压铸模具检验标准

压铸模具验收标准
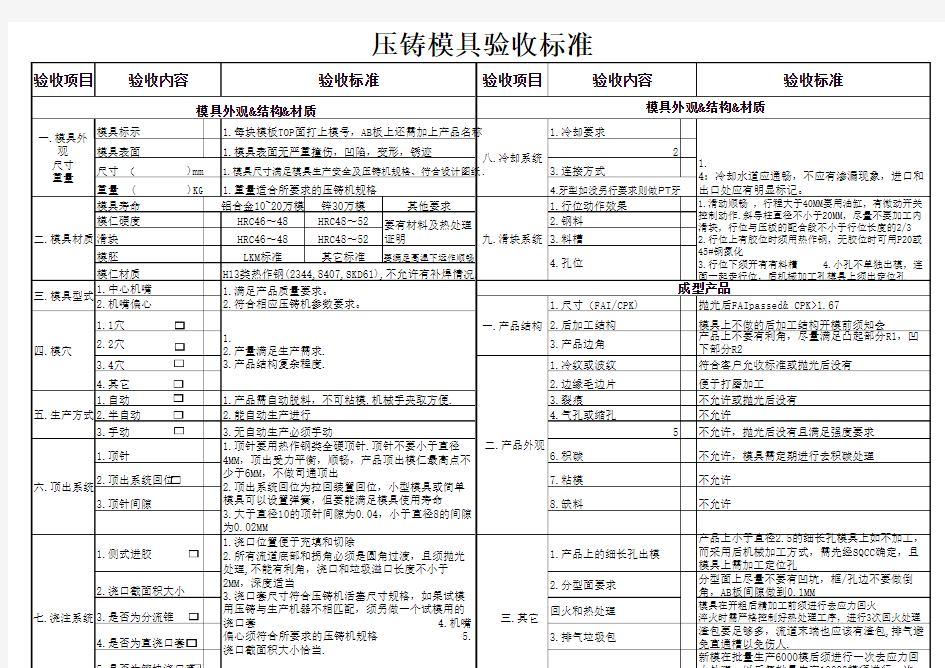
2.所有流道底部和拐角必须是圆角过渡,且须抛光
处理,不能有利角,浇口和垃圾溢口长度不小于
2MM,深度适当
3.浇口套尺寸符合压铸机活塞尺寸规格,如果试模
用压铸与生产机器不相匹配,须另做一个试模用的
浇口套 4.机嘴
偏心须符合所要求的压铸机规格 5.
浇口截面积大小恰当.
4.模具保养火处理,以后每批量生产10000模须进行一次,
每生产半年左右模具要拆卸清理一次,定期进
行去积碳处理
相关主题
压铸模具验收标准
2.所有流道底部和拐角必须是圆角过渡,且须抛光
处理,不能有利角,浇口和垃圾溢口长度不小于
2MM,深度适当
3.浇口套尺寸符合压铸机活塞尺寸规格,如果试模
用压铸与生产机器不相匹配,须另做一个试模用的
浇口套 4.机嘴
偏心须符合所要求的压铸机规格 5.
浇口截面积大小恰当.
4.模具保养火处理,以后每批量生产10000模须进行一次,
每生产半年左右模具要拆卸清理一次,定期进
行去积碳处理