制程检查表
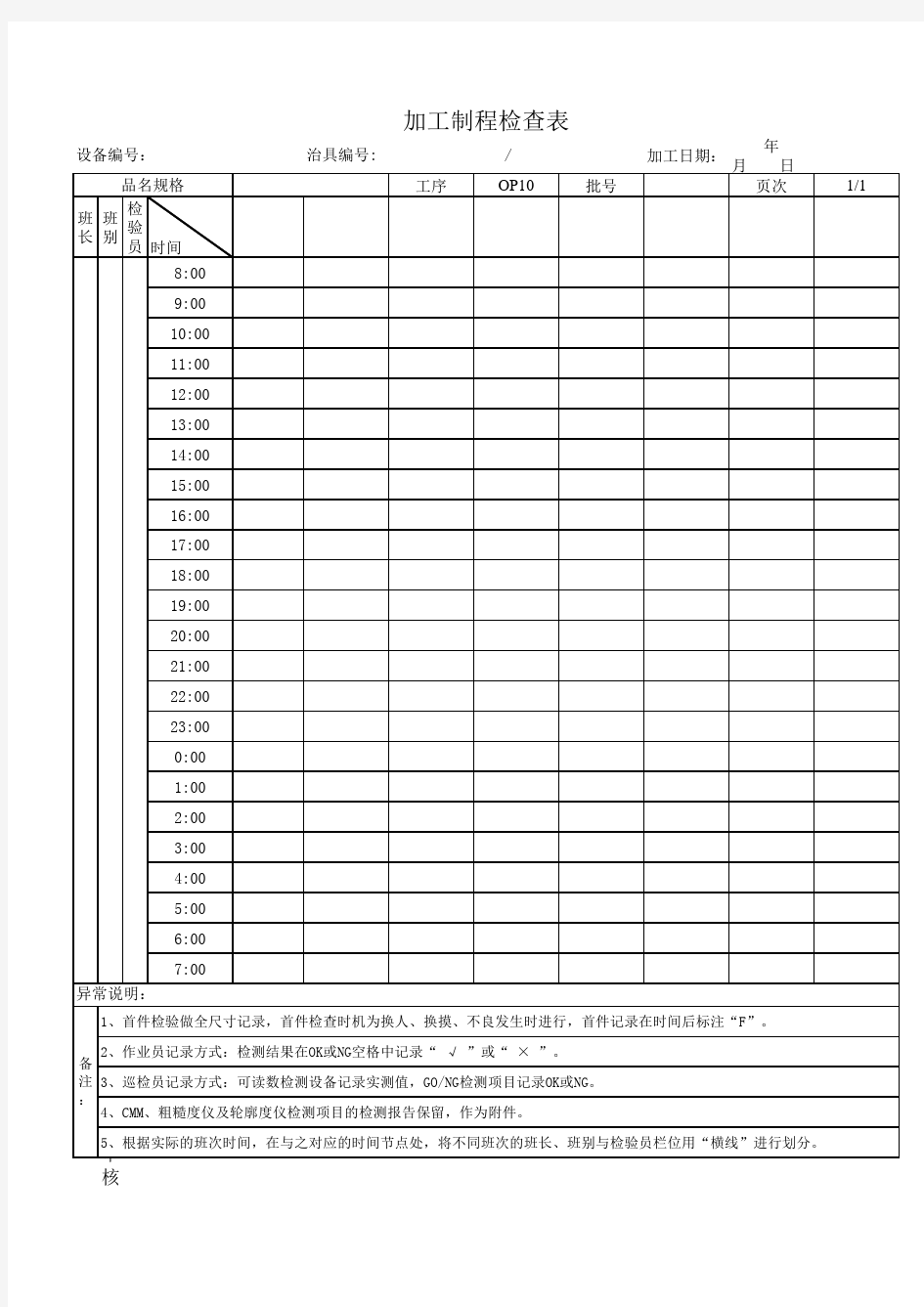
加工日期: 年 月 日工序OP10批号页次1/1
班长班
别
检
验
员时间
8:00
9:00
10:00
11:00
12:00
13:00
14:00
15:00
16:00
17:00
18:00
19:00
20:00
21:00
22:00
23:00
0:00
1:00
2:00
3:00
4:00
5:00
6:00
7:00审核:
备注:1、首件检验做全尺寸记录,首件检查时机为换人、换摸、不良发生时进行,首件记录在时间后标注“F”。
2、作业员记录方式:检测结果在OK或NG空格中记录“ √ ”或“ × ”。
3、巡检员记录方式:可读数检测设备记录实测值,GO/NG检测项目记录OK或NG。
4、CMM、粗糙度仪及轮廓度仪检测项目的检测报告保留,作为附件。
加工制程检查表
设备编号:治具编号: /
品名规格
5、根据实际的班次时间,在与之对应的时间节点处,将不同班次的班长、班别与检验员栏位用“横线”进行划分。异常说明:
相关主题