发那科机器人报警处理(中文)

3 按下F2[RELEASE(释放)]以释放超行程轴。
4 按住shift键,按下警告清除按钮。
5按住shift键,按下微动键把工具沿超行程轴线微动到可移动的有效范围内。
从损坏的腕部警告复原(SERVO-006)
步骤: 1 按住SHIFT键,然后按下RESET键。
2 按住SHIFT键的同时,按下正确的微动键以把机器人移到其能被维修的位置。
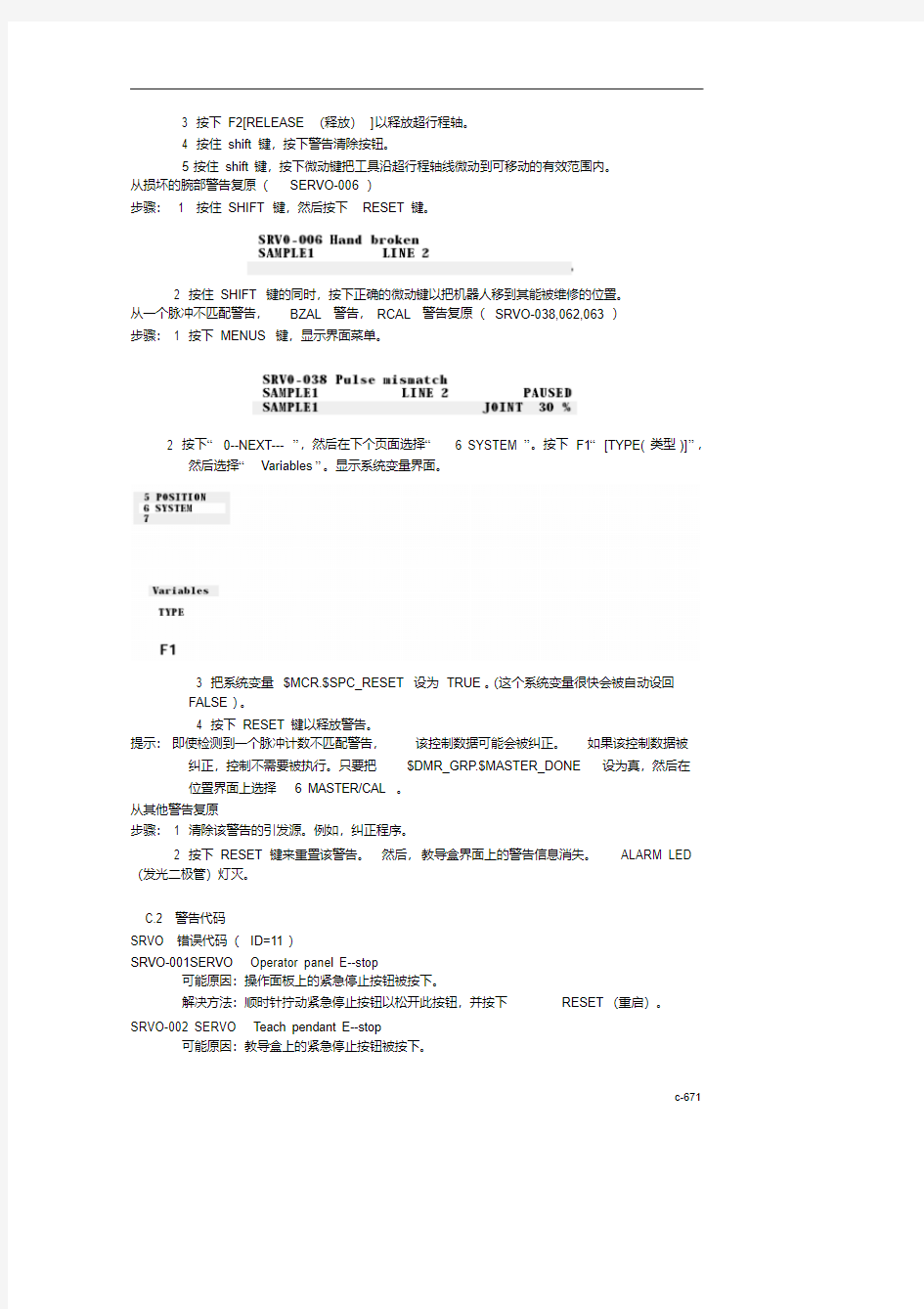
从一个脉冲不匹配警告,BZAL警告,RCAL警告复原(SRVO-038,062,063)
步骤:1 按下MENUS键,显示界面菜单。
2 按下“0--NEXT---”,然后在下个页面选择“ 6 SYSTEM”。按下F1“[TYPE(类型)]”,
然后选择“Variables”。显示系统变量界面。
3 把系统变量$MCR.$SPC_RESET设为TRUE。(这个系统变量很快会被自动设回
FALSE)。
4 按下RESET键以释放警告。
提示:即使检测到一个脉冲计数不匹配警告,该控制数据可能会被纠正。如果该控制数据被纠正,控制不需要被执行。只要把$DMR_GRP.$MASTER_DONE设为真,然后在
位置界面上选择 6 MASTER/CAL。
从其他警告复原
步骤:1 清除该警告的引发源。例如,纠正程序。
2 按下RESET键来重置该警告。然后,教导盒界面上的警告信息消失。ALARM LED (发光二极管)灯灭。
C.2 警告代码
SRVO 错误代码(ID=11)
SRVO-001SERVO Operator panel E--stop
可能原因:操作面板上的紧急停止按钮被按下。
解决方法:顺时针拧动紧急停止按钮以松开此按钮,并按下RESET(重启)。SRVO-002 SERVO Teach pendant E--stop
可能原因:教导盒上的紧急停止按钮被按下。
c-671
解决方法:松开教导盒上的紧急停止按钮。
SRVO-003 SERVO Deadman switch released
可能原因:当开启教导盒时没有按下特殊手持式开关按钮。
解决方法:按下特殊手持式开关按钮以开启机器人控制操作。
SRVO-004 SERVO Fence open
可能原因:在操作面板的电路板上的接线板上,在FENCE1和FENCE2信号间没有建立联系。当安全门连接上,保护门被打开。
解决方法:在FENCE1和FENCE2信号间建立联系,然后按下reset键。当安全门连接上后在开始工作前关闭此门。
SRVO-005 SERVO Robot overtravel
可能原因:轴线上的硬件研制开关被绊住了。通常,机器人的相对每根轴的移动是
不会超过最大行程的。然而,在机器人运输过程中,可能为了搬运,将
其设置为超行程状态。
解决方法: 1. 检测电力供应设备上的保险丝(F4)。如果被烧断,则更换保险丝。
2. 调用超行程松开界面[SYSTEM OT RELEASE]来松开超行程轴。
3. 按住shift键,同时按下警告松开按钮以松开警告。
4. 按住shift键和执行慢速进给,把超行程的轴移到允许移动的范围内。
5. 对于用B柜的模型,检查紧急制动控制电路板上的保险丝(F2),如
果被烧断,则更换保险丝。
6. 更换紧急制动控制电路板。
SRVO-006 SERVO Hand broken
可能原因:安全把手断开。如果没有找到断开的把手,那么,很有可能是机器人连
线信号HBK为“0”伏。
解决方法: 1. 检查电力供应设备上的保险丝(F4)。如果被烧断,则更换保险丝。
2. 按住shift键,同时按下警告松开按钮以松开警告。
3. 按住shift键,通过慢速进给把工具定位到工作区域。
a 更换安全把手
b 检查电线
SRVO-007 SERVO External emergency stops
可能原因:按下了外部紧急制动按钮。
在操作面板的电路板上的接线板上,在EMGIN1和EMGIN2信号间
没有建立联系。
解决方法:如果使用外部紧急制动,清除错误源并按RESET.
如果不使用外部紧急制动,检查EMGIN1和EMGIN2信号间的连线。SRVO-008 SERVO Brake fuse blown
可能原因: EMG印刷电路板上的刹闸保险丝烧断。
解决方法:更换保险丝。检查紧急制动控制印刷电路板上的LED(FALM)看保险丝是否烧断。
SRVO--009 SERVO Pneumatic pressure alarm
可能原因:气压警告表示有缺陷。如果气压警告没有被探测到,那么,可能是机器人
连接线的PPABN信号为“0”伏。
解决方法:如果气压警告没有被探测到,则查看电线。
SRVO--010 SERVO Belt broken
可能原因:机器人信号输入(RDI[7])带断裂
c-672
解决方法: 1. 如果发现是带断裂,则修理带,然后按reset键。
2. 如果发现带是正常的,机器人连接线上信号RDI[7]可能异常。查看电线。
3. 检查系统变量$PARAM_GROUP.$BELT_ENABLE.
SRVO--011 SERVO TP released while enabled
可能原因:操作面板上的教导盒开关在教导盒开启时被操作。
解决方法:重新连接教导盒线以继续操作。
SRVO--012 SERVO Power failure recovery
可能原因:正常电源启动(热启动)
解决方法:这只是个提示。不用特殊做些什么。
SRVO--013 SYSTEM Srvo module config changed
可能原因:电源重启(热启动)时,在轴控制印刷电路板上和多功能印刷电路板的DSP 模块中的配置文件被修改。
解决方法:用冷启动的方式启动电源。
SRVO--014 WARN Fan motor abnormal
可能原因:控制设备中的风扇马达异常。
解决方法:检查风扇马达和风扇马达连接线。如果有什么问题的话,及时更换。
SRVO--015 SERVO System over heat
可能原因:控制设备的温度超过标定值。
解决方法:1. 如果环境温度比标定温度(45摄氏度)高的话,改善通风以降低环境温
度到标定温度内。
2. 检查风扇是否工作正常。如果异常,检查风扇马达和风扇马达连接线。
如果有什么问题的话,及时更换。
3. 如果印刷电路板底板上的自动调温器坏了的话,更换底板元件。
SRVO--016 SERVO Cooling water volume drop
可能原因:冷凝水体积下降。
解决方法:咨询我们的客服代表。
SRVO--017 SERVO No robot internal mirror
可能原因:没有机器人内部镜面。
解决方法:咨询我们的客服代表。
SRVO--018 SERVO Brake abnormal
可能原因:刹闸电流超过标定值。
解决方法: 1.对于S-800和S-900型机器人,查看紧急制动控制印刷电路板上的保险丝
(F1).
2.检查刹闸电线。
3.更换放大器。
4.检查是否为100伏交流输入电压。如果检查到输入电压为90伏或更低,
查看电力输入供应电压。
SRVO--021 SERVO SRDY off (Group:%d Axis:%d)
可能原因:如果没有发现其他警告原因。HRDY为“ON/开”,SRDY为“OFF/关”。
(HRDY是指从主机送到伺服系统的信号,用来标定是否打开伺服放大
器的MCC。SRDY是指从伺服系统送回到主机的信号,用来显示伺服放
大器的MCC是否打开。一般来说,如果伺服放大器的MCC没有打开,
即使发出了让MMC打开的信号,还是会发出警告。如果伺服放大器发出
警告,则主机不会处理这个警告(SRDY为关)。因此,如果没有其他
c-673
错误发生时,这个警告表示MCC没有被打开)。
解决方法: 1.查看安全门是否打开。同时查看门开关。
2.查看伺服放大器上的交流电压是否为200伏交流电压。如果发现电压等于
或是低于170伏,查看电力输入供应电压。
3.更换紧急制动控制电路板。
4.更换电路板上的主控CPU。
5.检查连线,如果必要的话,更换之。
6.更换伺服放大器。
SRVO--022 SERVO SRDY on (Group:%d Axis:%d)
可能原因:当通过信号HRDY已经试图打开MCC时,SRDY已经为打开状态。(HRDY
是指从主机送到伺服系统的信号,用来标定是否打开伺服放大器的
MCC。SRDY是指从伺服系统送回到主机的信号,用来显示伺服放大器
的MCC是否打开。)
解决方法: 1. 更换紧急制动控制电路板。
2. 更换电路板上的主控CPU。
3. 检查连接伺服放大器和主控CPU电路板的线路。如果发现异常,则更换
线路。
4.更换伺服放大器。
SRVO--023 SERVO Stop error excess(Group:%d Axis:%d)
可能原因:当马达停止时,产生了一个过度伺服位置错误。
解决方法: 1. 检查所加负载是否超标。如果超标,降低负载。(如果加上了一个超标的负载,所用加速,减速的扭矩也会随之超过马达的最大扭矩。因此,很
可能是因为这个原因,导致系统发出上述警告)。
2. 检查应用在伺服放大器上的三相电压(200伏交流)间的相间电压。如
果发现其值等于或小于170伏交流,查看电力输入供应电压。(一个低于
标准的电压,如果加在伺服放大器上,会导致产生一个低于正常之的扭矩。
因此,很可能是因为这个原因,导致系统发出上述警告)。
3. 如果输入电压发现等于或是高于170伏交流电压,则更换伺服放大器。
4.更换马达。
SRVO--024 SERVO Move error excess(Group:%d Axis:%d)
可能原因:当机器人移动,伺服位置会超过之前标定的值
($PARAM_GROU.$MOVER_OFFSTor$PARAM_GROUR.$TRKERRL
IM),从而产生错误。例如,如果机器人的反馈速度不同于标定值时,会
发生这个错误。
解决方法:按之前项目描述的相同操作来执行。
SRVO--025 SERVO Motn dt overflow (Group:%d Axis:%d)
可能原因:命令输入值过大。
解决方法:执行冷启动:
1.关闭机器人。
2.在教导盒上,同时按住SHIFT和RESET键。
3.按住SHIFT和RESET键的同时,开启机器人。如果错误还未清除,则
用文档记录下引发错误的事件。
SRVO--026 WARNMotor speed limit(Group:%d Axis:%d)
可能原因:可能试图超过马达的最大额定转速($PARAM_GROUP.$MOT_SPD_LIM).可
c-674
能马达转速已到最大额定转速。
解决方法; 这只是个提示。然而,你应该试图消除这个错误,不要重复可能会导致这
个错误的环境条件。
SRVO--027 WARN Robot not mastered(Group:%d)
可能原因:试图执行校准,但控制尚未完成。
解决方法:从校准界面[6 SYSTEM CALIBRATION],执行控制。
SRVO--030 SERVO Brake on hold (Group:%d)
可能原因:当暂时停止警告功能开启时($SCR.$BRKHOLD_ENB设为“1”),如果发生了暂时停止,则会产生警告。当这个功能不被使用的时候,关闭这个功能。
解决方法:在总体项目设定界面[6 GENERAL SETTING ITEMS] 中关闭[TEMPRORARY STOP/SERVO OFF]。
SRVO--031 SERVO User servo alarm (Group:%d)
可能原因:产生了一个用户伺服警告。当系统变量$MCR_GRP[i].$SOFT_ALARM设为TRUE(真)时,会发出这个警告。只用KAREL用户可以使用这个变量。
解决方法:这只是一个提示。不需为此做什么额外的工作。
SRVO--033 WARN Robot not calibrated(Group:%d)
可能原因:试图为简单控制设定一个参考点。但是校准尚未完成。
解决方法:按下列步骤执行校准。
1.打开电源。
2.在校准界面[6SYSYTEM CALIBARTION]中执行[CALIBARTION]。SRVO--034 WARN Ref pos not set (Group:%d)
可能原因:试图执行简单控制,但所需的参考点尚未设立。
解决方法:在校准界面为执行简单控制设立一个参考点。
SRVO--035 WARN Joint speed limit(Group:%d Axis:%d)
可能原因:试图超过最大连接速度($PARAM_GROUP.$JNTVELLIM) ,连接速度已达到最大额定值。
解决方法:应用尽一切办法尽可能的消除这个错误。
SRVO--036 SERVO Inpos time over (Group:%d Axis:%d)
可能原因:进入位置监督时间($PARAM_GROUP.$INPOS_TIME) 已经用尽,但是进入位置状态($PARAM_GROUP.$STOPTOL)尚未建立。
解决方法:和警告SERVO-023一样处理。
SRVO--037 SERVO IMSTP input (Group:%d)
可能原因:外围设备输入/输出信号IMSTP,被使用。
解决方法:打开信号IMSTP。
SRVO--038 SERVO2 Pulse mismatch (Group:%d Axis:%d)
可能原因:检测到当电源开和电源关时,有一个不同的脉冲量。
解决方法:联系我们当地的客服中心。
SRVO--040 WARNMastered at mark pos(Group:%d)
可能原因:零位位置控制被做成了记号位置(而不是零位位置)。
解决方法:这不算是个警告。
SRVO--041 SERVO2 MOFAL alarm (Group:%d Axis:%d)
可能原因:命令标定的值过大。
解决方法:把引起出错的事件用文档记录下来,然后联系我们当地的客服中心。
SRVO--043 SERVO DCAL alarm(Group:%d Axis:%d)
c-675
发那科机器人报警处理(中文)
3 按下F2[RELEASE(释放)]以释放超行程轴。 4 按住shift键,按下警告清除按钮。 5按住shift键,按下微动键把工具沿超行程轴线微动到可移动的有效范围内。 从损坏的腕部警告复原(SERVO-006) 步骤: 1 按住SHIFT键,然后按下RESET键。 2 按住SHIFT键的同时,按下正确的微动键以把机器人移到其能被维修的位置。 从一个脉冲不匹配警告,BZAL警告,RCAL警告复原(SRVO-038,062,063) 步骤:1 按下MENUS键,显示界面菜单。 2 按下“0--NEXT---”,然后在下个页面选择“6 SYSTEM”。按下F1“[TYPE(类型)]”, 然后选择“Variables”。显示系统变量界面。 3 把系统变量$MCR.$SPC_RESET设为TRUE。(这个系统变量很快会被自动设回 FALSE)。 4 按下RESET键以释放警告。 提示:即使检测到一个脉冲计数不匹配警告,该控制数据可能会被纠正。如果该控制数据被纠正,控制不需要被执行。只要把$DMR_GRP.$MASTER_DONE设为真,然后在 位置界面上选择6 MASTER/CAL。 从其他警告复原 步骤:1 清除该警告的引发源。例如,纠正程序。 2 按下RESET键来重置该警告。然后,教导盒界面上的警告信息消失。ALARM LED (发光二极管)灯灭。 C.2 警告代码 SRVO 错误代码(ID=11) SRVO-001SERVO Operator panel E--stop 可能原因:操作面板上的紧急停止按钮被按下。 解决方法:顺时针拧动紧急停止按钮以松开此按钮,并按下RESET(重启)。SRVO-002 SERVO Teach pendant E--stop 可能原因:教导盒上的紧急停止按钮被按下。 c-671
FANUC机器人密码的解除方法
机器人密码的解除方法 一、对于IB控制柜: 方法1: 条件:有一台没有设置密码的相同型号的控制柜; 到未设置密码的另外一台控制器上面把SYSPASS.SV文件备份出来; 在要解除密码设置的机器上,按Prev+Next进入CONTRAL START模式,在该模式中 将上步在未设置密码的机器上备份出来的SYSPASS.SV文件导入。然后,退出CONTRAL START 模式进入一般操作模式即可。 方法2: 开机的同时按住Prev+Next,进入CONTRAL START模式,在此模式中进行所有文件的备份; 备份完毕后对机器人进行一次初始化启动; 将步骤1中备份下来的文件中的SYSPASS.SV文件删除,然后把剩下的所有文件还原回控制柜中; 如果出现SRVO-038报警,进行SRVO-038报警的消除步骤并做好MASTERING(可改参数或选择适当的方式做MASTERING)。 注意: 在设置密码的机器上,开机进入的是OPRATER权限的界面,默认是QUICK MENU,并且不能进行QUICK/FULL MENU的切换。 不能在一般模式下面进行备份,但可进入CONTRAL START模式中备份和还原。 在INTALL密码登陆后,不能进行密码的DISABLE 和ENABLE。 二、IC控制柜 方法1: 条件:在丢失密码前做过文件的备份; 1、将MC备份中的SYSPASS.SV文件删除掉,然后拷进CF卡中; 2、将机器进行一次初始化启动,然后将CF卡中的备份导入即可。 方法2: 条件:能找到INTALL密码。 通过INTALL密码登陆后,可选择下面任何一种方法来做: IB控制柜的方法1做; 重新设置密码; 按以下步骤解除密码: MENU--SETUP--F1 TYPE--NEXT--F3 DISABLE--F4 YES。 注意: 设置过密码后,开机进入的是OPERATER权限界面,但不会默认进入QUICK MENU。 OPERATER权限在CONTRAL START模式下面无法做备份/还原。 在INTALL密码登陆后,可进行密码的DISABLE和ENABLE。 1 / 1
发那科机器人SERVO-062故障维修
发那科机器人SERVO-062故障维修 FANUCF-200iB七轴点焊机器人在对控制器断电检修后,控制器通电运行时,发那科机器人发出伺服故障报警,报警故障代码为SERVO-062。对此故障代码进行复位操作:按MENUS→SYSTEM→F1,[TYPE]→找master/cal→F3,RES_PCA→F4,YES后,机器人仍然发出伺服故障。 根据发那科机器人维修SERVO-062的含义解释为SERVO BZAL,导致发那科机器人维修此故障的原因为脉冲编码器的绝对位置后备用电池尚未连接或者电池耗尽,机器人内的电池电缆断线所导致的。 详细介绍发那科机器人维修检测此次故障维修检测步骤: ①检查发那科机器人编码器上数据存储的电池是否有电或者已经损坏。编码器脉冲数据存储为4节普通1.5V的1号干电池,测量每节电池电压均小于1.4v,电压明显偏低,更换新的电池,再次对机器人维修故障进行复位,仍然发出servo-062故障。 ②检查控制器内伺服放大器控制板坏。测量伺服放大器LED“D7”上方的2个DC线路电压检测螺丝,如果DC链路电压>50V,可判断伺服放大器控制板异常。实际检测发现DC线路电压<50v,所以初步判断伺服放大器控制板处于正常状态。观察伺服放大器控制板上p5v、p3.3v、svemg、open的LED颜色,确认电源电压输出正常,没有外部紧急停止信号输入,与机器人主板通信也正常,排除伺服放大器控制板损坏故障原因。 ③检查是否因为线路损坏原因导致的。对机器人控制器与机器人本体的外部连线电缆RM1、RP1进行检查,RM1为机器人伺服电机电源、抱闸控制线,RP1为机器人伺服电机编码器信号以及控制电源、末端执行器、编码器上数据存储的电池等线路。拔掉插头RP1,测量端子5、6、18控制电源电压+5V、+24V均正常。再检查编码器上数据存储的电池线路,而机器人每个轴的伺服电机脉冲编码器控制端由1~10个端子组成,端子8、9、10为+5V电源,4、7为数据保持电池电源,5、6为反馈信号,3为接地,1、2空。先拔掉M1电机的脉冲控制插头M1P,测量端子4、7电压为0,同样的方法检查M2~M7电机全部为0,由此可以判断发那科机器人维修故障原因是因为编码器上数据存储的电池线路损坏。经查,发现正负电源双绞线的一端插头长期埋在积水中,线路已腐蚀严重。 更换新的线路后复位,对发那科机器人进行全轴零点复归“ZEROPOSTTTIONMASTER”,导入备份程序后恢复正常工作,故障解除。
津上fanuc加工中心va报警一览表
内容:在正面门打开的情况下,按了循环启动键。 处理:请把正面门关上再按循环启动按钮 PS:或者K参数K4.6 0改1 开着门也可以按启动按钮 内容:在左侧门打开的情况下,按了循环启动键。 处理:请把左侧门关上再按循环启动按钮 PS:或者K参数K4.7 0改1 开着门也可以按启动按钮 内容:气压不足,空压低下 处理 : 调节气压阀,增加气泵 PS:维修时,K参数K4.4 0改1 可屏蔽此报警,但不能执行换刀指令内容:水箱切削液液位过低 处理 : 1. 添加切削液,加到水箱水位2/3以上 2. 如果还是报警,请调节水箱上面的液位感应灯 3. K参数 K 4.5 0改1 可屏蔽此报警 内容:油路压力不足 处理 : 1. 检查用油是否太快,油管接头是否漏油 检查导轨油加油时间的频率是是否正常
(比如:一周添加一次) 2. 在没有漏油,加油频率正常的情况下 K参数 K13.2 0改1 可屏蔽此报警 内容:导轨油油箱液位不足 处理 : 请添加导轨油 PS:机床维修时 K参数K4.3 0改1 可屏蔽此报警 注意:正常加工时严禁屏蔽此参数,长时间屏蔽后会造成丝杆,轴承,线轨磨损加快很多。 PS:一般不会出现这个报警。 PS:出现这个报警,一般是水泵的热敏开关损坏,可对调开关做测试 PS:机床电柜右下角有两个电池盒,一个是脉冲编码器电池,一个是NC装置电池更换电池请把机床各轴回原点后再进行更换,防止机械原点丢失。 PS:出现M编码循环超时报警,它的意思是执行了这个指令,机床没有动作 1.G01 倍率开关在0的位置的时候,有些时候会出现这个报警。 2.一个程序段不能出现3个以上的M指令 内容:刀库位置异常 W轴机械坐标位置不对
发那科机器人零点复位
SRVO — 062 一, 消SRVO — 062报警(此时机器人完全不可以动)1)进入Master/Cal 界面; 步骤:MENU — 0 next — System — Type — Master/Cal,若无Master/Cal项, 则:MENU — 0 next — System — Type — Variables — 将$MASTER_ENB 改为1后在 MENU — 0 next — System — Type中会出现Master/Cal 项。 2)在Master/Cal 界面内按F3 RES_PCA 后,按YES 消除脉冲编码器报警; 3)关机。 二, 消SRVO — 075报警 1)开机(出现SRVO — 075报警),此时机器人关节可动; 2)使用TP点动机器人报警轴20度左右; 3)按REST ,消除SRVO — 075报警 三, 零点复位(Mastering) (一),Quick Mastering z Setting mastering data 在机器人正常使用时
1)进入Master/Cal界面 2)将机器人调整到Master Ref位置 3)选5 Set Quick Master Ref,按YES确定 z Quick Mastering 当机器人意外由于电气或软件故障而丢失零点后 1)进入Master/Cal界面 2)示教机器人到Master Ref位置 3)选3 Quick Mastering,按YES确定 4)选6 CALIBRATE,按YES确定 5)按F5,[ DONE ]。 注:在“Setting mastering data”和“Quick Mastering”两个过程之间不能有其他Mastering动作进行,否则其Mastering数据将会失效。 (二),SINGLE AXIS MASTER 1,进入Master/Cal 界面; 2,选择3 SINGLE AXIS MASTER,回车,进入SINGLE AXIS MASTER界面。 3,将报警轴(即需要Mastering的轴)的【SEL】项改为1; 4,示教机器人的报警轴到0度; 5,在报警轴的MSTR POS项输入轴的数据(一般是0); 6,按 F5 EXEC 则相应的【SEL】项由1 变成0 ,【ST】项由 0 变成2;
发那科机器人常见故障代码和故障处理方法
常用故障代码和故障排除方法 伺服 - 001操作面板紧急停止 SRVO- 001 Operator panel E-stop [现象]按下了操作箱/操作面板的紧急停止按扭。 SYST-067面板HSSB断线报警同时发生,或者配电盘上的LED(绿色)熄灭时,主板(JRS11)-配电盘(JRS11)之间的通信有异常,可能是因为电缆不良、配电盘不良、或主板不良。(注释) [对策1]解除操作箱/操作面板的紧急停止按扭。 [对策2]确认面板开关板(CRM51)和紧急停止按扭之间的电缆是否断线,如果断线,则更换电缆。 [对策3]如果在紧急停止解除状态下触点没有接好,则是紧急停止按扭的故障。逐一更换开关单元或操作面板。 [对策4]更换配电盘。 [对策5]更换连接配电盘(JRS11)和主板(JRS11)的电缆。 在采取对策6之前,完成控制单元的所有程序和设定内容的备份。 [对策6]更换配电盘。 (注释)SYST-067面板HSSB断线报警同时发生,或RDY LED熄灭时,有时会导致下面的报警等同时发生。(参阅示教操作盘的报警历史画面) 伺服-001操作面板紧急停止 伺服-004栅栏打开 サーボ-007外部紧急停止 伺服-204外部(SVEMG异常)紧急停止 伺服-213保险丝熔断(面板PCB) 伺服-280SVOFF输入 伺服 - 002示教操作盘紧急停止 SRVO- 002 Teach pendant E-stop [现象]按下了示教操作盘的紧急停止按扭。 [对策1]解除示教操作盘的紧急停止按扭。 [对策2]更换示教操作盘。 伺服 - 003紧急时自动停机开关 SRVO- 003 Deadman switch released [现象]在示教操作盘有效的状态下,尚未按下紧急时自动停机开关。 [对策1]按下紧急时自动停机开关并使机器人操作。 [对策2]更换示教操作盘。 伺服 - 021SRDY断开(组:i轴:j) SRVO- 021 SRDY off (Group:i Axis:j) [现象]当HRDY断开时,虽然没有其他发生报警的原因,SRDY处在断开状态。(所谓HRDY,就是主机相对于伺服发出接通还是断开伺服放大器的电磁接触器的信号。SRDY是伺服相对于主机发出伺服放大器是否已经停止的信号。
FANUC-机器人常用故障代码和故障排除方法
常用故障代码和故障排除方法 伺服 - 001操作面板紧急停止 SRVO- 001 Operator panel E-stop [现象]按下了操作箱/操作面板的紧急停止按扭。 SYST-067面板HSSB断线报警同时发生,或者配电盘上的LED(绿色)熄灭时,主板(JRS11)-配电盘(JRS11)之间的通信有异常,可能是因为电缆不良、配电盘不良、或主板不良。(注释) [对策1]解除操作箱/操作面板的紧急停止按扭。 [对策2]确认面板开关板(CRM51)和紧急停止按扭之间的电缆是否断线,如果断线,则更换电缆。 [对策3]如果在紧急停止解除状态下触点没有接好,则是紧急停止按扭的故障。逐一更换开关单元或操作面板。 [对策4]更换配电盘。 [对策5]更换连接配电盘(JRS11)和主板(JRS11)的电缆。 在采取对策6之前,完成控制单元的所有程序和设定内容的备份。 [对策6]更换配电盘。 (注释)SYST-067面板HSSB断线报警同时发生,或RDY LED熄灭时,有时会导致下面的报警等同时发生。(参阅示教操作盘的报警历史画面) 伺服-001操作面板紧急停止 伺服-004栅栏打开 サーボ-007外部紧急停止 伺服-204外部(SVEMG异常)紧急停止 伺服-213保险丝熔断(面板PCB) 伺服-280SVOFF输入 伺服 - 002示教操作盘紧急停止 SRVO- 002 Teach pendant E-stop [现象]按下了示教操作盘的紧急停止按扭。 [对策1]解除示教操作盘的紧急停止按扭。 [对策2]更换示教操作盘。 伺服 - 003紧急时自动停机开关 SRVO- 003 Deadman switch released [现象]在示教操作盘有效的状态下,尚未按下紧急时自动停机开关。 [对策1]按下紧急时自动停机开关并使机器人操作。 [对策2]更换示教操作盘。 伺服 - 021SRDY断开(组:i轴:j) SRVO- 021 SRDY off (Group:i Axis:j) [现象]当HRDY断开时,虽然没有其他发生报警的原因,SRDY处在断开状态。(所谓HRDY,就是主机相对于伺服发出接通还是断开伺服放大器的电磁接触器的信号。SRDY是伺服相对于主机发出伺服放大器是否已经停止的信号。
FANUC报警信息代码
C.警告代码 手册的这部分描述了警告代码,警告强度,可能的引起原因和措施。 j 附录目录 C.1 警告代码表的具体描述 C.2 警告代码 C.1 警告代码表的具体描述 其中:Alarm code表示警告代码;Message表示信息;Alarm severity 表示警告强度。 警告 在程序被校正或返回执行或当从外围单元输入一个紧急制动信号或是其他警告信号时失败则会引发警告。警告是用来提示操作员发生故障,使其为安全起见能中断处理。 提示:如果出现的警告编号不在这里给出代码内,请和FANUC机器人专家联系。 警告代码显示或指示 当引发了一个警告,在教导盒上的警告LED发光二极管会亮起,首先会在出现警告信息,然后会出现界面命令行。操作员可以通过查看LED和信息得知引发了哪个警告。 图C-1 警告显示
警告强度 如何操作程序或机器人直到程序或机器人停止取决于引发警告的原因的严重性。这个“严重性”被成为强度。警告强度级别如下所示: 表C-1 警告强度 活动警告界面只显示活动的警告。一旦该警告被警告清除信号输入清除,活动警告界面显示:“没有活动的警告”。 在上一条警告清除信号输入后,界面显示警告输出。当在警告历史纪录界面按下删除键(+shift),相应的警告会从活动警告界面里清除。 该界面显示警告的严重等级为PAUSE或更高。不会显示W ARN警告,NONE警告或重置。如果系统变量诸如$ER_NOHIS设置正确的话,一些PAUSE警告或是更严重的警告也可能不会被显示。 如果检测到了多个警告,该界面按检测到的顺序反向显示。
最大可以显示100行。 如果警告有错误发生代码,该代码会在警告显示行下显示出来。 图C-2显示活动警告界面和警告历史记录界面的操作流程。 其中:MENU key pressed, then 4ALARM selected表示:按下MENU(菜单)键,然后选择 4ALARM;Alarm key pressed表示:按下警告键;Automatically displayed when an alarm is output表示:当警告被输出会自动被显示;Active alarm screen displayed表示:显示活动警告界面;Alarm history screen displayed表示:显示警告历史记录界面。 自动警告显示函数 当检测到一个会导致系统停止(PAUSE或更严重的警告)的警告,自动警告界面显示函数会自动显示警告界面。这个函数可以使得操作员不用手动显示警告界面,也可以使得导致系统故障的原因被快速发现。 提示:显示要求被满足,即使在开始时检测到一个警告也会自动显示警告界面。自动警告显示被执行,不考虑启动的模式。 提示:当连接了CRT,检测到了一个警告,警告界面会在教导盒和CRT上同时出现。 自动警告界面显示所需条件如下所述: F 当自动警告界面显示函数的标记被设定了。 在系统设定界面,选择AUTO.DISPLAYOFALARMMENU以开启或关闭自动显示函数。该函数默认为关闭。为了使此改变生效,电源必须关闭,再重启。->参见章节3.18。 F 当为警告强度等级设定的警告菜单标记的Auto.display被设定了。 $ER_SEV_NOAUTO[]设置是否为每个警告强度等级开启或关闭自动警告界面显示。有几种警告强度等级。NONE和W ARN警告不会影响出现执行和机器人的操作,也不会触发自动警告显示。默认设置为,自动警告显示对PAUSE和更严重的警告有效。在 FALSE:自动警告界面显示被关闭。
FANUC系统常见报警中文对照及解决方法资料
FANUC系统常见报警中文对照及解决方法 1005 X AXIS INTERLOCK , INHIBIT MACHINE MOVING 产生状态及原因 X轴闭锁.禁止移动(没在交换台过程中,没在修调方式,台板1或2在伸出位 X轴锁住,不能移动 设D493=1进入修调方式.检查继电器,电磁阀,开关及线路 1006 Y AXIS INTERLOCK , INHIBIT MACHINE MOVING 产生状态及原因 机械手臂在主轴側 Y轴锁住,不能移动. 设D499=1进入修调方式.检查继电器,电磁阀,开关及线路 1007 Z AXIS INTERLOCK , INHIBIT MACHINE MOVING 产生状态及原因 机械手臂在主轴側 ZY轴锁住,不能移动. 设D499=1进入修调方式.检查继电器,电磁阀,开关及线路
1010 SPINDLE TOOL NOT CLAMP 产生状态及原因 主轴刀具未夹紧。 主轴不能旋转。 检查主轴刀具夹紧开关,确认动作正常后, 同时按下键和键,清除报警。 1011 SPINDLE TOOL NOT UNCLAMP 产生状态及原因 主轴刀具未松开。 主轴不能旋转。 检查主轴刀具松开开关,确认动作正常后, 同时按下键和键,清除报警。 1012 SPINDLE ORIENTAL NOT COMPLETE 产生状态及原因 主轴定向未完成(F45.7没输出)。 不能进行刀具交换。 检查主轴定向开关是否工作正常。 1013 M FUNCTION DID NOT COMPLETE 产生状态及原因 在执行M功能时,可能是某个M代码未执行完.程序加工不能正常进行. 检查是哪一个M功能未执行。
发那科机器人常见故障代码和故障处理方法.docx
常用故障代码和故障排除方法 伺服-001 操作面板紧急停止 SRVO-001 Operator panel E-stop [现象]按下了操作箱/操作面板的紧急停止按扭。 SYST-067 面板 HSSB 断线报警同时发生,或者配电盘上的 LED(绿色)熄灭时,主板( JRS11)-配电盘( JRS11)之间的通信有异常,可能是因为电缆不良、配电盘不良、或主板不良。( 注释 ) [对策 1]解除操作箱/操作面板的紧急停止按扭。 [对策 2]确认面板开关板( CRM51 )和紧急停止按扭之间的电缆是否断线,如果断线,则更换电缆。 [对策 3]如果在紧急停止解除状态下触点没有接好,则是紧急停止按扭的故障。逐一更换开关单元或操作面板。 [对策 4]更换配电盘。 [对策 5]更换连接配电盘(JRS11)和主板( JRS11)的电缆。 在采取对策 6 之前,完成控制单元的所有程序和设定内容的备份。 [对策 6]更换配电盘。 (注释) SYST-067 面板 HSSB 断线报警同时发生,或 RDY LED熄灭时,有时会导致下面的报警等同时发生。(参阅示教操作盘的报警历史画面) 伺服 -001操作面板紧急停止 伺服 -004栅栏打开 サーボ -007外部紧急停止 伺服 -204外部( SVEMG 异常)紧急停止 伺服 -213保险丝熔断(面板 PCB) 伺服 -280SVOFF 输入 伺服-002 示教操作盘紧急停止 SRVO-002 Teach pendant E-stop [现象]按下了示教操作盘的紧急停止按扭。 [对策 1]解除示教操作盘的紧急停止按扭。 [对策 2]更换示教操作盘。 伺服-003 紧急时自动停机开关 SRVO-003 Deadman switch released [现象]在示教操作盘有效的状态下,尚未按下紧急时自动停机开关。 [对策 1]按下紧急时自动停机开关并使机器人操作。 [对策 2]更换示教操作盘。 伺服-021 SRDY 断开(组: i 轴: j ) SRVO-021 SRDY off (Group:i Axis:j) [现象]当 HRDY 断开时,虽然没有其他发生报警的原因, SRDY 处在断开状态。 (所谓HRDY ,就是主机相对于伺服发出接通还是断开伺服放大器的电磁接触器的信号。SRDY 是伺服相对于主机发出伺服放大器是否已经停止的信号。
FANUC报警列表
FANUC报警列表(2) 三、编码器报警 1.3n0号报警 报警信息: “nth-axis origin reurn”,第n轴原点返回。 报警说明:第n轴机械参考点无效,应重新人工设定该轴的参考点。 2.3n1号报警 报警信息: “APC alarm:nth-axis communction”,APC(绝对脉冲编码器)报警:第n轴通讯错误。 报警说明:第n轴绝对编码器数据通信出错,数据传送失败。 3.3n2号报警 报警信息: “APC alarm:nth-axis over time”,APC(绝对脉冲编码器)报警: 第n轴超时。 报警说明: 绝对编码器数据传送超时。 4.3n3号报警 报警信息: “APC alarm:nth-axis framing”,APC(绝对脉冲编码器)报警:第n轴格式错。 报警说明:绝对编码器数据格式出错,数据传送失败。 5.3n4号报警 报警信息: “APC alarm:nth-axis parity”,APC(绝对脉冲编码器)报警:第n轴奇偶错误。 报警说明:绝对编码器数据奇偶性出错,数据传送失败。 6.3n5号报警 报警信息: “APC alarm:nth-axis:nth-axis pulse error”,APC(绝对脉冲编码器)报警:第n轴脉冲错误。 报警说明:绝对编码器脉冲数据丢失,绝对编码器(APC)故障。 7.3n6号报警 报警信息: “APC alarm:nth-axis battery voltage 0”,APC(绝对脉冲编码器)报警: 第n轴电池电压为0。 报警说明:绝对编码器无电池,数据不能保持。 8.3n7号报警 报警信息: “APC alarm:nth-axis battery low 1”,APC(绝对脉冲编码器)报警:第n轴(编码器)电池电压降低到级别1。 报警说明:绝对编码器电池电压下降,必须更换电池。 9.3n8号报警 报警信息: “APC alarm:nth-axis battery low2”,APC(绝对脉冲编码器)报警:第n轴(编码器) 电池电压降低到级别2。 报警说明:绝对编码器电池电压下降,必须更换电池(包括电源关闭)。 10.3n9号报警 报警信息: “SPC alarm:nth axis pulse coder”,SPC (串行脉冲编码器)报警:第n轴脉冲编码器故障。 报警说明:轴脉冲编码器错误。 四、伺服系统报警 1.400号报警 报警信息: “SERVO ALARM:1,2th axis overload”,伺服报警:第1、第2轴过载。 报警说明:伺服电机或伺服放大器过热。 2.401号报警 报警信息: “SERVO ALARM:1,2th axis VRDY off”,伺服报警:第1、第2轴VRDY 信号关断。 报警说明:伺服放大器模块准备好信号(VRDY)断开(伺服放大器故障)。 3.402号报警 报警信息: “SERVO ALARM:3,4th axis overload”,伺服报警:第3、第4轴过载。
FANUC报警信息代码之欧阳歌谷创作
C.警告代码 欧阳歌谷(2021.02.01) 手册的这部分描述了警告代码,警告强度,可能的引起原因和措施。 j 附录目录 C.1 警告代码表的具体描述 C.2 警告代码 C.1 警告代码表的具体描述 其中:Alarm code表示警告代码;Message表示信息;Alarm severity 表示警告强度。 警告 在程序被校正或返回执行或当从外围单元输入一个紧急制动信号或是其他警告信号时失败则会引发警告。警告是用来提示操作员
发生故障,使其为安全起见能中断处理。 提示:如果出现的警告编号不在这里给出代码内,请和FANUC 机器人专家联系。 警告代码显示或指示 当引发了一个警告,在教导盒上的警告LED发光二极管会亮起,首先会在出现警告信息,然后会出现界面命令行。操作员可以通过查看LED和信息得知引发了哪个警告。 图C-1 警告显示 警告强度 如何操作程序或机器人直到程序或机器人停止取决于引发警告的原因的严重性。这个“严重性”被成为强度。警告强度级别如下所示: 表C-1 警告强度
活动警告界面 活动警告界面只显示活动的警告。一旦该警告被警告清除信号输入清除,活动警告界面显示:“没有活动的警告”。 在上一条警告清除信号输入后,界面显示警告输出。当在警告历史纪录界面按下删除键(+shift),相应的警告会从活动警告界面里清除。 该界面显示警告的严重等级为PAUSE或更高。不会显示WARN 警告,NONE警告或重置。如果系统变量诸如$ER_NOHIS设置正确的话,一些PAUSE警告或是更严重的警告也可能不会被显示。 如果检测到了多个警告,该界面按检测到的顺序反向显示。 最大可以显示100行。 如果警告有错误发生代码,该代码会在警告显示行下显示出来。图C-2显示活动警告界面和警告历史记录界面的操作流程。 其中:MENU key pressed, then 4ALARM selected表示:按下MENU(菜单)键,然后选择4ALARM;Alarm key pressed表示:按下警告键;Automatically displayed when an alarm is output表示:当警告被输出会自动被显示;Active alarm screen displayed表示:显示活动警告界面;Alarm history screen displayed表示:显示警告历史记录界面。
FANUC机器人原点位置异常处理办法
关于matering的相关报警及处理方法 1.pluse mismatch(A:*;G:*) 出现该报警的原因为脉冲编码器内数据与机器人控制器内数据不一致. 以下为几种可能产生该报警情况: 一)机器人关机后由于外力作用是机器人某些轴移动,开机后该轴会产生该报警. 二)将不是当前机器人的mastering数据文件导入当前机器人中. 三)将机器人机械部分连接到其他控制器上. 四)其它未知原因. 对于第一种情况,即控制器内Mastering数据正确的前题下,更改系统变量 $MCR.$SPC_RESET FLASE----TRUE-----FLASE $DMR_GRP.$MASTER_DONE FLASE----TRUE POWER Off/ON 对于后面两只情况,由于控制器内mastering数据改变,需要重新输入正确的mastering数据(可以参照Data Sheet),然后再更改系统变量. 如果没有正确的mastering数据,则需要Zero Position Master来完成. 2.Bzal Alarm(A:*;G:*) 产生此报警的原因为编码器内SRAM数据丢失. 以下为可能产生此报警的情况 一)机器人机械部电池掉电; 二)连接编码器电缆拔出. 处理方法: 进入Master/Cal画面,按下RES_PCA,清除报警. Power Off/ON 开机后出现pulse not established(A:*;G:*) 3. pulse not established(A:*;G:*) 产生此报警原因为编码器SDRAM数据丢失后,编码器零位脉冲没有建立. 处理方法: 将该轴运动,角度大于20°,脉冲计数大于53000,使编码器能够建立零位脉冲. 此时需要作单轴或者Zero Position Mastering,对于该轴原来的Mastering Data已经没有意义.
FANUC常见报警的解释88567
第一章常见报警的解释 1.1 368报警(串行数据错误) 上图中368报警以及相关编码器报警的原因有: (1)电机后面的编码器有问题,如果客户的加工环境很差,有时会有切削液或液压油浸入编码器中导致编码器故障。 (2)编码器的反馈电缆有问题,电缆两侧的插头没有插好。由于机床在移动过程中,坦克链会带动反馈电缆一起动,这样就会造成反馈电缆被挤压或磨损而损坏,从而导 致系统报警。尤其是偶然的编码器方面的报警,很大可能是反馈电缆磨损所致。(3)伺服放大器的控制侧电路板损坏。 解决方案: (1)把此电机上的编码器跟其他电机上的同型号编码器进行互换,如果互换后故障转移说明编码器本身已经损坏。 (2)把伺服放大器跟其同型号的放大器互换,如果互换后故障转移说明放大器有故障。(3)更换编码器的反馈电缆,注意有的时候反馈电缆损坏后会造成编码器或放大器烧坏,所以最好先确认反馈电缆是否正常。 1.2 电源模块PSM控制板内风扇故障443,610
上图报警是电源模块控制板内风扇损坏导致的报警(使用αi电源模块时),报警时电源模块PSM的LED显示“2”,主轴放大器SPM的LED显示“59”。 拆下电源模块控制板后,风扇位置如下图所示: 1.3 主轴放大器SPM内冷风扇故障 此故障没有画面报警信息,但是有上图的“FAN”在闪烁,此现象表明主轴放大器SPM的内冷风扇出现了故障。 1.4 伺服放大器SVM内冷风扇报警608,444
上图中的报警表示伺服放大器SVM的内冷风扇出现了故障(Z轴和A轴同时出现报警是因为Z轴和A轴是同一个放大器控制的)。上图中的报警出现时对应的伺服放大器上的LED 显示“1”。 1.5 主轴放大器和伺服放大器的内冷风扇位置 上图中: (1)主轴放大器内冷风扇的安装位置 (2)伺服放大器内冷风扇的安装位置 (3)主轴放大器的型号A06B-6111-H XXX#H550(后面带#H***的都是主轴放大器)(4)伺服放大器的型号A06-6114-HXXX 注: (1)不同型号的主轴放大器和伺服放大器对应的风扇的型号也不一样,请参考附录。(2)导致放大器侧风扇故障的原因主要是因为客户现场工作环境较差,致使风扇上粘有油污,使风扇转动时的阻力加大甚至粘住风扇叶片从而导致风扇线圈烧坏。所以在日常维护过程中要注意保持机床电气柜的密封和清洁。 1.6 主轴传感器的报警9073(串行主轴错误)
FANUC-0系统报警代码表
FANUC-0系统报警代码表 1. 程序报警(P/S报警) 报警号报警内容 000 修改后须断电才能生效的参数,参数修改完毕后应该断电。 001 TH报警,外设输入的程序格式错误。 002 TV报警,外设输入的程序格式错误。 003 输入的数据超过了最大允许输入的值。参考编程部分的有关内容。 004 程序段的第一个字符不是地址,而是一个数字或“-”。 005 一个地址后面跟着的不是数字,而是另外一个地址或程序段结束符。 006 符号“-”使用错误(“-”出现在一个不允许有负值的地址后面,或连续出现了两个“-”)。 007 小数点“. ”使用错误。 009 一个字符出现在不能够使用该字符的位置。 010 指令了一个不能用的G代码。 011 一个切削进给没有被给出进给率。 014 程序中出现了同步进给指令(本机床没有该功能)。 015 企图使四个轴同时运动。 020 圆弧插补中,起始点和终点到圆心的距离的差大于876号参数指定的数值。 021 圆弧插补中,指令了不在圆弧插补平面内的轴的运动。 029 H指定的偏置号中的刀具补偿值太大。 030 使用刀具长度补偿或半径补偿时,H指定的刀具补偿号中的刀具补偿值太大。033 编程了一个刀具半径补偿中不能出现的交点。 034 圆弧插补出现在刀具半径补偿的起始或取消的程序段。 037 企图在刀具半径补偿模态下使用G17、G18或G19改变平面选择。 038 由于在刀具半径补偿模态下,圆弧的起点或终点和圆心重合,因此将产生过切削的情况。 041 刀具半径补偿时将产生过切削的情况。 043 指令了一个无效的T代码。 044 固定循环模态下使用G27、G28或G30指令。 046 G30指令中P地址被赋与了一个无效的值(对于本机床只能是2)。 051 自动切角或自动圆角程序段后出现了不可能实现的运动。 052 自动切角或自动圆角程序段后的程序段不是G01指令。 053 自动切角或自动圆角程序段中,符号“,”后面的地址不是C或R。 055 自动切角或自动圆角程序段中,运动距离小于C或R的值。 060 在顺序号搜索时,指令的顺序号没有找到。 070 程序存储器满。 071 被搜索的地址没有找到,或程序搜索时,没有找到指定的程序号。 072 程序存储器中程序的数量满。 073 输入新程序时企图使用已经存在的程序号。 074 程序号不是1~9999之间的整数。 076 子程序调用指令M98中没有地址P。 077 子程序嵌套超过三重。 078 M98或M99中指令的程序号或顺序号不存在。
fanuc系统报警
T WORD ERROR (T 码错误) LOW OIL LEVEL (油位低) SPINPLE FAULT (主轴故障) SPINDLE ALARM (主轴报警) EXTERNAL EMG STOP (急停按钮被按下) AC NOT READY(交流盘未准备好) SPINPLE LUBE FAULT (主轴润滑故障) T CODE ERROR (T代码出错,非法T代码) M CODE ERROR (M代码出错,非法M代码) SERVO NOT READY(伺服未准备好) NC NOT READY(NC没准备好) TURRET FAULT (转塔故障) TURRET LIMIT (转塔限位) DC 24V OPEN (直流24断开) +24V NOT READY(+24V没准备好) GRAR DRIFT (档位漂移) PLEASE AXIS RETURN HOME(轴未回零) PLEASE DRUM RETURN HOME(刀库未回零)AIRPRESSFAILURE(气压故障) UNCL TOOL FALL(松刀失败) AIR PRESSURE DROP (压缩空气压力过低) CLAMP TOOL FALL(夹刀失败) DRUM NOT PARKED(刀库未在原值) X ZERO POINT NOT REACHED (X 轴未回零) Y ZERO POINT NOT REACHED (Y轴未回零) Z ZERO POINT NOT REACHED (Z 轴未回零) 4TH ZERO POINT NOT REACHED (第4轴未回零) X AXIS OVERTRA VL(X轴超限) Y AXIS OVERTRA VL (Y轴超限) Z AXIS OVERTRA VL (Z轴超限) COUNTER SWITCH REEOR (计数开关故障) MASTERT RANSFER OVER TEMP (主变压器过热) Z AXIS NOT A T FIRST REF POSITION (Z轴未在第一参考点)SPINDLE ORIENTA TION FALLURE (主轴定向失败) TOOL DESENT OR TOOL DA TA REEOR (刀具数据错误)PLEASE UNLOAD THE TOOL ON SPRINELK (请卸下主轴上的刀)PLEASE LOAD TOOL ON APINDLE (请装上主轴上的刀) A AXIS UNCLAMP FAIL (A轴松开失败) A AXIS CLAMP FAIL (A轴夹紧失败) DRUM OUT TO APRONDLEIS FALL (刀库摆向换刀位失败) MG SWING OVERLOAD(刀库摆动过载) DRUM BACK PARK IS FALL (刀库摆回原始位失败) TURRENT MOTOR1 OVERLOAD (刀库移动电机过载)COOLANT MOTOR OVERLOAD (冷却泵过载)
三例FANUC 机器人控制系统故障分析及排除方法
三例FANUC 机器人控制系统故障分析及排除方法。 关键词:FANUC机器人故障分析排除 例1 FANUCF-200iB七轴点焊机器人控制器断电检修后,对控制器送电,机器人报伺服故障,故障代码为SERVO-062。对此故障代码进行复位:按MENUS→SYSTEM→F1,[TYPE]→找master/cal→F3,RES_PCA→F4,YES后,机器人仍然报伺服故障。 故障代码SERVO-062的解释为SERVOBZALalarm(Group:%dAxis:%d),故障可能原因:①机器人编码器上数据存储的电池无电或者已经损坏。编码器脉冲数据存储为4节普通1.5V 的1号干电池,测量每节电池电压,均<1.4V,电压明显偏低,于是更换新电池,再次对故障进行复位,仍然报SERVO-062故障。②控制器内伺服放大器控制板坏。测量伺服放大器LED“D7”上方的2个DC链路电压检测螺丝,如果DC链路电压>50V,可判断伺服放大器控制板异常。实测发现DC链路电压<50V,所以初步判断伺服放大器控制板处于正常状态。观察伺服放大器控制板上P5V、P3.3V、SVEMG、OPEN的LED颜色, 确认电源电压输出正常,没有外部紧急停止信号输入,与机器人主板通信也正常,排除伺服放大器控制板损坏。③线路损坏。对机器人控制器与机器人本体的外部连线电缆RM1、RP1进行检查,RM1为机器人伺服电机电源、抱闸控制线,RP1为机器人伺服电机编码器信号以及控制电源、末端执行器、编码器上数据存储的电池等线路。拔掉插头RP1,测量端子5、6、18控制电源电压+5V、+24V均正常。再检查编码器上数据存储的电池线路,而机器人每个轴的伺服电机脉冲编码器控制端由1~10个端子组成,端子8、9、10为+5V电源,4、7为数据保持电池电源,5、6为反馈信号,3为接地,1、2空。先拔掉M1电机的脉冲控制插头M1P,测量端子4、7电压为0,同样的方法检查M2~M7电机全部为0,由此可以判断编码器上数据存储的电池线路损坏。经查,发现正负电源双绞线的一端插头长期埋在积水中,线路已腐蚀严重。 更换线路后复位,对机器人进行全轴零点复归“ZEROPOSITIONMASTER”,导入备份程序后恢复正常,故障排除。 例2 FANUCR-2000iB/210F点焊机器人在生产第一辆白车身时,出现所有的焊点整体偏移,后续生产情况类似,无任何故障报警。 根据故障现象,大致可以排除伺服部分故障,故障可能原因:①机器人本体或机器人焊钳机械变形或偏移。按照维修经验,先检查机器人本体及机器人焊钳机械部分,未发现异常。②人为篡改PNS0010程序或导入错误的PNS0010程序。通过机器人示教器查看PNS0010程序的修改日期,发现PNS0010程序未被修改。导入最新的PNS0010程序后,故障现象依旧存在。③机器人工具坐标变动。按以下步骤对机器人进行初始化并导入系统备份程序:断开控制器电源,打开控制器电源同时按住示教器上的F1及F5功能键→3→1→MENUS→插入MC存储卡→4,variable s→72,对机器人进行命名,确保机器人名称和MC存储卡中存储系统备份程序的文件夹名称一致→MENUS→5,file→F4,[RESTOR]→5,allofabove→F4,[YES]→按FCTN功能键→1,START(COLD),故障现象消失。 对机器人进行初始化并导入系统备份程序,冷启动后再次示教,故障排除。 例3 FANUCR-2000iB/165F六轴点焊机器人工作过程中出现J4臂自动下滑现象,机器人报伺服故障,故障代码为SERVO-023,代码解释为:SERVOStoperrorexcess(Group:%1 Axis:%4),当电机停止时,产生一个过度伺服位置错误。 将机器人停止在任意位置时,机器人J4轴都有自动下滑现象,其他5轴均正常,确认属于机器人J4轴故障。 由于J1~J6轴减速器刚换过油,故障原因可能是机器人伺服电机密封磨损,电机内进油导
FANUC报警内容
故障代码解释及应对措施 1)SRVO–001 SVAL1 Operator panel E–stop 解释:按下在操作员面板或是操作箱上的紧急停止按钮。如果SYST-067(面板HSSB断开连接)警报也同时发生,或是如果在面板上LED指示灯(绿色)关闭不发光,主板(JRS15)和面板(JRS15)通讯异常。主板和面板电路板之间的电缆连接可能松动。或者,电缆,面板电路板或是主板可能有故障。注意: 如果LED指示灯是关闭不发光的,下面的警报也会产生。 SRVO–001 Operator panel E–stop. SRVO–004 Fence open. SRVO–007 External emergency stop. SRVO–199 Control stop. SRVO–204 External (SVEMG abnormal) E–stop. SRVO–213 Fuse blown (Panel PCB). SRVO–277 Panel E–stop (SVEMG abnormal). SRVO–280 SVOFF input 检查显示在示教盒上显示的警报历史。 (措施1):释放在操作员面板或是操作员箱上被按下的紧急停止按钮。 (措施2):确认操面板电路板(CRT16)和急停按钮之间的连接电缆,如果有裸线,则替换电缆。 (措施3):确认连接面板电路板(CRS20或CRS1)和示教盘之间的连接电缆,如果有裸线,则替换电缆。 (措施4):当紧急停止按钮在释放的位置,检查接线端和开关的连接情况,如果没有连通,则是急停按钮的故障。替换开关或操作面板。 (措施5):替换示教盘。 (措施6):替换面板电路板。 注意: 在执行措施7前,完成整个控制器的备份来保存所有程序和设置内容。(措施7):替换主板。 注释:与SRVO-213同时发生时,可能是因为保险丝已经熔断。采取与SRVO-213相同的处理措施。