数字显示切纸机作业指导书

东莞聚保手袋有限公司
数字显示切纸机作业指导书
文件编号 JB-SC-SOP-002
文件名称 数字显示切纸机作业指导书
厂 别 聚保 版 次 A 部门/车间 生产部
页 次
1/3
1.0目的:
1.1、为使切纸机操作人员更好地操作裁纸机并保证个人操作安全,提高生产品质,降低不良率。
2.0范围:
2.1、适用于本司切纸机的操作人员。
3.0定义: (无)
4.0职责:
4.1、切纸机长接到生产指令后去准备相关物料,依生产工单进行有序的生产。
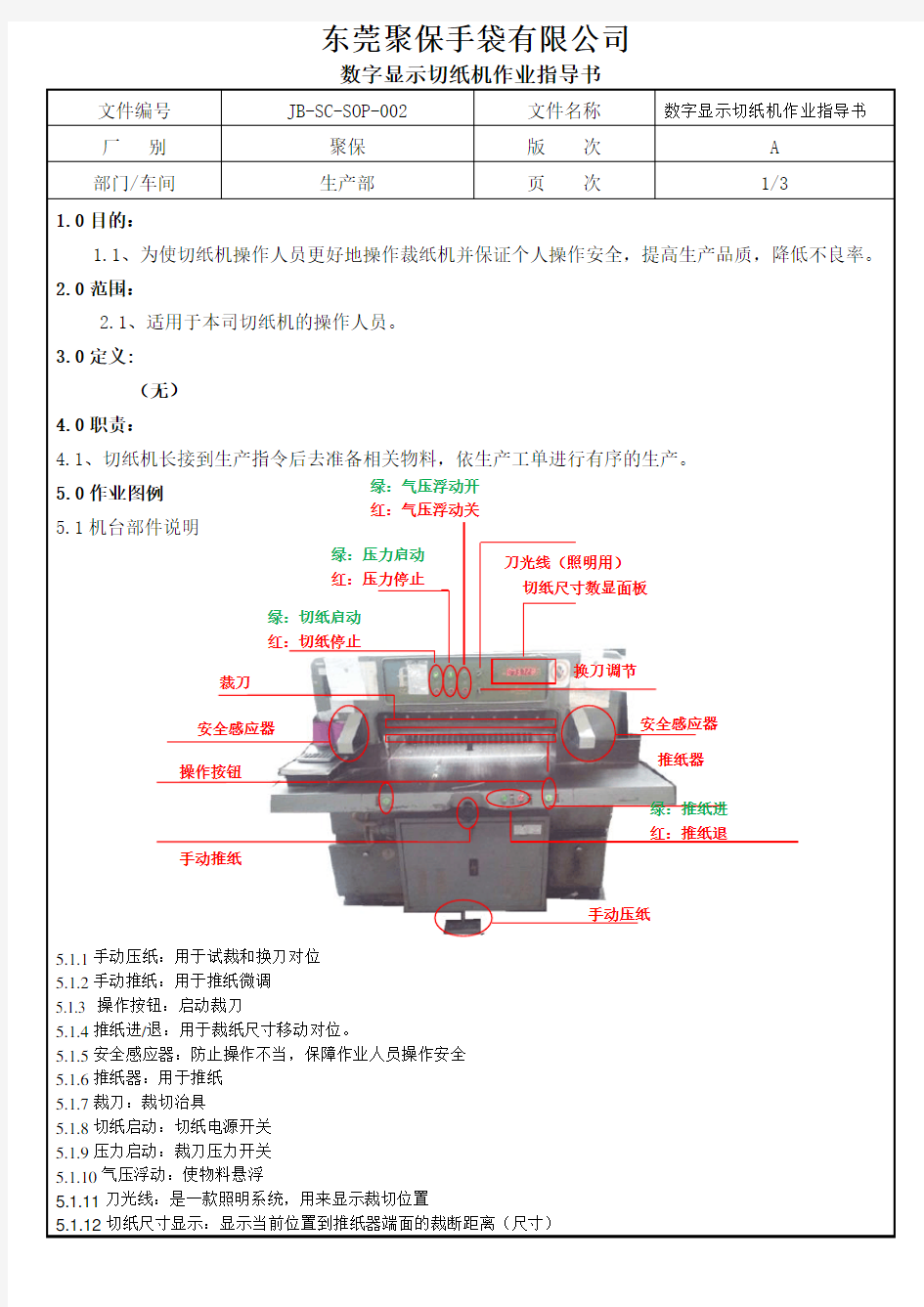
5.0作业图例 5.1机台部件说明
5.1.1手动压纸:用于试裁和换刀对位 5.1.2手动推纸:用于推纸微调 5.1.3 操作按钮:启动裁刀
5.1.4推纸进/退:用于裁纸尺寸移动对位。
5.1.5安全感应器:防止操作不当,保障作业人员操作安全 5.1.6推纸器:用于推纸 5.1.7裁刀:裁切治具
5.1.8切纸启动:切纸电源开关 5.1.9压力启动:裁刀压力开关 5.1.10气压浮动:使物料悬浮
5.1.11刀光线:是一款照明系统,用来显示裁切位置
5.1.12切纸尺寸显示:显示当前位置到推纸器端面的裁断距离(尺寸)
安全感应器 安全感应器 切纸尺寸数显面板 手动压纸 绿:切纸启动 红:切纸停止 绿:压力启动 红:压力停止
绿:气压浮动开 红:气压浮动关
刀光线(照明用) 裁刀
推纸器 换刀调节
操作按钮
绿:推纸进 红:推纸退 手动推纸
5.1.13换刀调节:换置刀具按钮
6.0作业内容:
6.1、每天上班工作前对机器进行相关的保养维护,检查机器的安全防护开关是否正常,经确定无误后再正式生
产工作。
6.2、机长依部门主管的生产指令去领取相关的物料。
6.3、依照生产工单,进行正常生产,注意在开纸张类材料时要先核对材料的材质、数量、尺寸都是否和工单相
配,材料表面有无斑点,四周有无烂边等等。如果切PP、PVC、或PET料时要戴布手套,防止用手模过后
材料表面不上墨,切时都要进行首件检验,(根据客户需求调节裁断尺寸)裁断试切几张核对尺寸是否正确,观察所裁切的纸边有无爆边等各种不良现象,在搬动材料时不可将材料折弯或摩擦到有痕迹,以防止在印
刷时有不良现象发生。在切半成品时一定要查看印刷油墨是否已经干透、切前压纸器的压力要设置正确,
防止压纸器压力过大而压花半成品。
6.4、每生产完一单后及时填写《生产日报表》并且在生产日报表上签名填写上数量,将挂好标示卡的产品放到
指定的放置地
6.5、工作完后关掉机器电源,清理机器上零乱的碎纸屑,打扫地面卫生OK后方可下班。
6.6、作业图例:
○1切纸启动压力启动○3放置物料在裁断平台上
○2调节裁断尺寸(尺寸按生产工单调节)
○4双手同时按住操作按钮启动裁刀○
5裁切完成
7.0注意事项:
7.1 裁刀设定时,一定要先放松设定手枪,使设定杆接触到裁断点控制开关,否则裁刀设定开关转至NO时,无法产生设定的动作。
7.2工作时裁刀尽量置于上压板之中央位置,以免造成机械纸单边磨损,影响其使用寿命。
7.3 更换新裁刀,如高度不一样时,应按设定方法,重新设定。
7.4裁断动作时,双手请离开裁刀或斩板,严禁用手去支撑刀模来裁断,以免造成伤害。
7.5操作人员如需暂时离开工位时,必须关掉电源开关。以免他人因操作不当从而引发事故。
7.6禁止单手操作机台或两人同时操作
7.7工作完毕,做好“人走机停”并保持工作环境5S
8.0日常点检和保养
8.1定期检查机箱内润滑系统正常运行。
8.2设备要保持清洁,良好的散热。
8.3检查电源接头是否正常
8.4油泵、油杯及各油孔加油
PS:以上保养事项:保养频率:/天/次
9.0相关记录
9.1《设备日常点检记录表》
批准审核制作版次内容描述日期
张官杰 A 新制定2015-5-19
切纸机说明书 原稿
目录 前言 (2) 安全注意事项 (3) 第一章简介 (8) 一、开箱检查 (8) 二、性能特点 (8) 三、控制部件功能 (9) 第二章基本操作与调节 (10) 一、操作面板 (10) 二、操作说明 (13) 三、位置校正 (14) 四、推纸器调节 (15) 五、切刀调整 (15) 六、刀条调整 (16) 第三章润滑和维护保养 (17) 一、润滑 (17) 二、维修保养 (17) 第四章一般故障与排除 (18)
前言 感谢您选择了智能系列切纸机。我们将把的最优秀产品和最完善的服务提供给您。智能系列切纸机是我公司总结原有老产品的经验,同时吸收了国内外同类产品的优点新研发的机型。它采用集成电路控制、全系列电子保护功能、机械结构的先压后切、稳定的圆周传动机构及整体机架结构。从根本上解决了小型切纸机控制灵敏度差、使用不方便和裁切精度保持性、稳定性差等缺陷。 为了满足不同客户的需求,智能系列分为:450Z型精密切纸机、450T型精密数控切纸机、480-60A型精密切纸机、480-60V型精密数控切纸机。该系列产品使用操作方便、电子保护、安全可靠、效率高、造型美观。220V电源供电,可解决无动力电源的困难,完全适应中小型印刷企业及文印、办公等单位裁切纸张、书刊、图书、文件、档案等或其它非金属材料的裁切。是您必备的裁切产品! 2
安全注意事项 为了避免发生意外事故和意外伤害,请按照相关标准允许专业操作工使用本机(禁止儿童或非专业操作人员操作、严禁将手放入压纸器下、严禁多人同时操作、严禁将磁性物品靠近本机),请您在使用和维护时务必要注意以下安全事项: 电源 请您按照说明正确的连接电源,机器电源应该是稳定的AC220V±10% 50Hz,如果电压过高或过低会导致机器运转不正常。 接地 为了您的安全,请您必须使用接有地线的电源插座。 过载 请不要在同一电源插座上连接多个电器产品,因为过载有可能会发生火灾或触电的危险。 清洁 在您清洁或保养机器之前一定要先切断电源和拔出电源插头。 3
中联AK8120程控电话交换机说明书培训资料
中联A K8120程控电话交换机说明书
中联AK8120程控电话交换机说明书中联AK8120程控交换机说明书 话务转接台或话机设置 功能设置开命令: * 101 * # 功能设置关命令: * 101 # 三? 设置系统参数 系统初始化命令1: * 000 * 123 # 系统初始化命令2: * 000 * 124 # 3.2 设置系统日期与时间 设置系统日期命令: * 102 * YYYYMMDDWW # 说明--YYYY代表年份,MM代表月份,DD代表日期,WW代表星期 3.3 设置本机字头 设置命令? * 105 * 首位码 * 类别 * 号长 # 删除命令? * 105 * 首位码 * 0 # 必须输入* 3 01 * 0 #进行分机弹性号码的初始化 3.4 设置夜间时段 命令? * 110 * 起始时间? * 结束时间 # 说明: --起始时间0000—2359默认为18:00 --结束时间0000-2359默认为08:00
3.5 设置热线延时时间 命令? * 111 * 秒秒 # 3.6 设置分机振铃次数 命令? * 321 * 振铃次数 # 说明--振铃次数取值3--12次默认6次3.7 不拍叉转接开与关 开不拍叉转接命令? * 319 * 1 # 关不拍叉转接命令? * 319 * 0 # 3.8 夜间电脑话务员开关 开命令 * 320 * 1 # 关命令 * 320 * 0 # 3.9 无人接听语音开关? 开忙语音段命令 * 211 * 1 # 关忙语音段命令 * 211 * 0 # 3.10 忙语音开关 开忙语音段命令 * 210 * 1 # 关忙语音段命令 * 210 * 0 # 3.11 IP卡帐号密码的隐含 设置命令? * 112 * IP卡号 # 全部删除 * 112 * 0 #
彩盒生产流程图
彩盒生产流程图 1、1、车间主管车间根据生产计划部下达得计划排程表,合理得利用车间人员与资源安排生产。 1、2、物料员根据车间按排得生产计划,给相关机台下发制造单。 2、物料交接 2、1、各个机台班组长根据早会时接受得生产任务,以及车间下发得相关工程单,与上工序交接其半成品。 2、2、在与上工序交接得同时,要将资料袋、数码图、样品、等辅助材料一并随产品交接,并做好相关交接记录。 2、3、要求产品流程标示卡清楚、详细且数量准确。 2、4、交接时要检查产品就是否合格,仔细翻瞧垫板上产品得上面50张左右,瞧就是否有混款、倒张、废品得现象存在。 2、5、检验时发现质量问题,及时通知制程巡检及来料部门,等待异常处理完毕再确认接收。
3、领取辅料 3、1、各机台根据各工序生产得需求,机台助手与车间物料员到仓库领取生产辅料及设备易损品。 3、2、物料员根据需求填写《产品领料单》,由车间主管签字。 3、2、领取辅料时检查辅料得生产日期及保质期,避免因辅料质量问题造成产品质量得不稳定。 4、设备检查 4、1、机长检查设备线路就是否正常,油路就是否有通畅。 4、2、给机器各个活动部位注油,注油要注意油得品种及型号。 4、3、检查机器转动部位就是否灵活、平稳无异常噪声,螺丝就是否松动,机构就是否准确。 4、4、机长填写《设备保养表》,并签字确认。 4、5、设备异常机长应立即反馈主管,并填写《设备维修申请表》。由车间主管签字后联系设备部维修。 5、做好生产之前得一切准备工作 设备调试 1、切纸机: 1、1、打开电源开关,启动电机。 1、2、按制造单要求裁切白料或半成品一张,由机长自检后把前后数据按以下步骤输入显示屏内。 1、3、进入程序主画面,按选择键加2号键,然后再按选择键加1号键选择序号后输入裁切数据,从1开始,以此类推输入全部裁切数据,然后按选择键加[/],再按选择键加[、],主画面会显示自动模式后开始裁切。 1、4、如果需修正目前数据,请按选择键加1号键就可以进行修正目前数据,结束后按选择键加[/]恢复到自动模式,开始裁切。 1、5、若需恢复到手动模式,请按选择键加[/]就可以。 1、6、需要换刀时,进入主画面,按程序将压纸板降到最低点,双手同时按下刀按钮,将刀架放到最低点。 1、7、先将固定刀片得两侧第一个螺丝卸下,然后上升刀架,卸下其余螺丝。 1、8、用专用板手旋动吊刀升降螺丝,使刀轻轻靠上专用接刀架,更换刀片。
切纸机组安全操作规程示范文本
切纸机组安全操作规程示 范文本 In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of Each Link To Achieve Risk Control And Planning 某某管理中心 XX年XX月
切纸机组安全操作规程示范文本 使用指引:此操作规程资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。 1、机组操作员工应穿戴整齐:衣服钮扣,衣袖钮扣必 须扣好。 2、每天操作前应对机器上的安全系统进行严格检查是 否一切正常,地板是否湿滑,检查一切正常后并认真填写 好检查报告,由安全员复查签字后方可开机操作。 3、开机时应按正常操作:(1)、先打开电源;(2)、 放上所裁切的料;(3)、前后推动调节正常;(4)按千钧上 下开关把纸压紧;(5)、双手按切纸开关;(6)待机器静止 再连续做下步操作。 4、在按纸前、后推动开关,按千钧开关时另一只手应 放在外面,且在按开关时应看清按钮再按。 5、在正常操作时其他员工不得靠近机器或与操作员谈
话。 6、严禁自行折装下切双按钮,如机器故障由维修人员进行处理。 请在此位置输入品牌名/标语/slogan Please Enter The Brand Name / Slogan / Slogan In This Position, Such As Foonsion
国威电话交换机说明书
国威交换机说明书编程,国威交换机说明书下载,国威电话交换机说明书,国威程控交换机的设置,国威集团电话说明书 以下编程适用于,ws-824,ws-824(9),ws-848D,ws-16128,WS-3296,ws-32256,ws-288等机型专用话机进入系统编程方法:在挂机(时间显示)状态下,连续按三次检查键,显示屏显示:输入系统密码(系统密码为7位,出厂时为1967590),密码输入正确后,显示屏显示:系统编程状态。输入项目代码后可进行各分项设置,在光标处可以直接输入分项和相关内容的数字,按转接键可移动光标和转入下一分项。本项目编程完成后,按保留键,保留内容并退出本项目,可继续进行其他项目编程,所有程序编程完成后,按清除键退出系统编程状态,恢复使用的时间显示状态。 普通话机系统编程进入方法: 使用一部音频按键电话,摘机后输入#787+系统密码,密码输入正确后,重新听到拨号音,则进入系统编程。输入不正确则听忙音。说明书中*号在不同位置都有不同的意义,有时表示所有的意思,有时表示清除,有时表示空格和转入下一分项,在系统编程中对不同编程项都有具体说明。 系统编程内容及显示屏显示如下: 项目(00):日期和时间设置 上行显示:日期时间设置 下行显示: 年:97----年份,输入数字码,两位00--99,输完后按转接键转下一步: 月:07----月份,输入数字码,两位0l--12,输完后按转接键转下一步: 日:01----日,输入数字码,两位01--31,输完后按转接键转下一步: 星期:0一星期,输入数字0-6,0表示星期天,1-6表示星期一至六,输完后按转接键转下一步: 小时:00-小时,采用12小时制,输入数字码,两位01--12,输完后按转接键转下一步: 分钟:00--分钟,输入数字码,两位00-59,输完后按转接键转下一步: 上小午:0--上下午,输入数字码,0表示上午,1表示下午,输完后按转接键又转回年份输入:输入正确后按保留键(即把输入的日期和时间存储),退回到输入项目代码状态。 普通话机编程: 输入项目代码00后,听到一声提示音,表示进入项目编程。 首先输入年份,两位数值。年份输入完毕后,按*号转到月份输入状态, 输入状态与年份类似; 输入完毕后按*号转日期输入。在输入数值过程中,如不想对当前的分项进行修改则直接按*号; 转到下一分项处理。当输入完上下午值时,如再按*号又回到年份输入,同时听到一声提示。当输入完所有日期和时间时,按#号将刚输入的数值存储并退回到项目号输入状态(重新听拨号音)。普通话机仅需挂机即退出系统编程。
彩盒生产流程图-纸盒贴角机
彩盒生产流程图 生产计 产品及样 发放制造单 车间调度 品交接划部 产前准备并 设备调试并 领取辅料 首件签样 切纸UV上 覆膜烫金裱卡、模切清糊盒机光机机机裱纸机机废机 制程控制 质量事故设备故障 及检验 手工 《品质异常反馈单》 设备部《设备维修申请表》 成品检验 不良品报废 报废 《产品报废申请单》
成品入库
产前准备 1、生产安排 1.1 、车间主管车间根据生产计划部下达的计划排程表,合理的利用车间人 员和资源安排生产。 1.2 、物料员根据车间按排的生产计划,给相关机台下发制造单。 2、物料交接 2.1 、各个机台班组长根据早会时接受的生产任务,以及车间下发的相关工 程单,与上工序交接其半成品。 2.2 、在与上工序交接的同时,要将资料袋、数码图、样品、等辅助材料一 并随产品交接,并做好相关交接记录。 2.3 、要求产品流程标示卡清楚、详细且数量准确。 2.4 、交接时要检查产品是否合格,仔细翻看垫板上产品的上面50 张左右,看是否有混款、倒张、废品的现象存在。 2.5 、检验时发现质量问题,及时通知制程巡检及来料部门,等待异常处理 完毕再确认接收。 3、领取辅料 3.1 、各机台根据各工序生产的需求,机台助手与车间物料员到仓库领取生 产辅料及设备易损品。 3.2 、物料员根据需求填写《产品领料单》,由车间主管签字。 3.2 、领取辅料时检查辅料的生产日期及保质期,避免因辅料质量问题造成 产品质量的不稳定。 4、设备检查 4.1 、机长检查设备线路是否正常,油路是否有通畅。 4.2 、给机器各个活动部位注油,注油要注意油的品种及型号。 4.3 、检查机器转动部位是否灵活、平稳无异常噪声,螺丝是否松动,机构 是否准确。 4.4 、机长填写《设备保养表》,并签字确认。 4.5 、设备异常机长应立即反馈主管,并填写《设备维修申请表》。由车间主管签字后联系设备部维修。
电话交换机使用说明
一科及多路通TC系列程控电话交换机说明书TC-208 TC-208B TC-312 TC-308B TC-416B TC-432B 2009-07-21 12:56 一科及多路通TC系列程控电话交换机说明书TC-208 TC-208B TC-312 TC-308B TC-416B TC-432B ?一科及多路通TC-208B电话交换机说明书 ?一科及多路通TC-308B电话交换机说明书 ?一科及多路通TC-212B电话交换机说明书 ?一科及多路通TC-312B电话交换机说明书 ?一科及多路通TC-216B电话交换机说明书 ?一科及多路通TC-316B电话交换机说明书 ?一科及多路通TC-416B电话交换机说明书 简明使用方法 来电显示:个分机口均可接来电显示电话 打出:直拨外方号码 转接:直拨分机号码(801-816) 内部通话:先拨“*”,再拨分机号码 允许8台(对)电话,包括外线出入呼叫、通话、转接,以及内部呼叫、通话、同时惊醒,互不干扰 1.简介 欢迎您选用沈阳魁星公司多路通程控电话交换机(或称集团电话)。当 您使用多路通交换机一段时间后,感觉怎样?您一定有答案,您的单位 或家庭拥有的是一台高性能价格比的电话扩容设备。例如您曾经使用过 或见过数千上万的进口,包括引进机型,您回觉得多路通程控电话交换 机与它们的通讯质量,产品素质并无差异,切与之相同机型的多路通交 换机,式样更小巧,安装更方便,操作更直观,而功能共多,更实用。 您也一定会推荐给你的亲友,推向您周围的社会。谢谢你。多路通交换 机是信号处理及鉴频技术能工作与不同制式的局系统以及边远山区非 标局系统。抗干扰,抗雷电,宽电源电压(160-240V)使之年使用各种 恶劣环境。多路通程控电话交换机的严格的质量管理,使其开箱合格为 99%以上,其返修小于2% 2.产品安装测试及基本使用方法
彩盒生产流程图讲解学习
彩盒生产流程图
彩盒生产流程图
产前准备 1、生产安排 1.1、车间主管车间根据生产计划部下达的计划排程表,合理的利用车间人员和资源安排生产。 1.2、物料员根据车间按排的生产计划,给相关机台下发制造单。 2、物料交接 2.1、各个机台班组长根据早会时接受的生产任务,以及车间下发的相关工程单,与上工序交接其半成品。 2.2、在与上工序交接的同时,要将资料袋、数码图、样品、等辅助材料一并随产品交接,并做好相关交接记录。 2.3、要求产品流程标示卡清楚、详细且数量准确。 2.4、交接时要检查产品是否合格,仔细翻看垫板上产品的上面50张左右,看是否有混款、倒张、废品的现象存在。 2.5、检验时发现质量问题,及时通知制程巡检及来料部门,等待异常处理完毕再确认接收。 3、领取辅料 3.1、各机台根据各工序生产的需求,机台助手与车间物料员到仓库领取生产辅料及设备易损品。 3.2、物料员根据需求填写《产品领料单》,由车间主管签字。 3.2、领取辅料时检查辅料的生产日期及保质期,避免因辅料质量问题造成产品质量的不稳定。
4、设备检查 4.1、机长检查设备线路是否正常,油路是否有通畅。 4.2、给机器各个活动部位注油,注油要注意油的品种及型号。 4.3、检查机器转动部位是否灵活、平稳无异常噪声,螺丝是否松动,机构是否准确。 4.4、机长填写《设备保养表》,并签字确认。 4.5、设备异常机长应立即反馈主管,并填写《设备维修申请表》。由车间主管签字后联系设备部维修。 5、做好生产之前的一切准备工作 设备调试 1、切纸机: 1.1、打开电源开关,启动电机。 1.2、按制造单要求裁切白料或半成品一张,由机长自检后把前后数据按以下步骤输入显示屏内。 1.3、进入程序主画面,按选择键加2号键,然后再按选择键加1号键选择序号后输入裁切数据,从1开始,以此类推输入全部裁切数据,然后按选择键加[/],再按选择键加[.],主画面会显示自动模式后开始裁切。 1.4、如果需修正目前数据,请按选择键加1号键就可以进行修正目前数据,结束后按选择键加[/]恢复到自动模式,开始裁切。 1.5、若需恢复到手动模式,请按选择键加[/]就可以。
切纸机组安全操作规程标准范本
操作规程编号:LX-FS-A68923 切纸机组安全操作规程标准范本 In The Daily Work Environment, The Operation Standards Are Restricted, And Relevant Personnel Are Required To Abide By The Corresponding Procedures And Codes Of Conduct, So That The Overall Behavior Can Reach The Specified Standards 编写:_________________________ 审批:_________________________ 时间:________年_____月_____日 A4打印/ 新修订/ 完整/ 内容可编辑
切纸机组安全操作规程标准范本 使用说明:本操作规程资料适用于日常工作环境中对既定操作标准、规范进行约束,并要求相关人员共同遵守对应的办事规程与行动准则,使整体行为或活动达到或超越规定的标准。资料内容可按真实状况进行条款调整,套用时请仔细阅读。 1、机组操作员工应穿戴整齐:衣服钮扣,衣袖钮扣必须扣好。 2、每天操作前应对机器上的安全系统进行严格检查是否一切正常,地板是否湿滑,检查一切正常后并认真填写好检查报告,由安全员复查签字后方可开机操作。 3、开机时应按正常操作:(1)、先打开电源;(2)、放上所裁切的料;(3)、前后推动调节正常;(4)按千钧上下开关把纸压紧;(5)、双手按切纸开关;(6)待机器静止再连续做下步操作。 4、在按纸前、后推动开关,按千钧开关时另一
模切机操作说明书
戴氏平压平模切压痕机 设备技术介绍书 D1060S 机器型号: D1060P D1060 D1300 D1450 D1500 D1650 浙江戴氏印刷机械有限公司
公司简介: 浙江戴氏印刷机械有限公司,成立于1987年,是集研发、生产、销售、服务于一体的综合性实业公司,专业生产模切机、裱纸机、切纸机三大系列,三十余种机型。 戴氏集结了众多系列模切机、裱纸机、切纸机设计制造专家,并远销到法国、西班牙、葡萄牙、土耳其、黎巴嫩、埃及、墨西哥、巴西、智利、印度、巴基斯坦、越南、泰国、印度尼西亚等二十几个国家和地区。 戴氏以“以人为本”的经营理念,“笃信求实,务本创新”的企业精神,为客户提供优质的产品、合理的价格、及时的交货、良好的服务。时刻以“客户的需求,是我们永远的追求”为信念,锐意进取,改革创新,不断提高产品品质,拓展产品种类。客户的满意是戴氏的骄傲。
戴氏平压平模切压痕机服务及质量承诺 D1060S 机器型号: D1060P D1060 D1300 D1450 浙江戴氏印刷机械有限公司
产品质量保证及服务承诺 戴氏公司模切机除具备产品合格证以外,保证: 1.戴氏公司的平压平模切压痕机符合国家:JB/T 8116.1-1998”标准规定的质量标准要求。 2. 从产品安装调试完成后开始计算,在正确的保养及使用状态下戴氏公司提供12个月免费维修,终身维修服务“人为损坏及使用不当除外”。 3.保修期内非人为因素机器零部件损坏,负责免费更换“不包括机器消耗配件”。由于操作技工违规操作或误操作所导致机器零件损坏,收取零件成本费。 4.保修期外零件配件价格按戴氏公司最低出厂价格。 5.对于合同规定的机器标准配置外,客户需要额外配件按戴氏公司最低出厂价格。 6.模切机主要部件及底台、上下动平台、墙板实行终身质量保证。 7.零件供应最长不超过7天。
印刷厂安全操作规程
XXXX印刷有限公司岗位安全操作规程编制: 审核: 发布: 2017年3月10日修订
目录 切纸机安全操作规程 (1) 胶印工安全操作规程 (2) 合板及瓦楞人员安全操作规程 (7) 压膜机安全操作规程 (8) 自动模切机安全操作规程 (9) 轧刀辅助工工艺操作规程 (10) 粘盒人员安全操作规程 (11) 裱糊岗位作业指导书及操作规程 (12) 电梯安全技术操作规程 (13) 检维修安全操作规程 (14)
一、操作者必须熟悉设备的结构和性能。 二、设备各运动部位每班至少加注润滑油一次,保持油孔畅通,并做好设备的日常清洁保养工作。 三、开车前应检查机件和动力等是否正常,零件有无松脱,注意周围是否有人,开车后发现有不正常声响或轧住现象应立即停车检查原因,操作者自己不能解决的,报机修修理。 四、机器上不允许放置任何不相干的东西,特别是工作台面上不允许放置油枪、工具等物品,以防止事故发生及损坏刀片。 五、机器通电后严禁手指伸入刀门内。 六、调换刀片时,必须先将电源切断,用手盘动手轮装卸刀片。 七、每班开机前,应在刀刃上涂抹一些肥皂或石蜡,刀片出现割纸或拉纸现象时,在断电情况下,用油石给刀刃打光修整。 八、每班应检查制动器等有无失灵现象,并进行调整,无法解决的报机修修理。
一、胶印工应参加专业培训,熟悉操作技术,并对机台的结构和使用要熟练的掌握,其他人员一律不准上机操作。 二、按规定作息时间提前5-10分钟上班到岗,做好开车前的准备工作:<1>检查机械设备完好程度。<2>检查安全装置防护设施。 三、机组人员要做到:勤加油、勤检查样品,发现色泽不一致、规格有误差等,要及时分类、分档、分幢堆放,并写明车次,以免混杂,做好交接班手续。 四、负责半成品、成品印刷后的堆放整洁,不准随意践踏或随便卧坐。 五、对原稿印版应妥善保管,不得污损丢失,下班前必须把流筒、墨胶、墨刀等工具清洗、保管,并清理机械设备,清理工作场地,做到文明生产。 六、安全生产“三禁”:禁止吸烟、禁止使用明火、禁止易燃易爆等危险品带入车间。停机时切断电源,关好门窗,保管好剩余的原辅材料,保证安全生产。 七、在作业中要严格执行操作规程和有关的安全规章制度,不得违章操作。 八、发现事故隐患和其他不安全因素,要立即向管理人员和单位负责人报告。
程控交换机的管理与维护
编订:__________________ 单位:__________________ 时间:__________________ 程控交换机的管理与维护 Standardize The Management Mechanism To Make The Personnel In The Organization Operate According To The Established Standards And Reach The Expected Level. Word格式 / 完整 / 可编辑
文件编号:KG-AO-4522-29 程控交换机的管理与维护 使用备注:本文档可用在日常工作场景,通过对管理机制、管理原则、管理方法以及管理机构进行设置固定的规范,从而使得组织内人员按照既定标准、规范的要求进行操作,使日常工作或活动达到预期的水平。下载后就可自由编辑。 程控交换机作为电力通信网的核心部分和中心枢纽,其地位和作用相当重要,如果程控交换机发生故障,必然会造成通信网处在瘫痪状态,对电力系统的安全生产、设备运行、管理等各方面工作带来威胁。由于电力系统的生产工作对通信联络保障要求高,所以对程控交换机也格外重视,通常配备行政交换机和调度交换机。 对程控交换机的管理维护,可在硬件和软件上进行。 1 硬件上需注意的方面 (1) 机房温度和环境。程控交换机对机房的温度和环境要求较高。用户量越多,能耗也越大,散发出来的热量也越大,因此需要在恒温、干净的环境中运行。机房温度要保持在20℃左右,如果温度太高,会
造成机器散热困难,使机器的元器件参数发生变化,电路的稳定性降低,严重时还会损坏设备。注意温度的同时还要保持机房的一定湿度,如机房太潮湿,会使机器的金属部件生锈,腐蚀设备,甚至会造成线路绝缘降低,电路短路等现象。机房过于干燥,则容易产生静电,直接威胁到交换机的安全。按规定,机房的湿度应保持在40%~60%。温度和湿度可通过温度计等监视,必要时,可以安装空调、加湿机或抽湿机等进行调节。此外,机房还要求有防火、防尘措施,电缆管道施工完毕后要认真堵塞,以防止小动物进入。 (2) 防静电措施。程控交换机的电路采用大规模和超大规模集成电路运行。集成化程度越高,耐电压和耐冲击的水平相应也就越低。而静电产生的电压有时会高达几十,几百,几千或是上万伏,如此高的静电电压足以击毁或击伤芯片,所以静电效应对程控交换机威胁极大。因此,机房地板要求铺设防静电地板,机务人员进入机房工作时要换防静电拖鞋,在触摸设备,插拔电路板时要戴上防静电手套。在机房工作时
用户入网作业指导书
江西盛安城市安全信息发展有限公司 客户入网作业指导书 文件编号: 版本: 编制:工程部(邵重景、闵超) 审核:邓评韬 批准: 发布日期:年月日 公司地址:江西省南昌市井冈山大道号省消防协会大楼七楼公司邮编: 公司x 公司传真: 公司网址: 客户入网作业指导书(草稿)
此指导书为客户新入网工程安装流程 一、市场部: 签定入网安装合同,填写安装通知书报送运行总监审批,送技术部、工程部(表格为附件一) 附上:、客户基本情况表。 、客户大楼平面结构图。 、火灾自动报警系统图。 、火灾自动报警系统控制设备的使用说明和操作 说明书(如果有电子线路图为最好)。 、消防设施设计编码及代码说明情况(文字方式 或图标、图纸等说明都行)。 二、工程部: 接到市场部的安装施工通知书后对客户的火灾自动报警系统进行分析和基本处理 1、分析用户消防控制系统能否直接采用本公司消防 网络信息采集发送机(以下称采集机)并提出改造 意见。 、联系电信部门,安装宽带信号接入客户消防控制室 (表格为附件二)。 、制定设备安装材料计划表(表格为附件三)交于采 购部完成。 、客户的火灾自动报警系统进行现场勘察是否与图
相同。 、把客户送来的火灾自动报警系统图和大楼探头楼层分布图及报警主控制器的情况说明书交与 技术部进行电子版输入与整理(表格为附件 五)。 、等待远程监控中心对客户大楼图纸录入校对完成,通知工程部可以进行施工(表格为附件六)。、在一定时间范围内进行信息采集机的安装调试工作。 、客户端设备安装完成后与远程监控中心共同模拟测试并核对客户的火灾自动报警系统报警信 号与远程监控中心数据是否一致。 、书面通知市场部对客户信息采集机安装调试的售中服务基本完成。 、针对客户端的信息采集机进行售后跟踪服务一年,客户在一年使用中出现的问题都由工程部完 成售后服务。 、对客户系统安装资料进行归档整理分类并做好客户信息采集机备案工作。 、把客户的设备安装调试完成情况和客户信息移交给远程监控中心(表格为附件八) 、客户一年的售后服务内容:定期回访客户、做好
430M手动切纸机说明书
470(430M)型手动切纸机操作说明
★使用前请详细阅读说明书规格参数 规格参数(470/430M): 切纸宽度 475㎜/430mm 切纸厚度 80㎜/40mm 推纸器深度 455㎜/430mm 切纸方式手动 压纸方式旋转螺杆式千斤/手动杠杆式千斤 尺寸定位摇把调节,丝杠带动推纸器运行,刀后部尺寸显示 安全防护安全护罩及裁切刀柄安全锁装置 机身尺寸宽 920×深1030×高(含脚架)1250㎜ 重量 88㎏(含脚架) 随机附件: 1、千斤手轮和推纸器摇把(机器定位后,请自行安装固定); 2、刀片及刀垫各一个(已安装固定); 3、刀片拆卸专用换刀架; 注意: ★机器应安装在坚固、干燥、水平的地面上; ★机器不可放置在室外;远离易燃液体或气体。 ★仅限于裁切纸张或类似材料,不要切硬质材料或易破碎的物品,以免损伤刀刃。 ★仅允许一个人单独操作。儿童切勿操作机器。 ★操作时须有安全装置(安全保护罩和机盖罩)。 ★关闭安全保护罩,打开安全锁,用双手压下裁切手柄进行裁切操作。 ★拆卸和运输过程中注意保护刀刃。 ★操作人员必须阅读并理解操作说明及安全条款。
机器主要部位图形介绍 A、裁纸刀手柄 B、切刀柄安全锁 C、安全保护罩 D、千斤手轮 E、落刀深度调节 F、尺寸调节摇把 G、推纸器 H、侧规 I、尺寸显示 J、手柄 K、机盖罩 L、刀垫 切纸操作: 1、将切刀手柄抬至最高位置,掀起安全保护罩。
2、将所要裁切的纸张对齐,放入工作台。靠紧推纸器及侧规,用手摇把调节至 所需尺寸(所显示尺寸为刀到推纸器的尺寸,即刀后尺寸)。 3、顺时针旋转千斤手轮将纸张压紧,放下安全保护罩。 4、向右打开裁切刀柄安全锁,用力压下裁切刀手柄进行裁切操作。 5、将裁切手柄抬过最高位置,掀起安全保护罩,逆时针旋转千斤手轮,取出裁 切好的纸张。
切纸机作业指导书
1. 目的:为使开料、散件裁切工序的工艺操作符合质量标准,确保产品质量处于受控状态。 2. 围:适用于印刷开料裁切、散件裁切作业工序。 3. 容: 工艺 流程 工艺技 术参数 作业要点 质量标准 作业图示 生产订单 1. 根据生产订单上的纸 规格和开纸尺寸到仓库领取相应数量的纸。 略 工艺 流程 工艺技 术参数 作业要点 质量标准 作业图示 生产订单
机台调整1.零部件的准备 2.刀片的更换 1)松开螺丝 2)降刀 3)卸刀 4)不同刀片厚度调整 5)装刀步骤与拆刀相反 3.控制面版本 略 工艺流程工艺技 术参数 作业要点质量标准作业图示 刀片刀套刀条松开螺丝 卸刀不同刀片厚度调整 数显装置
裁切步骤1. 切纸刀必须保持 锋利,双胶纸 60000(±1000)、 双铜纸40000 (±1000)、 白板纸25000 (±1000)时 必须更换新的磨刀 片。 2.单面刀每次裁切 高度h≤120mm。 1.从托盘上搬取未裁切 的白料至裁切机台。 2.在裁切机台上串纸,使 纸疏松,并串齐纸。 3.用铁块将纸侧边叠放 的不平处靠齐。 4.用钢尺测量待切纸尺 寸,设定待切尺。 5.批量裁切前由机长作 首件检查,抽取最上面 和最下面各1用钢板 尺测量,并对折检查直 角,抽检数2/规格。 6.将切掉的废白料纸边 投入废纸筐。 7.检查刀口是否锋利。 1.首先进行裁切尺寸的校验用废 页裁切,误差不得超过± 1.5mm。 2.调整推纸器与切刀的平行,侧 档规与推纸器的垂直,操作时 每刀(叠)纸要串齐并放正, 拍打压出纸叠中空气,纸叠直 角侧面紧靠推纸器和侧挡规, 确保裁切件的正方直角。 3.调整好压纸器压力,切纸刀斜 率误差上下不得超过 0.5mm;裁切口要保持锋利, 不能有毛刺或有缺口,确保切 后无刀花、无纸粉屑,保证切 后外观整洁无脏污。 工艺流程工艺技 术参数 作业要点质量标准作业图示 闯纸 用铁块将纸张侧边 叠放的不平处靠齐 测量待切纸尺寸,并设定待切尺寸。
页面提取自- 波拉切纸机操作说明书
Operating Instructions
Control Panel 92 - 176 E / 92 - 176 ED..........................................................E - 4 Control Panel 78 ED ......................................................................................E - 5 Operating Elements .......................................................................................E - 6 Special Function Moduls at the Operating Panel ...........................................E - 7 DNF - Modul...................................................................................................E - 7 Correction - Modul..........................................................................................E - 7 Keypad ED-COLOR ......................................................................................E - 8 Explanation of Pictographs on the Display.....................................................E - 10 Chapter survey ...............................................................................................E - 13 Introduction ....................................................................................................E - 14 Technical Data/Machine Layout/Transport and Installation of the Machine/Safety Relevant Machine Elements...............................K1 - 1 Machine Layout............................................................................................K1 - 2 Plan..............................................................................................................K1 - 3 Transport and Installation of the Machine....................................................K1 - 4 Place of Installation......................................................................................K1 - 4 After the Installation of the Machine.............................................................K1 - 4 Power Supply...............................................................................................K1 - 5 Type Plates..................................................................................................K1 - 5 Safety Relevant Machine Elements.............................................................K1 - 6 Technical Data..............................................................................................K1 - 8 Permissible Environmental and Operating Conditions.................................K1 - 8 Hydraulic Data..............................................................................................K1 - 8 Safety Precautions.......................................................................................K1 - 8 Safety Inspection (only in Germany)............................................................K1 - 8 Legal Provisions...........................................................................................K1 - 8 Technical Data..............................................................................................K1 - 9 Accident prevention warning labels at POLAR cutters (for U.S. and CAN. specifications only).....................................................................................K1 - 10 Safety Relevant Machine Elements...........................................................K1 - 10 Safety.........................................................................................................K2 - 1 Start - Up....................................................................................................K3 - 1 Switching Machine ON.................................................................................K3 - 2 Turning Machine OFF..................................................................................K3 - 2 Measurement Display and Measurement System........................................K3 - 3 Manual Operation......................................................................................K4 - 1 Fine Adjustment by Hand.............................................................................K4 - 2 Setting of Measurements (Backgauge Movement) by Hand........................K4 - 2 Cutting Line Indicator, Mechanical with Clamp............................................K4 - 3Cutting Line Indicator, Optical......................................................................K4 - 3 Clamping and Cutting...................................................................................K4 - 3 Clamp Pressure Adjustment.........................................................................K4 - 4 Setting the Clamping Time...........................................................................K4 - 4 Light Barrier..................................................................................................K4 - 4 Flexible False Clamp Plate (Optional Equipment).......................................K4 - 6 Clamping with False Clamp Plate................................................................K4 - 6 Air Table.......................................................................................................K4 - 7 Automatic Operation...............................................................................K5A - 1 Introduction...............................................................................................K5A - 2 Functions of the menu keys......................................................................K5A - 3 Basic Displays...........................................................................................K5A - 4 Basic Display: Program-Data....................................................................K5A - 4 Basic Display: Program - Information.......................................................K5A - 6 Basic Display: Program Survey................................................................K5A - 7 Basic Display: Main Menu (Function Survey)...........................................K5A - 8 Cursor Movement in Basic Display...........................................................K5A - 9 Automatic Backgauge Adjustment through Numerical Keyboard............K5A - 10 Deletion of a Wrong Input in Input Section..............................................K5A - 11 Moving Backgauge to a Nominal Position (Positioning)...........................K5A - 11 Input Error: Value of Nom. Backgauge Position too Low/High.................K5A - 11 Selection of a Free Program...................................................................K5A - 12 Storage of Measurements.......................................................................K5A - 15 Setting Up a Cutting Program, Example 1..............................................K5A - 16 Setting Up a Cutting Program, Example 2..............................................K5A - 17 Step Selection.........................................................................................K5A - 18 Step Selection.........................................................................................K5A - 18 Delete Step Number(s)...........................................................................K5A - 18 Enter Additional Functions......................................................................K5A - 19 Erase Additional Functions......................................................................K5A - 19 Step Selection.........................................................................................K5A - 19 Correction of an Input..............................................................................K5A - 20 Automatic ON/OFF (Automatic Forward)................................................K5A - 21 Automatic Knife OFF..............................................................................K5A - 22 Running a Cutting Program.....................................................................K5A - 23 Storage of Program Informations............................................................K5A - 24 Deletion of a Step Number (Measurement/Comment)............................K5A - 26 Deletion of Several Step Numbers (Program Section)...........................K5A - 27 Deleting a Program / Several Programs.................................................K5A - 28 Inserting of Measurements into a Program.............................................K5A - 30 Storing of Measurements According to Printed Image............................K5A - 31 Compensation of Variations in Print........................................................K5A - 32 E - 2