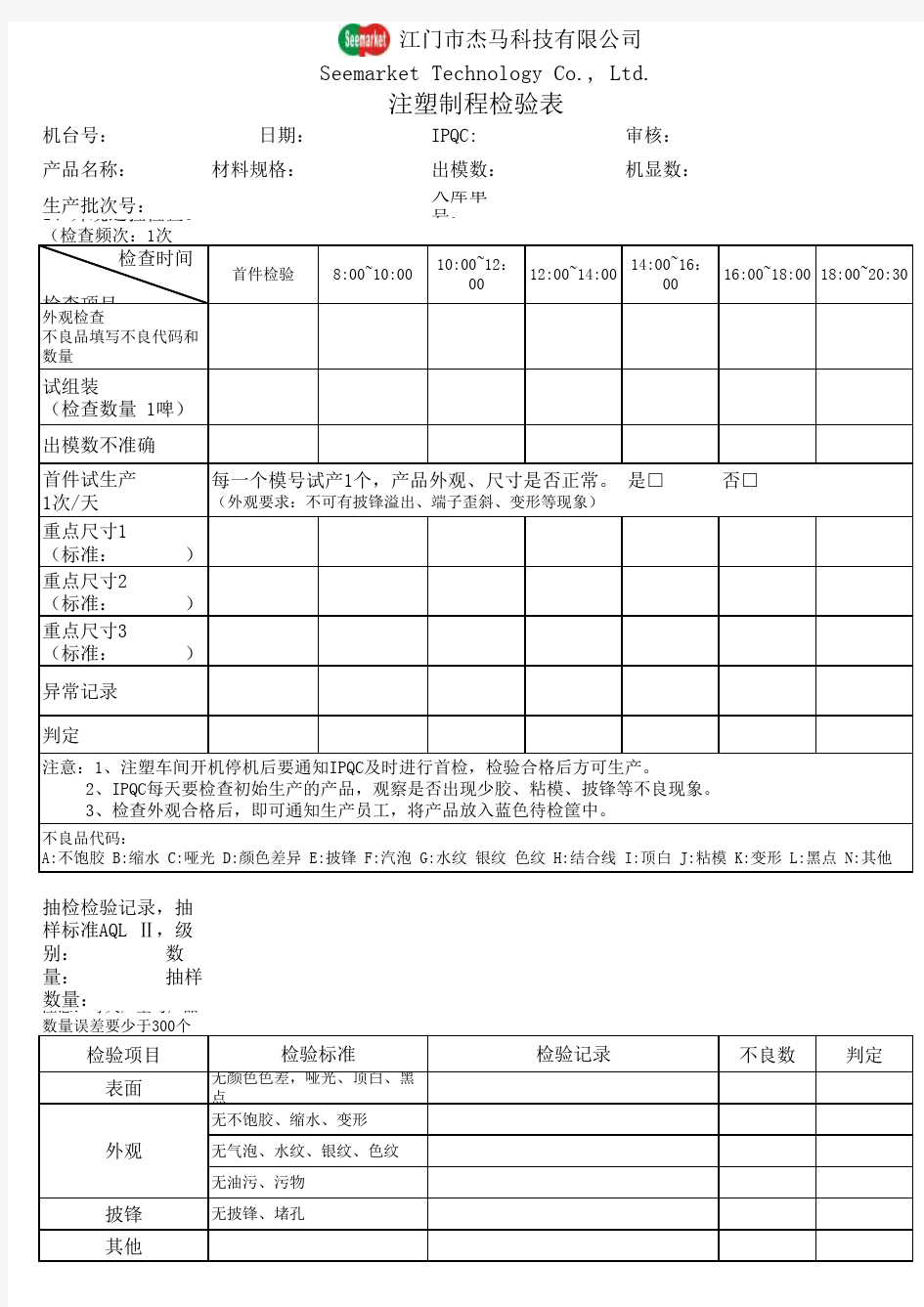
注塑制程检验表

机台号:
日期:IPQC:审核:产品名称:
材料规格:出模数:机显数:
生产批次号:入库单号:1、外观巡拉检查。 (检查频次:1次/2H,检查对象:黄色待检筐内的产品,以及刚注塑出来的的2啤产品)外观检查
不良品填写不良代码和
数量试组装
(检查数量 1啤)
出模数不准确
首件试生产1次/天
重点尺寸1
(标准: )
重点尺寸2
(标准: )
重点尺寸3
(标准: )
异常记录
判定
抽检检验记录,抽样标准AQL Ⅱ,级别: 数量: 抽样数量:
检验项目
不良数判定
表面
披锋
其他最终判定
合计检验记录每一个模号试产1个,产品外观、尺寸是否正常。 是□ 否□
(外观要求:不可有披锋溢出、端子歪斜、变形等现象) 江门市杰马科技有限公司
Seemarket Technology Co., Ltd.
14:00~16:0016:00~18:0018:00~20:30注塑制程检验表
无披锋、堵孔检验标准无颜色色差,哑光、顶白、黑点12:00~14:00不良品代码:
A:不饱胶 B:缩水 C:哑光 D:颜色差异 E:披锋 F:汽泡 G:水纹 银纹 色纹 H:结合线 I:顶白 J:粘模 K:变形 L:黑点 N:其他 检查时间检查项目
首件检验8:00~10:00
10:00~12:00注意:1、注塑车间开机停机后要通知IPQC及时进行首检,检验合格后方可生产。
2、IPQC每天要检查初始生产的产品,观察是否出现少胶、粘模、披锋等不良现象。
3、检查外观合格后,即可通知生产员工,将产品放入蓝色待检筐中。
如判定拒收,请记录注塑产品的处理方式:外观
□允收 □拒收 □让步接收无不饱胶、缩水、变形无气泡、水纹、银纹、色纹无油污、污物
相关主题