质量问题归零报告

模块缺陷名称缺陷编码型号
部件专用号
发生阶段
质量问题归零
法兰盘跳动不良
8KG
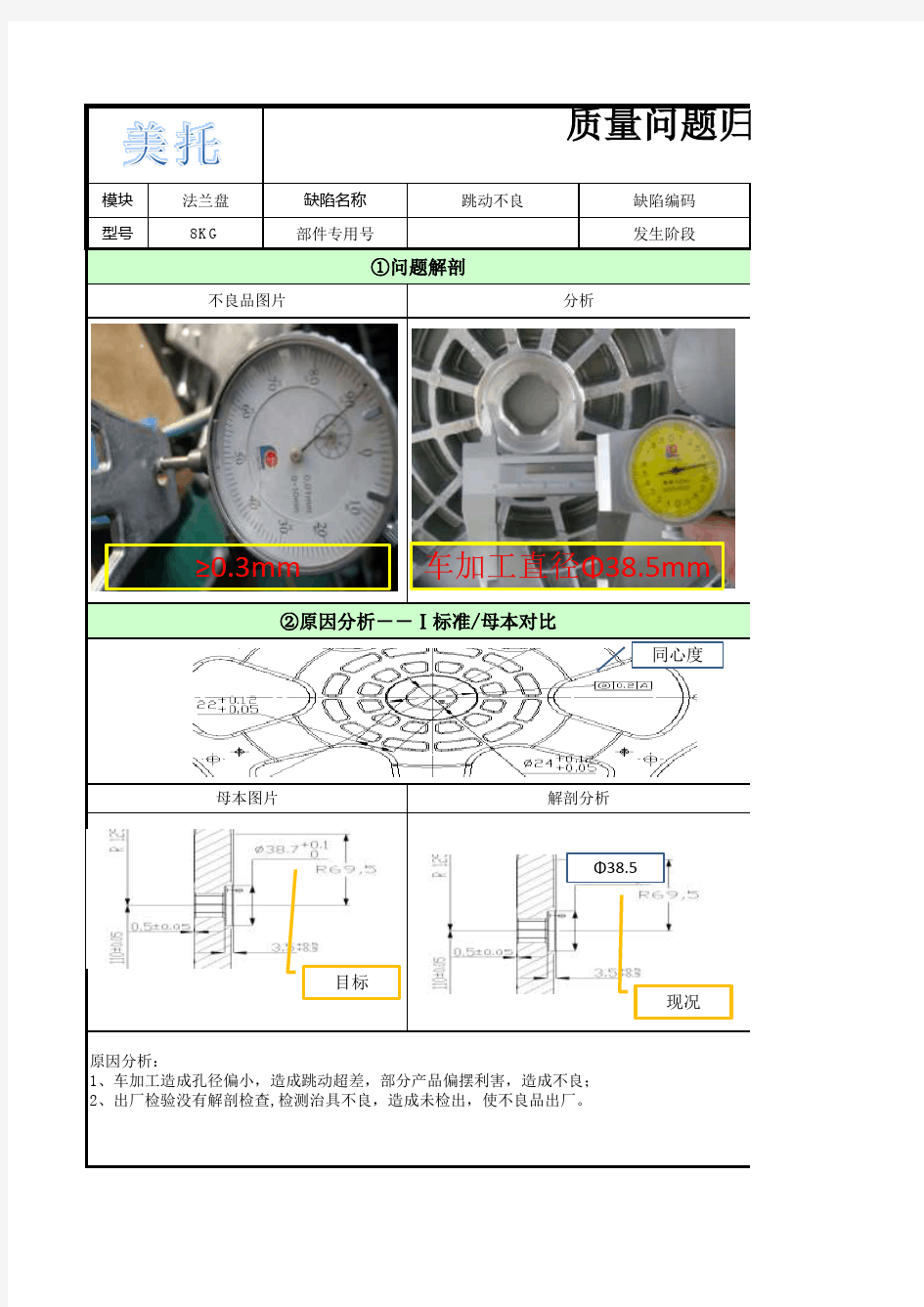
①问题解剖
不良品图片
分析
②原因分析--Ⅰ标准/母本对比
母本图片解剖分析
原因分析:
1、车加工造成孔径偏小,造成跳动超差,部分产品偏摆利害,造成不良;
2、出厂检验没有解剖检查,检测治具不良,造成未检出,使不良品出厂。
≥0.3mm 车加工直径Φ38.5mm
目标
现况
Φ38.5
同心度
缺陷数量
120EA DV
发生地区
国内
编制审核
批准
时间
汤胜军
题归零报告
编号:暂行
第 页 共 页第0次修改
生效期: 2010-05-20
不良现象:跳动大
②原因分析--Ⅱ失 效 追 溯
失效环节:口设计 ■试验 口制造 口入厂检验 口出厂检验 口抽检失效类别:口 有标准不执行 口 无标准
问题描述:
环节1:车加工时Φ38.7+0.1/0mm不达标产生尺寸不良。责任人: 相关人员
环节2:整形人员未将产品放置准确而进行整形,造成整形不良。责任人: 相关人员
环节3:双方检具规格不一,产生判定误差。责任人: 相关人员
③对策--归零措施
1、问题治具报废,新做治具保证,防止问题发生。责任人:相关人员
到位日期:2010-05-30
改进前图片 改进后图片 改进关键参数
附加:
1.现象分析资料(故障定义卡、鉴定流程)
2.故障分析(解剖鉴定报告、FAME)
3.验证假说 (试验报告)
4.雷区转化( )
5.厂家整改报告 ( )
④防止再发生--问题转化
流程
设计出厂检验制造工装
抽检
项目
图纸设计要求
出厂检查卡操作指导书
抽检指导书内容
1.跳动小于等于03mm
Φ38.7+0.1/0mm Φ38.7+0.1/0mm
Φ38.7+0.1/0mm
Φ38.15+0.05/0mm
相关主题