全球主要的高精铝板带企业之一——阿雷利斯公司科布伦茨轧制厂
全球主要的高精铝板带企业之一——阿雷利斯公司科布伦茨轧制厂
王祝堂任柏峰,WangZhutangRenBaifeng
全球主要的高精铝板带企业之一
一一
阿雷利斯公司科布伦茨轧制厂Amainenterprisesforaluminumplatesofhighprecision'_______??-______.AlerisAlumin ium
WalzprodukteGmbhInKoblenz
概况
Summary
德国科布伦茨(K0blenz)轧制厂(AleriS
AluminiumwalzprodukteGmbH)属阿雷利斯
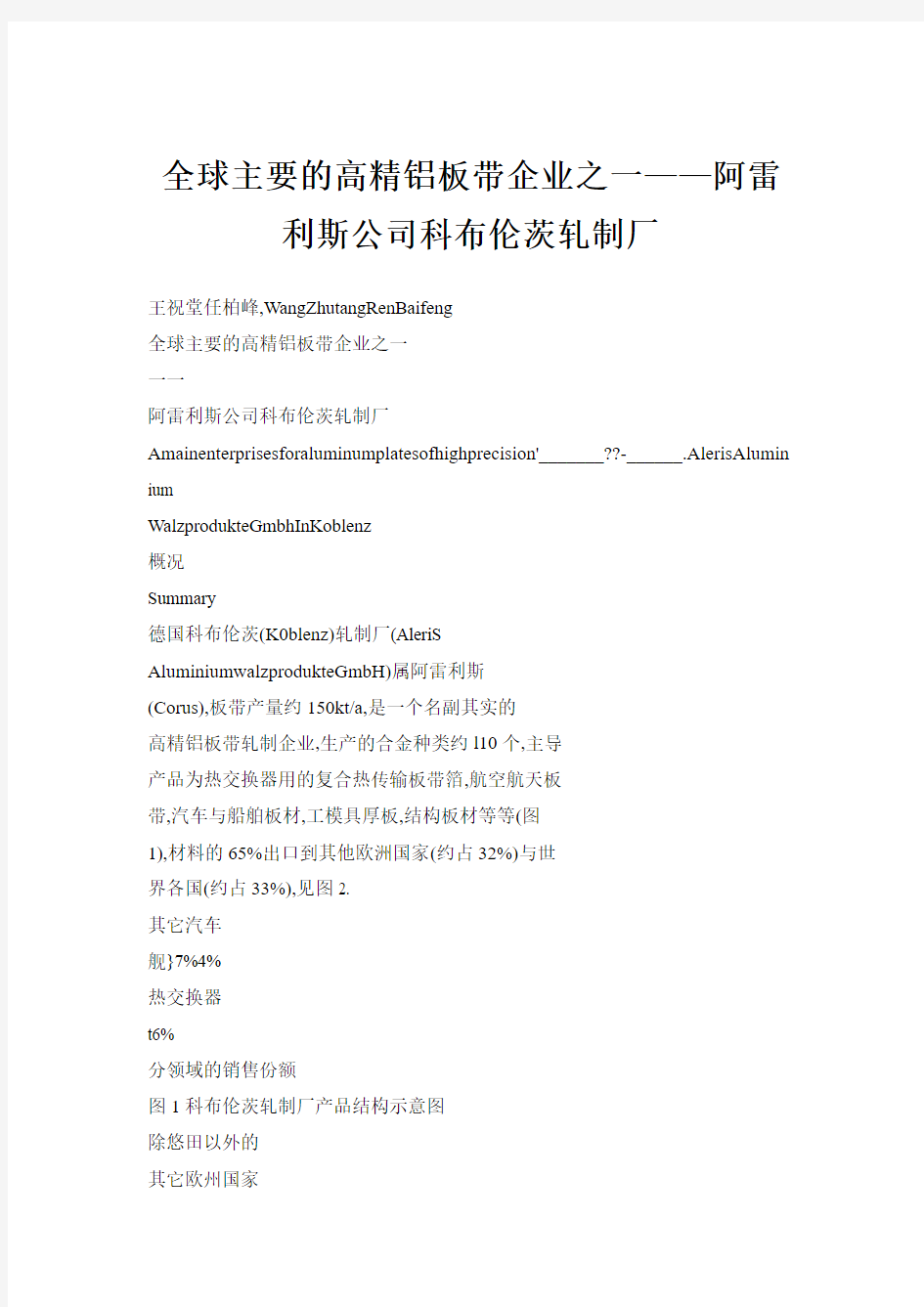
(Corus),板带产量约150kt/a,是一个名副其实的
高精铝板带轧制企业,生产的合金种类约l10个,主导
产品为热交换器用的复合热传输板带箔,航空航天板
带,汽车与船舶板材,工模具厚板,结构板材等等(图
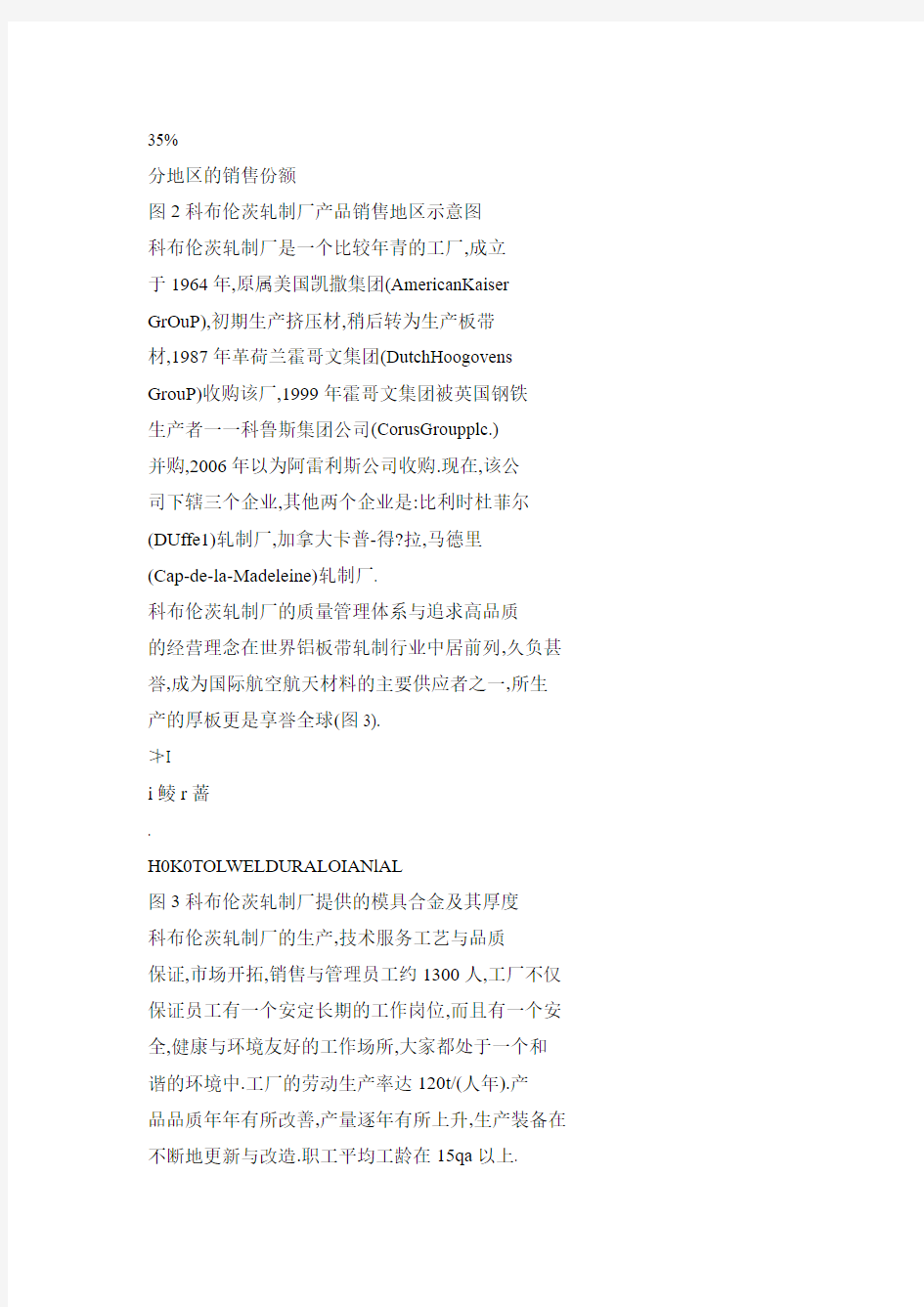
1),材料的65%出口到其他欧洲国家(约占32%)与世
界各国(约占33%),见图2.
其它汽车
舰}7%4%
热交换器
t6%
分领域的销售份额
图1科布伦茨轧制厂产品结构示意图
除悠田以外的
其它欧州国家
35%
分地区的销售份额
图2科布伦茨轧制厂产品销售地区示意图
科布伦茨轧制厂是一个比较年青的工厂,成立
于1964年,原属美国凯撒集团(AmericanKaiser GrOuP),初期生产挤压材,稍后转为生产板带
材,1987年革荷兰霍哥文集团(DutchHoogovens GrouP)收购该厂,1999年霍哥文集团被英国钢铁
生产者一一科鲁斯集团公司(CorusGroupplc.)
并购,2006年以为阿雷利斯公司收购.现在,该公
司下辖三个企业,其他两个企业是:比利时杜菲尔(DUffe1)轧制厂,加拿大卡普-得?拉,马德里
(Cap-de-la-Madeleine)轧制厂.
科布伦茨轧制厂的质量管理体系与追求高品质
的经营理念在世界铝板带轧制行业中居前列,久负甚誉,成为国际航空航天材料的主要供应者之一,所生产的厚板更是享誉全球(图3).
≯I
i鲮r蔷
.
H0K0TOLWELDURALOIANlAL
图3科布伦茨轧制厂提供的模具合金及其厚度
科布伦茨轧制厂的生产,技术服务工艺与品质
保证,市场开拓,销售与管理员工约1300人,工厂不仅保证员工有一个安定长期的工作岗位,而且有一个安全,健康与环境友好的工作场所,大家都处于一个和谐的环境中.工厂的劳动生产率达120t/(人年).产
品品质年年有所改善,产量逐年有所上升,生产装备在不断地更新与改造.职工平均工龄在15qa以上.
不断完善的一流装备ConUnuouslyimprovedONfirst-rateequipment
为了保证优质航空航天铝板带的供应,科布伦茨
轧制厂不但有一流的装备,同时根据需要在不断地改
造与扩建,上世纪80年代后期熔炼铸造车间新安了一台现代化的可倾动的静置炉.现在全车间共有5套熔炼静置炉组,在线熔体处理有SNIF除气系统与陶瓷片过滤箱.
同期,增建了一台四辊不可逆式冷轧与成套的辅WORLDNONFERROUSMETALS2006961
企业与机构
■■●■—●■—■—●—_r盛
助设备如退火炉,矫直机与剪切生产线,以及一台四
辊可造式3250ram热轧机,形成一条(1+1)式生产
线.2002年一台世界上最大的之一的铣床建成投产,
对航空薄板生产系统进行了全面的改造.后来又投资42百万欧元对冷轧工艺作了全面的大规模改扩建,从而可于2005年末向航空航天部门提供宽度达2800mm 的铝合金厚板.
熔炼合金用的原料:纯铝,合金元素,工厂内部
废料.铸锭最大质量25t.由于采用当前先进的熔炼铸
造工艺,铸锭既有均匀一致的冶金组织,又有相当高
的力学性能与低的内应力.
3760mm热粗轧机可将600mm厚的扁锭轧成最大
宽度3600mm,最薄厚度8mm的厚板,最大轧制速度
l80m/min.3250mm四辊热精轧机是双卷取的,产品
最终厚度2.5~15mm,最大宽度3000mm.
热粗轧机的主电机功率7200kW,最大轧制力
45000kN.有一台铁本公司(Tippins)提供的4辊不
可逆式3760mm冷轧机,产品最大宽度3500mm,最大厚度2.5mm.还有一台1830mm6辊不可逆式冷轧机,最终产品厚度0.20ram,精度±0.005mm.所有冷
轧机都有全自动化控制设备,自动调控带材厚度,板形,平直度.6辊冷轧机的最大轧制速度1000m/min.
图43760mm热粗轧机
图5厚板HHT连续热处理炉
可生产的最大厚板尺寸为厚l80mm,宽
3600mm,长24000mm,有一台80000MN的拉伸矫直02世界有色金属2006年第9期
机.HttT连续卧式固溶处理炉可处理的最大板材尺寸为:厚200mm,宽3600mm,长24000mm.
研发力量不断加强
R/OforceisOntherise
为了保持工厂的三大主导产品(航空航天与交通
运输铝合金板带材,工模具厚板,热交换复合板带材) 在世界市场中的领先地位,不断提高产品的市场竞争力,科布伦茨轧制厂非常重视产品的开发研究工作,每年投入的研发经费占销售收入的3%.将主要力量集中干战略研究上,同时制订了短,中,长期计划,工厂的
研发工作与集团的研究工作紧密地联系在一起.
科布伦茨轧制厂研发中心近20年来的最大成就
是:为铸造大扁锭与特厚工模具板研制出一套行之有效的成熟的工艺,制订了一套工艺文件,开发出了一
套独特的工具与模具,不但保证了产品所需的性能, 而且使铸造厚板中的内应力低于标准中的规定极限值;制定了高精度航空航天,交通运输,工模具厚板
的热轧,热处理与精整工艺(图6);研制出一批有良
好综合性能的新合金,它们有适用于厚板生产的,也
有适宜轧制薄板与热交换复合厚箔的.
阿雷利斯公司技术中心在研发航天航空,工模具厚
板合金方面与美国铝业公司(Alcoa),加拿大铝业公
司(Alcan)并列为世界三强之一,在热交换复合铝板
带生产方面是世界四强之一(另三个是萨帕铝热传输公司,加拿大铝业公司,海德鲁铝业公司).科布伦茨轧
制厂新研制的有更高强度的热交换器合金,可使热传输箔的厚度减薄和/或热交换器在更高的压力下工作,因而可将热交换做得更加紧凑些,可进一步减轻其质量. 图6用科布伦茨轧制厂厚板制造的重型卡车车箱
该公司发展的Alustar合金在焊后的强度比同系
传统高强度合金的强度还高20%,适用于制造高速渡轮(ferry),可显着减轻自身质量.飞机工业用特厚板机
械加工"集成结构(integralstructure)",不但可显
着减轻部件的质量,降低制造成本,而且飞机的可靠性,安全性也有很大提高.所谓集成结构就是过去需用几个或甚至三四十个零件用铆接,焊接,紧固联接工艺才能组装成的复杂部件,现在只用一块热轧的特厚板通过铣,刨等机械切削工艺加工成一个整体结构部件.生产集成结构件是一项高技术工作,首先需铸造冶金组织合格内应力低的特大硬合金铸锭,经过严格的均匀化处理后,热轧成特厚板,固溶热处理后,再经拉伸.拉伸
工序很重要,一方面使厚板达到所要求的平直度,另方面使热处理过程中产生的残余应力降低到某一值,使厚板中的这种应力与以后机械加工时产生的应力处于平衡状态,当然这是理想的状态,即使达不到这种状态,
也应使切削加工后的残余应力小到不会引起成品集成
结构件发生变形,否则就会成为废品.
Alustar合金是一种A1一Mg系不可热处理强化
的高强度铝合金,对海水有很强的抗腐蚀性能,在焊
接后的强度比常规船舶合金的高得多,在制造水翼艇, 高速渡轮,巡逻艇方面有独特的优势,对减轻船体质
量与增加载荷,提高稳定性有着重要意义(图7).
图7用科布伦茨轧制厂厚板制造的高速渡轮
随着模具与工具结构的改进,铝合金fE工模具制
造业中的应用取得了长足的进展,尽管铝合金工模具价格目前比钢的贵一些,但由于其易加工,交货快捷, 铝合金厚板在工模具材料中有很强的竞争力,是一种很有前景的材料.为此,科布伦茨轧制厂开发出了一系列的工模具厚板铝合金,最大厚度可达900mm.科布伦茨厂模具合金家族各成员的特性如下(见图1): HOKOTOL高强度铝合金:
★最大厚度400ram
★优良的抛光性能
猡■■■●■■●■●■■—一
★抗磨损性能强
★板材厚度上力学性能高度一致
WELDURAL通用型模具铝合金:
★最大厚度700mm
★优秀的可焊性能
★中高力学性能
★高抗磨性能
★在整个厚度上有均匀一致的力学性能
GIANTAL传统模具铝合金:
★最大厚度900mm
★良好的可焊性能
★高的力学性能
★优秀的尽寸稳定性能
★优良的可切削加工性能
科布伦茨/7L~Ij厂另一类最有特色的高精产品是汽
车热换器复合铝板带箔,是阿雷利斯集团生产这类材
料的最大工厂.阿雷利斯集团是全球最大的复合铝板
带箔生产者,2004年的产量约l20kt,占全世界总产量
的四分之一左右(图8).
图8汽车发动机散热器
科布伦茨轧制厂研制成功多个热传输复合铝合
金,形成了系列,在汽车发动机与齿轮箱冷却系统,中
冷器,空调器中获得了广泛的应用.由于这些合金有更
强的抗腐蚀性高,更高的力学性能与更优良的热交换
效率,更大的减重效果与长得多的使用期限,被誉为"长寿合金(1onglife)".科布伦茨轧制厂可向用户
提供任何厚度与宽度的复合热传输铝合金板带箔材.
结束语
Conclusiveaccounts
德国阿雷利斯集团科布伦茨轧制厂既是一个有名
的高精铝板带生产企业,主导产品为汽车热交换复合
材料,航空航天板带材与模具厚板,又是一个名副其
实的跨国公司,出VI到境J'l,的占销售收入的65%左右. (下转69页)
WORLDNONFERROUSMETALS2006963
在荧光粉领域的应用
在三基色灯用荧光粉(红,蓝,绿粉)中,绿色粉
是用Tb激活的稀土磷酸盐(La,Ce,Tb)PO.它是
由La2O3,CeO,Tb4O7和H3PO4等制成的.具有效率
高,合成度低,粒度较细和高辉度更佳的特点.
在投影电视荧光粉中,蓝粉是用Ce激活的稀土溴
化物(La,Y)OBr:Ce,颜色效果较好.
在终端显示器荧光粉中,黄绿粉是用Tb激活硫氧
化镧La,O,S:Tb,其特点是色泽优良,生产效率较高.
x射线稀土增感屏荧光粉是用Tb(Tm)激活的硫氧
化镧La,OS:Tb(Tm)和溴氧化镧LaOBr:Tb(Tm).
医疗用X射线稀土增感屏比传统钨酸钙增感屏具有更优越的性能,不仅检验身体时间短,而且X射线作用小和设
备寿命长,从而获得了医疗应用单位的好评.
彩色显象管荧光粉是由红,蓝和绿色粉组成的.其
中,蓝,绿粉,可用La,O与溴氧化物等制成.如绿粉是
用Tb激活的溴氧化镧LaOBr:Tb,不仅生产效率高,而
且温度猝灭特性好.再1:L~N蓝粉则是Ce激活的溴氧化镧LaOBr:Ce,这种高效蓝色荧光粉的能量效率为5%.
在其它领域的应用
用LaO与Cr2O在1300℃高温下可制成铬酸镧(LaCrO)高温电发热体(熔点2490~C),具有耐高温
性和高导电性.已用于温度为1500~1800C的高温箱式
电阻炉中作高温发热元件.此外,这种发热体在高温下
还具有高离子传导性,可作为氧传感器的优良材料.
用氧化镧(La,O)与硼(B)可制成高纯LaB
细粉,因其具有多余电子,故导电性较好,熔点高(2715℃)和硬度大(显微硬度为245×104Mpa),现
已用于制作阴极材料.该材料与钨丝阴极材料相比, 静——■———■■■■—■■■●一
其阴极性能更加优越.
用La!O和银(Ag)还可制成复合电触点,具有
耐电侵蚀和化学稳定性高等优点;并可代替纯银电触
点,具有很高的实用价值.
此外,La,O,La,OS,LaBeO,LaAlO和
LaPO等尚可作为激光材料的基质工作物,用于制造
固体激光器.
将La,O作为加重天然丝和人造丝的化学药品,可
改善工业纺织品的质量.
氧化镧的市场
Lanthanumoxidemarketof
20世纪90年代以来,国内外稀土市场对LaO的需
求量不断攀升,从而促进了国内La,O的产量及销售量
的快速增长.据统计,国内市场1992年的LaO销售量
约300t,2000年为500t,2003年达到了700t,2003年
比1992年增长了1.4倍.2003年国内销量约占总销量的26.4%.1999年我国出口La2O31300t,2000年约1450t, 2005年则达到了6775t,2005年比1999年增加4.2倍.
主要出口对象为日本和美国等,但以日本为主.近年来
我国出口日本的La,O约占日本总进口量的85%以上.
据了解,近年来我国LaO的价格在不断下跌.
2000年99%的La,O为33元/kg,2002年为20元/kg, 2005年为14元/kg,2005年1:1-,2oo2年$~2ooo年的价格下降了43%与135%,从而造成了生产厂的效益下滑.出口
价格则比国内价格还低.但是,今年以来国内外稀土市
场形势在逐渐好转,LaO的国内外价格亦有所回升.因
此,从总体看La,O今后的产量,国内消费量和出口量仍
会增加,从而进一步推动我国LaO工业向前发展.
(本文作者单位:中国有色工程设计研究总院)
(上接63页)
工厂的产量虽不大,只有约150kt/a,但产品附加值
高,效益甚好.该厂仅经过10余年的生产就成为一个
闻名遐迩的高精铝板带企业,值得我们学习,他们特
别注重研发工作,也是很值得借鉴的.
中国当前已建成与在建的,而且都把高精铝板带箔
作为其主导产品的企业有近20家,但真正称得上如科布伦茨轧制厂那样的高精铝板带箔企业的恐怕就不多了. 现在中国建的一些大型铸锭热轧厂的热粗轧机的
开口度都≥600mm,也就是说可以生产厚度≤200mm
的热轧厚板,但要生产热处理可强化的铝合金厚板,
必须有固溶热处理炉及其他配套齐全的精整设备,即
使仅生产的热处理不可强化铝合金厚板也需要配置相应的精整设备.
厚度大干200mm的特厚板都是用铸造法生产的,
中国尚无这样的生产线,也未听说哪个企业拟建这类
生产线.实际上特厚铝合金板在工模具制造业中有着
广泛用途,亟需这种材料,市场容量虽不大,但需求
年平均增长率却很大.有条件的企业可考虑引进铝合
金模具厚板铸造生产线.
当前世界上可生产厚达1】00ram的模具铝合金厚
板,科布伦茨轧制厂模具厚板的最大厚板为900mm. (本栏目责任编辑:史丽丽) WODNONFERROUSMETALS2006969
关于编制高精度铝板带生产建设项目可行性研究报告编制说明
高精度铝板带项目 可行性研究报告 编制单位:北京中投信德国际信息咨询有限公司编制时间:https://www.360docs.net/doc/616440051.html, 高级工程师:高建
关于编制高精度铝板带生产建设项目可行 性研究报告编制说明 (模版型) 【立项 批地 融资 招商】 核心提示: 1、本报告为模板形式,客户下载后,可根据报告内容说明,自行修改,补充上自己项目的数据内容,即可完成属于自己,高水准的一份可研报告,从此写报告不在求人。 2、客户可联系我公司,协助编写完成可研报告,可行性研究报告大纲(具体可跟据客户要求进行调整) 编制单位:北京中投信德国际信息咨询有限公司 专 业 撰写节能评估报告资金申请报告项目建议书 商业计划书可行性研究报告
目录 第一章总论 (1) 1.1项目概要 (1) 1.1.1项目名称 (1) 1.1.2项目建设单位 (1) 1.1.3项目建设性质 (1) 1.1.4项目建设地点 (1) 1.1.5项目主管部门 (1) 1.1.6项目投资规模 (2) 1.1.7项目建设规模 (2) 1.1.8项目资金来源 (3) 1.1.9项目建设期限 (3) 1.2项目建设单位介绍 (3) 1.3编制依据 (3) 1.4编制原则 (4) 1.5研究范围 (5) 1.6主要经济技术指标 (5) 1.7综合评价 (6) 第二章项目背景及必要性可行性分析 (7) 2.1项目提出背景 (7) 2.2本次建设项目发起缘由 (7) 2.3项目建设必要性分析 (7) 2.3.1促进我国高精度铝板带产业快速发展的需要 (8) 2.3.2加快当地高新技术产业发展的重要举措 (8) 2.3.3满足我国的工业发展需求的需要 (8) 2.3.4符合现行产业政策及清洁生产要求 (8) 2.3.5提升企业竞争力水平,有助于企业长远战略发展的需要 (9) 2.3.6增加就业带动相关产业链发展的需要 (9) 2.3.7促进项目建设地经济发展进程的的需要 (10) 2.4项目可行性分析 (10) 2.4.1政策可行性 (10) 2.4.2市场可行性 (10) 2.4.3技术可行性 (11) 2.4.4管理可行性 (11) 2.4.5财务可行性 (11) 2.5高精度铝板带项目发展概况 (12)
高精度铝板带箔项目可行性研究报告(立项案例)
https://www.360docs.net/doc/616440051.html, 高精度铝板带箔项目可行性研究报告(用途:发改委甲级资质、立项、审批、备案、申请资金、节能评估等) 版权归属:中国项目工程咨询网 https://www.360docs.net/doc/616440051.html, 编制工程师:范兆文
https://www.360docs.net/doc/616440051.html,/ 【微信公众号】:中国项目工程咨询网或 xmkxxbg 《项目可行性研究报告》简称可研,是在制订生产、基建、科研计划的前期,通过全面的调查研究,分析论证某个建设或改造工程、某种科学研究、某项商务活动切实可行而提出的一种书面材料。 项目可行性研究报告主要是通过对项目的主要内容和配套条件,如市场需求、资源供应、建设规模、工艺路线、设备选型、环境影响、资金筹措、盈利能力等,从技术、经济、工程等方面进行调查研究和分析比较,并对项目建成以后可能取得的财务、经济效益及社会影响进行预测,从而提出该项目是否值得投资和如何进行建设的咨询意见,为项目决策提供依据的一种综合性的分析方法。可行性研究具有预见性、公正性、可靠性、科学性的特点。 《高精度铝板带箔项目可行性研究报告》主要是通过对高精度铝板带箔项目的主要内容和配套条件,如市场需求、资源供应、建设规模、工艺路线、设备选型、环境影响、资金筹措、盈利能力等,从技术、经济、工程等方面进行调查研究和分析比较,并对高精度铝板带箔项目建成以后可能取得的财务、经济效益及社会影响进行预测,从而提出该高精度铝板带箔项目是否值得投资和如何进行建设的咨询意见,为高精度铝板带箔项目决策提供依据的一种综合性的分析方法。可行性研究具有预见性、公正性、可靠性、科学性的特点。 《高精度铝板带箔项目可行性研究报告》是确定建设高精度铝板带箔项目前具有决定性意义的工作,是在投资决策之前,对拟建高精度铝板带箔项目进行全面技术经济分析论证的科学方法,在投资管理中,可行性研究是指对拟建高精度铝板带箔项目有关的自然、社会、经济、技术等进行调研、分析比较以及预测建成后的社会经济效益。 北京国宇祥国际经济信息咨询有限公司是一家专业编写可行性研究报告的投资咨询公司,我们拥有国家发展和改革委员会工程咨询资格、我单位编写的可行性报告以质量高、速度快、分析详细、财务预测准确、服务好而享有盛誉,已经累计完成6000多个项目可行性研究报告、项目申请报告、资金申请报告编写,可以出具如下行业工
铝合金轧制工艺
铝合金轧制工艺 一. 实验目的: 1.掌握板带轧机工作原理及设备操作过程。 2.学会轧制变形量的计算方法及安排道次变形量。 二. 轧制原理: 轧制法是应用最广泛的一种压力加工方法,轧制过程是靠旋转的轧辊及轧件之间形成的摩擦力将轧件拖进轧辊缝之间并使之产生压缩,发生塑性变形的过程,按金属塑性变形体积不变原理,通过轧制,轧件厚度变薄同时长度伸长,宽度变宽。见图1所示。 图1 轧制前后轧件厚度的减少成为绝对压下量,用△h 表示,△h =h 1-h 2绝对压下量与原厚度之比成为相对压下量,用ε表示,ε=△h /h 1×100%, 轧制时轧件的长度明显增加,轧后长度与轧前长度的比值称为延伸系数用λ表示, λ=l 1/l 2。由于轧带时轧件宽度变化不大,一般略而不计(Δb=b 2-b 1)。ε、Δh 和λ是考核变形大小的常用指标。 三. 实验内容:
使用两辊板带轧机轧制AlCu合金试件,试件铸态毛坯尺寸:120×15.00×7(mm)。经多道次轧制使熔铸台毛坯形成轧制态工件,轧制厚度由7mm轧至2mm,将其中一半轧件送到马弗炉时效处理,为下一实验做准备。 四.实验步骤: 1.根据轧机传动系统图和轧制原理图结合轧机了解板带轧机的组成,熟悉其结构和轧制机理。 2.润滑各运动部件,启动电源空车运转。 3.按总变形量分配道次压下量,并调整压下装置。 4.喂料轧制,按道次测量并记录相关数据。 5.轧制加工完成关闭电源,快速退回压下装置。 6.清理轧机和工作地点。 7.拟写实验报告。 五.实验装置: 图2 轧机基本结构 六.实验数据及处理:
七. 思考题: 1.试述齿轮座(分动箱)的作用? 齿轮箱位于辊与减速箱中间起连接传动作用,同时用它控制上下轧辊转速保 持一致 2.分析压下量与咬入角之间关系。 ]/)(1arccos[21D h h --=α 为轧辊直径为咬入角、即为压下量、其中D )( 21αh h - 根据实验原理的图示可知.
高精度铝板带项目
18万吨高精度铝板带项目 一、项目建设的必要性和依据 (一)市场分析 1、供需结构矛盾突出 近几年国内铝板带材生产与消费增长迅猛,但市场供需结构矛盾突出,主要表现是“普多精少、铸多热少”,即普通板带材供大于求,高精度板带材供不应求的矛盾;铸轧产品过多,热轧产品偏少的矛盾。 铝板带材按质量档次分,可分为高精度板带材和普通板带材,高精度板主要有制罐料、PS版基、铝箔坯料(双零铝箔坯料、电容器铝箔坯料)、幕墙板等;普板主要有单零铝箔坯料、铝塑管用带材、日用品板、家电板、箱式车用板等。 (1)普多精少 普板主要由铸轧和低档热轧供坯,其生产设备总产能约140万吨,总消费量为100万吨,设备闲置率达30%。 高精板主要由高档热轧机供坯,2000年消费量已达到35万吨,比1999年增加近5万吨,增长14%,预计未来十年内增长趋势不会变化,而国内年生产量不过10万吨,其余完全依赖进口,如制罐料、“三高”PS 版基、双零六铝箔毛料等产品90%需进口。高精板依赖进口的局面近五年不会彻底改变。 (2)铸多热少 “普多精少”矛盾产生的原因是设备结构的不合理而引起的。我国高水平的热轧机只有一台,目前满负荷生产最大产量为15万吨,15万吨的供坯能力只能满足自身冷轧机使用。国内现有引进和国产先进冷轧机的主机能力90万吨/年,设计能力72万吨/年,实际产量55万吨,大多数铝
加工厂均使用铸轧坯料。 由于加工工艺的不同,与铸轧产品相比,热轧产品具有组织均匀、深冲性能好、表面质量好、可轧多种合金等优点,几乎在所有的使用领域,热轧产品的使用性能均优于铸轧,在用户的心目中已达成共识,随着下游深加工设备的不断现代化以及产品质量意识的提高,越来越多的用户要求使用热轧产品,高精板更是需要热轧开坯。 工业发达国家冷轧带卷约85%是热轧,日本比例更大,铸轧带卷仅8%左右,这除了产品质量方面的原因,还有历史方面的原因。我国大中型热轧带卷坯的总生产能力约53.5万吨,占冷轧用坯料的26.1%,比工业发达国家的低得多。据专家预测,我国热轧带卷坯应占冷轧用坯料的50%。 2、国家产业政策支持高精板的生产 发展铝加工材紧缺品种。支持企业通过技术改造,发展高精铝带材,电子铝箔、亲水铝箔、大型型材和涂层板等,积极创造条件,建设一套热连轧铝板生产线;一般铝加工能力不再扩大,严格控制新建铝加工项目,限制铸轧能力的扩大。 综上所述,采用热轧供坯生产高精板带材是市场发展的必然,也是国家产业政策支持发展的方向,是一个很好的投资机会。 根据当前铝板带箔市场的状况,可将汽车用复合带箔、PS版基、铝箔毛料、建筑装饰板等产品产品作为项目的目标市场。 二、投资估算及资金来源 1、固定资产投资估算 固定资产投资78477万元(含外汇3700万美元),其中:建筑工程费8031万元,设备购置费50653万元,安装工程费3620万元,其他基本建设费用5753万元,建设期利息5070万元,工程预备费5350万元。 2、流动资金估算
我国铝板带材加工行业节能减排现状及措施_潘秋红
我国铝板带材加工行业节能减排现状及措施 潘秋红1,董则防2,王雷刚1 (1.江苏大学材料科学与工程学院,江苏镇江212016;2.镇江鼎胜铝业股份有限公司,江苏镇江212013) 摘要:近些年来,我国铝板带材加工业在节能减排方面已取得很大进步。然而我国铝板带产业发展很快,目前铝板带材的产能已居世界第二位,而且我国铝加工业能耗标准与国外先进水平相比存在较大差距,因此铝板带材加工业成为能耗大户之一,节能减排工作任重道远。在分析我国铝板带、箔材加工业节能减排现状的基础上,提出了铝板带、箔行业节能减排的主要措施。今后应提高电解铝液直接铸锭(或铸轧)的比例,采用先进的短流程生产工艺,调整热轧法与铸轧法的结构比例,采用先进熔炼炉、烧嘴,充分利用烟气余热,推广绿色熔铸技术,采用先进轧制设备和技术,淘汰落后产能和工艺等等。 关键词:铝板带;节能;减排 中图分类号:TG292文献标识码:B文章编号:1007-7235(2011)05-0017-04 Recent situation and measurement of energy-saving and carbon-emission reduction of aluminum strip and plate industry in China PAN Qiu-hong1,DONG Ze-fang2,WANG Lei-gang1 (1.School of Material Science and Engineering,Jiangsu University,Zhenjiang212813,China; 2.Dingsheng Aluminum Co.Ltd.,Zhenjiang212141,China) Abstract:Recently the aluminum plate and strip production industry has got a great pro-gress in the fields of energy saving and carbon-emission reduction in China.Our aluminum fabrication industry developed very fast,now its productivity has taken the second place in the world.But the energy consumption standard of our aluminum production industry falls behind comparing with foreign ones.The aluminum plate and strip production industry is one of the biggest energy consumption enterprises.So it has lots of work to do in the energy con-sumption and carbon emission field.According to the domestic aluminum strip and foil pro-duction situations,the energy saving and carbon emission reduction measures have been put forward.Such as increasing ratio of direct casting and continuous casting,adopting short production process flow,adjusting the ratio of hot rolling/continuous rolling,using advanced furnace and burner,utilizing the residual heat of the smoke fully,spreading“green”melting and casting technologies,adopting advanced rolling stands and technology,eliminating fall-behind productivity and technology. Key words:aluminum plate and strip;energy saving;carbon emission reduction 收稿日期:2010-12-05 基金项目:江苏省镇江市工业科技攻关(GY2008013) 第一作者简介:潘秋红(1970-),女,辽宁昌图人,讲师,硕士。
铝箔的轧制特点
在双张箔的生产中,铝箔的轧制分粗轧、中轧、精轧三个过程,从工艺的角度看,可以大体从轧制出口厚度上进行划分,一般的分法是出口厚度大于或等于0.05mm为粗轧,出口厚度在0.013~0.05之间为中轧,出口厚度小于0.013mm的单张成品和双合轧制的成品为精轧。粗轧与铝板带的轧制特点相似,厚度的控制主要依靠轧制力和后张力,粗轧加工率厚度很小,其轧制特点已完全不同于铝板带材的轧制,具有铝箔轧制的特殊性,其特点主要有以下几个方面: (1)铝板带轧制。要使铝板带变薄主要依靠轧制力,因此板厚自动控制方式是以恒辊缝为AGC主体的控制方式,即使轧制力变化,随时调整辊缝使辊缝保持一定值也能获得厚度一致的板带材。而铝箔轧制至中精轧,由于铝箔的厚度极薄,轧制时,增大轧制力,使轧辊产生弹性变形比被轧制材料产生塑性变形更容易些,轧辊的弹性压扁是不能忽视的,轧辊的弹轧压扁决定了铝箔轧制中,轧制力已起不到像轧板材那样的作用,铝箔轧制一般是在恒压力条件下的无辊缝轧制,调整铝箔厚度主要依靠调整后张力和轧速度。 (2)叠轧。对于厚度小于0.012mm(厚度大小与工作辊的直径有关)的极薄铝箔,由于轧辊的弹性压扁,用单张轧制的方法是非常困难的,因此采用双合轧制的方法,即把两张铝箔中间加上润滑油,然后合起来进行轧制的方法(也称叠轧)。叠轧不仅可以轧制出单张轧制不能生产的极薄铝箔,还可以减少断带次数,提高劳动生产率,采用此种工艺能批量生产出0.006mm~0.03mm的单面光铝箔。 (3)速度效应。铝箔轧制过程中,箔材厚度随轧制度的升度而变薄的现象称为速度效应。对于速度效应机理的解释尚有待于深入的研究,产生速度效应的原因一般认为有以下三个方面: 1)、工作辊和轧制材料之间摩擦状态发生变化,随着轧制速度的提高,润滑油的带入量增加,从而使轧辊和轧制材料之间的润滑状态发生变化。摩擦系数减小,油膜变厚,铝箔的厚度随之减薄。 2)、轧机本身的变化。采用圆柱形轴承的轧机,随着轧制速度的升高,辊颈会在轴承中浮起,因而使两根相互作用受载的轧辊将向相互靠紧的方向移动。 3)、材料被轧制变形时的加工软化。高速铝箔轧机的轧制速度很高,随着轧制速度的提高,轧制变形区的温度开高,据计算变形区的金属温度可以上升到200℃,相当于进行一次中间恢复退火,因而引起轧制材料的加工软化现象。
年产10万吨高精度铝及铝合金板带箔材生产线项目可行性实施报告
年产10万吨高精度铝及铝合金板带箔 材生产线项目 可行性研究报告 第一章总论
第一节项目名称及承办单位 一、项目名称 年产10万吨高精度铝及铝合金板带箔材生产线项目 二、承办单位 1、单位名称:某铝业有限公司 2、建设地点:##高唐开发区 三、可行性研究报告编制单位 工程技术有限公司 工程咨询资格等级: 工程咨询资格证书编号: 发证机关:国家发展和改革委员会 第二节编制原则 1、年产10万吨高精度铝及铝合金板带箔材生产线项目建成后,公司从事高精度铝材及铝合金板带箔材的生产和销售,财务独立核算。 2、根据建设单位和所在地区的实际情况,合理制定产品方案及工艺路线,设计上充分体现装置技术先进,操作安全稳妥,投资经济适度的原则。 3、结合企业现状,充分发挥企业现有公用工程的潜能,本着节省投资的原则,最大限度利用现有公用工程设施。
4、认真贯彻国家产业政策和企业节能设计规,努力做到合理利用能源和节约能源。采用先进工艺和高效设备,加强计量管理,提高装置自动化控制水平。 5、总图布置:根据拟建装置厂区的地理位置,地形、地势、气象、交通运输等条件及安全,保护环境、节约用地原则进行布置;同时遵循国家安全、消防等有关规。做到工艺流程顺直,物料管线短捷,公用工程设施集中布置,尽量靠近负荷中心,降低能耗,节省投资。 6、在环境保护、安全卫生及消防等方面,本着“三同时”原则,设计上充分考虑装置在上述各方面投资,使得环境保护、安全卫生及消防贯穿工程的安全过程。做到以新代劳,统一治理,安全生产,文明管理。 第三节编制依据 1.根据国家发改委国家产业结构调整意见(2006年)。 2.产业结构调整指导目录(2007年本)。 3.国家的相关政策、规定和规。 4.某铝业有限公司委托聊城市正信工程技术编制“某铝业有限公司年产10万吨高精度铝及铝合金板带箔材项目可行性研究报告”的技术咨询合同。 5.聊城市、高唐县《十一五全社会发展规划纲要》 6.某铝业有限公司提供的厂址、燃料动力价格、优惠政策等有
年产15万吨高精度铝板带箔项目可行性研究报告
年产15万吨高精度铝板带箔项目可 行性研究报告 目录 目录........................................................................................................................................ - 1 - 1 总论........................................................................................................................................ - 6 - 1.1 项目名称....................................................................................................................... - 6 - 1.2 筹建单位概况............................................................................................................... - 6 - 1.3 编制依据....................................................................................................................... - 7 - 1.4研究范围........................................................................................................................ - 7 - 1.5编制原则........................................................................................................................ - 7 - 1.6建设规模及产品方案.................................................................................................... - 8 - 1.7外部建设条件................................................................................................................ - 8 - 1.7.1厂址..................................................................................................................... - 8 - 1.7.2原材料供应及产品销售..................................................................................... - 8 - 1.8生产工艺及主要方案.................................................................................................... - 8 - 1.8.1主要生产设施..................................................................................................... - 8 - 1.8.2辅助生产与公用设施......................................................................................... - 9 - 1.9投资及经济效益.......................................................................................................... - 10 - 1.9.1固定资产投资................................................................................................... - 10 - 1.9.2流动资金........................................................................................................... - 10 - 1.9.3项目总投资....................................................................................................... - 11 - 1.9.4资金筹措........................................................................................................... - 11 - 1.9.5经济效益........................................................................................................... - 11 - 1.9.6综合评价........................................................................................................... - 11 - 2.1 铝加工产品的特性和主要用途................................................................................. - 13 - 2.2 铝加工产品市场供应现状......................................................................................... - 13 - 2.2.1 国际市场供应现状.......................................................................................... - 13 - 2.2.2 国内市场供应现状.......................................................................................... - 15 - 2.2.3 国内贸易.......................................................................................................... - 16 - 2.3 铝加工产品市场需求及预测..................................................................................... - 17 - 2.3.1产品市场状况................................................................................................... - 17 - 2.3.2目标产品市场分析........................................................................................... - 18 - 2.3.3区域市场........................................................................................................... - 25 - 2.3.4产品市场综述................................................................................................... - 25 - 2.4国内铝合金生产技术和设备状况.............................................................................. - 25 -
铜及铝板带轧制过程中轧机不稳定因素探讨示范文本
文件编号:RHD-QB-K3168 (安全管理范本系列) 编辑:XXXXXX 查核:XXXXXX 时间:XXXXXX 铜及铝板带轧制过程中轧机不稳定因素探讨示 范文本
铜及铝板带轧制过程中轧机不稳定 因素探讨示范文本 操作指导:该安全管理文件为日常单位或公司为保证的工作、生产能够安全稳定地有效运转而制定的,并由相关人员在办理业务或操作时进行更好的判断与管理。,其中条款可根据自己现实基础上调整,请仔细浏览后进行编辑与保存。 在铜及铝板带轧制过程中难免会发生不稳定现象,导致这种现象的原因较多,其问题主要集中在轧机上,从而对带材高精度生产造成严重影响。由于有色金属板的性能区别于钢铁的性能,因此对轧机的要求有所不同。本研究中,笔者对轧机轧制过程中不稳定现象从工艺、设备等的角度进行分析,以供同行工作者参考。 当前,随着科学技术的日益发展,在有色金属的加工技术中,对板带材精度和质量随之提出了更高的要求。为确保轧机轧制在板带轧制过程中的稳定
性,消除外扰因素很重要,只有认真发现铜及铝板带轧制过程中存在的一些问题,才能消除由于这些不稳定因素的发生导致产品质量出现问题的现象。 轧机系统稳定性受轧制材料的质量的影响 1.1轧制过程中发生辊颤与材料相关 采用铸轧坏料在铝粗轧机进行轧制的调试时,通常采用轧制速度及压下量等常规轧制工艺参数,整个轧机有时会发生颤动的现象,这使工艺参数的调整受到影响。出现这种现象主要是因铸轧坯料铸轧后表面氧化膜化厚,其主要因放置时间较长所致,材料表面性能及其内部组织在长时间后均会发生变化,使轧材与辊面的摩擦系统不断降低,再加上摩擦力与咬入力小较,而导致打滑的现象发生,而导致轧辊颤振。 1.2来料偏差不宜过大
高精铝板带箔项目可行性研究报告
高精铝板带箔项目可行性研究报告 xxx集团
摘要 本报告所涉及到的项目承办单位近几年来经营业绩指标,是以国家法 定的会计师事务所出具的《财务审计报告》为准,其数据的真实性和合法 性均由公司聘请的审计机构负责;公司财务部门相应人员负责提供近几年 来既成的财务信息,确保财务数据必须同时具备真实性和合法性,如有弄 虚作假等行为导致的后果,由公司财务部门相关人员承担直接法律责任; 报告编制人员只是根据报告内容所需,对相关数据承做物理性参照引用, 因此,不承担相应的法律责任。 该高精铝板带箔项目计划总投资13292.32万元,其中:固定资产投资10149.40万元,占项目总投资的76.36%;流动资金3142.92万元,占项目 总投资的23.64%。 达产年营业收入29699.00万元,总成本费用23522.98万元,税金及 附加255.69万元,利润总额6176.02万元,利税总额7283.57万元,税后 净利润4632.02万元,达产年纳税总额2651.56万元;达产年投资利润率46.46%,投资利税率54.80%,投资回报率34.85%,全部投资回收期4.37年,提供就业职位606个。 概论、项目基本情况、项目市场研究、项目建设规模、项目建设地分析、工程设计方案、项目工艺技术、清洁生产和环境保护、项目生产安全、风险防范措施、项目节能说明、项目进度方案、项目投资情况、项目经营 效益分析、项目评价等。
高精铝板带箔项目可行性研究报告目录 第一章概论 第二章项目承办单位基本情况 第三章项目基本情况 第四章项目建设地分析 第五章工程设计方案 第六章项目工艺技术 第七章清洁生产和环境保护 第八章风险防范措施 第九章项目节能说明 第十章实施进度及招标方案 第十一章人力资源 第十二章项目投资情况 第十三章项目经营效益分析 第十四章项目评价
铝材轧制过程中常见问题的解决方法
技术工作总结 ——铝材轧制过程中常见问题的解决方法 铝原料轧制过程中的质量控制技术对现行的的生产型企业来讲是十分重要的。我们现在所采用的原料轧制技术是沿用上世纪七十年代中期上海铝材厂传授下来的成熟的轧制技术(当时这种技术属国内比较先进的生产技术),从铝锭和角料进炉开始到成品铝带出厂,系列铝加工轧制技术均能够得到充分运用和发挥,通过三十多年来的生产实践和运用,在不更换现有生产设备的情况下,改良轧制过程中的工艺技术,发现和解决生产中常见问题十分关键。按照现时确定的轧制原料工工序,应包含熔炼、浇铸、热轧、冷通及精轧。 1熔炼方面 我公司所熔炼的原料是铝锭加角料,在原料的进炉前,我认为必须对角料进行检验,主要是检查角料中的包杂情况进行抽检,其次是对角料中是否含水份情况进行一一巡视,决不能向炉膛内投进一块含有水分的角料块,经过多年来的问题排查发现,角料含水是造成后道产品气泡等质量问题的原因之一。 实践中,我认识到在熔炼过程中,必须注意的是除气、排渣问题,如果除气、排渣处理不好,产品到了后道,或者成品到用
户以后,就会出现后续产品有气泡、亮点、白丝等诸多质量问题。我采用的解决的方法是通过空心管向铝液中吹入氮气,这样处理得比较好的话,气泡、亮点、白丝等质量问题就会消除。 为了提高出水率,在铝液达到一定温度后,继续向铝液中投放一定数量的角料块,在温度允许的前提下,角料会在铝液中迅速融化成铝液,既省时有省料,还没有烧损,是一个提高经济效益的好方法,但是,要重视的问题就是,同样要做好除气排渣的工作,否则会出现产品起皮现象。 熔炼方面按照技术要求去做,产品质量问题就会随之消灭。 2浇铸方面 铝液经过一定时间的静止后,就可以浇铸。此时的模具一定要经过安全检查,按照操作规程操作,将模具倾斜到一定角度,铝液慢慢的向模具内倒入,不可太快。太快易造成铝液中夹杂的气体不能排出,引起坯块密度小于2.7×103Kg/m3(结构疏松),其强度低于sb=80~100MPa,轧制后尤其是到了后续加工制品时会出现各种质量等问题。一次浇铸后的补缩要适时进行,在铸块没有硬化前将铝液倒入凹处填平,以确保坯料尺寸达到工艺单要求。 3热轧方面 铸块经过削去两边表层以后进轧机首道轧制,切不可使用温度过高的铸块坯料,因为热轧时会同时向轧制的坯料两边喷乳化油,以达到润滑辊面的效果,此时坯料如果温度过高,坯料进入轧辊时,由于上下两个平面并不是同时接触到等温、等量的乳化
全球主要的高精铝板带企业之一——阿雷利斯公司科布伦茨轧制厂
全球主要的高精铝板带企业之一——阿雷利斯公司科布伦茨轧制厂 王祝堂任柏峰,WangZhutangRenBaifeng 全球主要的高精铝板带企业之一 一一 阿雷利斯公司科布伦茨轧制厂Amainenterprisesforaluminumplatesofhighprecision'_______??-______.AlerisAlumin ium WalzprodukteGmbhInKoblenz 概况 Summary 德国科布伦茨(K0blenz)轧制厂(AleriS AluminiumwalzprodukteGmbH)属阿雷利斯 (Corus),板带产量约150kt/a,是一个名副其实的 高精铝板带轧制企业,生产的合金种类约l10个,主导 产品为热交换器用的复合热传输板带箔,航空航天板 带,汽车与船舶板材,工模具厚板,结构板材等等(图 1),材料的65%出口到其他欧洲国家(约占32%)与世 界各国(约占33%),见图2. 其它汽车 舰}7%4% 热交换器 t6% 分领域的销售份额 图1科布伦茨轧制厂产品结构示意图 除悠田以外的 其它欧州国家
35% 分地区的销售份额 图2科布伦茨轧制厂产品销售地区示意图 科布伦茨轧制厂是一个比较年青的工厂,成立 于1964年,原属美国凯撒集团(AmericanKaiser GrOuP),初期生产挤压材,稍后转为生产板带 材,1987年革荷兰霍哥文集团(DutchHoogovens GrouP)收购该厂,1999年霍哥文集团被英国钢铁 生产者一一科鲁斯集团公司(CorusGroupplc.) 并购,2006年以为阿雷利斯公司收购.现在,该公 司下辖三个企业,其他两个企业是:比利时杜菲尔(DUffe1)轧制厂,加拿大卡普-得?拉,马德里 (Cap-de-la-Madeleine)轧制厂. 科布伦茨轧制厂的质量管理体系与追求高品质 的经营理念在世界铝板带轧制行业中居前列,久负甚誉,成为国际航空航天材料的主要供应者之一,所生产的厚板更是享誉全球(图3). ≯I i鲮r蔷 . H0K0TOLWELDURALOIANlAL 图3科布伦茨轧制厂提供的模具合金及其厚度 科布伦茨轧制厂的生产,技术服务工艺与品质 保证,市场开拓,销售与管理员工约1300人,工厂不仅保证员工有一个安定长期的工作岗位,而且有一个安全,健康与环境友好的工作场所,大家都处于一个和谐的环境中.工厂的劳动生产率达120t/(人年).产 品品质年年有所改善,产量逐年有所上升,生产装备在不断地更新与改造.职工平均工龄在15qa以上.
彩涂铝板带行业分析
彩涂铝板带行业分析 目录 一、产品与产业链概述 (2) (一)产品概述 (2) (二)产业链概述 (3) (三)行业政策与相关标准 (5) 二、下游应用领域与市场规模预测 (6) (一)各下游应用领域的铝板带消费量 (6) (二)彩涂铝卷板市场规模 (8) (三)行业未来发展趋势 (8) 三、上游原材料领域对彩铝涂装行业的影响 (10) (一)铝锭、铝板带材供求与价格波动 (10) (二)氟碳涂料市场供应与价格波动 (11) 四、行业技术发展与预辊涂彩铝涂装技术 (12) (一)彩涂铝板带涂装工艺的发展 (12) (二)辊涂涂装工艺 (12) 五、行业特征与竞争状况 (16) (一)行业整体发展现状 (16) (二)主要竞争对手...............................................................................错误!未定义书签。 六、行业成功关键因素与进入壁垒分析 (17) (一)进入壁垒 (17) (二)行业关键成功要素 (18) (三)企业考察点 (18)
一、产品与产业链概述 (一)产品概述 彩涂铝板带是一种经过铝板带表面深加工处理后的产品,可以极大提高铝板带材的耐候性、抗腐蚀性,并且可以涂装为各种颜色,增加了铝材的装饰性能。是铝板带的深加工技术环节之一。 1.产品简介 ?铝板带是指以铝为主要原料,并且参杂其他合金元素制造出来的横断面呈矩 形,厚度均匀并大于0.20mm的轧制品。 ?以平直状外形交货的为板材,以卷状交货的为带材。 ?彩涂铝板(卷)是用特殊涂料对铝板带表面进行着色处理,因铝合金性能十 分稳定,不易被腐蚀,表层经特殊处理后(氟碳涂料)可以保证至少30年不 褪色,并且因涂料的不同有不同的功能。 2.产品分类: 彩涂铝板带按照图层涂料的不同一般分为两类,聚酯涂料涂装(PE)和氟碳涂料涂装(PVDF)。 氟碳涂料是以含氟树脂为主要成膜物的系列涂料的统称,它是在氟树脂基础上经过改性、加工而成的一种新型涂层材料,其主要特点是树脂中含有大量的F-C键,其键能为485KJ/mol在所有化学键中堪称第一。在受热、光(包括紫外线)的作用下,F-C难以断裂,因此显示出超长的耐候性及耐化学介质腐蚀,故其稳定性是所有树脂涂料中最好的。这就基本决定了它具有比一般其它类型涂层材质更为优异的使用性能,因此有“涂料王”之称。
铜及铝板带轧制过程中轧机不稳定因素探讨通用版
安全管理编号:YTO-FS-PD845 铜及铝板带轧制过程中轧机不稳定因 素探讨通用版 In The Production, The Safety And Health Of Workers, The Production And Labor Process And The Various Measures T aken And All Activities Engaged In The Management, So That The Normal Production Activities. 标准/ 权威/ 规范/ 实用 Authoritative And Practical Standards
铜及铝板带轧制过程中轧机不稳定 因素探讨通用版 使用提示:本安全管理文件可用于在生产中,对保障劳动者的安全健康和生产、劳动过程的正常进行而采取的各种措施和从事的一切活动实施管理,包含对生产、财物、环境的保护,最终使生产活动正常进行。文件下载后可定制修改,请根据实际需要进行调整和使用。 在铜及铝板带轧制过程中难免会发生不稳定现象,导致这种现象的原因较多,其问题主要集中在轧机上,从而对带材高精度生产造成严重影响。由于有色金属板的性能区别于钢铁的性能,因此对轧机的要求有所不同。本研究中,笔者对轧机轧制过程中不稳定现象从工艺、设备等的角度进行分析,以供同行工作者参考。 当前,随着科学技术的日益发展,在有色金属的加工技术中,对板带材精度和质量随之提出了更高的要求。为确保轧机轧制在板带轧制过程中的稳定性,消除外扰因素很重要,只有认真发现铜及铝板带轧制过程中存在的一些问题,才能消除由于这些不稳定因素的发生导致产品质量出现问题的现象。 轧机系统稳定性受轧制材料的质量的影响 1.1轧制过程中发生辊颤与材料相关 采用铸轧坏料在铝粗轧机进行轧制的调试时,通常采用轧制速度及压下量等常规轧制工艺参数,整个轧机有
年产15万吨高精铝合金板带箔及5万吨合金锭项目
OOOOOOOOOOOOOOOOOOOOOOO 年产15万吨高精铝合金板带箔及5万吨合金锭项目 可行性研究报告 OOOOOOOOOOOOOOOOOOO 二○一二年七月
目录 第一章总论4 1.1 项目概况4 1.2 可行性研究报告编制依据和X围6 1.3 项目建设的必要性6 1.3.1 铝加工工业发展趋势所需6 1.3. 2.区域产业经济发展所需7 1.3.3.铝制材料市场发展趋势所需8 1.4 项目建设的可行性8 1.3 结论和建议10 第二章市场分析与预测12 2.1 产品市场供应现状与预测12 2.2 产品市场需求现状与预测12 2.3 产品目标市场分析13 2.4 价格现状与预测14 2.5 市场竞争力分析14 2.6 市场风险16 第三章建设规模与产品方案18 3.1 建设规模18 3.2 建设内容18 3.3 产品方案18 第四章厂址选择20 4.1 厂址所在位置20 4.2建设条件20 第五章技术方案、设备方案和工程方案24 5.1 技术方案24 5.2 主要设备方案26 5.3 工程方案28 第六章主要原材料、燃料供应30 6.1 原辅材料供应30 6.2 燃料动力供应30 第七章总图运输与公用辅助工程31 7.1 总图布置原则31 7.2 场内外运输31 7.3 公用辅助工程32
第八章节能节水措施35 8.1 设计依据35 8.2 设计原则35 8.3 主要节能、节水措施35 第九章环境影响评价36 9.1 设计依据36 9.2 厂址环境条件37 9.3 项目建设和生产对环境的影响37 9.4 环境保护措施方案38 9.5 绿化40 9.6环境影响评价40 第十章劳动安全卫生与消防41 10.1 劳动安全卫生41 10.2 消防43 第十一章组织结构与人力资源管理44 11.1 项目法人组织机构44 11.2 项目管理45 11.3 人力资源配置45 第十二章项目实施进度46 12.1 建设期46 12.2 项目建设进度安排46 12.3 项目实施进度表48 第十三章招标方案49 13.1招标依据49 13.2 招标内容49 13.3招标要求50 第十四章投资估算与资金筹措51 14.1 投资估算依据和说明51 14.2 总投资估算52 14.3 资金筹措及使用计划54 14.4 借款还款计划55 第十五章财务估算与评价56 15.1 财务估算与评价的依据56 15.2 财务评价的基础数据与参数选取56 15.3营业收入、营业税金及附加、增值税金估算57 15.4 成本费用估算57 15.5 财务评价及指标计算58