PROCESS In general, this process is designed to allow for various levels of plant leadership to assess adherence to procedures, work instructions, control plans, etc. and correct non-conformances on a real time basis. Layered audits may also be conducted to verify compliance to other specific Customer/regulatory requirements (eg. PFMEA audits,
外包过程作业指导书(中英文)
外包过程作业指导书 1.Purpose目的 Establish the instruction to manage subcontract process, including subcontractor selection, assessment, and control. Ensure all subcontract processes in VICTOR within control condition. 建立外包过程控制指导书来指导对公司的外包方进行选择,评价与管理控制, 确保外包过程具有满足本公司规定要求的能力。 2.Scope-适用范围 This instruction applicable all subcontract process: a.Plastic&Casting Parts Painting Process; b.AM2000:2008 Dental Unit Assembly Process. 适用于公司所有外包过程.本公司的外包过程包括: 塑料件与机加工件的喷漆过程与AM2000:2008牙科治疗机的整机装配过程. 3.Responsibility-职责 Purchase Department: Research, collect and provided potential qualified subcontractor, conduct subcontractor assessment and audit activities. 采购部:收集,搜寻,提供潜在的合格外包方信息,主导外包商的评价与审核过程. Quality Department: Participating subcontractor audit process, leading subcontractor quality system evaluation and subcontract parts quality inspection and verification. 质量部:参与外包商的审核,主导外包商的品质保障评价,外包产品质量的检验与验证. Technical Department: Participating subcontractor audit process, leading subcontractor technical aspect including equipment evaluation. Providing technical support to subcontractor, if necessary.
电子元件来料检验作业指导书-中英文版本
1.0Purpose目的 The objective of this procedure is to define a standard inspection method in performing inspection and testing of components or materials. 本程序目的在于定义对元件或材料进行检验/测试的标准操作方法。 2.0Scope适用范围 This procedure is applicable to all components and materials that require the relevant inspection and testing, as specified in the individual Part or Material Specification. 本程序适用于所有按照元件和材料规格进行检验和测试的元件和材料。 3.0Sampling / Equipment Used 取样 / 使用设备 3.1Per sampling plan stated in the Incoming Inspection Procedure: AQL:MA=0.4、MI=1.0 按照来料检验程序所规定的抽样计划;AQL:MA=0.4、MI=1.0级别进行抽样. 3.2Inspection Aids检验工具 4.2.1 LCR Meter / LCR 测量仪 4.2.2 Fluke Multimeter / Fluke 万用表 4.2.3 Caliper / Plug Gauge / Pin Gauge / 游标卡尺/ 塞规/针规 4.2.4 Magnifier / Microscope / 放大镜 / 显微镜 4.0Reference Documents参考文件 3.1 Customer’s AVL / 客户接受的供应商清单 3.2 Manufacturer Part Specification / 供应商的元件规格 3.3 Yamaoka AVL List / 本公司的AVL 3.4 QAP-010 : Incoming Inspection Procedure / 来料检验程序 3.5 SOP-QA-003 : Material Aging Control Procedure / 物料保质期控制程序 5.0Inspection Criteria / 检验要点 5.1MFG AVL Verification / 生产厂商确认 Verify that the parts are from the authorized vendor per AVL list. 根据AVL清单验证元件是否为承认厂商。
IQC来料检验作业指导书(中英文)
IQC来料检验作业指导书Incoming_Inspection_Work_Instruction 文件更改历史记录 Amendment History
来料检验作业指导书 Incoming_Inspection_Work_Instruction 1.0Purpose目的 The objective of this procedure is to define a standard inspection method in performing inspection and testing of components or materials. 本程序目的在于定义对元件或材料进行检验/测试的标准操作方法。 Scope适用范围 This procedure is applicable to all components and materials that require the relevant inspection and testing, as specified in the individual Part or Material Specification. 本程序适用于所有按照元件和材料规格进行检验和测试的元件和材料。 2.0Sampling / Equipment Used 取样 / 使用设备 2.1Per sampling plan stated in the Incoming Inspection Procedure: AQL: MA=0.4、MI=1.0 按照来料检验程序所规定的抽样计划;AQL:MA=0.4、MI=1.0级别进行抽样. 2.2Inspection Aids检验工具 4.2.1 LCR Meter / LCR 测量仪 4.2.2 Fluke Multimeter / Fluke 万用表 4.2.3 Caliper / Plug Gauge / Pin Gauge / 游标卡尺/ 塞规/针规 4.2.4 Magnifier / Microscope / 放大镜 / 显微镜 3.0Reference Documents参考文件 3.1 Customer’s AVL / 客户接受的供应商清单 3.2 Manufacturer Part Specification / 供应商的元件规格
文件变更通知(DCN)生成作业指导书-中英文对照
TITLE : WORK INSTRUCTION FOR DOCUMENT CHANGE NOTICE (DCN) GENERATION 文件变更通知(DCN)生成作业指导书 Document No.: DC30002 Rev. No. : A00 Page 1 of 9 Revision History REV DCN # INITIATED BY EFFECTIVE DATE (MM/DD/YY) DESCRIPTION A00 D141603 William Magramo 04/18/14 Initial Release APPROVED BY Motoaki Wakui AUTHORIZED BY SK Lam CONFIDENTIAL PROPERTY OF ZHONGSHAN SUNMING OPTICAL TECHNOLOGIES LIMITED This document, and the information it contains, are the property of Zhong shan Sunming Optical Technologies Limited and are protected by law. Both must be held in strict confidence at all times. No license expressed or implied, under any patent, copyright or other intellectual property right is granted or implied by the provision or possession of this document. No part of this document may be reproduced, transmitted, transcribed, stored in a retrieval system, translated into any language or computer language, in any form or by any means, whatsoever, without the prior written consent of Zhongshan Sunming Optical Technologies Limited. ?2014 ZHONGSHAN SUNMING OPTICAL TECHNOLOGIES LIMITED ALL RIGHTS RESERVED
SOP作业指导书英文版模板01
STANDARD OPERATING PROCEDURE TEMPLATE https://www.360docs.net/doc/fe9405765.html, OF PROCEDURE: II.PRINCIPLE The purpose of a Standard Operating Procedure (SOP) for SOPs is to provide ____________________________________________________________________________________ ____________________________________________________________________________________ ____________________________________________________________________________________ ____________________________________________________________________________________ The purpose of the associated SOP Manual is to ensure accurate conduct of ____________________________________________________________________________________ ____________________________________________________________________________________ ____________________________________________________________________________________ III.S PECIMEN IV.RESOURCES A.Forms B.Other Essential SOPs C.Other Resources V.SUPPLIES AND REAGENTS VI.PROCEDURE A.APPLICABILITY OF THIS SOP https://www.360docs.net/doc/fe9405765.html,ANIZATION OF THE SOP MANUAL
制袋作业指导书中英文
制袋作业指导书 Instructions 一、目的:规范制袋生产管理过程,确保成品满足客户和相关标准要求; A.Objective:make the process of production management in a Standard, and ensure the products to meet customer's requirements and standards; 二、范围:适用于本公司制袋生产作业的管理和控制; B.Confines: applicable to the management and control of production homework ; 三、职责: C.Responsibilities: 3.1制袋班长负责制袋生产作业过程中实施全面监督,安排人员和生产计划; 一.Monitor takes charge the whole production process of bag making, arrange personnel and make up production plan; 3.2机长、机长助理、操作工、收袋工负责生产过程中的制袋作业; 二.The captain,captain assistant,operator and work are responsible for the production process of the bag making; 四作业内容 D.Job content 一)生产确认 一.Production Validation 1. 机长认真审阅《施工单》,包括:成品名称、规格、数量、热封位置、热封边宽、切刀位置、冲孔位置、冲孔尺寸、使用材料及特别要求等; a.The captain must check and approve the construction form carefully, including: product name, specification, quantity, hot sealing position, heat sealing side wide, the position of cutting knife, punching position, punching size, using material and special requirements, etc.; 2. 机长将生产安排及注意事项向各工位人员讲解,各工位人员应认真了解生产要求和制程注意事项。 b.The captain must explain the production schedule and the precautions to each station staff, and the operators should learn the production requirements and the precautions carefully. 3. 强调所做产品的控制要点及重视安全生产、责任到人。 c.Emphasize the control points of the production and pay attention to the safety in production.
ESD测试作业指导书(中英文)
ESD测试作业指导书 ESD Testing Work Instruction 1.环境控制I. Environmental Control: 1)所有工作区的相对湿度和温度应该保持在一定的范围并进行监测。一旦相对湿度百 分比降至限度以下,立即通知QC和工程部进行处理。Relative Humidity and temperature in all works areas shall be monitored and maintained. If % relative humidity falls beyond the limits, immediately inform QC and engineering for disposition. 2)在将装配的产品置于无静电工作站前,在整个生产期间,使用离子发生器的生产线 都应处于工作状态。离子发生器被安装在容易发生静电的区域。检测其衰减时间, 小于或等于5秒钟,或者根据客户要求;检测平衡电压,小于或等于5伏,或者根 据客户要求。Lines that uses Ionizers shall be in operations prior to handling of assembled products to static free work stations and shall be operating during the entire period of production. Ionizers are installed on areas where the chances of static build up occur. Check for the decay time , =/ < 5 seconds or as required by the customer, and the balance voltage =/< 5 volts or as required by the customer. 2.个人接地线系统Personnel Grounding System 1)在生产线的不同站点,随机抽检十个员工。Randomly sampling at least 10 personnels from the different station of the production line. 2)员工手腕上带着静电手环,将静电手环与地线系统相连接让员工握着电荷分析仪的 金属杆,如图1所示:With their groundstrap on their wrist, connect their groundstrap to the grounding system and let the personnel hold the metal rod of the Charge Analyzer . See figure 1.
英文版作业指导书(2)
WI-0210-001 When making test samples, send the fabric of the largest shrinkage or the one used to test shinkage out. 4.2.6.3Use the bill of material (BOM) drafted out by the cutting room to take the fabrics from the warehouse. The clerk in the warehouse will check the BOM to see if it matches the cutting percentage of the Material Consumption List and dispense the fabric if there is no discrepancy. Before dispensing the fabric, check the inspection documents carefully, if there are bad rolls or some rolls which need narrow marks, deal with them accordingly: for bad rolls, stick special bad-roll labels ( red stickers) on them and separate them from other rolls; for the rolls which need narrow marks, set them on top of any other styles so the cutting room can avoid excessive losses. Dispense the fabrics of the same style, quantity, colour and shading as stated in the BOD to the cutting room. 4.2.6.4Check if the cutting room need defective swatches or not. Generally, to get the defective swatches, the cutting room should obtain permission from PPIC/F. 4.2.7Subcontract: Give the materials out according to the procedures at once when receiving the subcontract advice from PPIC/F. 4.2.8Entry of BOD Enter the the BOD No. and the actual dispensed materials into the computer. 4.2.9When finishing the dispensation of each lot, settle the fabric account with PPIC/F, for the surplus rolls, make virements or D/B; for the converting order, keep the surplus fabrics seperately for the customer’s reclamation. 4.2.10When receiving the return notice from PPIC/F, pack the fabrics to return in cartons, make out the return list, count out the weight and volume of the rolls to return. The return list should be presented to the supervisor and PPIC/F for confirmation and to the in-chief or manager and factory director for signature. Then, the return list will be distributed to PPIC/F, Accounting Dept. and Import & Export Dept. and will be returned when receiving notice from the Import & Export Dept. 4.2.11Check the warehouse periodically each month and keep the results in record. 4.2.12Stock-taking: this is for all the assets of the company, usually conducted in the middle and the end of the year. The staff in the warehouse should check the actual amount of the fabrics of their customers and fill in the stock-taking list for the confirmation of the Accounting Dept. and the Group Corporation. 5.documents required: the list of orders; fabric consumption assessment sheet; the cutting sheet; invoice; packing list; purchase orders, etc. 6.Documents created: the list of reception and distribution; account cards; swatches; main material samples; accessory samples; return lists; stock-taking lists, etc. QI-0210-001