高精度光学自动检测仪快速对焦方法研究
传感器与微系统(Transducer and Microsystem Technologies)
基金项目:新一代TFT-LCD 自动光学检测技术与设备开发, 广东省教育部产学研联合项目(2007A090302071);印刷电路板元器件安装缺陷机器视觉
检测系统关键技术的研究,广东省教育部产学研联合项目(2009B090300242)
高精度光学自动检测仪快速对焦方法研究
程良伦 潘健华
(广东工业大学 自动化学院,广东 广州 510006)
摘 要:为提高光学自动检测设备中自动对焦的准确性、快速性和稳定性,提出一种新型的高精度快速自动对焦技术方案。该系统利用光学三角法测距原理将会聚到工作台上的激光光斑成像在CCD 上,再利用光斑灰阶的变化实现精密对焦。实验结果表面:显微镜重复对焦精度可以到0.1um ,对焦时间小于200ms ,满足工业光学检测系统中实际应用的需要。 关键词:自动对焦;三角法;通光率;光学检测
中图分类号:TP273.3 文献标识码:A 文章编号:
A high precision fast focus method for optical auto-analyzer
CHENG Liang-Lun PAN Jian-Hua
(Faculty of Automation, Guangdong University of Technology, Guangzhou Guangdong 510006, China)
Abstract: To improve the AF accuracy, speed and stability of optical auto-analyzer, a novel fast high precision AF technology is proposed. Laser beam was condensed to the working table and then the image of laser pattern is formed at the CCD based on Laser Trigonometry. So the change of gray spot can be used to focusing. Experiment results demonstrate repeat Resolution can reach 0.1um, focus time is less than 200ms, and meets practical application requirements in the industrial optical inspection systems. Key words: auto-focus; trigonometry; transparency; optical analysis
0 引言
目前国内外生产的平板显示屏检测设备,都广泛采用数字图像检测技术,随着平板检测对精度和速度的要求越来越高,自动调焦技术的应用显得越来越重要,典型的自动对焦方法主要有[1]:1)测距法,即把光波或电磁波发射到物体上,通过接收反射波来测量物体的距离,进行调焦。这种方法结构简单、测量范围大、测量点小、测量准确度高,但是受光点大小、形状和检测器件检测分辨能力的影响较大;2)对比度法,用摄像头检测物体的像,利用正焦时对比度最大,离焦时对比度减小的判别方法实现调焦。这种方法受光照条件的制约,当光线暗弱或被摄体与背景明暗差别很小时,对焦就会有困难,甚至失去作用。本文提出先用激光三角法进行大范围调焦(离焦范围≥30um),再用通光率最大判定法来确定焦平面的准确位置的方法,这方法可用于动态测量,结构简单,比传统的三角法提高
了自动对焦的精度,比灰度质心法和光斑边缘拟合法[2]提高了自动对焦的速度。
1 光学三角法对焦分析
1.1 光学三角法调焦原理
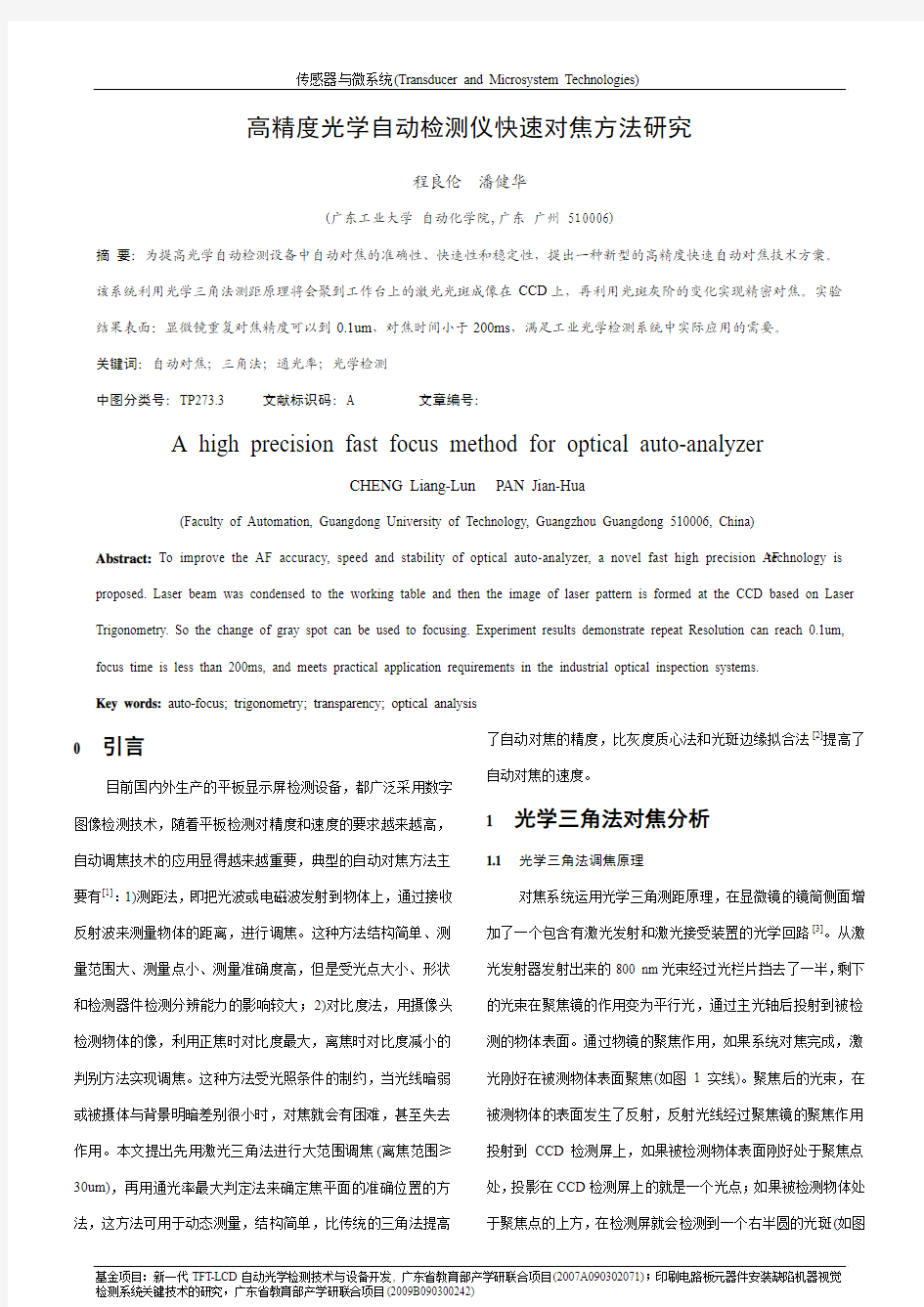
对焦系统运用光学三角测距原理,在显微镜的镜筒侧面增加了一个包含有激光发射和激光接受装置的光学回路[3]。从激光发射器发射出来的800 nm 光束经过光栏片挡去了一半,剩下的光束在聚焦镜的作用变为平行光,通过主光轴后投射到被检测的物体表面。通过物镜的聚焦作用,如果系统对焦完成,激光刚好在被测物体表面聚焦(如图1实线)。聚焦后的光束,在被测物体的表面发生了反射,反射光线经过聚焦镜的聚焦作用投射到CCD 检测屏上,如果被检测物体表面刚好处于聚焦点处,投影在CCD 检测屏上的就是一个光点;如果被检测物体处于聚焦点的上方,在检测屏就会检测到一个右半圆的光斑(如图
程良伦,等:高精度光学自动检测仪对焦系统研究
1虚线),反之出现一个左半圆的光斑。
数学推导过程如下:
v u f 1
11+= (1)
物镜焦距为f 1,聚焦镜焦距为f 2,CCD 位于聚焦镜焦点的
镜像位置,激光在被检测物体的表面发生反射,反射光线重新回到光路中。系统通过建立离焦量z 与CCD 检查到的半圆的半径R x 之间的数学关系:如图1,在离焦量为z 时,对于物镜运用式(1)可知:
1
1211
211v z f f +-= (2) 对于聚焦镜运用式(1)可知:
2121
11v v a f +
-= (3)
R 与z 的关系,由相似三角形关系可知:
z z f z R
2tan 1
-=θ (4)
建立R 与R x 的关系,由相似三角形关系可知:
1
212v f v R R x -=
(5)
由式(2),式(3),式(4),式(5)可推导出
θ
tan 21
2z f f
R x = (6)
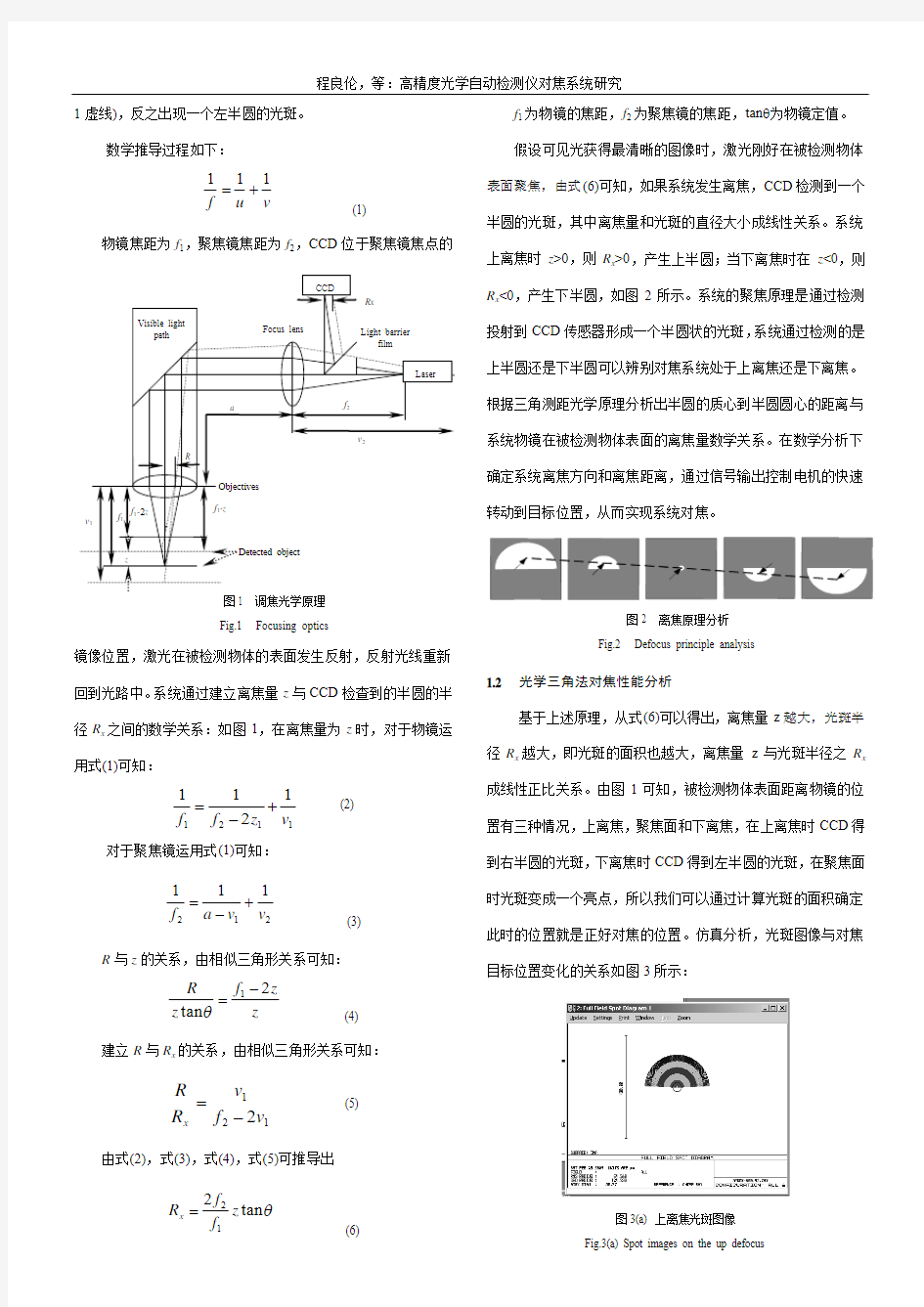
f 1为物镜的焦距,f 2为聚焦镜的焦距,tan θ为物镜定值。 假设可见光获得最清晰的图像时,激光刚好在被检测物体表面聚焦,由式(6)可知,如果系统发生离焦,CCD 检测到一个半圆的光斑,其中离焦量和光斑的直径大小成线性关系。系统上离焦时z >0,则R x >0,产生上半圆;当下离焦时在z <0,则R x <0,产生下半圆,如图2所示。系统的聚焦原理是通过检测投射到CCD 传感器形成一个半圆状的光斑,系统通过检测的是
上半圆还是下半圆可以辨别对焦系统处于上离焦还是下离焦。根据三角测距光学原理分析出半圆的质心到半圆圆心的距离与系统物镜在被检测物体表面的离焦量数学关系。在数学分析下确定系统离焦方向和离焦距离,通过信号输出控制电机的快速转动到目标位置,从而实现系统对焦。
1.2 光学三角法对焦性能分析
基于上述原理,从式(6)可以得出,离焦量z 越大,光斑半
径R x 越大,即光斑的面积也越大,离焦量z 与光斑半径之R x
成线性正比关系。由图1可知,被检测物体表面距离物镜的位置有三种情况,上离焦,聚焦面和下离焦,在上离焦时CCD 得到右半圆的光斑,下离焦时CCD 得到左半圆的光斑,在聚焦面时光斑变成一个亮点,所以我们可以通过计算光斑的面积确定此时的位置就是正好对焦的位置。仿真分析,光斑图像与对焦目标位置变化的关系如图3所示:
图3(a) 上离焦光斑图像
Fig.3(a) Spot images on the up defocus
图2 离焦原理分析 Fig.2 Defocus principle analysis
Fig.1 Focusing optics
传感器与微系统
图3(b) 下离焦光斑图像
Fig.3(b) Spot images on the down defocus
图3(a)所示为被测物体在焦平面上方时CCD 采集到的光
斑的图像,图3(b)为被测物体在焦平面下方时CCD 采集到的光斑的图像,分析50X 倍物镜连续间隔1u m 移动Z 轴后形成光斑大小s 和离焦量z 的关系,如表1所示。光斑面积的计算为:一幅图像的灰度值用GRAY(i ,j)表示,图像水平像素为640,垂直为480。系统取这幅图片的最大灰值1/4作为一幅图片的阈值,大于阈值的像素点灰阶置为255,小于阈值的置为0进行二值化处理;然后逐行扫描,记录每一行的像素点个数;最后光斑的面积为像素点个数×像素点大小。被检测物体在焦平面上下移动,通过逐次检测光斑面积的大小,就可以求得Z 轴的移动距离和焦平面之间的关系,从而确定焦平面位置,完成大范围调焦,如图4所示。
表1 光斑面积s 与离焦量z 关系表 Table 1 Spot size and defocus relationship
No
1
2
3
4
5
6
7
8
9
10
离焦量(um )
-5
-4
-3
-2
-1
1
2
3
4
光斑面积(um )
972
792
612
396
216
108
180
288
828
900
注:pixel size 6.0um ×6.0um ;
光斑面积s (像素2)
离焦量z (um )
光斑面积
图4 离焦量z 与光斑面积s 关系曲线 Fig.4 Curve of Spot size and defocus
2 通光率最大判定法对焦分析
激光三角测距系统的精度主要取决于光斑像在探测器上的定位,用CCD 摄像机作为探测器时,光斑像的定位精度又取决于CCD 相机的分辨率[4-5]。通常用光斑的采样灰度质心作为像点的准确位置可将CCD 的分辨率提高到亚像元级,但这种方
法存在其固有的局限:边缘灰度跳变与高频干扰噪音影响。光斑边缘灰度跳变使光斑的形状变得不规则,在焦平面,光斑的形状是一个亮点,并且只有十几个像素点,所以光斑的形状变化在动态测量时将产生误差;高频干扰噪音的影响使得CCD 拍摄出来的图像出现许多亮点,有的在光斑附近,有的偏离光斑很远,在进行面积计算的时候就需要先进行滤波和进行区域判断,去除噪声干扰,这样就增加了算法的复杂性和计算复杂度,增加对焦过程的时间。所以本文引进通光率判定法,解决在焦平面附近,光斑面积变化微小和存在亮点噪声干扰,三角法测量精度不高的问题。
在序列图像中,被测物体的离焦量越小,图像边缘越锋利,就具有更大的图像梯度值[6]。当被测物体在焦平面时,光斑图像就是一个亮点,并且此时CCD 光斑的能量最大,所以本文定义,通光率T 为通过光学系统后的能量与输入光学系统的能量之比:
T=光斑CCD 最大灰阶/(暴光时间*增益*激光的功率)
目前激光的功率输入是恒定,主要是暴光时间和增益变
化,在靠近聚焦的位置时,单位离焦量下,光斑不仅能量最大,
通光率的变化也最大,因此可以作为显微镜的聚焦判定依据。
在调试完成后暴光时间,增益,激光的功率都是固定的,通光
率T 主要由光斑CCD 灰阶决定。通光率最大判定法为:通过
CCD 相机得到640×480的8位灰度图像值,然后求取图像每一列的最大灰阶值,得到640列每列最大灰阶值,绘制灰阶曲线如图5所示,再求取得到整幅图片的最大灰阶值,也就是灰阶曲线中的峰值;在焦平面时光斑的能量满足两个条件,一是
光斑能量最大,二是光斑的灰度值变化最大,即灰阶最大,也即通光率最大。
程良伦,等:高精度光学自动检测仪对焦系统研究
3 实验与结果
光学三角法的优点在于可以快速的进行聚焦,由上述原理
可知,三角法的搜索步长是可以自由改变的,当光斑面积较大的时候,可以判定离焦量z 较大,那么镜头的移动步长就可加大,接近焦平面就会更快;但是三角法在焦平面附近搜索时,由于受到CCD 相机像素点大小的影响,聚焦精度、重复性都不理想,50X 倍镜头三角法对焦测试如表2。
表2 三角法对焦重复性实验数据
Table 2 Refocus experimental data of triangulation
No
1
2
3
4
5
6
7
8
9
10
焦平面(um ) 41.35 41.62 41.54 41.49 41.34 41.42 41.23 41.39 41.75 41.43
时间(s ) 0.17 0.18 0.15 0.15 0.17 0.18 0.16 0.16 0.16 0.15
注:平均值 =41.456um ,标准差σ=0.15042um ,平均时间t=0.163s
通光率判定法可以精确的找到焦平面,但是搜索的步长需要设置得很小,因为在焦平面附近光斑的像素点很少,如果采
用大步长的搜索,搜索的结果可能出现局部最大值,错误聚焦,
因此通光率最大判定法是以牺牲对焦时间来换取对焦精度的,
本文采用镜头的1/3景深作为移动步长,查找T 的最大值,50X
倍镜头对焦测试如表3。
表3 通光率法对焦重复性实验数据
Table 3 Transparency experimental data of triangulation
No
1
2
3
4
5
6
7
8
9
10
焦平面(um ) 41.35 41.42 41.34 41.39 41.34 41.32 41.23 41.39 41.35 41.33
时间(s ) 0.25 0.31 0.35 0.28 0.37 0.28 0.26 0.26 0.32 0.29
注:平均值 =41.346um ,标准差σ=0.05146um ,平均时间t=0.297s
基于上述两种方法的优缺点,本文提出先用三角法进行快
速接近焦平面再用通光率法来确定焦平面的准确位置,50X 倍镜头对焦测试如表4。
表4对焦重复性实验数据 Table 4 Refocus experimental data
No
1
2
3
4
5
6
7
8
9
10
焦平面(um ) 41.43 41.44 41.39 41.36 41.42 41.43 41.33 41.46 41.39 41.41
时间(s ) 0.19 0.18 0.21 0.16 0.18 0.18 0.18 0.19 0.16 0.19
注:平均值 =41.406um ,标准差σ=0.03921um ,平均时间t=0.182s
4 结束语
本文分析了光学三角法在自动对焦设备上的应用原理和
优缺点,并在此基础上结合通光率最大判定法,提出了一种新的高精度快速对焦方法,克服了三角法对焦精度不够高,通光率法对焦不够快速的问题。最后通过实验验证本文提出的方法重复对焦精度可以达到0.1um ,对焦时间小于200ms 。 参考文献
[1] Bing Li, Jianlu Wang, Fei Zhang. Error analysis and compensation of single-beam laser triangulation measurement [C]. IEEE International Conference, 2009: 1223 -1227.
[2] 严军 董志华. CCD 超分辨率位置测量方法及性能分析[J]. 测试技术学报, 2006, 20(3): 189-194.
[3] 范富明,程良伦,王晓芬等. 一种新型光学快速自动聚焦系统[J]. 光电工程,2010,37(5): 127-132 .
[4] 尚学军, 何明一, 王军良. 基于线阵CCD 的光斑定位算法
研究[J]. 激光与红外, 2008, 38(7): 730-731.
[5] 周红锋, 宫爱玲. 图像中CCD 光斑中心的亚像素定位研究
[J]. 计量技术, 2007, 11:21-23.
[6] 梁敏华, 吴志勇, 陈涛. 采用最大灰度梯度法实现经纬仪自动调焦控制[J]. 光学精密工程, 2009, 17(12): 3016-3020. 作者简介:
程良伦(1965-),男,汉,湖北黄石人,教授,博士生导
师,主要研究方向为网络控制与系统集成,嵌入式智能系统。
图5 光斑能量分析 Fig.5 Spot energy analysis
500 列
500 1 000/列 0
500 0 0 100 200 300 0 100 200 300 Spot a 光斑a Spot b 光斑b
Spot c 光斑c
列
列
灰度值曲线 灰度值曲线
灰度值曲线 1 000/列 1 000/列
AOI自动光学检测仪维护保养手册—范文
AOI 自动光学检测仪维护保养手册—范文 一、使用安全注意事项为安全使用本设备请注意以下事项严格遵守: 1 .操作人员必须接受相关的安全和操作培训。 2 .供给电源必须符合设备铭牌指定的工作电压、电流及赫兹,地线必须接地。 3 .在插接电源电缆时注意插牢,防止接触不良或脱落。 4 .设备整体移动过程中注意不要使设备受到强烈震动和撞击。 5 .移动设备电脑,注意轻挪轻放,防止电脑内部板卡震动松懈。 6 .不能频繁开关设备主电源、电脑电源。 7 .软件在启动过程中,应避免用手接触PCB 夹具,防止夹伤手指。 8 .PCB 夹具固定适当,注意防止检测过程中PCB 脱落。 9 .若检测过程中发生紧急情况,请迅速按“ 急停” 按钮。待解除紧急情况后,复位“急停” 按钮后按提示操作。 1 0 .若发现设备检测运动异常,立即停止检测,在排除操作人员程序错误后,请直接与本公司或授权销售商联系。 1 1 .请注意设备工作环境,保养和及时维护。 二、设备正常工作环境 为了确保设备正常工作,保证检测的准确性和延长设备使用寿命,请注意提供设备正常工作所需要的工作环境。 1 . 设备放置位置已调整水平(1 米+/-0.0 2 米)。 2 . 周围温度5-40 度内,湿度在35-80 %范围内。 3 . 没有阳光直射,不会结露。 4 . 少粉尘,无飞溅液体喷出。 5 . 设备安装时应在前后留有足够的空间,以供操作、设备散热及维修等方便。
6 . 保持设备外观的清洁,不允许使用腐蚀性的溶剂擦拭表面。 7 . 设备在工作过程中不允许受到剧烈震动或撞击。 三、维护保养内容 1. 工具和保养消耗品:天那水,工业酒精,N46, 3 #,真空吸尘器,T形六角棒,刷子,无尘纸, 除锈剂 2. 用碎布清洁机器表面. 3. 用无尘布清洁机器内部 4. 检查及清洁各个传感器. 5. 检查并用无尘布清洁照相机. 6. 检查传送皮带有无破损松动及皮带滑轮有无松动,必要时更换. 7. 测试各项功能控制系统是否正常. 8. 清洁所有防尘盖,控制箱和冷却风扇灰尘,风扇过滤器. 擦拭干净所有盖板油污。 9. 检查轴承,螺丝等活动连线部分是否有松动现象,如有松动需紧固。 10. 校正机器参数和做备份。(参考操作手机) 11. 清洁、润滑传送轨道的导轨与丝杆。 四、维护保养目的: 为了能使机器更加稳定快速的运行, 提高产品品质与效率,并能延长机器使用寿命。 五、注意事项 1 . 使用环境 如:由于粉尘过多或其他垃圾会造成换气孔等堵塞,有腐蚀性物品接触产品表面,造成的故障。 由于移动中震动或撞击造成的故障。 2 . 保养机器时如有必要,一定要先关掉机器电源。 3 . 在保养时,当发现有部件即将损坏时应立即更换。 4 . 任何部件拆卸过必须做相应的校正。 5 . 做保养后须暖机20 分钟.
矿井瓦斯检测仪及使用教程
矿井瓦斯检测仪及其使用 教案
矿井瓦斯监测仪及其使用 第一节光学瓦斯检测仪及其使用 一、光学甲烷检测仪的特点及构造 1、光学甲烷检测仪的功能和特点 光学甲烷检测仪是用来测定甲烷浓度,也可测定其他气体浓度的一种仪器。按其测量甲烷浓度的范围,分为0~10%(精度0.01%)和0~100%(精度0.1%)两种。这种仪器的特点是携带方便,操作简单,安全可靠,但构造复杂,维修不便。 2、光学甲烷检测仪的构造 光学甲烷检测仪有很多种类,我国生产的主要有AQG-1型和AWJ型,其外形和内部构造基本相同。AQG-1型甲烷检测仪外形是个矩形盒子,由气路、光路和电路三大系统组成。 (1)、气路系统。由吸气管、进气管、水分吸收管、二氧化碳吸收管、吸气橡皮球、气室和毛细管等组成。 (2)、光路系统。由光源、聚光镜、平面镜、平行玻璃、气室、折光棱镜组、反射棱镜组、望远镜系统组成。 (3)、电路系统。其功能和作用是为光路提供电源。该系统由电池、灯泡、光源盖、光源电门和微读数电门等组成。 瓦斯鉴定器主要部件的名称、作用: 照明装置组:是仪器产生干涉条纹的光源部分,灯泡的额定电压1.35V,0.3A带光屏的聚光镜组:汇集光源,使之增强亮度。 平面镜组:光线经过此镜分裂为两束光线,由于镜座的作用,该镜向后倾斜55度。折光棱镜组:将平面镜射出的两列光束经两次90度反射后,折回平面镜上。
反射棱镜组:用于调节光谱的位置。 物镜组:调节镜座可使干涉条纹在分化版上成像清晰 测微镜组:转动微动手轮时,因齿轮带动刻度盘和测微玻璃座,使其偏转,产生光线的偏折,使干涉条纹移动主要供测定1%以下的微数使用。 目镜组:起放大作用,便于观察。通过旋转镜座调节视度,看清光谱。在0~10%范围共21道刻线 吸收管组:内吸收管装有氯化钙或硅胶,用以吸收水分;外吸收管装纳石灰,用以吸收CO2。 气室组:共分三格两侧为空气室,中间为瓦斯室为平衡气室内的大气压力,装有盘型管。 按钮组:分为上下两个按钮,分别用来控制测微和光源系统的照明电路。 二、光学甲烷检测仪的工作原理 光学甲烷检测仪是根据光干涉原理制成的。其工作原理如下: 由光源发出的光,经聚光镜到达平面镜,并经其反射和折射形成两束光,分别通过空气室和甲烷室,再经折光棱镜折射到反射棱镜,最后反射给望远镜系统。由于光程差的结果,在物镜的焦平面上将产生干涉条纹。 由于光的折射率与空气介质的密度有直接关系,如果以空气室和甲烷室都充入新鲜空气产生的条纹为基准(对零),那么,当含有甲烷的空气冲入甲烷室时,由于空气室中的新鲜空气与甲烷室中的含有甲烷的空气的密度不同,他们的折射率不同,因而光程也就不同,于是干涉条纹产生位移,从目镜中可以看到干涉条纹移动的距离。由于干涉条纹的位移大小与瓦斯浓度的高低成正比关系,所以,根据干涉条纹的移动距离就可以测知甲烷的浓度。我们在分划板上读出位移的大小,其数值就是测定的甲烷浓度。
自动光学检测与自动X光检测
AXI/ICT组合测试是否会成为SMT测试的主流技术? 由于市场竞争日趋激烈,电子产品制造商对如何提高产品成品率和产量格外关注。而在SMT生产线中采用何种测试技术对以上两点的影响举足轻重。 目前线路板越来越复杂,传统的ICT测试受到了极大限制。随着线路板的密度不断增大,ICT测试必须不断增加测试接点数,这会有两个弊端:一、将导致测试编程和针床夹具的成本呈指数倍上升。开发测试程序和夹具通常需要几个星期的时间,更复杂的线路板则要一个多月。二、将导致ICT测试出错和重测次数的增多。对ICT构成挑战的还有不断减小的引脚距离。目前高引脚数的封装包括PGA、 QFP、 BGA等,它们的封装密度可达到每平方厘米有几百只引脚。这种引脚密度使测试探针难以插入,也无法增加专用测试焊盘。因此,ICT测试已不能满足未来线路板的测试要求,电子制造商们需要寻找新的测试手段。 自动光学检测系统(AOI)是近几年发展起来的以光学系统为主的检测系统。AOI系统的优点是测试速度快、缺陷捕捉率高。AOI不但可对焊接质量进行检验,还可对光板、焊膏印刷质量、贴片质量等进行检查。因此,采用AOI系统,不仅可以提高生产效率,也能提高产品质量。目前,已有越来越多的厂商采用了AOI系统。但AOI系统的缺点是不能检测电路错误,同时对不可见焊点及双面焊PCB的检测也无能为力。 自动化X射线检测技术(AXI)是目前最新型的测试技术。AXI技术自诞生以来发展迅速,已由2D检验法发展到目前的3D检验法。3D检验法采用分层技术,即将光束聚焦到任何一层并将相应图像投射到一高速旋转的接收面上,由于接收面高速旋转使位于焦点处的图像非常清晰,而其它层上的图像则被消除,故3D检验法可对线路板两面的焊点独立成像。3D检验法还可对那些不可见焊点如BGA等进行多层图像“切片”检测,即对BGA焊接连接处的顶部、中部和底部进行彻底检验。AXI技术对工艺缺陷的覆盖率很高,通常达97%,而工艺缺陷一般要占总缺陷的80%到90%。但AXI技术不能测试电路电气性能方面的缺陷和故障。将AXI检测技术和传统的ICT在线测试方法相结合,则可以取长补短,使SMT检测技术达到完美的结合。目前一种被称为“AwareTest”的技术使AXI系统和ICT系统可以“互相对话”,能消除两者之间的重复测试部分。通过减小ICT/AXI多余的测试覆盖面可减少70%的ICT接点数量,因而可加快ICT编程并降低ICT夹具和编程费用。 由于AXI/ICT组合测试具有较多的优点,在过去的两三年里,应用AXI/ICT组合测试线路板的情况出现了惊人的增长。很多公司如朗讯、思科和北电等都采用了AXI/ICT组合测试。但昂贵的价格是阻碍厂商采用AXI技术的一个主要因素。目前,AXI检测设备的价格是AOI纯光学检测系统的3到4倍。不过这种情况正在得到改善。AXI技术需要的数字相机的成本正在迅速降低,业界已开始从512×512像素AXI系统转向1024×1024甚至2048×2048像素系统。处理器和存储器芯片价格的降低,使AXI系统已开始采用PC上的处理器进行图形处理,大大增强了它的计算能力。 随着AXI系统成本的降低和性能的提高,AXI/ICT组合测试检测技术是否会取代目前的ICT检测技术,成为未来主流的检测技术?敬请发表高见! 王义美格电子设备制造有限公司 我认为不同的测试方法是各有千秋的,对于中国的电子制造商来说,由于各自的生产规模、产品种类的不同,因此不会有某一种测试方法特别适合于中国的厂家。下面是我了解的一些情况,拿出来供大家参考。
MD2043A-三相四线电参数综合测试仪资料
YESDO仪迪 MD2043A三相电参数综合测量仪使用指南
青岛仪迪仪器有限公司制造 Qingdao YESDO Instrument Co.,Ltd 目录 前言 (4) 第一章安全规则 1.1一般规定 (5) 1.2维护和保养 (5) 1.2.1 使用者的维护 1.2.2 定期维护 1.2.3 使用者的修改 第二章使用安装 2.1包装拆封 (6) 2.2包装箱中的内容 (6) 2.3测量仪电源电压 (6) 2.4测量仪的初步检查 (6) 第三章技术规范 3.1规格明细表 (7) 3.1.1 整机规格 3.1.2 重要技术指标 3.2测量范围 (7) 3.3仪表接线原理 (7) 3.3.1 用作三相三线制仪表时 3.3.2 用做三相四线制仪表时 3.4运算关系 (8)
3.4.1用作三相三线制仪表时 3.4.2用作三相四线制仪表时 第四章结构介绍 4.1后面板使用说明 (9) 4.1.1用作三相四线制仪表时 4.1.2用作三相三线制仪表时 4.1.3用单相测量仪表时 4.2前面板使用说明 (10) 第五章使用说明 5.1测量步骤说明…………………………………………1 1 5.2预置功能说明…………………………………………1 1 5.2.1总电流、总功率报警预置值设定 5.2.2电压、电流变比设定 5.2.3退出预置状态 5.2.4使用变比时接线方式 5.3锁存功能说明.............................................1 4 5.4串行通讯协议(选配) (14) 附录:仪表的校验方法……………………………………1 5 本说明仅适用常规产品,如有技术改进,恕不另行通知
自动光学检测仪
用在多层板的内外层或高密度双面板表面质量的检查。但是在其它方面的应用也比较多,特别是对高密度互连结构(HDI)微通孔和表面的检查。而且还应用在IC封装和装配中的印制板的检查。AOI很有效地应用诸多方面,为提高印制板的表面质量,发挥了重要的作用。 一.底片的检查 自动光学系统的设计是根据底片检查工艺特性,采用透射的模式即将需要检查的底片放置在玻璃桌台上,而不采用抽真空台面,而是通过玻璃桌面的下的光束透过玻璃进行对底片的扫描来检查底片相应位置上的缺陷。使用这种方法对底片进行表面质量的检查,为更加清晰的将印制板表面缺陷呈现出来,对该系统的放大装置作了很大的改进,达到了既是印制板表面的很小的缺陷都能检查出来。当在印制板生产过程中使用该系统时,就能将印制板面的5μm和5μm以下的缺陷检查出来,并且能够适当的区别错误的真假,就是采用高级的识别系统大大的减少故障缺陷的发生。 在反射模式将白色的纸放置在光具(底片)之下,介于光具透明和不透明范围之间,以提高其对比度。经过交替的变换达到或接近所使用的标准的AOI系统。这种方法不是通用的的,更多的倾向是由于微小的划伤,才会出现假的缺陷报告。另外,容易产生错误的是由于光具表面银粒子无光泽,再通过AOI的反射模式,特别是焦点不是在光具银乳胶膜上,就很容易出现假的读出。而表面无光泽的粒子致使真空度下降。这些粒子是甲基丙烯酸树脂,直径大约7微米,它能够使光发出散光。 如果AOI是开始并记录应该发现的缺陷,唯一的其缺陷的尺寸应比10微米要大,这样用它来检查就能解决所存在的质量问题,而且还有可能解决对精细导线(S/L=30/50微米)的检查。对于有阻抗要求的导线宽度公差控制不会比±5-10微米变化更大是可能的。而AOI的灵敏度不会记录这样的线宽变化。检查光具(即底片)通常应该在清洁的、黄光室内进行,不建议到AOI作业区进行检查,应此区域清洁度不够。因此,实际上AOI机不是检查内层或外层的光具膜的机器。. AOI实际上也可以检验玻璃底版的图像质量,即玻璃上镀铬膜。这些底版通常制作和检验是通过转包公司再送交PWB制造厂的。典型的要求就是底版上的缺陷的尺寸在5微米或更大些。许多使用玻璃底版的用户也使用检查玻璃的工具进行检查,以延长使用的寿命。但使用玻璃底版也很贵。 玻璃底版至少要曝光百次以上,最典型的次数为200-500次,就必须使用AOI对玻璃底版图像进行质量检查,还可以通过曝光试验,如底版的图像好就可以接着使用,或者进行修整。 二.覆盖有光敏抗蚀剂的板在进行显影前的潜像质量的检查 这一步最基本的想法就是在湿处理前,对板的图像与孔对准度进行检查,及早发现如有质量缺陷就很容
怎样正确使用光学瓦斯检测仪器
怎样正确使用光学瓦斯检测仪器 光学瓦斯检测仪器,俗称“理研”。其功能是用来测定瓦斯浓度,也可测定其它气体(如二氧化碳)的浓度,按其测量瓦斯浓度的范围分为0~10%(精度0.01%)和0~100%(精度0.1%)两种。这种仪器的特点是携带方便,操作简单,安全可靠,且有足够的精度,但构造复杂,维修不便。我国生产的光学瓦斯检测仪器主要有AQG 和AWJ型,其外型和内部构造基本相同,我们所使用的光学瓦斯检测仪器是AQG-1型,AQG-1型瓦斯检定器外形是个矩形盒子,由气路、光路、和电路三大系统组成。适用条件、温度;零下15℃—40℃、湿度小于或等于98%、海拔1000米。 一、在使用光学瓦斯检定器进行测定工作之前,应做好那些工作: 1、检查零部件是否齐全。 2、检查药品的性能:检查水分吸收管(内药管)中的氯化钙(或硅胶)和二氧化碳吸收管(外药管)中的钠石灰是否变色,若变色则失效,应打开吸收管更换药剂。新药剂的颗粒直径在2-5mm之间不可过大或过小。因为颗粒过大不能充分吸收通过气体的水分和二氧化碳,颗粒过小又容易堵塞甚至粉末被吸入气室内,颗粒直径不合要求会影响测定精度。 3、检查气路系统:首先检查吸气球是否漏气检查气室是否漏
气用手捏扁吸气球另一只手掐住胶管,然后放松气球,若气球不鼓起则表明不漏气。 4、检查光路系统:按下电门、由目镜观察,并旋转目镜筒调整到分划板清晰为止,再看干涉条纹是否清晰。 5、清洗瓦斯室:在地面或井下新鲜空气中用手捏气球5-10次。 二、怎样应用光学瓦斯检定器测定瓦斯浓度: 1、调零:在待测地点附近的进风巷道中温度相差不大于10℃捏气球数次,然后检查微读数盘的零位刻度与指标是否重合,先将小数对至零位再选定目镜的黑基线与分划板的零位是否重合,若有移动则按对零操作方法进行调整,使光谱处在零位状态。 2、测定:将连接在二氧化碳吸收管进气口的胶管伸向待测位置,然后捏气球5-10次,将待测气体吸入瓦斯室。 3、读数:按下光源电门由目镜中观察黑基线的位置,如其恰与某整数刻度重合,读出该刻度数值,即为瓦斯浓度,如黑基线位于两个整数之间,则应顺时针转动微调螺旋,使黑基线退到较小的整数位置上然后从微读数盘读出小数值,再与目镜中整数值相加,就是测出的瓦斯浓度,读完瓦斯数后将小数复到零位。 三、怎样应用光学瓦斯检定器测定二氧化碳的浓度: 1、测定:距底板20公分。
AOI自动光学检测
AOI的全称是Automatic Optic Inspection(自动光学检测),是基于光学原理来对焊接生产中遇到的常见缺陷进行检测的设备。AOI是近几年才兴起的一种新型测试技术,但发展迅速,目前很多厂家都推出了AOI测试设备。当自动检测时,机器通过摄像头自动扫描PCB,采集图像,测试的焊点与数据库中的合格的参数进行比较,经过图像处理,检查出PCB上缺陷,并通过显示器或自动标志把缺陷显示/标示出来,供维修人员修整。 编辑摘要 目录 1 什么是AOI 2 什么是AOI测试技术 3 AOI的主要目标 4 针对AOI检查的PCB优化设计 5 新一代自动光学检测技术(AOI):内嵌式检测技术 自动光学检查(AOI, Automated Optical Inspection) 一、定义 运用高速高精度视觉处理技术自动检测PCB板上各种不同帖装错误及焊接缺陷.PCB板的范围可从细间距高密 度板到低密度大尺寸板,并可提供在线检测方案,以提高生产效率,及焊接质量 . 通过使用AOI作为减少缺陷的工具,在装配工艺过程的早期查找和消除错误,以实现良好的过程控制.早期发现缺陷将避免将坏板送到随后的装配阶段,AOI将减少修理成本将避免报废不可修理的电路板. 二、主要特点 1)高速检测系统 与PCB板帖装密度无关 2)快速便捷的编程系统 - 图形界面下进行 -运用帖装数据自动进行数据检测 -运用元件数据库进行检测数据的快速编辑 3)运用丰富的专用多功能检测算法和二元或灰度水 平光学成像处理技术进行检测 4)根据被检测元件位置的瞬间变化进行检测窗口的 自动化校正,达到高精度检测 5)通过用墨水直接标记于PCB板上或在操作显示器 上用图形错误表示来进行检测电的核对 三、AOI 检查与人工检查的比较 人工检查AOI检查 pcb<18*20及千个pad以下 人重要辅助检查 时间正常正常 持续性因人而异好 可靠性因人而异较好 准确性因人而异误点率高
智能电参数测量仪说明书
_________________________________________________________________ 智能电参数测量仪 IV-1001/1002/1003 使 用 手 册 ___________________________________________ 第一章概述 IV-1001/1002/1003智能电参数测量仪是集电压测试、电流测试、功率 测试、功率因数测试于一体的多功能测量仪。内部采用高速度处理器, 是一种智能式电工仪表。广泛应用于照明电器、电动工具、家用电器、
电机、电热器具等领域的生产企业的生产线、实验室和质检部门。 IV-1001/1002/1003智能电参数测量仪具有以下特点: 1、数字显示,读数直观; 2、四窗口同时显示真有效值电压、真有效值电流、峰值电流、功率、功率因数、频率,测试快速; 3、电压、电流量程自动转换,提高测量精度; 4、测量精度不受波形影响; 5、可靠性高,寿命长; *6、可自由设定上下限参数,有合格讯响功率。批量检测提高效率; 第二章 基本原理 基本原理如图1所示: 待测设备
图1 基本原理框图 如图1所示,仪器由模拟部分和数字部分组成。模拟部分主要由传感器、程控放大器、采样保持器和A/D 等电路组成。数字部分包含微型计算机、数据存储器和显示部分组成。 被测电压信号通过电压传感器后,信号降低为弱电压信号,根据信号大小,由微型计算机控制,进行程控放大,并通过采样保持器,由模拟/数字转换器A/D 把电压转换成数字信号,并把数字信号传输至微型计算机,计算出电压真有效值(U RMS )并把数值输出到显示器显示。 被测电流信号通过电流传感器后,信号转换为弱电压信号,同被测电压一样,经过程控放大、采样保持、A/D 转换,在微型计算机里计算出电流真有效值(I RMS )和电流峰值(I p )后并显示。 电压真有效值(U RMS )、电流真有效值(I RMS )、有功功率(P )、功率因数(PF )峰值测量按如下公式计算: 上式中N 为以周期内采样的点数(周期取决于被测信号的频率),U i 和I i 为某一采样时刻的数值。 第三章 技术指标 一、测量范围和基本误差 IV-1001型 P =P U R M S I R M S ×P F = N 1 U i ×I i U R M S =Σ i =1 N N 1Σ i = 1N ()U i 2 I R M S =N 1Σ i = 1N (I )i 2
AOI光学检测仪的原理
由于对AOI光学检测仪的原理不是很理解,有哪位高手帮忙翻译一下以下的原理与简介?在这里先说声谢谢了! 悬赏分:20 |提问时间:2008-12-2 10:42 |提问者:hamigua200708 人认识物体是通过光线反射回来的量进行判断,反射量多为亮,反射量少为暗。AOI与人判断原理相同。AOI通过人工光源LED灯光代替自然光,光学透镜和CCD代替人眼,把从光源反射回来的量与已经编好程的标准进行比较、分析和判断。目前最常用的图像识别算法为灰度相关算法,通过计算归一化的灰度相关(normalized greyscale correlation)来量化检测图像和标准图像之间的相似程度。灰度相关的取值介于“0”和“1000”之间,“1000”代表图像完全相同,“0”代表图像完全不同,一般通过设定一个临界相关值(如650)来判断检测图像是否发生变化。相关值大于或等于临界相关值的为正常图像(元件或焊点正常),而小于临界相关值的为异常图像(元件或焊点异常)本社导入的AOI设备采用归一化的彩色相关算法(normalized color correlation),以RGB三基色的阶调度进行计算相似度。 AOI简介 ( 1)强大的检测功能 Otek 自动光学检测仪采用自主开发的归一化的彩色相关算法(normalized color correlation) 来代替一般使用的灰度相关算法。由于彩色相关算法充分利用彩色图像中的红绿兰(RGB)三基色的全部信息,所以比灰度相关算法具有更高的识别准确性和稳定性。彩色相关算法所利用的信息量比灰度相关算法多2倍,所以彩色相关的运算速度也减慢2倍,但是通过采用专门为多媒体应用所开发的专门运算指令集(MMX)技术使得Otek自动光学检测仪可以在同样或者更短的时间内搜索更多的图像信息。该设备依靠特殊的光源设置,可以使焊点在少锡和多锡时的图像与正常情况时图像的明暗程度发生明显变化,从而可以检测出焊锡错误。Otek的焊锡检测算法具有检测准确度高、误检低的特点。 推荐答案 1 引言 在激烈的市场竞争中,电子产品制造厂商必须确保产品的质量,为了保证产品的质量,在产品制造过程中对各个生产环节半成品或成品进行质量监测尤为重要,随着表面组装技术(SMT)中使用的印制电路板线路图形精细化、SMD元件微型化及SMT组件高密度组装、快速组装的发展趋势,采用目检或人工光学检测的方式检测已不能适应,自动光学检测(AOI)技术作为质量检测的技术手段已是大势所趋。 2 AOI工作原理 SMT中应用AOI技术的形式多种多样,但其基本原理是相同的(如图1所示),即用光学手段获取被测物图形,一般通过一传感器(摄像机)获得检测物的照明图像并数字化,然后以某种方法进行比较、分析、检验和判断,相当于将人工目视检测自动化、智能化。 2.1 分析算法
光学瓦斯检测仪的正确使用方法
瓦斯检测程序及操作 (一)入井前的准备工作 1. 佩戴好瓦斯检查工特种作业人员操作证。 2、对携带的光学瓦斯检测仪的药品、气路及气密性、条纹进行检查,确认其性能良好。 ⑴对药品效能进行检查。吸收管内的干燥剂用氯化钙或变色硅胶。变色硅胶为蓝色颗粒状,直径2~3mm为宜,极易吸收水分而逐渐变为粉红色。吸湿变色后就应更换。但吸湿变色后的硅胶经过干燥处理后可以复用。 吸收二氧化碳的是钠石灰又名碱石灰,仪器使用的是含有变色指示剂的粉红色颗粒,吸收后变为淡黄色。药品颗粒粒度以3~5mm为宜。 ⑵对一起进行气密性检查。先检查吸气球是否漏气。检查方法是:一只手捏扁吸气球压出球内气体,另一只手压住球上的橡皮管,如球不膨胀还原,就证明不漏气,否则可以从气球是否损坏、活塞芯子是否清洁等方面来找原因。然后对仪器的气样通道进行检查。其检查方法与检查吸气球一样,只是把压住吸气球上的橡皮管改为堵住仪器的进气口,如漏气应对各连接部分分别检查,找出原因进行检修。 ⑶检查干涉条纹是否清晰。按下按钮由目镜观察,旋转保护玻璃座调整视度直到数字最清晰,再看干涉条纹是否清晰。如不清晰,可将光源灯泡盖打开,用调整灯泡的位置来改善。 ⑷用新鲜空气清洗气室。仪器在使用前必须在测定地区气温相差不超过10℃的新鲜空气中清洗气室,这是因为:第一,不同温度的气体的折射率是不同的,因此当对零和测定地点的温度差别太大时,会引起测量误差,第二,这种仪器对温度的变化是比较敏感的,温度变化会引起对好零的条纹移动(现场称为“跑正” 或“跑负”)。清洗气室一般在井底车场进行。清洗的方法是挤压五六次吸气球,让新鲜空气流经吸收管后进入气室。 ⑸干涉条纹的“0”位调定。清洗气室后在同一地点随即进行“0”位调定。其方法是:先按下微调按钮(上按钮),转动测微手轮,使刻度盘的“0”位与指标线重合,然后按下粗调按钮(下按钮),转动粗动手轮,从目镜中观察,把干涉条纹的两条黑线中的任意一条对准分划板上的零线,并记住所对的这条黑线,旋上护盖。此后护盖不得再旋动,以免“0”位变动。另外在旋护盖时不要拧的过紧,容易压迫仪器本体,使本体组件变形而造成“0”位移动。 上好护盖后要再看一下干涉条纹中对零的黑线是否移动,若移动需要重新调零。 二.瓦斯测定 一手将连接瓦斯入口的胶管按二氧化碳吸收剂管用探仗伸向测点(距离巷道顶板200mm以下处)手压气球10次以上,待测气体入气室,然后收回探仗,打开目镜护盖。观察光谱黑线在分划板上的移动位置,同时调整测微手轮,使光谱黑线在分划板上移到靠近的整数位置上。再观测测微刻度盘上指示的读数,将分划板
电参数测试仪
2008年浙江省大学生电子设计竞赛题目-数字式电参数测试仪(E题) 一、电子设计竞赛任务 设计并制作一台用单5V直流电源供电,能测量电阻、直流电压、直流电流、频率等电参数的数字式测试仪。单5V直流电源自备。 二、电子设计竞赛要求 1、基本要求 (1)电阻测量范围:10Ω~100KΩ,相对误差<2%; (2)电流测量范围:100μA~10mA(电流源开路电压为10V),相对误差<2%;(3)电压测量范围:100mV~10V,相对误差<2%; (4)频率测量范围:100Hz~10kHz,相对误差<0.1%,输入信号为50mV的正弦交流信号; (5)显示刷新周期≤2s; (6)使用单5V直流电源供电。允许使用小于5V的单直流电源供电,要求线路板上留出5V直流电源电压测试接口。 2、电子设计竞赛发挥部分 (1)电阻测量范围:10Ω~1MΩ,相对误差<0.3%; (2)电流测量范围:100μA~10mA(电流源开路电压为10V),相对误差<0.2%;(3)电压测量范围:100mV~10V,相对误差<0.1%; (4)频率测量范围:10HZ~100kHZ,相对误差<0.01%,输入信号为50mV的正弦交流信号; (5)整机工作电流≤10mA。要求线路板上留出负载电流测试接口; (6)其它。
数字式电参数测试仪 摘要:本文介绍了一种基于高精度恒流源采样技术的新型数字式电参数测试仪,利用微处理器实现对电阻、直流电压、直流电流、频率等电参数的测量,该系统通过ADS1100来进行A/D转化,通过LM334来采集恒流源,通过LCD来显示测量数据。并给出了整个系统的总体设计方案,制作了样机,实际测试表明该:数字式电参数测试仪完全满足题目规定的基本要求和发挥部分的要求。 关键字:单片机电参数测量 AD1100 高精度恒流源 一方案设计与论证 该系统要求用单5V直流电源供电,能测量电阻、直流电压、直流电流、频率等电参数。该系统控制系统采用AT89C51单片机,A/D转换采用AD1100,显示部分采用LCD显示,恒流源采用LM334产生。该系统设计方案框图如图1.1所示。 §1.1系统控制部分 本设计采用AT89C51八位单片机实现。单片机软件编程的自由度大,可通过编程实现各种各样的算术算法和逻辑控制。而且体积小,硬件实现简单,安装方便。 §1.2 A/D转换部分 由于该系统的测量精度要达到0.3%,普通的8位AD转换芯片无法达到这一要求,而AD1100是16位A/D转换,线性误差仅为0.0015%,内置自校准电路,串行输出接口,可方便地与单片机配接。同时具有功耗低,精度高,抗干扰能力强等特点,适合要求精度较高的仪器仪表。所以该系统选择AD1100. §1.3显示部分 方案一:采用八位共阳极LED数码管进行显示,利用单片机I/O口动态循
AOI自动光学检测设备程序编写
前言 AOI全名称为全自动光学检测设备,他的主要作用是代替人工查找PCB的各种外观缺陷,能够起到高效、准确、省时、节约成本等作用。神州视觉科技阿立得品牌AOI是国内首家从事AOI研发、生产、销售及售后服务为一体的综合性AOI制造产家,产品已遍及全国各个省市自治区,远销欧美、日本、中AOI全名称为全自动光学检测设备东以及澳大利亚, 神州视觉科技阿立得品牌AOI的基本原理是:在光学原理的基础上,采用统计建模原理,通过图像比对,排除OK图样,剔选出错误图片。从而达到检测错误的能力。我们在镜头图下所看到的图像就是通过光学原理呈现出来的特征,红光是从上往下照,所以表面光滑能够垂直反射光线的铜铂就显示红色,蓝色从侧面照,反射焊点的光,所以蓝色为焊点图像,绿光为补偿光。当我们选取一些特征点做标准后,就需要对这些标准进行分析他的像素分布以及变化规律,这就用到了统计学原理,通过对大量的OK图片加以统计,对图片中三种光亮度以及分布范围分析,建立起一套数据库信息模型,每一个标准框都是一个模型,通过这个模型来比对待测图像,如果待测图片与标准图差异很大,大于设定的允许误差范围值,电脑则自动剔出为NG。如此达到检测错误的能力。只要程序统计够全面,设定的允许误差范围值合理,检出率高误判率低不难实现,关键在于编程人员对程序的控制能力。 程序编写一共有六个步骤:1、新建程序2、程序面设置3、MARK设置4、程序编写5、学习调试6、检测。在这六个步骤当中,前三个步骤是用来确定PCB板基本信息。第一个步骤是给程序取个名称,第二个步骤是确定PCB的大小。第三个步骤是选特征性点做标致。前三个步骤很简单,对于一般熟练的编程员来说,这三个步骤三分钟之内可以完成。相对而言,第四步程序编写与第五步学习调试是整个编程过程中的难点与重点,这两步骤要多练习才能达到熟练。尽可能一步到位,尽量避免重复操作和无效操作,提高编程效率。在此要说明的是编程主要可分为两种方法,手动编程和CAD数据编程,这两种方法都需要对PCB板上所有的元器件进行标准注册,手动编程是一个一个将PCB板上的元件注册或者链接标准,灵活度不高,做完程序后还要对程序进行仔细检查,是否存在漏掉的元件未注册,相对而言CAD数据画框就具备无需耽心有未注册的元件,除非手贴件,而非贴片机贴上去,他只需要根据元件料号将对应的元件注册即可,更具编程的傻瓜式。但是CAD数据编程在做程序前要取CAD数据,在做程序的过程中还需要将所画出的元件框删除,效率被降低,手动编程则没这些麻烦。在此建议,如果PCB板上的元件在50个以下建议使用手动编程,50个元件以上就可以考虑CAD数据了。另外一个,调试方面,调试程的方法很多,我们必须找准一个合适本公司PCB板质量的一种方式来编程,调试的方法可从速度以及效果上分为:1、要求快速达到检测。此方法选全部学习和限量100来完成,能够学习五六块板即可达到检测,但是这就要求PCB板品质本身很好,错误很少,学习的时候没学习错误。2、要求程序稳定。误判一直保持在同一水平,检出率稳定。此方法适用于大部分的PCB产品,对产品本身要求不高,只要求程序在测试过程中能够稳定,不容易发生误判一下猛增。此方法就是本教程所重点介绍的方法。3、要求检出率高,误判低。这种方法采用的是一直错误暂停的模式进行学习调试,需要大量的时间对程序中的标准进行一个一个学习修改,需要调试的PCB板也用得很多,这种方法主要针对于错误大量而且极不稳定,PCB质量很差才使用这种方法,但是他的优点在于,每一个点都是经过人工确认后学习,大量派生标准核对,一旦学习足够,程序相当稳定,检出率非常高。 在程序编写中,我们会面对很多不同种类的电子原器件,有很多原器件可能你从来没有碰到过,有时不知如何下手,在AOI可以总结为四种框,丝印框、短路框、本体框、焊点
数字式电参数测试仪
数字式电参数测试仪 2010年安徽省大学生电子设计大赛 实验报告 竞赛题目:数字式电参数测试仪(F题)参赛队号: 2010232
系统总体设计方案 目录 一设计报告结构 (1) §1.1电子设计竞赛任务 (1) §1.2理论分析与计算 (1) §1.3摘要 (2) 二系统总体设计方案 (2) §2.1系统控制部分 (3) §2.2 A/D转换部分 (3) §2.3显示部分 (3) 三硬件设计 (4) §3.1电阻测量电路、电流测量电路、电压测量电路 (4) §3.2测频率电路 (5) §3.3 A/D转换电路 (6) §3.4 LED 显示电路 (6) 四软件设计 (7) §4.1软件流程图 (7) 五系统测试 (8) §5.1测试方法与仪器 (8) §4.2数据测量与分析 (8) 六总结 (10)
数字式电参数测试仪 设计报告结构一电子设计竞赛任务1.1§设计并制作一台能测量电阻、电压、电流、频率等电参数的数字 式测试仪。理论分析与计算§1.2、基本要求1(1)电阻测量范围:100Ω~100KΩ,相对误差<2%; (2)电流测量范围:100μA~10mA(电流源开路电压为10V),相对误差<2%; (3)电压测量范围:100mV~10V,相对误差<2%; (4)频率测量范围:100Hz~10kHz,相对误差<1%,输入信号为1V 的方波信号; (5)具有相应的功率测量功能。 (6)显示刷新周期≤2s; 2、电子设计竞赛发挥部分 (1)电阻测量范围:10Ω~1MΩ,相对误差<1%; ),10V(电流源开路电压为10mAμA~100)电流测量范围:2(.数字式电参数测试仪 ;相对误差<1% ;,相对误差<1%)电压测量范围:(3100mV~10V,
AOI自动光学检测仪维护保养规程
AOI自动光学检测仪维护保养规程 一、维护保养目的: 此文件建立了AOI 设备的预防性维护保养程序.通过执行此文件,能使机器更加稳定的运行,降低停机时间,提高产品品质,并能延长机器使用寿命。 二、维护保养内容 工具和保养消耗品:真空吸尘器,T形六角棒,刷子,酒精,无尘纸,除锈剂, 1.日维护保养 操作员必须做好以下几项: 1.1用碎布清洁机器表面. 1.2检查气压值是否在5bar以上,当低于5bar时,请通知相关人员。 2.周维护保养: 维保责任人必须做好以下几项: 2.1检查及清洁各个传感器 2.2用无尘布清洁机器内部 2.3检查并用无尘布清洁照相机检查传送皮带有无破损及皮带滑轮有无松动必要时更换。 2.4测试各项功能控制系统是否正常 3.月维护保养
维护保养责任人必须作好以下机器部件的清洁、维护 3.1清洁所有防尘盖控制箱和冷却风扇灰尘,擦拭干净所有盖板油污。 3.2清洁空气过滤器芯,调整压缩空气压力为5+0.1bar 3.3检查活动部位轴的连线是否松动,如有松动请进行紧固 3.4检查皮带松紧度 3.5检查并校正(如有必要)传送皮带 3.6清洁机器风扇过滤器 3.7清洁X/Y轴导轨并加一薄层10#油膜。 4.年度维护保养 维护保养责任人除作好设备的周、月维护保养外,还须作好以下几项 内容 4.1检查调整机器水平 4.2检查机器所有螺丝是否松动,如有紧固该部件。 4.3校正机器参数和做备份。(必须参考说明书) 4.4清洁、润滑PCB传送轨道的导轨、丝杆 三、注意事项: 注意环保,不同垃圾扔进相应垃圾筒。 当机器进行"清洁"和"注油"时一定要先关掉机器电源。在保养时,当发现有部件即将损坏时应立即更换。任何部件拆卸过必须做相应的校正。做保养后须暖机20分钟.不同部件用油必须正确。
电参数测试仪
“ZLG杯”电子设计竞 赛设计报告 编号:B甲1031 项目名称:单相电参数测量仪 设计小组名单:任昌健 叶路峰 窦青青 赛前辅导老师:姚福安万鹏 学校:山东大学 院系:控制科学与工程学院自动化专业 时间: 2008年9月
目录 1 方案比较与论证 .......................................... 错误!未定义书签。 1.1 总体方案论证 ........................................................................................ 错误!未定义书签。 1.2 主控制器论证 (4) 1.3 键盘模块论证 (4) 1.4 显示方案论证 (4) 2 系统硬件设计 (5) 2.1 系统硬件的基本组成 (5) 2.2 单元电路设计 (5) 2.2.1 单片机系统板电路 (5) 2.2.2 测量电路 (6) 2.2.3 输入电路 (9) 2.2.4 继电器控制电路 (9) 2.2.5 掉电存储模块 (9) 2.2.6 键盘模块 (10) 2.2.7 液晶显示电路 (10) 2.2.8 打印机电路 (10) 3 软件设计 (10) 4 系统测试 (11) 4.1 测试环境 (11) 4.2 测试结果 (12) 4.3 误差分析 (12) 5 总结 (13) 参考文献: (13)
单相电参数测量仪 摘要:本设计以凌阳SPCE061A 16位单片机和电参数测量专用芯片CS5463为核 心。工频电压、电流信号分别通过电压互感器、电流互感器再经阻容网络滤波后进入芯片CS5463。CS5463是多功能、高精度集成芯片,用于测量电压、电流、有功功率、功率因数、频率等电参量。电量通过凌阳单片机的时基中断累加有功功率得到。该系统以液晶显示和键盘作为人机交互界面,用按键实现显示切换等功能,同时还具有打印功能、大负载断电报警功能、预购置电能功能、分时计量电量功能、语音功能,具有很好的人机交互性能。 关键词:凌阳SPCE061A 16位单片机、CS5463、电压互感器、电流互感器、LCD 液晶显示 Abstract:This design takes Ling Yang the SPCE061A monolithic integrated circuit and chip CS5463 as a core. The power frequency voltage, the electric current signal through the voltage transformer, the current transformer, after passing through the RC set filter, enter CS5463 separately. CS5463 measures voltage, electric current, active power, power factor, frequency and so on. In the interrupt routine, the monolithic integrated circuit accumulates the active power to obtain the electric quantity. This system takes the man-machine interaction contact surface by the liquid crystal display and the keyboard, realizes functions and so on demonstration cut with the pressed key, meanwhile has the printing function, the high loading power failure warning function, the pre-purchase electrical energy function, the time sharing measurement electric quantity function, the pronunciation function and so on. Keywords:SPCE061A、CS5463、Potential transformers、Current transformers、LCD display
光学瓦斯检测仪使用步骤
光学瓦斯检测仪使用步骤 瓦斯仪器操作进入检查区域后,按巡回图表所拟定路线及时间依次达到各检查点。1、瓦斯测定一手将连接瓦斯入口的胶管按二氧化碳吸收剂管用测仗伸向测点(距离巷道顶200板mm以下处)手压气球10次以上,待测气体入气室,然后收回测仗,打开目镜护盖。观察光谱黑线在分划板上的移动位置,同时调整测微手轮,使光谱黑线在分划板上移到靠近的整数位置上。再观测测微刻度盘上指示的读数,将分划板上指示的整数与测微盘上指示的小数相加即为该点的瓦斯浓度。2、二氧化碳测定在测定点距巷道底板200mm以上处,首先测出该点的瓦斯浓度,然后拔开二氧化碳吸收剂管,将仪器吸气嘴伸向同一地点。同测瓦斯浓度方法一样。吸取二氧化碳与瓦斯的混合气体,读出混合气体浓度数值减去已测出的同点的瓦斯浓度再乘以0、925所得数即为该点的二氧化碳浓度。 瓦斯检测程序及操作 (一)入井前的准备工作1、佩戴好瓦斯检查工特种作业人员操作证。2、对携带的光学瓦斯检测仪的药品、气路及气密性、条纹进行检查,确认其性能良好。⑴对药品效能进行检查。吸收管内的干燥剂用氯化钙或变色硅胶。变色硅胶为蓝色颗粒状,直径2~3mm为宜,极易吸收水分而逐渐变为粉红色。吸湿变色后就应更换。但吸湿变色后的硅胶经过干燥处理后可以复用。吸收二氧化碳的就是钠石灰又名碱石灰,仪器使用的就是含有变色指示剂的粉红色颗粒,吸收后变为淡黄
色。药品颗粒粒度以3~5mm为宜。⑵对一起进行气密性检查。先检查吸气球就是否漏气。检查方法就是:一只手捏扁吸气球压出球内气体,另一只手压住球上的橡皮管,如球不膨胀还原,就证明不漏气,否则可以从气球就是否损坏、活塞芯子就是否清洁等方面来找原因。然后对仪器的气样通道进行检查。其检查方法与检查吸气球一样,只就是把压住吸气球上的橡皮管改为堵住仪器的进气口,如漏气应对各连接部分分别检查,找出原因进行检修。⑶检查干涉条纹就是否清晰。按下按钮由目镜观察,旋转保护玻璃座调整视度直到数字最清晰,再瞧干涉条纹就是否清晰。如不清晰,可将光源灯泡盖打开,用调整灯泡的位置来改善。⑷用新鲜空气清洗气室。仪器在使用前必须在测定地区气温相差不超过10℃的新鲜空气中清洗气室,这就是因为:第一,不同温度的气体的折射率就是不同的,因此当对零与测定地点的温度差别太大时,会引起测量误差,第二,这种仪器对温度的变化就是比较敏感的,温度变化会引起对好零的条纹移动(现场称为“跑正”或“跑负”)。清洗气室一般在井底车场进行。清洗的方法就是挤压五六次吸气球,让新鲜空气流经吸收管后进入气室。⑸干涉条纹的“0”位调定。清洗气室后在同一地点随即进行“0”位调定。其方法就是:先按下微调按钮(上按钮),转动测微手轮,使刻度盘的“0”位与指标线重合,然后按下粗调按钮(下按钮),转动粗动手轮,从目镜中观察,把干涉条纹的两条黑线中的任意一条对准分划板上的零线,并记住所对的这条黑线,旋上护盖。此后护盖不得再旋动,以免“0”位变动。另外在旋护盖时不要拧的过紧,容易压迫仪器本体,使本体组件变形而造成“0”位移动。上