透镜中心偏差问题探讨

2019年云光技术第51卷第2期
44
透镜中心偏差问题探讨
周旭环,龚云辉,黄娅芳,王光伟,王玉彬
(云南北方驰宏光电有限公司,云南昆明 650114)
摘要:透镜表面曲率中心的位置精度直接影响整个光学系统的成像质量。为保证透镜的中心偏差,方便透镜的加工与检测过程,介绍了表征透镜中心偏差的各个参量及其相互关系。并讨论了楔形角与面倾角以及边缘等厚差与球心差的关系。
关键词:中心偏差;球心差;面倾角;边缘等厚差;偏心差
0引言
透镜作为组成光学系统最基本的光学元件,其表面曲率中心的位置精度直接影响整个光学系统的成像质量。根据光学设计的基础,各光学作用表面的曲率中心都应位于光轴上,如果光学表面存在中心偏差,就从根本上影响了光组的旋转对称特性,会导致成象的象散性和畸变的不对称性,也会使成象中心的对比度急剧下降,从而严重影响象质[1-3]。
透镜在加工、检测及装配过程中,由于透镜状态不同、检测方式不同,往往会涉及到表征透镜中心偏差的各个参量。例如透镜在粗磨、精磨时,由于透镜表面粗糙而无法使用透射或反射法测量中心偏差,这个时候使用边缘等厚差(Δt)来进行过程控制更为方便;透镜在磨边时一般使用反射法校正球心差(a);在胶合时大多数情况使用透射法校正偏心差(c);而检验时,根据光学图纸要求,面倾角(χ)、球心差(a)、偏心差(c)等参量均能检测。因而,为方便透镜加工与检测,有必要搞清楚表征透镜中心偏差的各个参量之间的关系。
1中心偏差各参量概念及关系
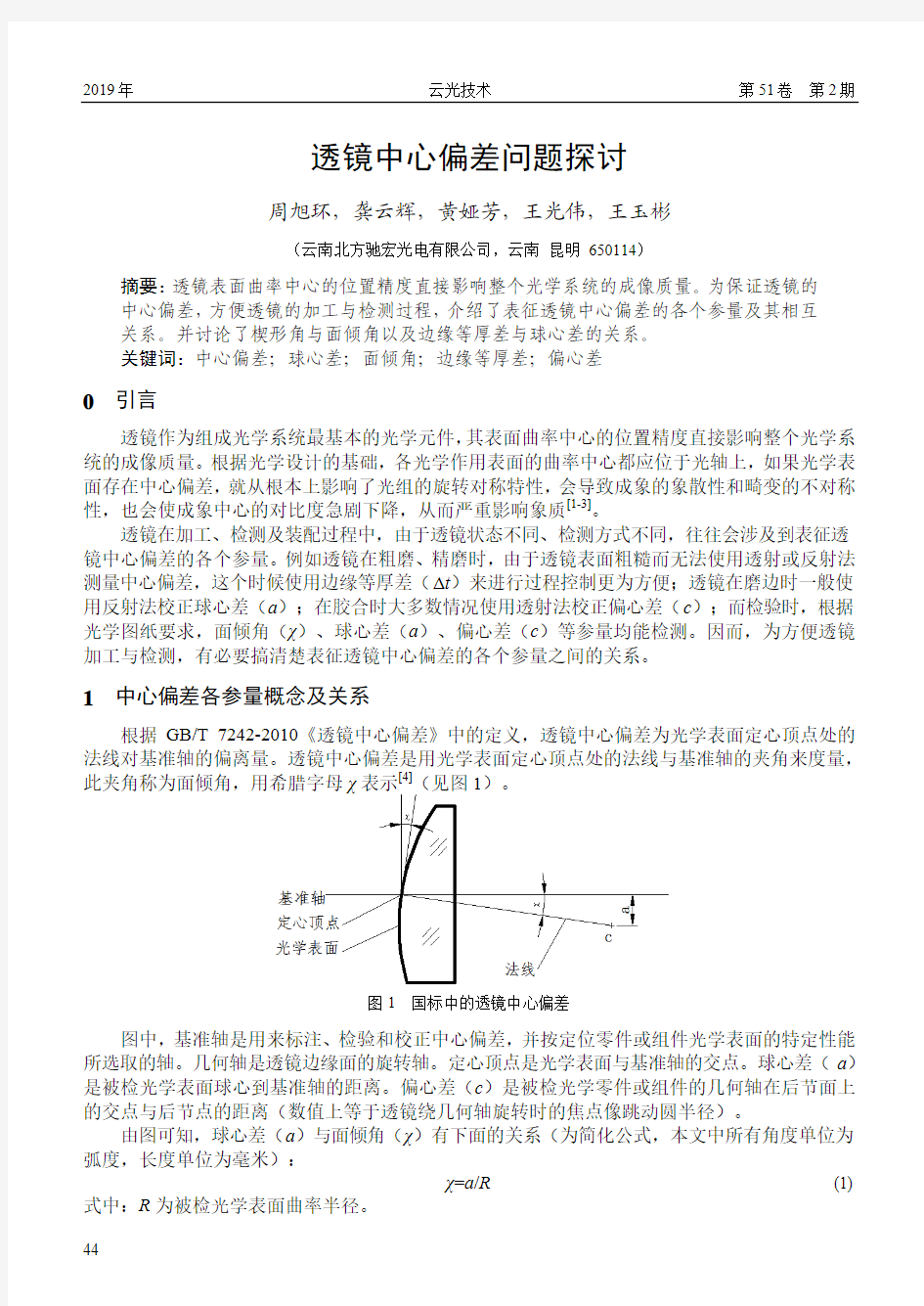
根据GB/T 7242-2010《透镜中心偏差》中的定义,透镜中心偏差为光学表面定心顶点处的法线对基准轴的偏离量。透镜中心偏差是用光学表面定心顶点处的法线与基准轴的夹角来度量,此夹角称为面倾角,用希腊字母χ表示[4](见图1)。
图1 国标中的透镜中心偏差
图中,基准轴是用来标注、检验和校正中心偏差,并按定位零件或组件光学表面的特定性能所选取的轴。几何轴是透镜边缘面的旋转轴。定心顶点是光学表面与基准轴的交点。球心差(a)是被检光学表面球心到基准轴的距离。偏心差(c)是被检光学零件或组件的几何轴在后节面上的交点与后节点的距离(数值上等于透镜绕几何轴旋转时的焦点像跳动圆半径)。
由图可知,球心差(a)与面倾角(χ)有下面的关系(为简化公式,本文中所有角度单位为弧度,长度单位为毫米):
χ=a/R(1) 式中:R为被检光学表面曲率半径。
标准偏差与相对标准偏差公式
标准偏差与相对标准偏 差公式 文件排版存档编号:[UYTR-OUPT28-KBNTL98-UYNN208]
标准偏差 数学表达式: S-标准偏差(%) n-试样总数或测量次数,一般n值不应少于20- 30个 i-物料中某成分的各次测量值,1~n; 标准偏差的使用方法 六个计算标准偏差的公式 标准偏差的理论计算公式 设对真值为X的某量进行一组等精度测量, 其测得值为l1、l2、……l n。令测得值l与该量真值X之差为真差占σ, 则有σ = l i X 1 σ = l2X 2 …… σn = l n X 我们定义标准偏差(也称)σ为 (1)
由于真值X都是不可知的, 因此真差σ占也就无法求得, 故式只有理论意义而无实用价值。 标准偏差σ的常用估计—贝塞尔公式 由于真值是不可知的, 在实际应用中, 我们常用n次测量的算术平均值 来代表真值。理论上也证明, 随着测量次数的增多, 算术平均值最接近真值, 当时, 算术平均值就是真值。 于是我们用测得值l i与算术平均值之差——剩余误差(也叫残差)V i来代替真差σ , 即 设一组等精度测量值为l1、l2、……l n 则 …… 通过数学推导可得真差σ与剩余误差V的关系为 将上式代入式(1)有 (2) 式(2)就是着名的贝塞尔公式(Bessel)。
它用于有限次测量次数时标准偏差的计算。由于当时, ,可见贝塞尔公式与σ的定义式(1)是完全一致的。 应该指出, 在n有限时, 用贝塞尔公式所得到的是标准偏差σ的一个估计值。它不是总体标准偏差σ。因此, 我们称式(2)为标准偏差σ的常用估计。为了强调这一点, 我们将σ的估计值用“S ” 表示。于是, 将式(2)改写为 (2') 在求S时, 为免去求算术平均值的麻烦, 经数学推导(过程从略)有 于是, 式(2')可写为 (2") 按式(2")求S时, 只需求出各测得值的平方和和各测得值之和的平方艺 , 即可。 标准偏差σ的无偏估计 中定义S2为 数学上已经证明S2是σ2的无偏估计。即在大量重复试验中, S2围绕σ2散布, 它们之间没有。而式(2')在n有限时,S并不是总体标准偏差σ的无偏估计, 也
计算方法的课后答案
《计算方法》习题答案 第一章 数值计算中的误差 1.什么是计算方法?(狭义解释) 答:计算方法就是将所求的的数学问题简化为一系列的算术运算和逻辑运算,以便在计算机上编程上机,求出问题的数值解,并对算法的收敛性、稳定性和误差进行分析、计算。 2.一个实际问题利用计算机解决所采取的五个步骤是什么? 答:一个实际问题当利用计算机来解决时,应采取以下五个步骤: 实际问题→建立数学模型→构造数值算法→编程上机→获得近似结果 4.利用秦九韶算法计算多项式4)(5 3 -+-=x x x x P 在3-=x 处的值,并编程获得解。 解:400)(2 3 4 5 -+?+-?+=x x x x x x P ,从而 所以,多项式4)(5 3 -+-=x x x x P 在3-=x 处的值223)3(-=-P 。 5.叙述误差的种类及来源。 答:误差的种类及来源有如下四个方面: (1)模型误差:数学模型是对实际问题进行抽象,忽略一些次要因素简化得到的,它是原始问题的近似,即使数学模型能求出准确解,也与实际问题的真解不同,我们把数学模型与实际问题之间存在的误差称为模型误差。 (2)观测误差:在建模和具体运算过程中所用的一些原始数据往往都是通过观测、实验得来的,由于仪器的精密性,实验手段的局限性,周围环境的变化以及人们的工作态度和能力等因素,而使数据必然带有误差,这种误差称为观测误差。 (3)截断误差:理论上的精确值往往要求用无限次的运算才能得到,而实际运算时只能用有限次运算的结果来近似,这样引起的误差称为截断误差(或方法误差)。 (4)舍入误差:在数值计算过程中还会用到一些无穷小数,而计算机受机器字长的限制,它所能表示的数据只能是一定的有限数位,需要把数据按四舍五入成一定位数的近似的有理数来代替。这样引起的误差称为舍入误差。 6.掌握绝对误差(限)和相对误差(限)的定义公式。 答:设* x 是某个量的精确值,x 是其近似值,则称差x x e -=* 为近似值x 的绝对误差(简称误差)。若存在一个正数ε使ε≤-=x x e * ,称这个数ε为近似值x 的绝对误差限(简称误差限或精度)。 把绝对误差e 与精确值* x 之比* **x x x x e e r -==称为近似值x 的相对误差,称
相对标准方差的计算公式
相对标准方差的计算公式 相对标准方差的计算公式 准确度:测定值与真实值符合的程度 绝对误差:测量值(或多次测定的平均值)与真(实)值之差称为绝对误差,用δ表示。 相对误差:绝对误差与真值的比值称为相对误差。常用百分数表示。 绝对误差可正可负,可以表明测量仪器的准确度,但不能反映误差在测量值中所占比例,相对误差反映测量误差在测量结果中所占的比例,衡量相对误差更有意义。 例:用刻度0.5cm的尺测量长度,可以读准到0.1cm,该尺测量的绝对误差为0.1cm;用刻度1mm的尺测量长度,可以读准到0.1mm,该尺测量的绝对误差为0.1mm。 例:分析天平称量误差为0.1mg, 减重法需称2次,可能的最大误差为0.2mg, 为使称量相对误差小于0.1%,至少应称量多少样品? 答:称量样品量应不小于0.2g。 真值(μ):真值是客观存在的,但任何测量都存在误差,故真值只能逼近而不可测知,实际工作中,往往用“标准值”代替“真值”。标准值:采用多种可靠的分析方法、由具有丰富经验的分析人员经过反复多次测定得出的结果平均值。精密度:几次平行测定结果相互接近的程度。
各次测定结果越接近,精密度越高,用偏差衡量精密度。 偏差:单次测量值与样本平均值之差: 平均偏差:各次测量偏差绝对值的平均值。 相对平均偏差:平均偏差与平均值的比值。 标准偏差:各次测量偏差的平方和平均值再开方,比平均偏差更灵敏的反映较大偏差的存在,在统计学上更有意义。相对标准偏差(变异系数) 例:分析铁矿石中铁的质量分数,得到如下数据:37.45,37.20,37.50,37.30,37.25(%),计算测结果的平均值、平均偏差、相对平均偏差、标准偏差、变异系数。 准确度与精密度的关系: 1)精密度是保证准确度的先决条件:精密度不符合要求,表示所测结果不可靠,失去衡量准确度的前提。 2)精密度高不能保证准确度高。 换言之,准确的实验一定是精密的,精密的实验不一定是准确的 标准偏差在Excel里面的函数是STDEV 相对标准偏差在Excel里面的函数是STDEV()/AVERAGE()。
定位误差计算
创作编号: GB8878185555334563BT9125XW 创作者:凤呜大王* 3.2.3 定位误差的分析与计算 在成批大量生产中,广泛使用专用夹具对工件进行装夹加工。加工工艺规程设计的工序图则是设计专用夹具的主要依据。由于在夹具设计、制造、使用中都不可能做到完美精确,故当使用夹具装夹加工一批工件时,不可避免地会使工序的加工精度参数产生误差,定位误差就是这项误差中的一部分。判断夹具的定位方案是否合理可行,夹具设计质量是否满足工序的加工要求,是计算定位误差的目的所在。 1.用夹具装夹加工时的工艺基准 用夹具装夹加工时涉及的基准可分为设计基准和工艺基准两大类。设计基准是指在设计图上确定几何要素的位置所依据的基准;工艺基准是指在工艺过程中所采用的基准。与夹具定位误差计算有关的工艺基准有以下三种: (1)工序基准在工序图上用来确定加工表面的位置所依据的基准。工序基准可简单地理解为工序图上的设计基准。分析计算定位误差时所提到的设计基准,是指零件图上的设计基准或工序图上的工序基准。 (2)定位基准在加工过程中使工件占据正确加工位置所依据的基准,即为工件与夹具定位元件定位工作面接触或配合的表面。为提高工件的加工精度,应尽量选设计基准作定位基准。 (3)对刀基准(即调刀基准)由夹 具定位元件的定位工作面体现的,用于调 整加工刀具位置所依据的基准。必须指出, 对刀基准与上述两工艺基准的本质是不 同,它不是工件上的要素,它是夹具定位 元件的定位工作面体现出来的要素(平面、 轴线、对称平面等)。如果夹具定位元件是 支承板,对刀基准就是该支承板的支承工 a) 作面。在图3.3中,刀具的高度尺寸由对 导块2的工作面来调整,而对刀块2工作 面的位置尺寸7.85±0.02是相对夹具体4 的上工作面(相当支承板支承工作面)来 确定的。夹具体4的上工作面是对刀基准, 它确定了刀具在高度方向的位置,使刀具 加工出来的槽底位置符合设计的要求。图 3.3中,槽子两侧面对称度的设计基准是工 b 图3.21 钻模加工时的基准分析
定位误差的计算方法.
定位误差的计算方法: (1)合成法 为基准不重合误差和基准位移误差之和; (2)极限位置法 工序基准相对于刀具(机床)的两个极限位置间的距离就是定位误差; (3)微分法 先用几何方法找出工序基准到定位元件上某一固定点的距离,然后对其全微分,用微小增量代替微分,将尺寸误差视为微小增量代入,就可以得到某一加工尺寸的定位误差。 注:基准不重合误差和基准位移误差它们在工序尺寸方向上的投影之和即为定位误差。 例如:用V 型块定位铣键槽,键槽尺寸标注是轴的中心到键槽底面的尺寸H 。T D 为工件定位外圆的公差;α为V 型块夹角。 1. 工序基准为圆柱体的中心线。 表示一批工件依次放到V 型块上定位时所处的两个极端位置情形,当工件外圆直径尺寸为极大和极小时,其工件外圆中心线分别出于点 O '和点O ''。 因此工序基准的最大位置变动量O O ''',便是对加工尺寸H 1所产生的定位误差: 故得:O E O E H H O O 11DH 1 ''-'='-''='''=ε O A E Rt 1''?中: max 1 D 2 1A O ='' 2 sin A O O E 1α''= ' O A E Rt 1''''?中:min 1 D 2 1 A O ='''' 2 sin A O O E 1α''''= '' 2 sin 2T 2sin 2T 2sin A O A O O E O E D D 11DH 1 α=α=α''''-''=''-'=ε
2. 工序基准为圆柱体的下母线: 工件加工表面以下母线C 为其工序基准时,工序基准的极限位置变动量C C '''就是加工尺寸H2所产生的定位误差。 C S C S C O O O H H 22DH 2 '-''=''-'''='-''=ε C O C O O O ) C O O S ()C O O S (' '-''''+'''=''+'-'''+'= 而 2 sin 2T O O D α= ''' min D 2 1C O ='''' max D 2 1 C O ='' 所以:C O C O O O 2 DH ''-''''+'''=ε ) 12 sin 1(2T 2T 2sin 2T 2D D 2 sin 2T )D (21 )D (212sin 2T D D D max min D max min D DH 2 -α=-α=-+ α=-+α=ε
公差计算方法大全
2012年12月20日不详 关键字: 六西格玛机械公差设计的RSS分析 动态统计平方公差方法1.RSS没有充分说明过程均值的漂移,总是假设过程均值在名义设计规格的中心,这就是为什么能力最初看起来比较充分,但实际中这种情况是很少的原因,特别是在制造过程中工具受到 磨损的时候。因此就有必要利用C来调整每一个名义设计值已知的或者估计的过程标准偏差,以此来说明 过程均值的自然漂移,这一方法就称为动态统计平方公差方法(Dynamic Root-Sum-of-Squares Analysis, DRSS)。实际上,这种调整会使标准偏差变大,因而会降低装配间隙概率。 调整后就以一个均值累积漂移的临界值是否大于等于来衡量六西格玛水平,即时,DRSS模型就简化为一个RSS模型,这一特征对公差分析有许多实际意义。从这一意义上讲,DRSS模型是一个设计工具,也是一个 分析工具。因为DRSS模型考虑均值随时间的随机变异的影响,所以称之为动态模型。静态极值统计平方公差方法2.当假设的均值漂移都设定在各自的极值情况时,这种方法称为静态极值统计平方公差方法 ( Worse-Case Static Raot- Surn- of-Squares Anlysis, WC-SRSS),这一方法可以认为是一种极值情况 的统计分析方法。为了有效地研究任意假定的静态条件,需要将公式(2-10)分母项中的偏倚机制转移到分 了项中(注意:当均值漂移大于2σ时,就不能应用上述转换),同时必须用Cp,Cpk:代替分母中的 实际上,所有偏倚机制都可以利用来表示,但是当过程标准偏差改变时,如果利用作为转换日标,名 义间隙值也会改变,这样就违背了均值和方差独立的假设。也就是说,用作为描述均值漂移的基础使得 均值和方差之间正相关。而利用k为动态和静态分析提供了一个可行的和灵活的机制,同时保证了过程均值和方差的独立性。设计优化3.利用IRSS作为优化基础,当考虑5RS5和WC-SRSS作为基础时其逻辑和 推理是相同的。 (1)优化零部件的名义尺寸 在任一给定的需求条件和过程能力条件下,重新安排公式(2-10)就得到该优化方程的表达:式 对该方法的评价4.这一过程以过程数据和指标(等)为设计向导来优化可量化的加工过程及性能,因而所 创建的六西格玛设计是稳健的,也可以说,基于过程能力来创建稳健设计比在制造阶段跟踪并减少变异容易得多。虽然该方法具有许多优势,但它有许多假设条件。为了与其他方法比较。该方法在应用中还:存在以下几个方而的不足之处适用范围比较小(1) 六西格玛机械公差设计所分析的是公差设计中最简单、最常见的一种情况——直线尺寸链,假定尺寸链关 系已知而且目标函数f对各个零部件尺寸x的偏微分}f'I}x=T,所以目标函数的统计公差2=工耐。而在机 械装配中的公差累积实质上大多是非线性的,一般而言尺寸链关系未知或者很复杂,不可能求得}f' l }x a 权重分配缺乏科学性2)(在上述优化设计过程中,无论是名义值的权重分配还是联合方差的权重设置均 是基于经验和良好的工程判断,这样所优化的公差就带有太多的主观随意性,可能不同的工程师所设计的 公差相差很大,缺少一个准确、科学的评价方法来断定优劣。没有考虑成本因素(3)虽然六西格玛机械公差设计以装配概率为日标达到了六西格玛水平,但是公差设计与成本密不可分,稳健性的提高是否会带来 加工成本的增加也未可知,所以应该设定一个成本评价函数来说明优化的结果不仅是稳健的而且不会增加成本
土方量计算方法及误差分析讲解
学校代码: 学号:毕业(设计)论文土方量计算方法及误差分析 姓名: 专业:工程测量技术 班级: 指导教师: 二○一四年六月二十日
土方量计算方法及误差分析 姓名: 指导老师: 摘要 土方量计算是工程施工和设计中一个经常而重要的工作,目前在各种工程建设中,土方量算精度是大家在土方量算中最关心的问题,本文是基于对工程土方量计算中常用的几种方法:方格网法、断面法、等高线法及基于数字地面模型(DEM)法的基本原理比较分析,探讨它们的适用范围及精度分析。 关键词:方格网法;断面法;等高线法; DEM
目录 第一章绪论 (1) 第二章土方量计算的基本方法 (3) 2.1 方格网法 (3) 2.2 等高线法 (5) 2.3 断面法 (7) 2.4 DTM法 (7) 第三章误差分析 (9) 3.1 方格法分析 (9) 3.2 断面法分析 (13) 3.3 等高线法分析 (18) 3.4 DTM 分析 (19) 第四章案例分析及总结 (23) 4.1 案例分析 (23) 4.2 案例总结 (25) 结束语 (26) 致谢 (27) 参考文献 (28)
第一章绪论 随着我国经济的飞速发展,国家根据需要加大对工程建设的投入,无论是公路还是铁路,城市规划中,土方工程是主要项目,土方量计算是工程设计与施工中经常遇到的问题,需要精确计算土方量,土方计算是这些工程的一个重要组成部分,也是最关键的一部分,土方量直接关系到工程造价,同时土方量的计算方法的选取对施工机械,人力的配置起直接影响作用,因此对于土方计算符合实际。在国家经济建设快速发展的今天,不断完善国家基础建设和改善人民水平一样的至关重要,基础建设离不开工程施工,土方量的计算是水土建筑工程施工的一个组成部分,工程施工前得设计阶段必须对土方量进行预算,直接关系到工程的费用概算和方案选优,现实中的一些工程项目中,因土方量计算的精确性而产生的纠纷也是常遇到的,如何利用现场测出的地形数据或原有的数字地形数据快速而准确计算出土方成了人们日益关心的问题。在 当今社会发展前提下,越来越多未开垦的地区被国家投入大量的建筑施工计划。对于中国西部一直贫穷落后的状况,国家投入大量的金钱进行改善。西部地区“十大工程”,青藏铁路的开工建设;从西气东输,到西电东送工程的稳步实施;从西部地区大规模的机场建设,到铁路、公路建设的全面启动;从大规模的城市基础设施建设,到大面积的退耕还林还草试点。西部开发—这一跨世纪的伟大工程,正在广大西部地区扎扎实实地推进,土方工程是这些项目中的主体部分,每个工程的实施都牵涉到工程费用的概算,对于国家来说,合理安排好各项工程的施工费用是关键,国家每年投入西部开发的费用不计其数,但对于一个发展中的国家来说,经济是发展中的重中之重,对于一个经济赤字的国家来说,发展无从谈起,为了大型施工项目的正常实工,其工程预算是必不可少,这无论对于国家还是个人都同样重要。 研究现状: 自九十年代以来,随着基础建设需求的加大,土方计算越来越受人们的重视,传统的土方计算方法越来越不能满足人们的要求,而伴随着计算机编程技术的飞速发展,通过计算机中的图像处理技术与土方理论的结合已成为现今提高土方量计算精度和效率的新的一个有效途径,与此同时国内的研究学者在提高精度,改进公式方面进行大量探讨。对于传
光学实验所涉及计算表达和误差传递公式
光学实验所涉及计算表达和误差传递公式 复习围绕着○1实验原理、○2主要仪器结构、○3步骤、○4误差分析、○5数据处理 1 薄透镜焦距测定 共轭法测薄凸透镜的焦距公式为: l l f 422?-= 或l l f 442?-= (1) 式中l 为物屏到像屏之间的距离(注:f l 4>),?为两次成像时透镜移动的距离。 22 441l l f ?+=?? (2) l l f 2? -=?? (3) 因此焦距的误差传递公式为: ()()()???22222 22 4441c c c u l l u l f u +??? ? ??+= (4) 其中()l u c 和()?c u 分别代表l 和?的综合不确定度。对于同一透镜,焦距f 为某一定值,l 取 大些,?也随之增大,因此2 2 4l ?这一比值如何变化不好判断。由焦距表达式两边同除以l 得: 2 2441l l f ?-= (5) 整理一下可得: l f l -=41422? (6) 将(6)式代入(4)式可得: ()()()?22 2 4121c c c u l f l u l f f u ?? ? ??-+??? ??-= (7) 这样就容易看出:其中()l u c 和()?c u 的大小虽然每次做实验都会不一样,这是我们无法控制的, 但我们可以控制传递公式中传递系数,()l u c 的传递系数为l f -21,()?c u 传递系数为l f -41, 这两个传递系数随着l 增大而增大,因此在同样的()l u c 和()?c u 的情况下,误差也就越大,因此l 只要稍大于f 4即可,这样有利于减小共轭法测焦距的误差。 2 分光计的调节和使用 ??? ? ??-+--?=2''1802211θθθθA ()()()''2 1222112 θθθθ-+-=u u A u 其中()'11θθ-u 、()'22θθ-u 分别代表'11θθ-和'22θθ-的综合不确定度
测量凸透镜焦距三种方法的误差比较
实验中误差分析 余干县第三中学胡叶兰 测薄透镜焦距是少数几个在初中,高中,大学都有的物理实验之一。 其实验要求也随着物理数学知识的增加不断提高。误差分析就是其中的重要项目。本文就以中学物理实验要求对测薄凸透镜焦距实验误差进行分析。 一:系统误差 1像差我们在测薄透镜焦距时,通常把实验光具组看成是理想光具组,即同心光束经凸透镜折射后仍为同心光束,像与物在几何上完全相似。而实际上只有近轴的单色光才能近似达到这个要求。所以像差不可避免。 2.实验装置误差在实验装置上物平面与读数点的近似共面,透镜光心与读数点的近似共面,刻度尺刻度的不均匀及薄透镜的近似等都会引成系统误差。 二:偶然误差 测薄透镜焦距实验中的偶然误差主要来源于实验中对成像清晰度的 判断和刻度尺的读数。对于同一实验方法中上述偶然误差可用左右逼近法和多次测量求平均值来减小,但不同的实验方法其偶然误差大小也不同。以下就测薄凸透镜焦距的三种常用方法做具体分析. 1.自准法(平面镜法) 在光源前面加一光栏(最好再加一滤色片,使光源近似为单色光源),
被照亮的三角形作为物,在凸透镜的另一侧放上平面镜,并调整使物
屏、凸透镜、平面镜三者共轴,采用左右逼近读数法,反复移动透镜的位置,使平面镜反射回来的光在物屏上形成一清晰的、与物等大的倒立实像,记下凸透镜的坐标和物屏的坐标,x= 即为凸透镜的焦距f. 2.物距像距法(透镜公式法) 将自准法实验装置中的平面镜取下换上像屏,调节并使它们共轴,置物屏、凸透镜于u>f某一位置,移动像屏使像屏出现清晰的倒立的实像,测出物距u和像距v,代入凸透镜公式 1/u+ 1/v = 1/f, 即f = uv/( u + v). 3.共轭法 将物屏与像屏位置固定,使它们之间的距离1> 4 f,凸透镜置 于物屏与像屏之间,并调节使它们共轴,移动凸透镜,当像屏上分别出现放大和缩小清晰像时,记下凸透镜在这两个位置的坐标,读出两坐标之间的距离d和物屏与像屏间的距离1, 代入透镜成像公式,有f=(l 2-d 2)/4 1. 4.根据三种测量方法的结果表达式和误差理论写出对应的误差表达式自准法的绝对误差为S =Sx. ( / u)Su + ( 物距像距法的绝对误差为S v)Sv
光学实验的实验误差分析
光学实验所涉及计算表达和误差传递公式 1薄透镜焦距测定 I 2 2 I 2 2 I 4 4I I 2I 2 对于同一透镜,焦距为一定值, I 取大些, 也随之增大,因此 一2这一比值如何变化 4I 2 不好判断,但容易由焦距表达式来求得: 2 2 整理得 1 1 2 2 I 4 4I 2 4I 2 4 I 因此误差传递公式可以写成: 2 u 2 I 1 这样就容易看出:实验测量时1字屏到像屏之间的距离I 取得越大,同样ul 和u 的 前提下,误差越大,因此 I 只要稍大于4f 即可,这样有利于减小焦距测量不确定度。 2分光计的调节和使用 A 180 3迈克尔孙干涉仪测钠灯波长 2d N 41 4 4I 2 2 4 4I 2 宀 2 2 —2 u 4I 2 其中u 分别代表 1 1'和 的综合不确定度
2 2 2 dUd 2U N N 2 2 2 门 2 U N ,—u d ----- N N 对于同一光源而言,波长为一定值,由上式容易分析得出:实验测量过程转动微动手轮 使得从环心处涌现的条纹数目N尽可能多,这样有利提高波长的测量精度。 4光栅衍射测汞灯光谱 j d sin or dsin / j (实验时测量1级谱线的衍射,因此j取1) j 0 sin 0 cos 0 u d j o 2 u o d cot o U o sin o 由此可知:测量光栅常数d宜选择衍射角较大的谱线,这有利于提高光栅常数的测量精确度,因此实验过程我们选择绿色谱线。 sin u d 2 d cos -u j 2 0 cot ------ u j 的谱线来测量光栅常数;(2)测量级次高的衍射谱线来测相应谱线波长。 5最小偏向角测棱镜折射率 综合可知,提高波长测量精确度的措施有:(1)汞灯谱线中选择波长较大且衍射级次大 min sin min sin 1 cos 2 min sin 1 . A sin 2 2 cos min 1 A . cos sin 2 2 min sin min 22
温度偏差计算方法
一、问题的提出 2002年,中国机械工业协会提出对1989年发布的8个《电工电子产品环境试验设备技术条件》进行修订,目前,该项工作正在进行之中。 在标准修订过程中,涉及到环境试验及环境试验设备的重要技术指标温度偏差、温度均匀度问题,新标准还提出了温度梯度问题。这对于环境试验设备用户和生产厂家来说,都是十分重要的问题。 本文试图通过对温度偏差与温度均匀度、温度梯度数值上的相关性的讨论,希望引起环境试验设备用户和生产厂家的重视,恰当理解和规定温度偏差、温度均匀度、温度梯度指标及测试计算方法。 本文仅限于在30分钟内对试验箱规定的测试点,测试15次(或16次、30次、31次)所得的数据进行讨论,因为温度偏差、温度均匀度、(新标准征求意见稿中提出的)温度梯度都使用这同一组数据,也就是说,温度偏差、温度均匀度、温度梯度只是从不同角度描述工作室温度参数的状况,它们在数值上的相关性是必然的。 二、GBlll58-89中温度偏差与温度均匀度数值上的相关性 GBlll58-89《高温试验箱技术条件》采用后面的方法计算温度偏差和温度均匀度。测试方法则是在试验箱温度达到设定温度2h后,30min内每隔2min测一次,共测15次,测试点根据工作空间大小分别为9个点或13个点。 GBl0586-89《湿热箱技术条件》GBl0589-89《低温试验箱技术条件》GBl0590-89《低温/低气压试验箱技术条件》、GBl0591-89《高温/低气压试验箱技术条件》的测试计算方法与GBll58-89基本相同,但个别标准所取系数有差异。 GBlll58-896.3.5规定的温度偏差、温度均匀度计算公式如下: 6.3.5f列出了计算温度均匀度的计算公式 △Tj=ThTL十0.55(σh+σL) (1) 式中: △T j——温度均匀度,℃ Th——平均最高温度,℃ TL——平均最低温度,℃ σh——平均最高温度的标准偏差 σL——平均最低温度的标准偏差 6.3.5h列出了温度偏差的计算公式 (△Th)=Th-T+2.14σh (2) (△TL)=TL-T+2.14σh 式中: △Th——温度上偏差,℃ △TL——温度下偏差,℃ T——标称温度,℃ 温度偏差与温度均匀度数值上的相关性,可以用计算值之比来讨论。 温度均匀度与温度上偏差之比: 温度均匀度与温度下偏差之比: GB11158-89对温度偏差、温度均匀度测试计算采用了平均值和标准差,这与GB/T5170.1-1995是有区别的。计算温度偏差则以标称温度T为基准,这与GB/T5170.1-1995
凸透镜标准不确定度的误差分析
凸透镜焦距的测定的误差分析 林明菊 摘要:透镜是光学仪器中最基本的光学元件,而透镜焦距是透镜的重要参量之一,透镜的成像位置及性质(大小、虚实)均与其有关。本文通过对凸透镜焦距测定的研究,在相同测量条件下采用两次成像法取不同的d、D值测得的结果进行比较分析,总结出D值的选取对不确定度影响的规律,为焦距测量实验提供一些数据参考。 关键词:薄透镜;凸透镜;焦距;测量方法;实验误差 不同透镜有不同的焦距,而同一透镜的焦距有多种测量方法,对于测量方法的选取应根据不同的透镜、不同的精度要求和具体的实验条件选择合适的方法。测量凸透镜焦距的方法主要有以下几种:物距像距法测凸透镜焦距、辅助透镜成像法测凸透镜焦距、两次成像法测凸透镜焦距(又称共轭法、贝塞尔法或位移法)、自准直法测凸透镜焦距等。笔者根据现有的实际情况及实验条件,对大学物理中常用的两次成像法,选取在各种物屏像屏距离D值(D>4f)的情况下测量凸透镜焦距,并通过不确定度分析总结出在相同条件下,如何选取合适的物屏像屏距离才能测得较精确结果的结论。 1.透镜基本知识 透镜是由两个折射面所限定的透明体组成称为透镜,是光学仪器中最基本的光学元件。薄透镜是透镜中最基本的一种,其厚度较自身球面的曲率半径及焦距要小得多,厚度可忽略不计。薄透镜可分为凸透镜和凹透镜。其中心厚度大于边缘厚度的称为凸透镜,中心厚度小于边缘厚度的称为凹透镜[1]。 焦距是光学系统中衡量光的聚集或发散的度量参数,指从透镜的光心到光聚集之焦点的距离,它是表征透镜成像性质的重要参数。 2. 测量值不确定度的意义 在物理测量中,测量的理想值是获得被测量在测量条件下的真值,但在实际的测量过程中由于实验方法、实验仪器和实验者操作技能等因素的影响,测量值只能是被测量的一个近似值,但它是在真实值附近的一个测量值范围内,测量不确定度就是评定此测量值范围的一个测量质量指标。若此量值范围越窄,即测量不确定度越小,则测量值表示真实值的可能性就越高[2]。
误差基本知识及中误差计算公式
测量误差按其对测量结果影响的性质,可分为: 一.系统误差(system error) 1.定义:在相同观测条件下,对某量进行一系列观测,如误差出现符号和大小均相同或按一定的规律变化,这种误差称为系统误差。 2.特点:具有积累性,对测量结果的影响大,但可通过一般的改正或用一定的观测方法加以消除。 二.偶然误差(accident error) 1.定义:在相同观测条件下,对某量进行一系列观测,如误差出现符号和大小均不一定,这种误差称为偶然误差。但具有一定的统计规律。 2.特点: (1)具有一定的范围。 (2)绝对值小的误差出现概率大。 (3)绝对值相等的正、负误差出现的概率相同。 (4)数学期限望等于零。即: 误差概率分布曲线呈正态分布,偶然误差要通过的一定的数学方法(测量平差)来处理。 此外,在测量工作中还要注意避免粗差(gross error)(即:错误)的出现。 §2衡量精度的指标 测量上常见的精度指标有:中误差、相对误差、极限误差。 一.中误差 方差 ——某量的真误差,[]——求和符号。 规律:标准差估值(中误差m)绝对值愈小,观测精度愈高。 在测量中,n为有限值,计算中误差m的方法,有: 1.用真误差(true error)来确定中误差——适用于观测量真值已知时。 真误差Δ——观测值与其真值之差,有: 标准差 中误差(标准差估值), n为观测值个数。 2.用改正数来确定中误差(白塞尔公式)——适用于观测量真值未知时。 V——最或是值与观测值之差。一般为算术平均值与观测值之差,即有: 二.相对误差 1.相对中误差=
2.往返测较差率K= 三.极限误差(容许误差) 常以两倍或三倍中误差作为偶然误差的容许值。即:。 §3误差传播定律 一.误差传播定律 设、…为相互独立的直接观测量,有函数 ,则有: 二.权(weight)的概念 1.定义:设非等精度观测值的中误差分别为m1、m2、…m n,则有: 权其中,为任意大小的常数。 当权等于1时,称为单位权,其对应的中误差称为单位权中误差(unit weight mean square error) m0,故有:。 2.规律:权与中误差的平方成反比,故观测值精度愈高,其权愈大。
标准偏差与相对标准偏差公式
标准偏差 数学表达式: S-标准偏差(%) n-试样总数或测量次数,一般n值不应少于20-30个 i-物料中某成分的各次测量值,1~n; 标准偏差的使用方法 六个计算标准偏差的公式[1] 标准偏差的理论计算公式 设对真值为X的某量进行一组等精度测量, 其测得值为l1、l2、……l n。令测得值l与该量真值X之差为真差占σ, 则有σ1 = l i?X σ2 = l2?X …… σn = l n?X 我们定义标准偏差(也称标准差)σ为
(1) 由于真值X都是不可知的, 因此真差σ占也就无法求得, 故式只有理论意义而无实用价值。标准偏差σ的常用估计—贝塞尔公式 由于真值是不可知的, 在实际应用中, 我们常用n次测量的算术平均值 来代表真值。理论上也证明, 随着测量次数的增多, 算术平均值最接近真值, 当时, 算术平均值就是真值。 于是我们用测得值l i与算术平均值之差——剩余误差(也叫残差)V i来代替真差σ , 即 设一组等精度测量值为l1、l2、……l n 则 …… 通过数学推导可得真差σ与剩余误差V的关系为 将上式代入式(1)有
(2) 式(2)就是著名的贝塞尔公式(Bessel)。 它用于有限次测量次数时标准偏差的计算。由于当时, ,可见贝塞尔公式与σ的定义式(1)是完全一致的。 应该指出, 在n有限时, 用贝塞尔公式所得到的是标准偏差σ的一个估计值。它不是总体标准偏差σ。因此, 我们称式(2)为标准偏差σ的常用估计。为了强调这一点, 我们将σ的估计值用“S ” 表示。于是, 将式(2)改写为 (2') 在求S时, 为免去求算术平均值的麻烦, 经数学推导(过程从略)有 于是, 式(2')可写为 (2") 按式(2")求S时, 只需求出各测得值的平方和和各测得值之和的平方艺 , 即可。 标准偏差σ的无偏估计 数理统计中定义S2为样本方差
常见定位方式定位误差的计算
常见定位方式定位误差得计算 ⑴工件以平面定位 平面为精基面 基准位移误差△基=0 定位误差△定=△不 、⑵工件以内孔定位 ①工件孔与定位心轴(或销)采用间隙配合得定位误差计算△定= △不+ △基 工件以内孔在圆柱心轴、圆柱销上定位。由于孔与轴有配合间隙,有基准位移误差,分两种情况讨论: a、心轴(或定位销)垂直放置,按最大孔与最销轴求得孔中心线位置得
变动量为: △基= δD+ δd+△min = △max =孔Dmax-轴dmin (最大间隙) b、心轴(或定位销)水平放置,孔中心线得最大变动量(在铅垂方向上)即为△定 △基=OO'=1/2(δD+δd+△mi n)=△max/2 或△基=(Dmax/2)-(dmin /2)=△max/2 = (孔直径公差+轴直径公差) / 2 ②工件孔与定位心轴(销)过盈配合时(垂直或水平放置)时得定位误差
此时,由于工件孔与心轴(销)为过盈配合, 所以△基=0。 对H1尺寸:工序基准与定位基准重合,均为中心O,所以△不=0 对H2尺寸:△不=δd/2 ⑶工件以外圆表面定位 A、工件以外圆表面在V型块上定位 由于V型块在水平方向有对中作用。基准位移误差△基=0 B.工件以外圆表面在定位套上定位 定位误差得计算与工件以内孔在圆柱心轴、圆柱销上定位误差得计算相同。
⑷工件与"一面两孔"定位时得定位误差 ①“1”孔中心线在X,Y方向得最大位移为: △定(1x)=△定(1y)=δD1+δd 1+△1min=△1max(孔与销得最大间隙) ②“2”孔中心线在X,Y方向得最大位移分别为: △定(2x)=△定(1x)+2δLd(两孔中心距公差) △定(2y)=δD2+δd2+△2min=△2max ③两孔中心连线对两销中心连线得最大转角误差:
薄透镜焦距测量中的误差及处理
薄透镜焦距测量中的误差及处理 薄透镜焦距的测量是物理实验教学中的一个重要内容.测定焦距不单是一项产品检验工作,更重要的是为光学系统的设计提供依据。最常用的测薄透镜焦距方法有三种,即自准直法、物距像距法与共扼法。由于成像关系上的一些近似和仪器的原因,这三种方法的测量误差都较大。尽管侧量数据比较集中,但三种方法测量结果并不吻合。本文结合实际侧量数据,对此三种方法中的误差来源及处理方法进行讨论,并给出最终的结果表示。仅以凸透镜为例进行说明。 1 、透镜像差的影响 我们在测量薄透镜的焦距时,常把它看作理想的光具组,即同心光束经透镜后仍为同心光束,像与物几何上完全相似.实际上,只有近轴的单色光成像才近似满足上述关系.否则就得不到理想的像。透镜的这种性质就是像差,在不同的问题中各种像差所起的作用也不一样[Ul.我们实验中所用的普通透镜像差较大,其中对焦距测量影响较大的有色差、球差、 崎变等,这些影响使焦距的测量精度受到限制下面在表1、和表2中分别给出用测焦仪对某透镜的实测结果。 可见由于透镜像差的影响,我们侧得透镜焦距的误差不可能小于2mm。 2、实验装置的误差估计 学生实验中,在光具座上用自准直方法、物距像距法和共扼法测量薄透镜的焦距,除观察成像清晰与否引起的偶然误差可用多次测虽、左右通近法减小外,主要的系统误差有物平面与标志点(读数点)不共面,透镜光心与标志点不共面,薄透镜近似(两主平面不重合)和刻度尺不均匀等。下面以自准法为例进行讨论。 2.1 物平面O与读徽准线位.P。不共面的误差 如图1 (a)所示,读数准线位置P。与物平面O之间的差值为?xo,在自准直情况下,有 f = S.+ ?xo 如将物屏(连滑块)转过1800,如图1 (b).
常见定位方式定位误差的计算
常见定位方式定位误差的计算 ⑴工件以平面定位 平面为精基面 基准位移误差△基=0 定位误差△定=△不 .⑵工件以内孔定位 ①工件孔与定位心轴(或销)采用间隙配合的定位误差计算△定= △不+ △基
工件以内孔在圆柱心轴、圆柱销上定位。由于孔与轴有配合间隙,有基准位移误差,分两种情况讨论: a.心轴(或定位销)垂直放置,按最大孔和最销轴求得孔中心线位置的变动量为: △基= δD + δd + △min = △max =孔Dmax-轴dmin (最大间隙) b.心轴(或定位销)水平放置,孔中心线的最大变动量(在铅垂方向上)即为△定 △基=OO'=1/2(δD+δd+△min)=△max/2 或△基=(Dmax/2)-(dmin/2)=△max/2
= (孔直径公差+轴直径公差) / 2 ②工件孔与定位心轴(销)过盈配合时(垂直或水平放置)时的定位误差 此时,由于工件孔与心轴(销)为过盈配合, 所以△基=0。 对H1尺寸:工序基准与定位基准重合,均为中心O ,所以△不=0 对H2尺寸:△不=δd/2 ⑶工件以外圆表面定位 A、工件以外圆表面在V型块上定位
由于V型块在水平方向有对中作用。基准位移误差△基=0
B.工件以外圆表面在定位套上定位定位误差的计算与工件以内孔在圆柱心轴、圆柱销上定位误差的计算相同。
⑷工件与"一面两孔"定位时的定位误差 ①“1”孔中心线在X,Y方向的最大位移为: △定(1x)=△定(1y)=δD1+δd1+△1min=△1max(孔与销的最大间隙) ②“2”孔中心线在X,Y方向的最大位移分别为: △定(2x)=△定(1x)+2δLd(两孔中心距公差) △定(2y)=δD2+δd2+△2min=△2max ③两孔中心连线对两销中心连线的最大转角误差:
透镜中心厚度检测 (3)
透镜中心厚度的在线非接触测量系统 摘要:透镜中心厚度检测是透镜生产中的一个重要环节,传统的方法是采用接触式测量法,这种检测法精度低、耗时长、容易划伤透镜并且无法实现实时在线测量。本文设计了一种基于激光三角法测距原理的透镜中心厚度检测系统,该系统是一种新型的非接触测量系统,测量精度高,并且实现了生产线上的实时测量。论文首先介绍了激光三角法测距的基本原理,其次介绍了透镜中心厚度检测系统的结构组成,系统采用精密的四维调整台和改进的激光三角探头对透镜中心进行精确定位,定位精度可以达到亚微米级,系统用两个性能指标完全一样的激光三角探头进行测量,达到了较好的测量效果,测量范围为0.5~20mm。最后,论文通过对系统的误差来源进行分析,得出了系统的测量精度,透镜中心厚度检测系统的测量精度≤5 m。关键词:非接触测量,激光三角法,透镜中心厚度检测 Abstract:Lens center thickness detection is an important part in the production of lens, the traditional method is the contact measurement which has a low accuracy, time-consuming, easy to scratch the lens and can not achive real-time and on-line measurement.Based on the principle of laser triangulation rangefinder we designed a lens center thickness detection system in the paper, which is a new non-contact measurement system with high accuracy and a real-time measurement on the lens production. First, the paper introduces the basic principle of the laser triangulation ranging. Second, the paper describes the structure of the lens center thickness detection system, which uses the precision four-dimensional adjustment platform and the improved laser triangulation probes to achieve precision positioning of the lens centre, therefore the positioning accuracy can be reached sub-micron. The system uses two laser triangulation probes with the entirely same technical indicators to measure and achieves a better measurement result. The measurement range reaches 0.5~20mm. Finally, the paper analysis the source of the error, the precision of the lens center thickness detection system reaches≤5mm. Key words: Non-contact measurement, Laser triangulation, Thickness of lens center testing 引言 透镜是光学系统中最基本的元件,现代光学仪器要求具有非常高的成像质量,这就对透镜的加工质量提出了很高的要求,加工出来的透镜必须严格限制在公差范围内。在透镜的生产过程中,透镜中心厚度是一个很重要的参数,它对透镜的焦距和曲率半径都有影响,关系着成像质量的好坏,因此需要在生产线上实现对透镜中心厚度的自动、实时检测,这对于提高生产效率,减小测量误差,保障透镜质量具有重要意义。传统的透镜中心厚度检测方法是采用接触式测量或者是利用干涉法测量,采用接触式测量需要将检测头与透镜相接触,这很容易对透镜造成划伤,而且接触式测量很难准确找到透镜的中心位置,因此测量的精度也比较低;而干涉法测量虽然能达到较高的测量精度,但是容易受到周围空气的扰动,测量的稳定较差[1]。 本文设计了一种基于激光三角法的透镜中心厚度检测系统,系统采用两个高精度的激光三角位移传感器和PZT驱动的精密四维调整台,可以快速准确的对透镜中心进行定位,而且也保证了测量具有很高的精度,该系统属于非接触式测量,与传统的透镜中心厚度检测方法相比较具有测量精度高、测量速度快、实时在线测量的优点[2],并且不会对透镜表面造成划伤。 1.激光三角法测量原理