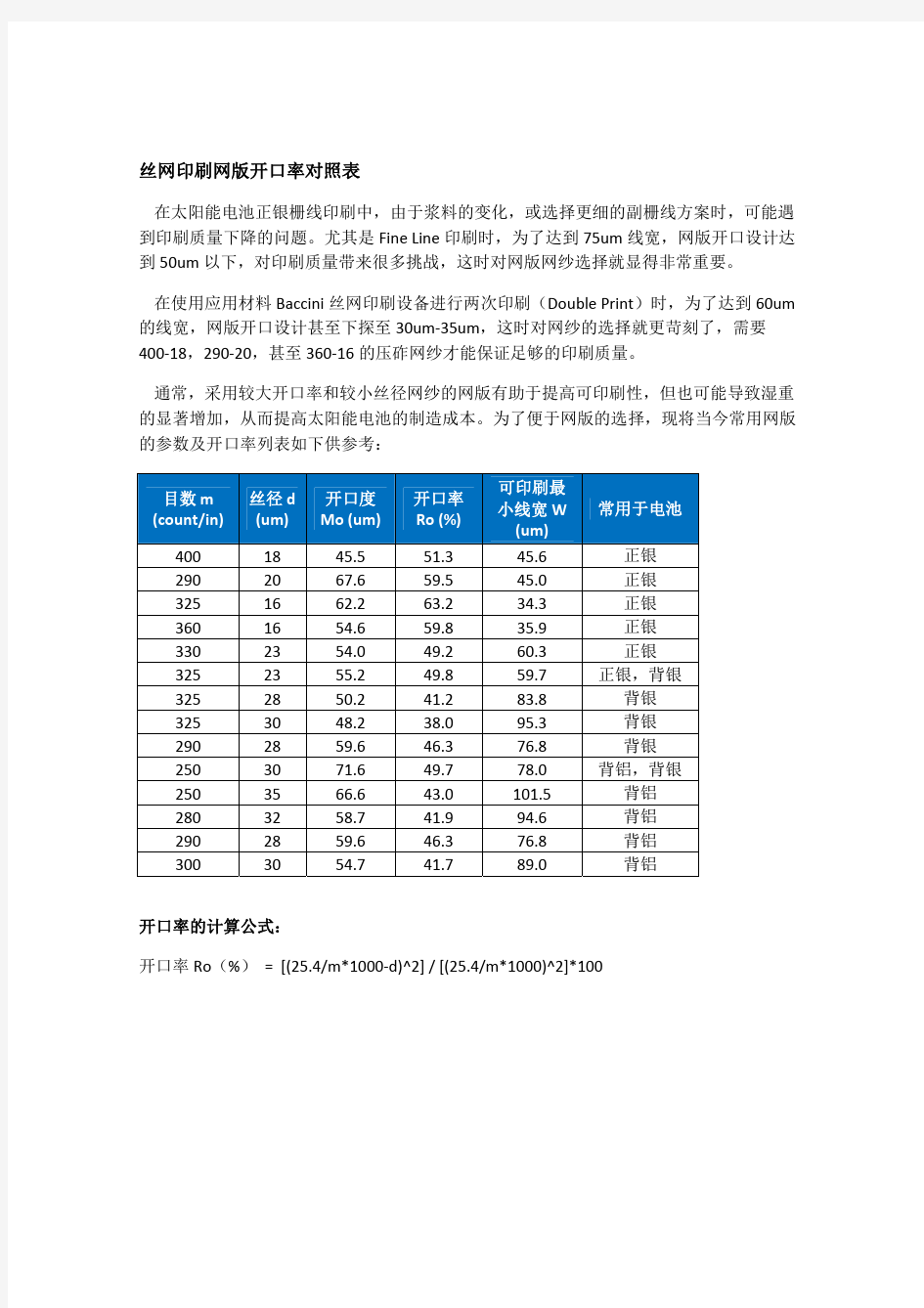
丝网印刷网版开口率对照表
稳压管型号_标号对照表
稳压管型号标号对照表 代号参数代号参数代号参数代号参数 2B1 1.9V-2.1V4B1 3.7V-3.9V6B1 5.5V-5.8V9B18.3V-8.7V 2B2 2.0V-2.2V4B2 3.8V-4.0V6B2 5.6V-5.9V9B28.5V-8.9V 2B3 2.1V-2.3V4B3 3.9V-4.1V6B3 5.7V-6.0V9B38.7V-9.1V 2C1 2.2V-2.4V4C1 4.0V-4.2V6C1 5.8V-6.1V9C18.9V-9.3V 2C2 2.3V-2.5V4C2 4.1V-4.3V6C2 6.0V-6.3V9C29.1V-9.5V 2C3 2.4V-2.6V4C3 4.2V-4.4V6C3 6.1V-6.4V9C39.3V-9.7V 3A1 2.5V-2.7V5A1 4.3V-4.5V7A1 6.3V-6.6V11A19.5V-9.9V 3A2 2.6V-2.8V5A2 4.4V-4.6V7A2 6.4V-6.7V11A29.7V-10.1V 3A3 2.7V-2.95A3 4.5V-4.7V7A3 6.6V-6.9V11A39.9V-10.3V 3B1 2.8V-3.0V5B1 4.6V-4.8V7B1 6.7V-7.0V11B110.2V-10.6V 3B2 2.9V-3.1V5B2 4.7V-4.9V7B2 6.9V-7.2V11B210.4V-10.8V 3B3 3.0V-3.2V5B3 4.8V-5.0V7B37.0V-7.3V11B310.7V-11.3V 3C1 3.1V-3.3V5C1 4.9V-5.1V7C17.2V-7.6V11C110.9V-11.3V 3C2 3.2V-3.4V5C2 5.0V-5.2V7C27.3V-7.7V11C211.1V-11.6V 3C3 3.3V-3.5V5C3 5.1V-5.3V7C37.5V-7.9V11C311.4V-11.9V 4A1 3.4V-3.6V6A1 5.2V-5.4V9A17.7V-8.1V12A111.6V-12.1V 4A2 3.5V-3.7V6A2 5.3V-5.5V9A27.9V-8.3V12A211.8V-12.4V 4A3 3.6V-3.8V6A3 5.4V-5.7V9A38.1V-8.5V12A312.2V-12.7V 常用5W稳压管参数 二极管1N53335W\3.3V 二极管1N5333A5W\3.3V 二极管1N5333B5W3.3V 二极管1N53345W\3.6V
丝印网版制作步骤
PCB丝印网版制作步骤 一、绷网 绷网步骤:网框清理--水平检校--涂底层胶--拉网--测张力--涂粘胶--下网、封边--储存 作业说明: 1.因网框重复使用,网框四周有残存之粘胶、网纱等杂物,必须清除干净,以免影响网纱与网框之 粘合力。 2.将网框放置于平台(需水平)检查网框是否变形,如有变形则需进行整平处理。 3.将清理好,未变形网框与网纱接着面溥而均匀的涂一层不加硬化剂的胶水以便增强拉网后网纱与 网框粘合力。 4.待第一次涂胶约10分钟后,将网框放置于拉网台,并调整好相对之位置及高度 5.选择网目,松开四周夹嘴,将网纱平铺在框上,然后将网纱均匀夹进夹里,不能有起皱,注意四 角要有较松余网纱,夹嘴一定需锁紧,夹子与夹子之间不能有间隙(自动升架、手动拉网为例)。 6.绷网:第一次张力26,静置5分钟张力为24;第二次张力28,静置5分钟张力26;第三次张力 32,静置5分钟张力为30;第四次校正5点张力32,静置20分钟后上胶张力30;15分钟胶固化下网张力28,静置72小时后方可制作网版(以一米×一米全自动生产线使用网版为例)。纵向横向同步拉开,一直拉到所需张力时则刷胶,常用网网纱张力为(100T、110T、120T均为30±2牛顿)(77T、51T均为35±2牛顿)(24T为50±2牛顿) 7.将已调好的胶水用小毛刷均匀地刷在网框与网纱接着面上方,不可将胶水掉进网版中间部位,待 胶8分钟干燥后,可用刮刀胶在涂胶面将未完全贴合之地方压紧贴合约10分钟左右胶水彻底干燥后(应采用开放式吹风加强干燥)才可下网。 8.使用裁纸刀去除网版四周多余网纱,并在网版边框注明,日期,网目及下网时张力(以便观察张 力变化)为了防止洗网水(防白水)的渗入,在网框的内角用红胶水密封,然后用防水胶带封在网框与网纱接着面上方,同样防止药水的渗入。 二、晒网 1.洗网:用磨网膏去油脂(新网),鬼影膏去图形(旧网),除浆粉去网浆、蓝油,用防白水洗杂物, 用清洁剂冲洗网,最后用高压水枪冲洗干净,最后用纯净水清洗干净。 2.烘干:--烤箱设定温度应小于48摄氏度。 3.使用贴水菲林方法:洗干净的网再用纯净水清洗一次。按工程菲林拼片图形加大20%左右选取水 菲林,用三角尺压住水菲林一端在网上,随即用三角尺慢慢往上刮平,再用胶刮刀轻压刮平,毛巾擦多余水份烘干。 4.使用感光胶(网浆):烘干网版再上感光胶,使用刮盒,将刮到网上,其中丝印绿油需上浆三次, (约每隔10分钟以上一次)丝印其他的抗腐蚀油墨则二次,丝印可剥离胶(兰胶〕先上50微米水菲林撕去胶片,再上2次网浆,每次刮三次,上浆完成后烘干。 5.网纱的选用情况一般线路包含字符油墨的丝印、及抗腐蚀油墨(绿油、底油、面油)用120T、100T、 110T网纱,碳浆(碳油)51T,丝印可剥离油墨(蓝胶〕24T丝印感光线路及热固化油墨用77T。
丝印件检验规范
丝印件检验规范 集团标准化工作小组 #Q8QGGQT-GX8G08Q8-GNQGJ8-MHHGN#
丝印件检验规范 目的 规范产品质量检测标准,确保产品质量完全满足相关客户的要求。 规范产品质量缺陷的统一描述,确保内/外部的品质交流和沟通达成共识。针对相关质量缺陷,分析改进现行生产工艺质量控制方法。 确保生产和检测标准与产品质量标准的一致性。 适用范围 适用于所有丝印车间所有丝印产品的检测。 适用于外购、外加工或客供丝印产品的检测。 丝印件质量缺陷分类
丝印件质量缺陷判定等级:
丝印件质量缺陷产生的原因分析 颜色错误---调制的油墨颜色与工程技术要求的完全不一致;或工程技术要求与客户要求的完全不一致(颜色偏差特别明显,或者根本就是两种不同的 油墨颜色)。 颜色偏差---调制的油墨所丝印出来的颜色与工程技术要求或客户要求有一定的 偏差,通过分光测色计读出的Lab△E值与规定和要求的偏差值在客户接收范围内,或超过了客户的允收标准。 油墨脱落---承印物的表面被化学污染,导致丝印油墨附着不牢固;丝印层干燥条件不足,丝印油墨未彻底干透;油墨本身附着力差;原材料本身无图层;油墨与原材料起化学反应。 丝印偏位---网版拉伸尺寸误差过大;作业员操作方法不当,造成丝印定位(套位)不准;丝印的产品来料定位面边缘变形或呈锯齿状;网版变形;承印物受热胀冷缩的影响明显,导致丝印第二对位或套位不准;定位片破损,造成丝印套位偏位。
补油不良---丝印漏油点,实施人工补油后的视觉效果差,补油局部形成积油或油墨厚度不均、或光泽度不同的现象。 光泽不均---油墨稀稠度不均匀;承印表面不平整造成着墨不均;胶刮有刮痕造成印刷油墨不均匀。 字体变形---静电过大,造成承印物粘网;承印物表面起皱不平、网板变形。 墨膜龟裂---承印物表面受到其它化学溶剂的污染;油墨干燥温度过高;油墨配方中的溶剂与某种溶剂发生了化学反应。 表面异物---车间防尘控制不足;承印物静电吸附力过大。飞墨拉丝---油墨研磨不匀,印刷时刮板离版慢,印刷图像周围的余白少,产生静电,导致油墨拉丝;丝印刮板力度过小;油墨浓度高。 表面折痕---作业人员操作方法不当;承印物来料表面折痕。 表面刮花---作业人员操作方法不当;承印物来料表面划痕或刮花。 基材变形---烘烤温度过高,导致承印物来料变形。 表面压痕---存储和转运方式不当,产品受压明显;产品堆放太多,存放时间过长,油墨没有干燥透。 洇(yin)墨---在印刷的线条外侧有油墨溢出并造成线条外侧边缘不整齐;油墨 稀,胶刮纯造成印刷时洇油。
稳压二极管型号对照表
稳压二极管型号对照表 美标稳压二极管型号 1N4727 3V0 1N4728 3V3 1N4729 3V6 1N4730 3V9 1N4731 4V3 1N4732 4V7 1N4733 5V1 1N4734 5V6 1N4735 6V2 1N4736 6V8 1N4737 7V5 1N4738 8V2 1N4739 9V1 1N4740 10V 1N4741 11V 1N4742 12V 1N4743 13V 1N4744 15V 1N4745 16V 1N4746 18V 1N4747 20V 1N4748 22V 1N4749 24V 1N4750 27V 1N4751 30V 1N4752 33V 1N4753 36V 1N4754 39V 1N4755 43V 1N4756 47V 1N4757 51V 需要规格书请到以下地址下载, https://www.360docs.net/doc/5d14256588.html,/products/Rectifiers/Diode/Zener/ 经常看到很多板子上有M记的铁壳封装的稳压管,都是以美标的1N系列型号标识的,没有具体的电压值,刚才翻手册查了以下3V至51V的型号与电压的对照值,希望对大家有用 1N4727 3V0 1N4728 3V3 1N4729 3V6 1N4730 3V9 1N4731 4V3
1N4733 5V1 1N4734 5V6 1N4735 6V2 1N4736 6V8 1N4737 7V5 1N4738 8V2 1N4739 9V1 1N4740 10V 1N4741 11V 1N4742 12V 1N4743 13V 1N4744 15V 1N4745 16V 1N4746 18V 1N4747 20V 1N4748 22V 1N4749 24V 1N4750 27V 1N4751 30V 1N4752 33V 1N4753 36V 1N4754 39V 1N4755 43V 1N4756 47V 1N4757 51V DZ是稳压管的电器编号,是和1N4148和相近的,其实1N4148就是一个0.6V 的稳压管,下面是稳压管上的编号对应的稳压值,有些小的稳压管也会在管体上直接标稳压电压,如5V6就是5.6V的稳压管。 1N4728A 3.3 1N4729A 3.6 1N4730A 3.9 1N4731A 4.3 1N4732A 4.7 1N4733A 5.1 1N4734A 5.6 1N4735A 6.2 1N4736A 6.8 1N4737A 7.5 1N4738A 8.2 1N4739A 9.1 1N4740A 10 1N4741A 11 1N4742A 12
丝印网版制作基本知识
丝印网版制作基本知识 一、丝网的分类 1、聚脂丝网(涤纶)PET1000 (SL/S/T/HD )-- 以120/305 目为例,共分为三个规格:120-31 (S 极超薄型)PW 120-34 (T 标准型)PW 120-40PW (HD 厚型) 特性: -- 抗拉伸强度高(张力) -- 耐磨性能好、对气候不敏感 -- 耐酸(硫酸、盐酸、硝酸)性能好能耐普通溶剂 2、尼龙丝网PA1000 (S/T ) 以120/305 目为例:共分为二个规格:120-30 (S 极)120-35 (T 极标准) 特性: -- 很好的耐磨性(对粗糙面或弧度面的耐磨性能好) -- 表面张力好回弹性高 -- 耐溶剂性能好 -- 较好的耐碱性
二、如何选择丝网: 1、丝网结构与目数 线网的几何结构指的是丝网的所有二维和三维的外观,其几何结构的基本要素是丝网的目数和网丝的直径。 例如:120-34 表示每一厘米内120 根网丝,每要网丝标定的直径为34um 。 ** 丝网的目数是指每一个公分内有多少条丝线, ** 网丝的直径指的是未编织的网丝直径的标定值。 ** 丝网的几何结构分为:平结丝网(1 :1 )斜结丝网(2 :1 ,2 :2 ,或3 :3 ) 不同的编织方法的网孔大小不一致,从而决定网板的透墨量(透墨量是决定印刷效果的重要因素) 2 、丝网开孔决定:(W ) ** 丝网印刷油墨中颗粒的最大尺寸(印刷中油墨的平均颗粒尺寸必须小于网孔的1/3 )。
** 线条和网点印刷层次的精细程度(太大的开孔漏墨过多,得不到精细的线条) ** 油墨的剥离性能(如油墨的颗粒大导致堵网从而影响到下一次印刷时油墨的穿透性) ** 印刷墨层的厚度(开孔太小透墨量也少,得不到较厚的墨层) 一般来说,丝网的开孔大于网丝直径的丝网比网孔小于网丝直径的丝网能够复制出更高的分辩率。(当然,油墨的流动性、粘性和其他因素也会影响) 三、正确绷网: 1、标准的绷网步骤: 丝网可在1-3 分钟内绷到所希望的张力值,但在丝网固定到网框之前,必须要等待15 分钟以上,然后再将张力增加到最终所要的张力值,如果将此过程重复几次,会减少将来的张力损失。 *** 如果在张好网后停留5 分钟粘网,张力损失28% 以上。
丝网印刷网膜版对丝网参数的选用评估
S c r e e n P r i n t i n g I n y 网印工业陈德山 怎样能丝印出高质量的产品,要印刷出高水平的印刷品就需要从合理选择丝网开始,同时还要制作高精细的网膜版,并选择高品质的丝印油墨,以及在整个丝印过程中对印刷参数如何控制等等将在下面进行分门别类讲述。 一、丝网印刷的工艺流程 二、丝网的选择: 网膜版有四个功能要求: A .网膜版应能高度再现原稿; B .网膜版应具有耐磨损、耐化学作用及高耐印率; C .网膜版决定着下墨量和色相的还原性; D .网膜版决定着图文的锐利度和准确性。 因此,制作网膜版时,能否选择到合适、精良的丝网,将影响到印刷线条粗细和网点大小、范围及形状,也直接影响到彩色印刷品的色调层次还原及最细线条和彩色图像的再现结果。 1.丝网的目数、丝径、颜色等与丝网印刷品的精细度之间的关系 1.1 网点最小直径和最细线条的再现丝网的两个重要参数: M 0—丝网的开口,即相邻两根网丝之间的距离,也称孔宽;d —网丝的直径,即丝径或叫线径。 1.1.1 孔宽与丝径的三种形式,对图文精细的影响 A .当M 0=d 时,则可复制的网点直径至少为(2M 0+d )~2(M 0+d )或3d ; B .当M 0>d 时,则可复制的网点直径至少为(M 0+d )~(2M 0+d ),若网点=丝径d ,复制不出网点;.当M <时,则可复制的网点直径至少为(M +),若网点=丝径,复制不出。 丝网印刷网膜版
网印工业 S c r e e n P r i n t i n g I n y 1.2 最细印刷线条的再现:2d+M 01.1.2 丝网的再现线条的宽度(B )线条宽度(B )=2d+M 0 以SEFAR 高张力PET1000丝网为例:例1.120-34YPW 网 该丝网表示,每厘米长度内有120个网孔或近似120根网丝,丝径为34μm ,孔宽为45μm 以1:1编织的黄色丝网。 计算:能印出最细线条宽度B =2d +M 0=2×34+45=115μm =0.115m m 可印最小网点直径:高光点(M 0+d )和暗调点(2M 0+d ) M 0+d=45+34=79μm =0.079m m 2M 0+d=2×45+34=124μ=0.124m m 例2:180-23Y P W ,该丝网的d=23μm ,M 0=29μm 再现最细线条宽度为2×23+29=75μm 丝印最小网点直径:29+23=52μm 和2×29+23=81μm 而180-27Y PM 丝网的d=27μm ,M 0=22μm 再现最细线条宽度为2×27+22=76μm 可印最小网点直径从2(M 0+d )=2×(22+27)=98μm (暗调点) 到2M 0+d=2×22+27=71μm (高光点) 由此可见,在同目数的丝网中,如果丝网线径越细,则开口M 0越大,便越能取得高精细度的印刷效果,故此得出,可印最小网点直径取决于选用的丝网的网丝线径(d )与开口(M 0)大小之比。 1.2 尽可能选用PW (即1:1)平纹织,高目(应与要求相匹配),高张力,低延伸的黄色丝网。因为1:1平纹织网的下墨量比同目数、同丝径的斜纹 TW 网少(小),印刷的图文也清晰,这对UV 油墨更为重要。而高目数,低延伸,高张力的丝网,不只是能使精细度得到保证,同时,由于1:1平纹织网印刷时,与承印物接触小,故墨层的流平性,及其均匀性得到改善,再加之黄色丝网在晒版时,消除了光晕现象,使图文的精细度得到保证。 1.2.1 同目数,不同编织,即PW=1:1和TW=斜纹编织(如2:1等)丝网的透墨体积(下墨量)是不同的,举例比较瑞士赛发聚脂高张力丝网: 140-30Y PW 的透墨体积为10.3cm 3/m 2,该丝网厚度为53μm , 同样,140-34Y TW 的透墨体积为13.2cm 3/m 2,该丝 网厚度为62μm , 再如,150-34Y PW 的透墨体积为6.6cm 3/m 2,该丝 网厚度为55μm ,150-34Y TW 的透墨体积为9.6cm 3/m 2,丝网的厚度为62μm 。 因此,同一目数同一丝径的斜纹(TW )网虽比平纹PW 下墨量大,但由于丝网与承印物之间的接触面积也比平纹织网大,所以对油墨的流平性及其均匀性来讲,平纹织网比斜纹织网有利。对于要求墨层薄而均匀的色块印刷选用平纹织网好。同一目数不同丝径的P W 和TW 比较,一般P W 的丝径比TW 丝径稍小,而下墨量反而大。 1.2.2 对网点阶调印刷,更应选1:1平纹,且高目数,大开口,高张力,低延伸的有色丝网,这对网版图文的锐利度及油墨印迹的平整度的保证有利。 1.3 溶剂型油墨和UV 紫外光固化油墨的网点印刷,所选丝网目数参考列举: 1.3.1 溶剂型油墨:32线/cm 以下的粗网点, 建议选用120-34Y (或w)PW 网; d u s t r
丝印件检验规范
丝印件检验规范 1.0目的 1.1规范产品质量检测标准,确保产品质量完全满足相关客户的要求。 1.2规范产品质量缺陷的统一描述,确保内/外部的品质交流和沟通达成共识。 1.3针对相关质量缺陷,分析改进现行生产工艺质量控制方法。 1.4确保生产和检测标准与产品质量标准的一致性。 2.0适用范围 2.1适用于所有丝印车间所有丝印产品的检测。 2.2适用于外购、外加工或客供丝印产品的检测。 3.0丝印件质量缺陷分类 4.0丝印件质量缺陷判定等级:
5.0丝印件质量缺陷产生的原因分析 5.1颜色错误---调制的油墨颜色与工程技术要求的完全不一致;或工程技术要求与客 户要求的完全不一致(颜色偏差特别明显,或者根本就是两种不同的 油墨颜色)。 5.2颜色偏差---调制的油墨所丝印出来的颜色与工程技术要求或客户要求有一定的 偏差,通过分光测色计读出的Lab△E值与规定和要求的偏差值在客户接收范围内,或超过了客户的允收标准。 5.3油墨脱落---承印物的表面被化学污染,导致丝印油墨附着不牢固;丝印层干燥条件不足,丝印油墨未彻底干透;油墨本身附着力差;原材料本身无图层;油墨与原材料起化学反应。 5.4丝印偏位---网版拉伸尺寸误差过大;作业员操作方法不当,造成丝印定位(套位)不准;丝印的产品来料定位面边缘变形或呈锯齿状;网版变形;承印物受热胀冷缩的影响明显,导致丝印第二对位或套位不准;定位片破损,造成丝印套位偏位。 5.5补油不良---丝印漏油点,实施人工补油后的视觉效果差,补油局部形成积油或油墨厚度不均、或光泽度不同的现象。 5.6光泽不均---油墨稀稠度不均匀;承印表面不平整造成着墨不均;胶刮有刮痕造成 印刷油墨不均匀。 5.7字体变形---静电过大,造成承印物粘网;承印物表面起皱不平、网板变形。 5.8墨膜龟裂---承印物表面受到其它化学溶剂的污染;油墨干燥温度过高;油墨配方中的溶剂与某种溶剂发生了化学反应。 5.9表面异物---车间防尘控制不足;承印物静电吸附力过大。5.10飞墨拉丝---油墨研磨不匀,印刷时刮板离版慢,印刷图像周围的余白少,产生静电,导致油墨拉丝;丝印刮板力度过小;油墨浓度高。
常用稳压管型号参数对照
常用稳压管型号参数对照 3V到51V 1W稳压管型号对照表1N4727 3V0 1N4728 3V3 1N4729 3V6 1N4730 3V9 1N4731 4V3 1N4732 4V7 1N4733 5V1 1N4734 5V6 1N4735 6V2 1N4736 6V8 1N4737 7V5
1N4739 9V1 1N4740 10V 1N4741 11V 1N4742 12V 1N4743 13V 1N4744 15V 1N4745 16V 1N4746 18V 1N4747 20V 1N4748 22V 1N4749 24V 1N4750 27V 1N4751 30V
1N4753 36V 1N4754 39V 1N4755 43V 1N4756 47V 1N4757 51V 摩托罗拉IN47系列1W稳压管IN4728 3.3v IN4729 3.6v IN4730 3.9v IN4731 4.3 IN4732 4.7 IN4733 5.1
IN4735 6.2 IN4736 6.8 IN4737 7.5 IN4738 8.2 IN4739 9.1 IN4740 10 IN4741 11 IN4742 12 IN4743 13 IN4744 15 IN4745 16 IN4746 18 IN4747 20
IN4749 24 IN4750 27 IN4751 30 IN4752 33 IN4753 34 IN4754 35 IN4755 36 IN4756 47 IN4757 51 摩托罗拉IN52系列 0.5w精密稳压管IN5226 3.3v IN5227 3.6v
丝网印刷制版的几种方法
丝网印刷制版的几种方法 【深圳印刷网】一、制作网版时按原材料不同其方法可分为液态型直接法感光胶制版、预敏化型的直接法胶片(水菲林)制版、间接法胶片制版等。 1. 液态型直接法感光胶 感光胶的优点是工艺简单、经济、实用。其特性有曝光速度快,网版经久耐用而且去膜容易,优良的耐溶性,其生产工艺流程是: 网前处理及选网配胶涂胶干燥曝光显影待用 其工作环境为温度15~20℃,相对温度50~65%,黄灯下暗房操作。 2. 水菲林法制版法 工艺流程:网前处理及选网贴胶片烘干曝光显影待用 3. 毛细感光膜片 前处理(包括丝网的粗化及脱脂)——贴附膜片——胶膜干燥——曝光 4. 感光浆直接制版法 方法:在绷好的网版上涂布一定厚度的感光浆(一般为重氮盐感光浆),涂布后干燥,然后用制版底片与其贴合放入晒版机内曝光,经显影、冲洗、干燥后就成为丝网印刷网版。 工艺流程:感光浆配制已绷网——脱脂——烘干——涂膜——烘干——曝光——显影——烘干——修版——最后曝光——封网 5. 感光膜片直接制版法 方法:感光膜片俗称水菲林,是以厚度为0.1mm的透明塑料薄膜为片基,幷在其一面涂布一层一定厚度的感光乳剂而成,使用时先将丝网充分湿润,然后贴上膜片,膜片通过毛细作用被吸附到丝网上,干燥后撕掉塑料片基进行曝光、显影,最终得到需要的图形。 工艺流程:已绷网——脱脂——湿润——贴膜——烘干——加固——曝光——显影——烘干——修版——封网 二、直间接制版法及间接制版法 1. 直间接制版法 方法:直间接制版的方法是在制版时首先将涂有感光材料腕片基感光膜面朝上平放在工作台面上,将绷好腕网框平放在片基上,然后在网框内放入感光浆并用软质刮板加压涂布,经干燥充分后揭去塑料片基,附着了感光膜腕丝网即可用于晒版,经显影、干燥后就制出丝印网版。 工艺流程:已绷网——脱脂——烘干——剥离片基——曝光——显影——烘干——修版——封网 2. 间接制版法 方法:间接制版的方法是将间接菲林首先进行曝光,用1.2%的H2O2硬化后用温水显影,干燥后制成可剥离图形底片,制版时将图形底片胶膜面与绷好的丝网贴紧,通过挤压使胶膜与湿润丝网贴实,揭下片基,用风吹干就制成丝印网版。
喷油丝印酒精耐磨测试标准
喷油丝印酒精耐磨测试 标准 Document number:WTWYT-WYWY-BTGTT-YTTYU-2018GT
喷油丝印酒精耐磨测试标准! 塑胶件喷油及丝印检验标准 1.目的 本标准规定了充电器成品塑胶件的喷油及丝印的物料特性要求及检验方法。 2.范围 本标准适用于所有CET充电器塑胶组成部分的批次验收. 充电器塑胶件成品来自于OEM厂生产和CET自己采购. 所有经CET授权制造CET充电器的OEM工厂. 3.规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不住日期的引用文件,其最新版本适用于本标准。 MIL-STD-105E抽样程序和品质检查表 4.定义 充电器所用塑胶件
指充电器组成成品中所有塑胶制品,如充电器的上下壳,点烟头用塑胶件,电源的上下壳等. 4.2产品存在缺陷的定义 严重缺陷(Critical):一个严重缺陷是指,根据专家评估或经验认为,使用者,安装用户或维修人员以及其它直接涉及人员在按照技术文件中提到的用法说明操作时会发生危险或发生不安全事件的缺陷。 主要缺陷(Major):不是严重缺陷,但是会导致产品不能按协议正常使用、或根据推测在可预见的将来不能正常使用,或者本质上,导致产品就预计使用用途而言其可使用性降低的缺陷。 小缺陷(Minor):是指没有被定义为严重和主要缺陷的缺陷。与约定规格稍有出入,但不大可能降低产品事实上的使用性能,不影响产品的预计使用用途的缺陷。 5.技术要求 塑胶件喷油,丝印的外观要求 塑胶件喷油丝印整体可见表面污点(含簧片表面污渍)面积小于,,数量不多于2个; 塑胶件喷油丝印整体可见表面划伤,直径小于,长度小于2mm,数量不多于2个;塑胶件喷油的上下壳无色差;
丝网印刷心得体会
丝网印刷心得体会 丝印初学者疑问以及丝网印刷中常见问题解答 一丝印需要什么工具材料? 答:最基本的工具材料是网版刮刀油墨稀释液洗网水辅助工具是手印台或者蝴蝶夹 二网距对印刷效果有什么影响? 答:网距就是网版与承印物之间的距离,用h表示.网距的作用是使丝网要印刷时能以线接触或线分离的方式进行.其h>0称离网印刷,一般情况h=2~3mm并根据效果再适当调整.网距越大,丝网的回弹力就越强,剥网的速度就越快,则越有利于图案的清晰.但是随网距的增加,丝网的拉伸变形也会有所增加,从而引印刷图案尺寸的误差和位置精度的误差 三刮刀角度控制在多少角度? 答:刮刀的角度是指刮刀与网版所形成的夹角.刀角大,刮刀对油墨的挤压力小,所以下墨量小,但压力大,与丝网的摩擦力大,刮刀对油墨的挤压力大,下油量也大,但有时造成填油过量,且与印刷面接触会变差.刀角应控制在60°~80°四印刷时刮刀要稍歪一点可以嘛? 答:在印刷时,刮刀长度方向与行程方向不相垂直,往往会取得较好的效果.印刷时,油墨所受的剪切力越大,则图案
边缘越清晰.而油墨所受的剪切力大小与两剪切面夹角余弦成正比,即夹角越大,剪切力也就越大.图案与墨刀之间的夹角α=0,不仅剪切力小,且填墨时网孔内容易夹进气泡,效果变差,在印刷并行线条时影响很明显.墨刀的歪度以6°~10°为宜. 五丝网印刷中如何控制压力? 答:压力的作用是保证网版与承印面充分线接触,在此前提下其越小越好.因为压力越大,刮刀虽与网版的接触好,但丝网的压扁程度和刮刀嵌入网孔的程度高,故传墨量小,刮刀的变形也就越大,这将对填油的状态产生较大的影响,还将使网版的变形增大,并且刮刀与网版间的摩擦力也会增加,这样既增加对丝网的摩擦,也影响了印刷的行刮速度六丝网印刷过程中的刀速如何为好? 答:刀速是指印刷时刮刀前行的速度.刀速太慢,虽填墨较好,钽在图案边缘会出现油墨的渗透现象,致使图案扩大;刀速太快,会造成填墨不足,印迹不完整, 而且还会造成释墨速度跟不上印刷速度,导致粘连段过长而影响印刷质量.油墨粘度,大流动性差,刀速适当慢些,反之亦然;丝网目数高,网孔面积小的丝网,丝刷时刮刀的速度可慢些.在印刷过程中不仅要掌握刮刀速度的快慢,还要注意运刮速度的均匀.如果忽快忽慢,在承印物上就会出现条痕面影响印刷质量
稳压管型号大全
稳压管型号大全 2009-12-23 21:52 稳压二极管型号对照表 美标稳压二极管型号 1N4727 3V0 1N4728 3V3 1N4729 3V6 1N4730 3V9 1N4731 4V3 1N4732 4V7 1N4733 5V1 1N4734 5V6 1N4735 6V2 1N4736 6V8 1N4737 7V5 1N4738 8V2 1N4739 9V1 1N4740 10V 1N4741 11V 1N4742 12V 1N4743 13V 1N4744 15V 1N4745 16V 1N4746 18V 1N4747 20V 1N4748 22V 1N4749 24V 1N4750 27V 1N4751 30V 1N4752 33V 1N4753 36V 1N4754 39V 1N4755 43V 1N4756 47V 1N4757 51V 需要规格书请到以下地址下载, https://www.360docs.net/doc/5d14256588.html,/products/Rectifiers/Diode/Zener/ 经常看到很多板子上有M记的铁壳封装的稳压管,都是以美标的1N系列型号标识的,没有具体的电压值,刚才翻手册查了以下3V至51V的型号与电压的对照值,希望对大家有用 1N4727 3V0 1N4728 3V3
1N4730 3V9 1N4731 4V3 1N4732 4V7 1N4733 5V1 1N4734 5V6 1N4735 6V2 1N4736 6V8 1N4737 7V5 1N4738 8V2 1N4739 9V1 1N4740 10V 1N4741 11V 1N4742 12V 1N4743 13V 1N4744 15V 1N4745 16V 1N4746 18V 1N4747 20V 1N4748 22V 1N4749 24V 1N4750 27V 1N4751 30V 1N4752 33V 1N4753 36V 1N4754 39V 1N4755 43V 1N4756 47V 1N4757 51V DZ是稳压管的电器编号,是和1N4148和相近的,其实1N4148就是一个0.6V的稳压管,下面是稳压管上的编号对应的稳压值,有些小的稳压管也会在管体上直接标稳压电压,如5V6就是5.6V的稳压管。 1N4728A 3.3 1N4729A 3.6 1N4730A 3.9 1N4731A 4.3 1N4732A 4.7 1N4733A 5.1 1N4734A 5.6 1N4735A 6.2 1N4736A 6.8 1N4737A 7.5 1N4738A 8.2 1N4739A 9.1
网版制作工艺流程
网版制作工艺流程 目前,市场网版制作工艺因其原材料不同,生产工艺也就有所不同。据了解,目前市场上用来制作网版的原材料有三种类型:液态型直接法感光胶,预敏化型的直接法胶片及间接法胶片。由于三种原材料的特性与功能不同,其使用操作工艺也就有所不同。 一、液态型直接法感光胶 感光胶的优点是工艺简单、经济、实用。其特性有曝光速度快,网版经久耐用而且去膜容易,优良的耐溶性,其生产工艺流程是: 网前处理及选网→配胶→涂胶→干燥→曝光→显影→待用 其工作环境为温度15~20℃,相对温度50~65%,黄灯下暗房操作。※网前处理及选网 新丝网在使用前必须用磨网膏进行网前处理,每个网版都要用脱脂剂彻底脱脂,具体操作方法是用水淋湿丝网两面,涂上磨网膏或脱脂剂,然后用毛刷涂均匀并静置1分钟,最后用清水冲洗干净。 使用过的网如果不再使用,可用脱膜剂浸泡,然后清洗干净,使用前必须做脱脂处理工艺。
丝网清洗好后,烘干处理待用。制网者可根据所需要的网牍目数进行选网:丝印线路一般用120T/cm,阻焊100-120T/cm,字符100-120T/cm,碳桥油43-120T,印剥离兰胶18-36T。 ※配胶 直接法感光胶目前市上有二种类型:一种是单液型,这种类型是把敏化剂在生产时直接配制的感光胶,可直接使用的类型;另一种是“二元固化”感光胶。这种感光胶在使用前必须进行配置,即把敏化剂加入适量水均匀搅拌后倒入感光胶中,经过上下左右充分搅拌,即配制完成。配胶工作最少要在使用前两个小时完成,最佳的方法是在前一个工作日下班前配好胶,第二天上班即用。切记,配好的胶必须静置2小时以上,让胶中泡沫消失才可使用,否则会出现意想不到的质量事故。 ※涂胶 把干燥好的待用网放置在涂胶台上,把适量的感光胶倒入刮刀内,先涂印刷面(丝网的凸面),后涂油墨面(丝网的凹面),一般每面3刀次,如果要求厚网版,那么可分多次涂刷,即第一次涂胶后,立即放入30-40℃的烘箱中烘干,取出丝网再次涂胶,根据所要求厚度,决定涂胶次数,注意一般印刷面(凸面)要比油墨面(凹面)多涂2-3刀次。
丝印件检验规范
丝印件检验规范 目的 规范产品质量检测标准,确保产品质量完全满足相关客户的要求。 规范产品质量缺陷的统一描述,确保内/外部的品质交流和沟通达成共识。针对相关质量缺陷,分析改进现行生产工艺质量控制方法。 确保生产和检测标准与产品质量标准的一致性。 适用范围 适用于所有丝印车间所有丝印产品的检测。 适用于外购、外加工或客供丝印产品的检测。 丝印件质量缺陷分类 丝印件质量缺陷判定等级:
丝印件质量缺陷产生的原因分析 颜色错误---调制的油墨颜色与工程技术要求的完全不一致;或工程技术要求与客户要求的完全不一致(颜色偏差特别明显,或者根本就是两种不同的
油墨颜色)。 颜色偏差---调制的油墨所丝印出来的颜色与工程技术要求或客户要求有一定的 偏差,通过分光测色计读出的Lab△E值与规定和要求的偏差值在客户接收范围内,或超过了客户的允收标准。 油墨脱落---承印物的表面被化学污染,导致丝印油墨附着不牢固;丝印层干燥条件不足,丝印油墨未彻底干透;油墨本身附着力差;原材料本身无图层;油墨与原材料起化学反应。 丝印偏位---网版拉伸尺寸误差过大;作业员操作方法不当,造成丝印定位(套位)不准;丝印的产品来料定位面边缘变形或呈锯齿状;网版变形;承印物受热胀冷缩的影响明显,导致丝印第二对位或套位不准;定位片破损,造成丝印套位偏位。 补油不良---丝印漏油点,实施人工补油后的视觉效果差,补油局部形成积油或油墨厚度不均、或光泽度不同的现象。 光泽不均---油墨稀稠度不均匀;承印表面不平整造成着墨不均;胶刮有刮痕造成 印刷油墨不均匀。 字体变形---静电过大,造成承印物粘网;承印物表面起皱不平、网板变形。 墨膜龟裂---承印物表面受到其它化学溶剂的污染;油墨干燥温度过高;油墨配方中的溶剂与某种溶剂发生了化学反应。 表面异物---车间防尘控制不足;承印物静电吸附力过大。飞墨拉丝---油墨研磨不匀,印刷时刮板离版慢,印刷图像周围的余白少,产生静电,导致油墨拉丝;丝印刮板力度过小;油墨浓度高。 表面折痕---作业人员操作方法不当;承印物来料表面折痕。 表面刮花---作业人员操作方法不当;承印物来料表面划痕或刮花。 基材变形---烘烤温度过高,导致承印物来料变形。 表面压痕---存储和转运方式不当,产品受压明显;产品堆放太多,存放时间过长,油墨没有干燥透。 洇(yin)墨---在印刷的线条外侧有油墨溢出并造成线条外侧边缘不整齐;油墨 稀,胶刮纯造成印刷时洇油。 滋墨---承印物图文部分和暗调部分出现斑点状的印迹;印刷速度和油墨干燥过 慢;墨层偏薄;受静电影响,油墨的触性变大;油墨中颜料分散不均。
稳压管型号 标号对照表
稳压管型号标号对照表代号参数代号 2B11.9V-2.1V4B1 2B22.0V-2.2V4B2 2B32.1V-2.3V4B3 2C12.2V-2.4V4C1 2C22.3V-2.5V4C2 2C32.4V-2.6V4C3 3A12.5V-2.7V5A1 3A22.6V-2.8V5A2 3A32.7V-2.95A3 3B12.8V-3.0V5B1 3B22.9V-3.1V5B2 3B33.0V-3.2V5B3 3C13.1V-3.3V5C1 3C23.2V-3.4V5C2 3C33.3V-3.5V5C3 4A13.4V-3.6V6A1 4A23.5V-3.7V6A2 4A33.6V-3.8V6A3 常用5W稳压管参数
二极管1N5333 5W\3.3V 二极管1N5333A 5W\3.3V 二极管1N5333B 5W3.3V 二极管1N5334 5W\3.6V参数3.7V-3.9V 3.8V- 4.0V 3.9V- 4.1V 4.0V-4.2V 4.1V-4.3V 4.2V-4.4V 4.3V-4.5V 4.4V-4.6V 4.5V-4.7V 4.6V-4.8V 4.7V-4.9V 4.8V- 5.0V 4.9V- 5.1V 5.0V-5.2V 5.1V-5.3V 5.2V-5.4V 5.3V-5.5V
5.4V-5.7V代号参数 6B15.5V-5.8V6B25.6V-5.9V6B35.7V-6.0V6C15.8V-6.1V6C26.0V-6.3V6C36.1V- 6.4V7A16.3V-6.6V7A26.4V-6.7V7A36.6V-6.9V7B16.7V- 7.0V7B26.9V-7.2V7B37.0V- 7.3V7C17.2V-7.6V7C27.3V-7.7V7C37.5V-7.9V9A17.7V-8.1V9A27.9V-8.3V9A38.1V- 8.5V代号参数9B18.3V-8.7V9B28.5V-8.9V9B38.7V-9.1V9C18.9V-9.3V9C29.1V- 9.5V9C39.3V-9.7V11A19.5V-9.9V11A29.7V-10.1V11A39.9V-10.3V11B110.2V-10.6V11B210.4V-10.8V11B310.7V-11.3V11C110.9V-11.3V11C211.1V-11.6V11C311.4V-11.9V12A111.6V-12.1V12A211.8V-12.4V12A312.2V-12.7V二极管1N5335 5W\3.9V 二极管1N5336 5W\4.3V 二极管1N5337 5W\4.7V 二极管1N5338 5W\5.1V 二极管1N5339 5W\5.6V 二极管1N5340 5W\6.0V 二极管1N5341 5W\6.2V 二极管1N5342 5W\6.8V 二极管1N5343 5W\7.5V 二极管1N5344 5W\8.2V 二极管1N5345 5W\8.7V 二极管1N5346 5W\9.1V 二极管1N5347 5W\10V 二极管1N5348 5W\11V 二极管1N5349 5W\12V
介绍丝印检验标准的两种方法
介绍丝印检验标准的两种方法 一、丝印检验标准 1.目的 1.1规范喷涂/丝印缺陷用语。 1.2明确产品要求,统一检验标准。 2.适用范围 适用于本公司所有喷涂/丝印的产品的检验。 3.表面等级 3.1 A级表面:能直接正视的外部表面如机柜的正面,以下简称A面。 3.2 B级表面:不明显的外部和开启门后就能正视的内部表面如机柜的后表面,以下简称B面。- 3.3 C级表面;不易察看的内部和外部表面如机柜的底面,以下简称C面。 4.检验环境bb44 4.1光度:200-300LX (相当于40W日光灯距离为750MM) 4.2产品需检验表面与检验者目视方向大约成45°,时间约10秒. 4.3 检验者目视方向与待检产品表面距离如下: A级表面:400MM B级表面:500MM C级表面:800MM 5.丝印常见缺陷 A.异物:丝印后,涂膜附着灰尘、点状或丝状异物。 B.露底:由于丝印位置丝印太薄露底色。 C.漏印:要求丝印位置未丝印到。 D.模糊/断线;丝印不良致丝印线条和图案粗细不均,模糊不清,字线局部不相连。 E.丝印厚薄不均匀:由于丝印操作不当,造成点线或图案的丝印层厚薄不均。 F.错位:由于丝印位置不准,丝印位偏移。中国网印特印网 G.附着力差:丝印涂层附着力不够,用3M胶纸可贴掉。 H.针孔:涂膜表面能看见针眼状小孔。 I.擦伤/划痕:丝印后保护不善造成。 J.杂色/污渍:非丝印颜色附着在丝印面上。 K.色差:和标准色板相比颜色有偏差。
二、丝印可靠性测试方法 1、高温存储试验 存储温度: +66°C 存放时间: 48 hours 接受标准:样板出炉后在室温下放置2小时后,印刷表面无起皱,起泡,裂纹,剥落且颜色光泽无明显变化 2、低温试验 存储温度: -40°C 存放时间: 48 hours f j?S I i _,Y.\ 接受标准:样板出炉后在室温下放置2小时后,印刷表面无起皱,起泡,裂纹,剥落且颜色光泽无明显变化 3、高温高湿存储试验 存储温度/湿度:+66°C/85% 存放时间:96小时 接受标准:样板出炉后在室温下放置2小时后,印刷表面无起皱,起泡,裂纹,剥落且颜色光泽无明显变化 4、热冲击试验 存储温度: -40°C/+66°C -40°C +66°C 为一循环,温度间的转换时间不超过5分钟,共12循环。_ 1hour 1hour 接受标准:样板出炉后在室温下放置2小时后,检查零件:和印刷表面无起皱,起泡,裂纹,剥落且颜色光泽无明显变化 5、丝/移印附着力测试 测试目的: 评估丝/移印油漆的附着力.&yP F+{ I R Z 测试工具: 1. 3M600透明胶带或粘力大于5.3N/18mm的透明胶带 测试方法:将3M600透明胶带贴在所要测试的试样的印刷字体或图案上,并用手压平,然后拉起胶带尾部与测试面呈90度,迅速撕下胶带,相同部位重复3次。 接受标准: 肉眼观察表面,丝/移印字体或图案应能清晰可辩,没有剥落情况. 6、摩擦测试
常用稳压二极管型号
常用稳压二极管型号(转) 2008-05-12 15:06:44 原型号国外型号稳压值国内替代型号1N746 H23 MA4030 RD417E RD217EB 2.5-3.5 2CW51 1N747 1N748 1N749 HZ4 RD3.9E 3.9-4.5 2CW52 1N750 1N751 HZ5 05Z5.1 RD5A RD5.1E 4-5.8 2CW53 1N752 1N753 HZ6 HZ6.2E 05Z5.6E RD6A 5.5-6.5 2CW54 1N754 HZ6.8E 02Z6。8A RD6.8E RD7A 6.2-7.5 2CW55 1N755 1N756 HZ7 HZ7.5E 05Z7.5 RD7.5 7-8.5 2CW56 1N757 HZ9 RD9A 8.5-9.5 2CW57 1N758 HZ10A RD10E 9.2-10.5 2CW58 1N714 1N962 1S335 HZ11 HZ11E RD11E 10-11.8 2CW59 1N963 HZ12E 05Z12 BZX79C12 RD12E 11.5-12.5 2CW60 1N717 1N964 1S270 HZ12B2 MA1130 12.2-14 2CW61 1N718 1N965 1N966 HZ15-1 05Z15 RD15E 13.5-17 2CW62 1N967 HZ18-1 HZ18-2 05Z18 RD18E 16-19 2CW63 1N968 HZ20-1 RD20E 18-21 2CW64 1N969 HZ24E RD24E 20-24 2CW65 1N970 02Z24 23-26 2CW66 1N971 HZ27 25-28 2CW67 1N972 RD31E 27-32 2CW68 1N973 1N974 HZ733 ZX0249E UPC574J 31-35 2CW69 2 CW70 稳压二极管型号对照表