打螺丝作业培训
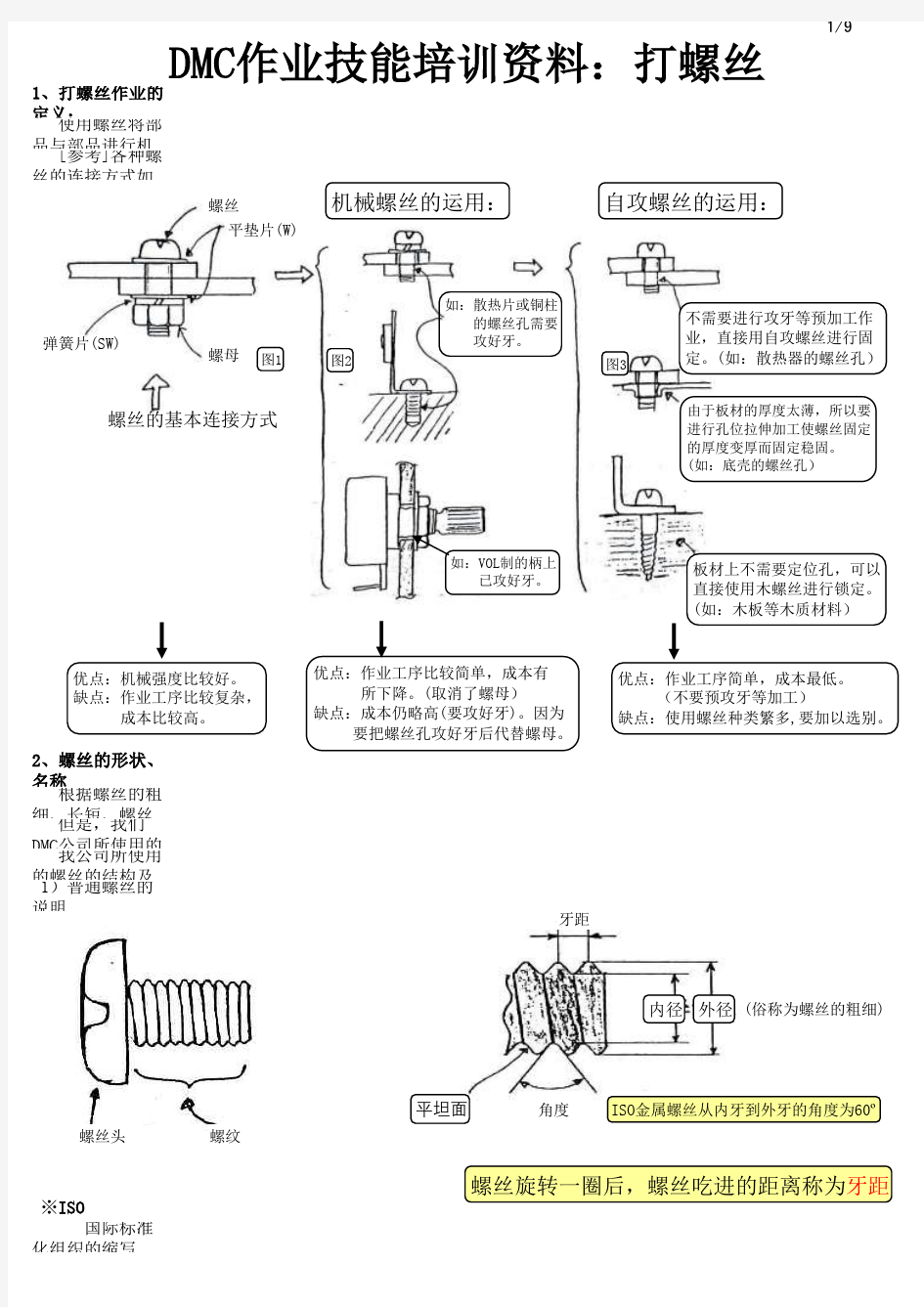

1、打螺丝作业的定义:
使用螺丝将部品与部品进行机 [参考]各种螺丝的连接方式如
2、螺丝的形状、名称
根据螺丝的粗细、长短、螺丝 但是,我们DMC公司所使用的 我公司所使用的螺丝的结构及 1)普通螺丝的说明
※ISO
国际标准化组织的缩写
DMC作业技能培训资料:打螺丝
牙距
(俗称为螺丝的粗细)
平坦面
角度螺丝旋转一圈后,螺丝吃进的距离称为牙距
ISO 金属螺丝从内牙到外牙的角度为60o
螺丝平垫片(W)
螺母
螺丝的基本连接方式
弹簧片(SW)
机械螺丝的运用:
优点:机械强度比较好。缺点:作业工序比较复杂,
成本比较高。
不需要进行攻牙等预加工作业,直接用自攻螺丝进行固定。(如:散热器的螺丝孔)
由于板材的厚度太薄,所以要进行孔位拉伸加工使螺丝固定的厚度变厚而固定稳固。(如:底壳的螺丝孔)
板材上不需要定位孔,可以直接使用木螺丝进行锁定。(如:木板等木质材料)
螺丝头
螺纹
内径外径自攻螺丝的运用:
如:VOL 制的柄上
已攻好牙。
如:散热片或铜柱
的螺丝孔需要攻好牙。
图1
图2
图3
优点:作业工序比较简单,成本有
所下降。(取消了螺母)
缺点:成本仍略高(要攻好牙)。因为
要把螺丝孔攻好牙后代替螺母。
优点:作业工序简单,成本最低。
(不要预攻牙等加工)
缺点:使用螺丝种类繁多,要加以选别。
2)螺丝的种类和名称的代码说
例如: 备注:螺丝的直径和长度单位一 ※1: P 类型:
①螺丝滑牙对策②螺丝牙距较大。 ※2: S 类型:
①自攻时没有粉末②有机械螺丝的特
3、打螺丝的原
理
螺丝是利用斜面的原理:使用很小移动所需要的力要远远大于斜面滑动远远小于垂直的时候。这样的话斜面公式:W x sinθ=螺丝固定旋转的力
转换成螺丝来说,在固定W部品的力度要大,相反的在取出时,螺丝
名称③槽型④头形
⑤类型⑥特点使用于
特征圆平底锅盘
十字螺丝
R P FF F O T
B FB
金属上
塑胶上
木材上
自攻螺丝型:螺丝孔处不要攻牙
平头
圆盘状大圆带圆平头
WS (攻木螺丝)
TS (自攻螺丝)S (机械螺丝)
*螺丝表面电镀材料的识别*一般颜色:亚铅电镀(MFZnC)
黑色:黑色亚铅电镀(MFZnB )金属光泽:镍电镀
大圆
全牙头型
平头型
(A)
(P)
(S)
(1)
(2)
(粗牙)-->牙距宽
(细牙)-->牙距窄
(尖尾)
(开口)
※ISO螺丝※在螺丝头上有圆点记号
机械螺丝型:螺丝孔处需要攻牙
金属上金属上木材上
C
[无印]
一字螺丝
②长度①直径长度长度
长度长度长度长度
长度长度
直径直径直径
直径
直径
直径
直径直径C B
TS
⑤螺丝③螺丝④螺丝①螺丝直径
②螺丝
长度
⑥螺丝※2
※1
金属上
4、打螺丝的扭
力度
螺丝的打入
的圈次与打螺丝
的扭力度的关系
如下图所示:
A,
在厚板材上用自
B,
在薄板上使用自
攻螺丝
C,
使用机械螺丝,
(物料上的螺丝
孔要攻牙)
上图中螺丝开
始固定时的曲
力度后,螺丝
的牙会损坏或者
材料的不同,
一般T F是在 T
在实际的作业
过程中要进行严单位:kg ?cm
螺丝的种类被固定的材料
金属
塑胶
木材自攻粗牙螺丝自攻细牙螺丝攻木螺丝以作业指导书指示为基准
各种螺丝的固定后
的力度变化点曲线
←螺丝固定力度T MAX
T F
自攻螺丝
侧面图例
机械螺丝
侧面图例
4/9※扭力度一般指
的是转动力的大
5、打螺丝的工
具
手批的手
柄分为木
2)风批风批是通
过气体压*现在DMC
内部没有
[优点]动力:气压
▲比电批的耐久性好转动数:低速1400~5500RPM
▲成本低气压:4~
5kg/cm2
扭力度、使用螺丝范围
[缺点]
▼必须要有动力
源(空压机)
有使用场所限定。 ※风批的结构
·固定螺母 外 观 · 特 征
种类
1)手动工具
·固定十字螺丝
·固定一字螺丝
批头
手柄
H 4mm
5.5mm
7mm
8mm M2 M3 M4 M5
批头直径与螺丝直径的关系
固定一字螺丝用的工具,俗称为一字批。
固定螺母用的工具,俗称为套筒。H:内径表示两边
H:表示两平行边的尺寸
机种US-3.5A US-4使用螺丝扭力度
M3~M4
M4~M5
7~20kg.cm
12~35kg.cm
主体正反转换旋钮
气阀开关柄
风管
M1.4~M2.6
M2~M2.6
M3~M5
M6~M8
2
3
1
NO. 0
批头的种类和叫法与手批相同固定十字螺丝用的工具,俗称为十字批。
▼使用风批时噪音大及附近 所
以必须要 都会受到风吹的影响
弹簧的颜
色:红--强
▼扭力度设定麻烦3)电批
电批打螺丝指的是我们公司使用的电现将一般所使用的
[优点]
▲扭力度设定简单▲没有使用场所限定,只 要有AC220V的电源就行。▲噪音较小
动力:AC 220V
注:电批的批头与风批的批头相同
转动数:低速700-1000RPM 高速
2000~3000RPM [缺点]
扭力度、使用螺丝说明(在
▼会产生电动噪音▼碳刷磨损需更换
▼成本比较高
※电批的扭力度设定较简 设定范围大,必须设定※DMC内部使用的普通电批手
4)其它扳手
※根据电批的型号不同SW 的颜色不同
高速高速
型号·手握部颜色使用螺丝扭力度813 (橙色)823 (红色)812 (灰色)
822 (黄色)814 (白色)M2.6~M4M2.6~M4M2.6~M3M2.6~M3
M3.5~M54~18kg.cm 12~30kg.cm 2.5~7.5kg.cm 2.5~7.5kg.cm
4~18kg.cm 调整扭力度的转
扭力度的刻度
电刷正反转换SW
扭力度的刻度碳刷
调整扭力度的转批头
耳筒插、音量钮的螺母固定时使用
比较大的螺母,使用螺丝批固定不了时使用刻度盘的关系
刻度表盘
6/9
套筒
六角批
6 基本作业方法(如右图) 1)将被安装的部
品放平稳,
2)把螺丝头的槽型对应好批头的 3)将电批移至部品螺丝孔的正上 4)用左手按住被安装部品,防止 5)批头对准部品的螺丝孔插入 6)将电批稍微用力向下压时,电 *按风批的气阀开关柄(风批)* 7)必须在批头转动停止后,再可 没打到位或螺丝头损伤。※螺丝批的握法
7 作业要点
1)因为扭力度会根据螺丝的直 特别要注意的是功率三极管 2)必须使用与螺丝头的槽型相 3)弹簧垫片、红胶、双重(两 4)针对易变形的材质或螺丝头 5)以下两种情况要特别注意电 ①.金属部品的螺丝孔的深度 ②.塑胶物料的螺丝孔的深度 6)固定正方体4角的螺丝时,必 7)打铁质螺丝时,可先将批头 8)当材质为塑胶时,请选用低
手批风批电批
用食指按正反转换SW
使用食指和中指操作风批的气阀开关柄进行打螺丝作业。
可先用拇指、食指和中指转动手批,最后再用手腕整体转动手批来锁紧螺丝。
固定六角孔螺丝
耳筒插、音量钮的螺母固定时使用
用手掌和别外三个手指握住风批。
用手掌和别外四个手指握住风批。
9)磨损的批头为不良品,不可继 10)要定期对电批、风批上标明 11)创造舒适的作业姿势,电批 12)定期对电批、风批上标明的
8 风批、电批的点检
1)风批的点检 ▲批头转动时确认有无异 ▲是否定期补充了润滑油 ▲批头转动时有无偏心振动 ▲扭力度是否按照指示设定 ▲风管与风批的接触部位有
7)电批的点检 ▲批头转动时确认有无异音 ▲批头转动时有无偏心振动 ▲扭力度的设定是否正确, ▲电源线、插头有无破损 ▲测量电批的外壳的绝缘阻 ▲碳刷有无严重磨损的问题
正反转换旋钮
风管
开关
批头
主体
电刷
正反转换SW
扭力度的刻度盘
调整扭力度的转轮
批头
现象
(1)批头滑开螺丝头碰到产品
10.刮花产品11.安装位置不良12.功率三极管与散热铁之间的绝缘阻抗不良
(1)云母绝缘片或绝缘胶粒忘记安装(2)设定的扭力度力太大。(3)有铁屑等异物
(1)作业者确认失误6.平垫片和弹簧垫片的安装位置错误
7.螺丝歪斜
(1)螺丝批放斜。
(2)螺丝孔倾斜。8.螺丝太短
(3)螺丝的长度偏短。
(2)使用了多余的垫片、弹簧片4.螺丝头断
(1)设定的扭力度力太大。
(2)螺丝本身不良
5.垫片、弹簧垫、螺母等部品漏装/漏打
③进行表面确认后再作业
2.螺丝头损伤
(1)批头的与螺丝的槽型不吻合(2)批头严重磨损。
(3)握住电批向下压力度偏小。(4)螺丝批放斜。
(5)设定的扭力度力太大。3.没打到位
(1)设定的扭力度力偏小。(2)螺丝用错。(3)螺丝斜装。
(4)螺丝孔的深度太深。(5)临时忘记徹底固定到位。①批头与螺丝的槽型不吻合。②批头磨损而与螺丝的槽型不吻合。③电批没有与螺丝孔的方向保持垂直。④螺丝批没有握紧。
①作业注意
②根据作业指导书重新确认扭力度。①作业注意
③使确认螺丝的长度。②作业注意9.螺纹裂
(1)使用的螺丝不合格。
(2)螺丝批放斜。
(3)螺丝牙的角度过大,螺丝混用
①使用合格的螺丝。
②注意电批应与螺丝孔的方向保持垂直。③理解ISO螺丝的标记和特征。③注意电批应与螺丝孔的方向保持垂直。④确认螺丝孔的深度和螺丝的长度。①注意电批应与螺丝孔的方向保持垂直。①作业注意:
②理解使用垫片、弹簧片的理由
①作业注意
②确认螺丝孔。(1)作业者确认失误
(1)作业者确认失误
③批头转动停止后,再松手把电批退出。④注意电批应与螺丝孔的方向保持垂直。⑤根据作业指导书重新确认扭力度。①根据作业指导书重新确认扭力度。⑤作业注意、确认。
①根据作业指导书重新确认扭力度。
②确认螺丝的质量。③使用指定的螺丝。
①根据作业指导书重新确认扭力度。②根据螺丝的螺纹进行检讨板厚尺寸。③使用指定的螺丝。
④螺丝本身不良,更换不良的螺丝。①选择与槽型相吻合的批头。②更换新的批头
1.滑牙
原因
(1)设定的扭力度力太大。
(2)板材的厚度太薄。(3)螺丝用错。(4)螺丝的螺纹断裂。图例
打 螺 丝 作 业 不 良 及 对 策
对策
断裂
间隙
散热铁之间的绝缘
(4)散热铁有批峰④批峰确认