allegro skill 干货1-制作焊接丝印图
allegro skill 干货1-制作焊接丝印图
1.Allegro skill 提供了PCB editor 二次开发的可能,它可以使某些繁琐的操作自动化,简单
化,例如,在某些情况下我们需要手工焊接时,需要对照原理图,丝印图一一去找器件,这样既浪费了很多时间,同时还导致手工焊接出错。
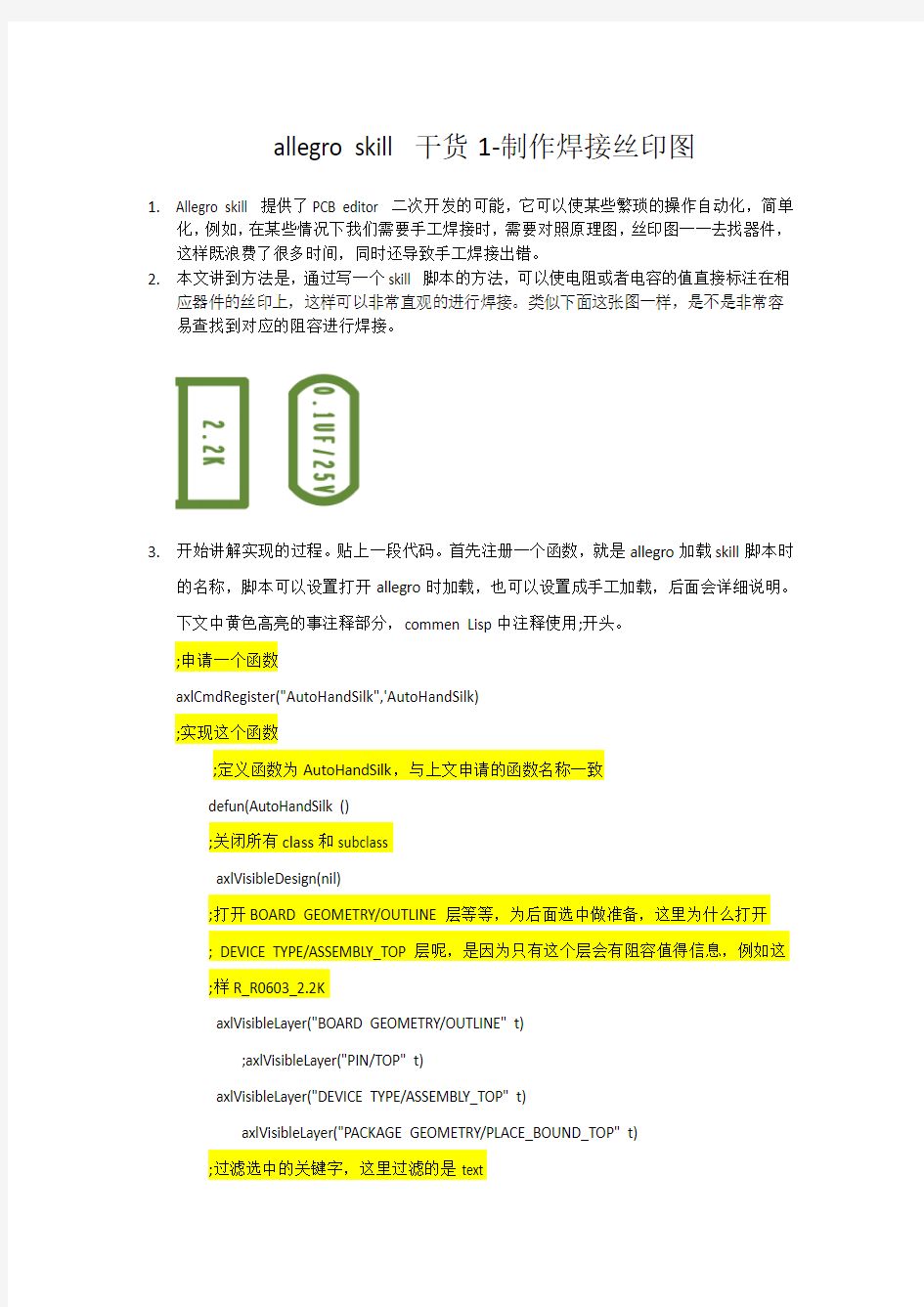
2.本文讲到方法是,通过写一个skill 脚本的方法,可以使电阻或者电容的值直接标注在相
应器件的丝印上,这样可以非常直观的进行焊接。类似下面这张图一样,是不是非常容易查找到对应的阻容进行焊接。
3.开始讲解实现的过程。贴上一段代码。首先注册一个函数,就是allegro加载skill脚本时
的名称,脚本可以设置打开allegro时加载,也可以设置成手工加载,后面会详细说明。
下文中黄色高亮的事注释部分,commen Lisp中注释使用;开头。
;申请一个函数
axlCmdRegister("AutoHandSilk",'AutoHandSilk)
;实现这个函数
;定义函数为AutoHandSilk,与上文申请的函数名称一致
defun(AutoHandSilk ()
;关闭所有class和subclass
axlVisibleDesign(nil)
;打开BOARD GEOMETRY/OUTLINE层等等,为后面选中做准备,这里为什么打开
; DEVICE TYPE/ASSEMBLY_TOP层呢,是因为只有这个层会有阻容值得信息,例如这
;样R_R0603_2.2K
axlVisibleLayer("BOARD GEOMETRY/OUTLINE" t)
;axlVisibleLayer("PIN/TOP" t)
axlVisibleLayer("DEVICE TYPE/ASSEMBLY_TOP" t)
axlVisibleLayer("PACKAGE GEOMETRY/PLACE_BOUND_TOP" t)
;过滤选中的关键字,这里过滤的是text
axlSetFindFilter(
?enabled list("noall" "text")
?onButtons list("noall" "text")
)
;选中页面上以上显示层的text,这个和实际在allegro环境中框选一样
axlAddSelectAll()
;将选中的text信息赋值给对象all
all = axlGetSelSet()
;去除显示,相当于去除高亮
axlClearSelSet()
;这里是打印一条log
axlMsgPut("DEVICE TYPE/Assy place started.")
;这里是skill语言也就是commen Lisp语言的for循环
foreach(i all
;将text值取出来赋值给变量text
text = i ->text
;下面这句相当于split字符串的功能,就是把类似R_R0603_2.2K的字符串
;中有用的信息2.2K取出来
text_list = parseString(text,"_")
text=car(last(text_list))
;去阻容丝印等的原点坐标,注意丝印的原点坐标不是字的正中心,是字底
;部的中心
xy = i ->xy
;取当前丝印的旋转角度
txt_rot = round(i ->rotation)
;将180度都统一用0度表示,90度的统一用270表示
cond(
(txt_rot == 180, txt_rot = 0)
(txt_rot == 90, txt_rot = 270)
)
;这里是对每个丝印进行具体处理了,下面就是把丝印放在什么位置呢,
;这里的方法是取place_bound_top层的长方形算中心
foreach(childid, i ->parent ->children
when(childid ->layer == "PACKAGE GEOMETRY/PLACE_BOUND_TOP" || childid ->layer == "PACKAGE GEOMETRY/PLACE_BOUND_BOTTOM"
sym_x = (xCoord(car(childid ->bBox)) + xCoord(cadr(childid ->bBox))) / 2.0
sym_y = (yCoord(car(childid ->bBox)) + yCoord(cadr(childid ->bBox))) / 2.0
)
)
;前面说过丝印的xy并不是字的正中心,所以这里算出偏移量并根据具体
;情况加或者减
halfT extHeight = axlGetParam(sprintf(nil, "paramTextBlock:%d", 1)) ->height / 2.0
case(txt_rot
( 0, sym_y = sym_y - halfT extHeight)
( 90, sym_x = sym_x + halfT extHeight)
(180, sym_y = sym_y + halfTextHeight)
(270, sym_x = sym_x - halfTextHeight)
)
;这里的xy才是要把丝印最终放置的位置
xy = list(sym_x, sym_y)
;定义要创建文字的属性,字体默认使用1号了,使用者可以根据实际情况修
;改合适的字体,然后再使用此脚本
textOrientation = make_axlT extOrientation( ?textBlock "1", ?rotation txt_rot, ?mirrored i ->isMirrored, ?justify "CENTER")
;下面是注释掉的语句,实现的是直接在assemble_top上创建丝印,并删除
;掉旧的丝印,实际上就是相当于移动丝印。
;if(axlDBCreateT ext(text, xy, textOrientation, i ->layer, i ->parent)
;then axlDeleteObject(i)
;else axlMsgPut(strcat("Update Failed on ", text))
;)
;这里是新建了一个层用来新建丝印,建议使用此种方式。
if(axlDBCreateText(text, xy, textOrientation, "MANUFACTURING/mySilk", nil)
then print("manufacture past silk")
else axlMsgPut(strcat("Update Failed on ", text))
)
)
;下面就是隐藏掉一些层,显示一些层,隐藏用nil,显示用t
axlVisibleLayer("DEVICE TYPE/ASSEMBLY_TOP" nil)
axlVisibleLayer("PACKAGE GEOMETRY/PLACE_BOUND_TOP" nil)
axlVisibleLayer("MANUFACTURING/PEN3" t)
axlVisibleLayer("PACKAGE GEOMETRY/SILKSCREEN_TOP" t)
)
4.以上就实现了将你想要显示的丝印移动到指定层,通过注释你就会发现skill脚本其实没
那么难,只是需要对函数进行熟悉就可以,但是一旦一大坨代码一起放出来时就会懵逼,下面我教你一种方法,相当于单步调试了,你就知道每句代码实现的是啥了。
5.首先打开allegro的command窗口,输入set telskill
6.进入allegro的CIW ,类似下面的窗口,这里就可以将前面程序单条放在里面执行了,然
后可以到allegro 窗口中看发生了什么变化,这样就像某些集成IDE中的单步调试,不过单步全靠Ctrl+C 和Ctrl+V
7.最后回归正题,如果你想尝试下可以将上面的程序拷贝到一个文件中,存储名为
AutoHandSil.il 需要注意必须是il后缀喔。然后存储到你自己的skill路径中,可以按下面的方式查看你自己的路径
a)%CDSROOT%\share\local\pcb\skill这个是你的skill路径,CDSROOT是多少呢
b)首先进入到allegro command中
c)输入$CDSROOT,就会出现CDSROOT代表的路径了
d)手动使用skill脚本需要在skill窗口中输入load(“AutoHandSilk.il”) 然后输入
AutoHandSilk 就执行脚本了
e)如果你想每次打开allegro自动加载脚本,需要在你的skill路径中新建一个文件.ilinit
文件,然后将你的脚本名称放入其中。
f)官方参考文档 %CDSROOT%\doc
8.后续再出其它方面的内容,例如加入FORM 在allegro中,可以像使用allegro菜单一样
实现你自己的功能。
9.如在使用中遇到问题或者想获取更多skill脚本,当前已有的脚本有自动将ref/silkscreen
中丝印放入丝印框的中心,还有其它类似脚本等。
Allegro焊盘与封装制作
焊盘、封装设计 1. 直插焊盘尺寸 设引脚实际直径P Drill diameter:D=P+0.3(P<=1mm);P+0.4(P>1mm&&D<=2mm);P+0.5mm(P>2mm)Regular pad:D+0.4(D<1.27mm);D+0.76(D>1.27mm);D+1mm(Drill为矩形或椭圆形)Flash焊盘:内径=Drill diameter+0.5mm;外径=Regular pad+0.5mm; Anti pad:Regular pad+0.5mm; Flash的创建:保证flash的spoke的宽度,通常为10mil(0.254mm)以上 直插式焊盘不需要PasteMask层,因为直插焊盘不用贴片。 2. 表贴焊盘尺寸 根据DataSheet或使用Orcad library builder生成,然后修改,注意阻焊层不要重叠 3. 直插焊盘钻孔符号 直插焊盘需要添加钻孔符号Drill/Slot symbol,制作光绘文件的时候用的一些表识符号,Figure,一般选择Hexagon X,六边形;Characters用A,Width和Height都是根据Drill的大小来填写,一般和Drill一样大。 4. 焊盘各层含义说明 Solder mask:阻焊层,PCB上绿油那部分,比焊盘大0.1mm或0.05mm(视具体情况而定)Paste mask:助焊层,<=实际焊盘大小,贴片钢网用,通常等于焊盘大小(BGA一般小于焊盘) Film mask:预留层,用户添加自定义信息 Thermal relief:热风焊盘,用于避免焊接时散热过快,当器件引脚与负片层平面连接时使用,通过热风焊盘将drill和负片层连接,掏空的区域就是制作的Flash(Flash中的铜皮就是负片掏空部分) Anti pad:抗电边距,防止引脚与其他网络相连,其直径即为避让圆形的直径;当焊盘的网络与负片层网络不同时,通过Anti Pad将负片层和drill进行隔离,以避开负片层网络。Regular pad:正片层正规焊盘,主要与top layer,bottom layer,internal layer进行连接,一般top和bottom一会做成负片,不用设置Thermal pad和Anti pad。 5. 不同焊盘必须层 a、通孔类焊盘Drill Plated
Allegro Skill中数据的输入输出控制
SKILL中数据的输出控制 1.数据的输出可以使用以下函数 print、println、printf print和println对不同数据类型采用默认显示格式。print和println采用以下格式显示数据: print与println的区别 print直接在之前的数据后面输出,而println在每次输出的最后会加一个换行符。请看下面例子: for( i 1 3 print( "hello" )) ;Prints hello three times. "hello""hello""hello" for( i 1 3 println( "hello" )) ;Prints hello three times. "hello" "hello" "hello" printf 函数 printf函数采用格式输出。其格式一般为: printf(格式控制,输出表列) 比如: printf("\n%-15s %-15s %-10d %-10d %-10d %-10d" layerName purpose rectCount labelCount lineCount miscCount ) 上面例子中,printf括号中包含两个部分: 第一个部分为格式控制,是用双引号括起来的字符串。其中包含有各个格式说明,由格式说明符号”%”和格式字符组成。比如上例中的”%d”、”%s”。一般”%”后面为格式字符。格式控制中还可包含普通的字符,普通字符不会转换,直接输出。 第二部分为输出表列,输出表列为输出的各个数据,也可以是表达式。 比如下面例子: printf(“a=%d b=%d a+b=%d” a b a+b) 当a=2 b=3时,以上printf函数输出为 “a= 2 b=3 a+b=5” 以下为一些常见的转义字符: %d 整数(十进制) %f 浮点型 %s 字符串或symbol %c 字符输出,只输出一个字符 %n 数值 %L List %P 坐标点
allegro焊盘制作
焊盘制作 1.1 用Pad Designer制作焊盘 Allegro中制作焊盘的工作叫Pad Designer,所有SMD焊盘、通孔焊盘以及过孔都用该工具来制作。 打开程序->Cadence SPB 16.2->PCB Editer utilities->Pad Designer,弹出焊盘制作的界面,如图1.1所示。 图1.1 Pad Designer工具界面 在Units下拉框中选择单位,常用的有Mils(毫英寸),Millimeter(毫米)。根据实际情况选择。 在Hole type下拉框中选择钻孔的类型。有如下三种选择:
Circle Drill:圆形钻孔; Oval Slot:椭圆形孔; Rectangle Slot:矩形孔。 在Plating下拉框中选择孔的金属化类型,常用的有如下两种: Plated:金属化的; Non-Plated:非金属化的。 一般的通孔元件的管脚焊盘要选择金属化的,而元件安装孔或者定位孔则选择非金属化的。 在Drill diameter编辑框中输入钻孔的直径。如果选择的是椭圆或者矩形孔则是Slot size X,Slot size Y两个参数,分别对应椭圆的X,Y轴半径和矩形的长宽。 一般情况下只要设置上述几个参数就行了,其它参数默认就可以。设置好以后单击Layers标签,进入如图1.2所示界面。
图1.2 Pad Designer Layers界面 如果制作的是表贴元件的焊盘将 Singel layer mode 复选框勾上。需要填写的参数有: BEGINLAYER层的Regular Pad; SOLDEMASK_TOP层的Regular Pad; PASTEMASK_TOP层的Regular Pad。 如图1.3所示。 图1.3 表贴元件焊盘设置 如果是通孔焊盘,需要填写的参数有: BEGINLAYER层的Regular Pad,Thermal Relief,Anti Pad;DEFAULTINTERNAL层的Regular Pad,Thermal Relief,Anti Pad;
单元体幕墙施工方法及工艺
六、幕墙施工方法及工艺 1. 施工方法 单元式幕墙板块吊装阶段采用单元吊具进行施工,无需脚手架,但先期的转接件安装可使用脚手架,而且板块的垂直运输需塔吊或专用单元吊装机来完成,因而,此阶段需土建予以脚手架及塔吊的配合工作。本工程的框架式幕墙需采用脚手架进行施工,脚手架由总包予以配合。脚手架的立杆单排、双排均可,但最基本的要求是,里皮立杆离墙距离不应小于400mm。 2. 施工工艺 本工程按照不同幕墙形式,可分为单元式幕墙、局部框架式玻璃幕墙、橱窗及顶部天窗等。以下对各种幕墙形式的施工工艺进行分别叙述。 2.1单元幕墙安装工艺 工程施工准备 2.1.1.1技术准备工作 A.组织设计人员对现场安装工人进行技术交底,熟悉本工程单元式幕墙的技术结构特点,详细研究施工方案,熟悉质量标准,使工人掌握每个工序的技术要点。 B.项目经理组织现场人员学习单元板块的吊装方案,着重学习掌握吊具的额定荷载,各种单元体重量等重要参数。 2.1.1.2单元板块运输,吊装机具的准备 A.根据本工程单元板块几何尺寸、重量设计合适的板块周转架。 B.根据单元板块的尺寸、重量及吊装方法设计合适的吊具及选用合适电动葫芦,起重架等设备,所有机具设备的选用都应有一定的安全系数,重要部件应通过试验测试其可靠性。 C.与总包协调使用塔吊进行垂直运输和板块吊装。 2.1.1.3现场施工条件的准备 A.首层平面应划分出专用区域用来进行板块卸车及临时存放,此区域应在塔吊使用半径之内。当塔吊拆除后,此区域应能实现用汽车吊卸车。 B.板块垂直运输条件
a.为实现板块运到各楼层,每隔5~8层应设一个板块存放层,在此层应设 一钢制进货平台,由塔吊及进货平台实现板块由地面至存放层的垂直运 输。 b.当塔吊拆除后,可用施工用人货两用电梯实现极少量的单元板块的垂直 运输。 c.当人货两用电梯不能用地,可采用专用单元吊装机提升运输。 2.1.1.4项目经理负责落实施工用电、用水、附件库房,办公室、工人用餐、住 宿等问题。 2.1.2测量放线 2.1.2.1复核土建结构标高线的正确性 A.以土建的±0.0标高为基准,利用水平仪、50米长卷尺及适当重量的重物,每隔5~10层为阶段复核土建标高的正确性。 B.如发现土建标高不准确,应另作标记,并应有“幕墙专用”的标识,并将复核情况上报总包单位及监理。 C.标高复核时应着重注意由于楼体沉降而产生的主、裙楼标高不一的情况,应确保主裙楼标高的一致性。 2.1.2.2确定幕墙施工测量放线的基准层 A.楼体平面变化层确定为一基准层。 B.两测量基准层间隔层数不易大于7~8层。 2.1.2.3复核基准层土建基准点、线的闭合情况 A.用经纬仪、50米长卷尺复核土建基准点、线的角度、距离,如发现偏差应进行均差处理。 B.当测量时应注意考虑温度、拉尺力量测量结果的影响,应进行适当的修正。C.当发现测量结果有较大偏差时,应及时上报总包及监理公司,进行联合测量、纠偏。 2.1.2.4以复核过的基准点或基准线为依据,做出转接件施工所需的辅助测量 线。 2.1.2.5依据正确的控制线及主体结构图进行结构边缘尺寸的复核,如发现超差 现象及时上报总包进行剔凿,以免影响板块的安装进度。 2.1.3预埋件处理
Allegro元件封装(焊盘)制作方法总结
Allegro元件封装(焊盘)制作方法总结 ARM+Linux底层驱动 2009-02-27 21:00 阅读77 评论0 字号:大中小 https://www.360docs.net/doc/a64475673.html,/html/PCBjishu/2008/0805/3289.html 在Allegro系统中,建立一个零件(Symbol)之前,必须先建立零件的管脚(Pin)。元件封装大体上分两种,表贴和直插。针对不同的封装,需要制 作不同的Padstack。 Allegro中Padstack主要包括以下部分。 1、PAD即元件的物理焊盘 pad有三种: 1. Regular Pad,规则焊盘(正片中)。可以是:Circle 圆型、S quare 方型、Oblong 拉长圆型、Rectangle 矩型、Octagon 八 边型、Shape形状(可以是任意形状)。 2. Thermal relief 热风焊盘(正负片中都可能存在)。可以是: Null(没有)、Circle 圆型、Square 方型、Oblong 拉长圆型、 Rectangle 矩型、Octagon 八边型、flash形状(可以是任意形 状)。 3. Anti pad 抗电边距(负片中使用),用于防止管脚与其他的网 络相连。可以是:Null(没有)、Circle 圆型、Square 方型、 Oblong 拉长圆型、Rectangle 矩型、Octagon 八边型、Shape形 状(可以是任意形状)。 2、SOLDERMASK:阻焊层,使铜箔裸露而可以镀涂。 3、PASTEMASK:胶贴或钢网。 4、FILMMASK:预留层,用于添加用户需要添加的相应信息,根据需要使用。 表贴元件的封装焊盘,需要设置的层面及尺寸: Regular Pad: 具体尺寸根据实际封装的大小进行相应调整后得到。推荐使用《IPC-SM-78 2A Surface Mount Design and Land Pattern Standard》中推荐的尺寸进行尺寸设计。同时推荐使用IPC-7351A LP Viewer。该软件包括目前常用的大多数S
allegro skill选择和获取函数
allegro skill选择和获取函数 对Allegro中的对象进行操作,比如移动、删除,都需要先选择和获取该对象的dbid。选择操作包含一些选择设置比如是只选择Symbol还是Symbol和Via都可以选等等,然后通过axlSelect 相关函数来选择具体的对象,然后是axlGetSelSet函数来得到那些被选择的dbid。 AXL-Skill函数支持多种选择的方式,比如单选择一个对象,或者是框选多个对象,又或者说是使用Temp Group的方式来选择多个对象,不过通常对象只有在当前可见(Visible)的情况下才可 以被选择上(除非设置了invisible选项)。 选择设置和被选择了对象的有效性会一直持续到用户使用其它的系统命令,比如allegro的Add Cline命令,因为allegro的命令将会改变一些系统的dbid,所以的Skill之前获取的bdid都 会变成无效的(removed)。 通常的选择和获取操作如下, 设置Find Filter来控制将要被选则的对象类型; 选择对象的三种模式:单选,多选或通过名字来选择; 从被选择的对象中添加和移除对象 3.1 Find Filter设置函数 函数定义axlSetFindFilter(?enabled lt_enabled ?onButtons lt_filterOn) 功能:该函数最直观的理解是,它可以设置allegro的Find Filter。 参数:lt_enabled,该参数将决定哪些Find Filter中的元素可以被选择; lt_filterOn,该参数将决定可以被选择的元素中,哪些已经被选中了。 参数支持的类型如下:"PINS","VIAS","CLINES","CLINESEGS","LINES","LINESEGS","DRCS","TEXT","SHAPES","SHAPESEGS","BOUNDARY_SHAPES","VOIDS" ,"VOIDSEGS","SYMBOLS","FIGURES","COMPONENTS","FUNCTIONS","NETS","INVISIBLE", "NAMEFORM","ALLTYPES","ALL", "DYNTHEMALS","GROUPS","GROUPMEMBERS" 用法示例:axlSetFindFilter( ?enabled list( "vias" "pins" "nets") ?onButtons list( "vias" "pins")) => 设置Find Filter中的vias,pins,nets为可以被选择的,而其它的选项将被设置成不可操作的,默认选择了vias和pins。 3.2 点选函数 axlSingleSelectPoint() => 运行该命令之后,allegro将提示你点选一个design中 的对象。 axlAddSelectPoint() axlSubSelectPoint() 3.3 框选函数 axlSingleSelectBox() => 在allegro中框选 axlAddSelectBox()
汽车冲压件焊接检验指导书
汽车冲压件焊接检验指 导书 文稿归稿存档编号:[KKUY-KKIO69-OTM243-OLUI129-G00I-FDQS58-
焊接检验指导书QR- 8.3-13 一、检验标准内容 1、焊接质量检验方法 2、外观检验标准 3、焊点质量标准 4、焊接尺寸精度 二、焊接质量检验方法 1、直观检查 用普通、无辅助设备的视力观察,检查车身分总成的外观、焊点(缝)数量、位置和成形质量。 2、试片的性能试验 用与正常生产相同的焊接参数,对与产品同材料、同厚度、同层次的试板进行焊接,试验完成后出具相关试验报告。将试验报告提交至技术部、质量部存档,试验标准参见表3 a、调试完成后,所有工位试板需进行试板的性能试验,并提供试验报告。 b、正式生产后,需每三个月提供一次所有工位试板5组的性能试验报告 c、每次对焊钳进行参数调整,需提供相应焊钳的试板性能试验报告。 3、半破坏试验检查 将专用的工具或装置插入焊接部件以及临近焊缝的部件之间,施加一个外力后,不破坏元部件,观察焊点(缝)的成形质量。 a、检查对象 1)焊接件焊点及关键焊点、易出现缺陷的焊点;
2)半破坏检查前先进行目视检查,检查焊接和工件是否异常。 b、检验频次: 抽检:每批次1次,一次3件。 c、检验内容: 将被检查的部件放至规定的检查区域: 1)清点焊点个数; 2)检查焊点位置; 3)检查是否存在不可接受的焊点。 d、检验方法: 对焊缝中具有特征代表性的焊接点进行检验,将专用凿子和锤子进行在离焊点规定处插入一定的深度(与被检查焊点内端齐平),到达要求的尺寸范围后,上下扳动凿子,直到焊接点材料屈服或严重弯曲,检查焊点是否松动。 f、检验注意事项: 1)如果发现有焊点拉长而焊缝无断裂或损坏,应停止检验。对于两个以上工件之间的焊缝,应在每对相邻工件之间进行检验。对于两端焊点,必须检验。 2)当进行半破坏检查时应注意:别让凿子接至焊接部位,这可能会导致衔接部位被切断; 3)当进行半破坏检查时,插入凿子的位置和深度做如下要求:A=1.0mm~ 2.0mm(尽量同焊接部位靠近),B=5.0mm以上。半破坏检查的操作示意图; 4)拔出凿子,用0.5~1镑锤子还原零件。 5)半破坏焊点检查的数量,不少于焊接焊点总量的30%。 g、记录
ALLEGRO异形特殊结构焊盘制作
夜猫PCB 工作室,专业高速PCB 设计 https://www.360docs.net/doc/a64475673.html, 电话:400-050-6860 异型焊盘制作 袁荣盛 一般不规则的焊盘称为异型焊盘,典型的有金手指、大型的器件焊盘或者是板子上需要 添加特殊形状的铜箔(可以制作一个特殊封装代替)。 打开 Allegro ,新建一个 Shape 封装,命名后点击 Browse (注意一定要保存在图 2 所示 的路径或者保存在其他的路径然后修改图 2 的路径)。 图 1 - 1 - 图 2 切记:保存的路径和图 2 所示的路径为同一路径,否则制作焊盘时将没有 Shape 文件调用。
夜猫PCB工作室,专业高速PCB设计https://www.360docs.net/doc/a64475673.html,电话:400-050-6860 上述设置好之后,即可绘制 Shape,首先执行操作 SETUP-Drawing Size 调出命令框修改设置如下:其中单位视使用者情况而定,可以不作修改,而 Type 一定要设置为 Package。 图 3 设置完毕后可点击 Shape-Polygon 在控制栏的 Option 栏会出现图 4 所示界面,点击鼠标即可绘制 Shape,如果有精度要求需要用命令进行绘制,这里不在详细叙述。 图 4 这时一定要设置 Type 属性为 Shape,然后点击 save 保存即可。
夜猫PCB工作室,专业高速PCB设计https://www.360docs.net/doc/a64475673.html,电话:400-050-6860 图 5 打开 Pad 编辑器 Pad Designer,Parameters 页面的设置不再赘述。在 Layers 页面正焊 盘选择 Shape,然后选择路径即可出现图 6 所示界面: 图 6 基本操作完毕,后续的其他操作与制作普通焊盘无异。但一般制作焊盘的的过程中需要 的尺寸相同,即可以调用同一个 制作 Soldermask 和 Pastemask,后者的尺寸可以和 Pin Shape,而前者的尺寸一般比 Pin 的尺寸大一点,所以需要制作两个尺寸不同的 Shape。
Cadence_Skill_语法详解(中文)要点
常量、变量 常量是它的值等于自身的表达式,如123,”abc”…变量是保存了其它值的表达式,如x=3, x即变量。算术与逻辑操作符 函数名语法对应操作符 Data Access arrayref a[index] [ ] setarray a[index] = expr bitfield1 x
not !expr !bnot ~x ~ Binary expt n1 ** n2 ** times n1 * n2 * quotient n1 / n2 / plus n1 + n2 + difference n1 - n2 - leftshift x1 << x2 << rightshift x1 >> x2 >> lessp n1
钢结构制作安装焊接工程检验批质量验收记录表
钢结构制作安装焊接工程检验批质量验收记录 表 Hessen was revised in January 2021
钢结构制作(安装)焊接工程检验批质量验收记录表 GB50205-2001 010901□□□
说明 010901 (Ⅰ)(主控) 020401 主控项目: 1.检查数量:全数检查。检验方法:检查产品的质量合格证明文件,中文标志及检验报告。 2.全数检查。检查复验报告。 3.全数检查。检查质量证明书和烘焙记录和材料用量证明。 4.全数检查。检查焊工合格证及其认可范围,有效期。 5.全数检查。检查焊接工艺评定报告。 6.全数检查。检查超声波或射线探伤记录。 7.资料全数检查;同类焊缝抽查10%,且不应少于3条。观察检查,用焊缝量规抽查测量。见图。 8.每批同类构件抽查10%,且不应少于3件;被抽查构件中,每一类型焊缝按条数抽查5%且不应少 于1条,每条检查1处,总抽查数不应少于10处。观察检查或使用放大镜、焊缝量规和钢尺检查,当存在疑义时,采用渗透或磁粉探伤检查。
钢结构制作(安装)焊接工程检验批质量验收记录表 GB50205-2001 010901□□
说明 010901 (Ⅰ)(一般) 020401 一般项目: 1.按量抽查1%,且不应少于10包。观察检查。 2.全数检查。检查预、后热施工记录和工艺试验报告。 3.检查数量同主控项目第8条。观察检查或使用放大镜、焊缝量规和钢尺检查。见附录表。 4.检查数量同主控项目第8条。用焊缝量规检查。注:B指焊缝宽度h f>的角焊缝其局部焊脚尺寸允 许低于设计要求值,但总长度不得超过焊缝长度10%;焊接H形梁腹板与翼缘板的焊缝两端在其两翼缘板宽度范围内,焊缝的焊脚尺寸不得低于设计值。见附录表。 5.检查数量:每批同类构件抽查10%,且不应少于3件,观察检查。 6.检查数量:每批同类构件抽查10%,且不应少于3件,被抽查构件中,每件焊缝按数量各抽查 5%,总抽查处不应少于5处。观察检查。 注:t为连接处较薄的板厚。
板式衣柜加工工艺流程
一、结构: 1—侧板25A 2—顶底板25A 3—L型顶底板25A 4—五角顶底板25A 5—层板6—L型层板7—五角层板8—踢脚板9—背板12A 1:板式更衣间衣柜由各单元组合而成,有一字单元、五角单元、L型单元; 2:单元系列规格 一字单元宽度系列:450、600、900、990(旋转衣蓝柜)、1200 高度系列:1792、2144、2496、2656 深度:586 五角单元宽度系列:930 高度系列:1792、2144、2496、2656 深度:586 直角单元宽度系列:1066、1115、1217、1284 高度系列:1792、2144、2496、2656 深度:586 3:单元基本结构:一般由侧板、中竖板、顶板、底板、背板、层板、踢脚板组装而成; 4:单元板式配置有:抽屉(外盖式和嵌入式)、柜中柜--抽屉柜、领带格抽屉(外盖式 和嵌入式)、分格;
5:单元五金配置有: 结构五金:木圆榫φ8*30、偏心轮连接件、铝背柱、层板连接件; 功能五金:衣杆、拉蓝、西裤架、仪容镜、领带架等; 二、板式更衣间衣柜单元各板件规格; 耐磨板:黄橡、灰橡、黑橡、浅樱桃、红樱桃、白枫、灰拉丝、暖白、褐木纹; 木单板:用直纹白橡木皮做黄橡、黑橡、灰橡;用山纹水曲柳木皮做叶桉系列;
四、板式更衣间衣柜单元板件加工工艺; 1:侧板、中侧板 注:1、高度H=1792、2144、2496、2656分别对应H1=1696、2048、2400、2560 2、以木皮贴面板为基材,四周封0.5mm 木皮,增加打磨、油漆工序; 3、封1mmPVC 边为前边;左右侧板对称加工;中侧板双面对称加工 4、安装移门时,中侧板前端上下需要裁缺口;
Allegro表贴类元件焊盘与封装制作
A l l e g r o表贴类元件焊 盘与封装制作 Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998
手工制作表贴类元件封装 1贴片元件焊盘制作 1.1打开Pad Designer PCB Editor Utilities > Pad Designer 1.2L ayers选项勾选 Signle layer mode(Parameters选项不做设置) 可在Parameters>Summary 查看到Single Mode: on,制作贴片类元件焊盘必须勾选。 1.3B EGIN LAYER 顶层(焊盘实体):在Regular Pad(常规焊盘)中,选择Geometry下拉列表,确认焊盘的型状,输入焊盘的width、height。 (注意:贴片类元件焊盘Thermal Relief、Anti Pad选择Null。) 焊盘形状: Null(空)、Circle(圆形)、Square(正方形)、Oblong(椭圆形)、Rectangle(长方形)、Octagon(八边形)、Shape(形状、任意形状) 1.4PASTEMASK_TOP 钢网层、锡膏防护层:印锡膏用,为非布线层,与BEGIN LAYER的设置一致。 1.5SOLDERMASK_TOP 阻焊层:绿油开窗(就是焊盘与绿油中间位置,没铜皮也没绿油),焊盘尺寸比BEGIN LAYER大(IPC 7351标准),自已设置大2mil。 (这里的2mil是指边到边,如果是个正方形焊盘,那么soldermask的边长比焊盘的实际边长要大4mil,BGA的焊盘也不例外。) 1.6焊盘保存 File下拉菜单中,选择Save/Save as,保存焊盘(保存至symbols文件夹内),焊盘制作完成。 2贴片元件封装制作 2.1打开PCB Editor PCB Editor >Allegro PCB Design GXL
机加工企业精益生产改善(一)单元生产设备布局的改善规划
机加工企业精益生产改善(一)单元生产设备布局的改善规划精益管理顾问 宋文强 (原创) 去一些机加工企业讲课和辅导,感觉到这些机加工企业的布局流线化、作业标准化等精益程度比装配企业相对要低一些,改善的潜力也大一些。 所以,这次本人就重点谈谈机加工企业的布局改善和生产线编成,帮助深挖一下机加工企业的精益改善潜力。 机加工企业的典型布局方式机群式布局。在机群式布局情况下,同一类型的机加工设备布置在一起,例如:按照车床组、铣床组、刨床组、磨床组等进行分区布置。 China Kaizen China Kaizen China Kaizen China Kaizen 在机群式布局下,某一个工件被加工时,需要车铣刨磨等一系列流程,多个种类设备。由于这些机群区域之间距离较远,导致搬运成本较高。为了搬运成本不至于太高,被加工的工件就要进行批量搬运。搬运批量很大,又导致在制品库存积压很多,库存成本就很高。 在机群式布局下,产品流向不固定、不清晰,导致订单跟进比较困难。管理比较差的机加工企业,某个订单现在走到哪一步骤根本没有认真控制,只控制毛坯进料和成品工件产出。
在这种较粗放的管理情况下,设备故障率和首次合格率也不被重视。在制品库存较多,可以进行安全缓冲,同时同类型机床可以随时替代,所以出现点设备故障或其他意外也不会影响生产。缺少改善的压力,问题就较多,形成恶性循环,库存就更多,去那些机群式布局的车间去会有深刻印象。 精益生产的直接改善方向主要是控制现场库存。在不过多增加搬运成本的情况下,减少搬运距离是主要选项。所以,对于机加工企业而言,从机群式布局改善为单元生产布局就是精益改善的重点。在单元生产布局下,机床不是按类型来布置,而是根据加工工件的工艺流程顺序来布置,即形成相互衔接的单元生产线。利用分组技术,一个单元生产线只生产一种或相似的几种产品。 China Kaizen China Kaizen China Kaizen China Kaizen 通过流线化单元生产方式,让被加工工件连续流动,降低在制品库存;上下游设备相互连接,有利于进行节拍控制,提升产出效率。 要想进行机加工单元生产布局改善,就要进行改善前布局分析和改善后新布局规划。 第一,PQ 分析:产品数量分析 PQ 分析,Products/Quantity 分析的简称,对每种产品的产量需求进行排序分析,降序排列,形成一个帕累托图,一般称为《PQ 分析表》。
Allegro学习笔记之6——热风焊盘
Allegro学习笔记之6——热风焊盘在Protel中,焊盘或过孔都很简单,只要定义内外径就可以了,在Allerro 中焊盘的结构如下图: Soldermask_TOP EDA365论坛$ L) y) N( w% D% m5 s1 x Soldermask _BOTTOM 是指阻焊层我们常说的绿油层(不过阻焊层的颜色,不只是绿色的,还有红色、蓝色、黑色和白色的等等),是电路板的非布线层,用于制成丝网漏印板,将不需要焊接的地方涂上阻焊剂。由于焊接电路板时焊锡在高温下的流动性,所以必须在不需要焊接的地方涂一层阻焊物质,防止焊锡流动、溢出引起短路。在阻焊层上预留的焊盘大小,要比实际焊盘大一些,其差值一般为10~20mil,在Pad_Design 工具中可以进行设定。 Pastemask_TOP Pastemask _BOTTOM 锡膏防护层(Paste Mask):
为非布线层,该层用来制作钢膜(片),而钢膜上的孔就对应着电路板上的SMD 器件的焊点。在表面贴装(SMD)器件焊接时,先将钢膜盖在电路板上(与实际焊盘对应),然后将锡膏涂上,用刮片将多余的锡膏刮去,移除钢膜,这样SMD 器件的焊盘就加上了锡膏,之后将SMD 器件贴附到锡膏上去(手工或贴片机),最后通过回流焊机完成SMD 器件的焊接。 通常钢膜上孔径的大小会比电路板上实际的焊点小一些,这个差值在 Pad_Design 工具中可以进行设定。 Thermal relief(花焊盘/热风焊盘):也叫热风焊盘,防散热热分焊盘。热风焊盘有以下两个作用: (1)防止散热。由于电路板上电源和地是由大片的铜箔提供的,所以为了防止因为散热太快而造成虚焊,故电源和接地过孔采用热风焊盘形式; (2)防止大片铜箔由于热胀冷缩作用而造成对过孔及孔壁的挤压,导致孔壁变形。 Thermal relief(热风焊盘)建立 (1)启动Allegro PCB Design 610—>选择“File”—>“New…”—>弹出“New Drarwing”对话框—>在“Drawing Type”中选择“Flash symbol”,再确定热风焊盘的名字“f20-36-10”(内径20mil,外径36mil,开口10mil)。 (2)选择“Setup”—>“Drawing Size…”命令—>设置图纸尺寸。
Allegro-Skill-axl函数简介
Allegro Skill axl函数简介 allegro skill简介 1. AXL-SKILL 专用于allegro的skill被称为AXL-SKILL,只有使用这些专用的函数才可以直接访问allegro 的database。结合skill语法和这些专用函数可以编写出实现各种功能的命令。专用于allegro 的skill都是以axl开头,比如axlClearSelSet()。 2. 运行AXL-SKILL 在allegro中输入skill就得到了AXL-SKILL的运行环境,在这样的环境中可以直接调用AXL-SKILL命令/函数,另外输入set telskill可以得到一个尺寸大小可调的skill开发窗口。(万一没有弹出窗口,尝试在allegro菜单里面,选择setup->user prference->skill->telskill----OK) 3. AXL-SKILL Database allegro中的每个对象object(比如IC元件,net)都有一个对应的dbid(database identifiers),AXL-SKILL操作allegro的也正是这些dbid。 dbid对象:在不同的级别上的dbid是不一样的,比如在Design以及包含的database对象有Property Dictionary,Lines,Text,Polygons,Shapes,Property Definitions,DRCs,Vias that are Padstack object types,Symbols that are Symdef object types,Components,Nets;而在Symbol级别上则是PPins that are Padstack object types,Vias that are Padstack object types,Lines,Arcs,Text,Polygons,Shapes。
allegro 使用技巧
allegro 使用技巧 1. 鼠标设定: 在ALLEGRO视窗 LAYOUT时,每执行一个指令例:Add connect, Show element等鼠标会跳到Option窗口,这样对layout造成不便. 1) 控制面版>滑鼠之移动选项中,指到预设按钮(或智慧型移动):取消“在对话方块将滑鼠指标移到预设按钮”设置 2. Text path设置: 在ALLEGRO视窗LAYOUT时,不能执行一些指令:Show element, Tools>report… 1) 应急办法:蒐寻一个相应的log文档copy到档案同一路径即可. 2) Setup>User Preference之Design_Paths>textpath项设為: C:\cadance\PSD_14.1\share\pcb/text/views即可. 3. 不能编辑Net Logic. 1) Setup>User Perference之项选择logic_edit_enabled,点选為允许编辑Net Logic, 默认為不能编辑Net Logic. 4. 转gerber前需update DRC,应尽量将DRC排除,有些可忽略的DRC如何消除? 1) logo中文字所產生的K/L error,可另外增加一个subclass,这样该文字不用写在ETCH层,可消除K/L error. 2) 有些可忽略的P/P,P/L 的error,可给那些pin增加一个property---NO_DRC, 操 作:Edit/Properties,选择需要的pin,选NO_DRC, Apply, OK 5. 对某些PIN添加了”NO DRC”的属性可ERRO并不能消除﹐这是為什么? 1) “NO DRC”属性只争对不同的网络﹐对相同的网络要清除ERRO,可设定Same net DRC 為off. 6. 如何Add new subclass: 1) Setup>Subclass之Define Subclass窗口选Class,点add”New subclass” 通常用到的new subclass有:Geometry\Board Geometry\之Top_notes, Bottom_notes, Gnd_notes, Vcc_notes等。其作用為gerber中Log之Title/Page name所放层面。 7. 对differential pair nets 之”net space type”properties应怎样设定? 1) 先设定对net 设定一differential pair property, 2) 再在constraints system 控制面板中选择spacing rule nets 栏的attach property nets,并在allegro 窗口control panel的find by name 下选择property, 3) 选取相应property, 4) 再对其套用spacing rule 即可. 8. Hilight时的两种不同的显示方式(实线和虚线) 1) 在setup>user preferences>display中,勾上display_nohilitefont,则以实线显示,不勾则虚线显示,实线比较容易看清 9. 怎样更新Allegro layout窗口下的tool bar和display option设定
钢箱梁工艺流程
LB1-LB7钢箱梁制造工艺流程 钢箱梁段结构图 ①单元件制造 Ⅰ.顶底板单元 根据制造要求,在满足技术规范和设计要求的前提下,综合考虑供料、运输及批量生产等因素,对顶底板单元进行了划分,划分方案见下图: 所有板单元的划分,可按类型在车间内专用胎架上形成流水作业制造,易于实现生产规范化,产品标准化,质量稳定化。
顶底板制作工艺流程 Ⅱ.横隔板单元 隔板是钢箱梁的骨架,在钢箱梁节段组装时起内胎作用,其制造精度直接影响到节段的几何尺寸和相临段箱口间的匹配精度。 ① 钢板平板预处理 ② 板料数控精密切割 下料 ③ 按U 肋展开尺寸精 切下料(同时开制端头坡口)并铣两长边、先孔(预留焊接收缩余量)开坡口、利用数控折弯机压制 ④以钢板纵横向中心线为基准,划U 型纵肋拼装线,焊线打磨; ⑤在无码拼装胎架内按拼装线组拼U 肋,点固焊; ⑥转移至反变形翻转焊接胎架,用螺旋顶压紧板单元,实现反变形。 ⑦反变形胎架上利用可调节螺杆调整板单元角度使得CO 2自动焊机船位焊接,U 肋两端部留200不焊,工地焊接。 ⑧调校,完成顶底板板块单元制造。 下料 校正 隔板用数控精密切割机下料。
Ⅲ.纵腹板单元 数控精密切割 切坡口 修整 边缘机加工 围边弯制加工,与横隔板组拼、焊接。 机加工 组焊 钢板预处理、下料 校正 加工边缘 组装纵肋 焊接 修整 用数控切割,纵肋分段下料。 加工边缘及坡口,长度方向预留焊接收缩量。 平台上以板端为基准,精确划线分段组装纵肋,保证纵肋的相对位置及直线度。 CO 2气体保护焊,从中间向两侧对称施焊。 组拼
②组拼工艺流程 板单元经检验合格后转总拼工序。综合分析总拼顺序等因素,采用正拼方案。 1.在胎架铺设 底板单元,检 测坐标控制点 及板单元各点 标高。 2.安装横隔板 单元,测量隔 板与底板垂直 度。 3.安装纵腹板单元, 检查纵腹板与横隔 板、底板两两之间的 垂直度。
CadenceSkill语言简介
Cadence skill语言简介 Cadence提供二次开发的SKILL语言,它是一种基于通用人工智能语言—Lisp 的交互式高级编程语言(LISP即List Processing-表处理,是最早和最重要的符号处理编程语言之一,它于1958年由美国的J. McCarthy提出,LISP在人工智能AI方面获得广泛应用)。 SKILL语言支持一套类似C语言的语法,大大降低了初学者学习的难度,同时高水平的编程者可以选择使用类似Lisp语言的全部功能。所以SKILL语言既可以用作最简单的工具语言,也可以作为开发任何应用的、强大的编程语言。SKILL可以与底层系统交互,也提供了访问Cadence各个工具的丰富接口。用户可以通过Skill语言来访问,并且可以开发自己的基于Cadence平台的工具。 1. Skill语言和Lisp语言的关系 Skill函数提供两种表示法,一种是代数表示法,现在大多数语言采取这种方式,即func( arg1 arg2 ...),另一种是前缀表示法,类似于Lisp语言,即(func arg1 arg2 ...)。这里举个例子作为对比: 1.代数表示法 procedure( fibonacci(n) if( (n == 1 || n == 2) then 1 else fibonacci(n-1) + fibonacci(n-2) ) ) 2.前缀表示法 (defun fibonacci (n) (cond ((or (equal n 1) (equal n 2)) 1) (t (plus (fibonacci (difference n 1)) (fibonacci (difference n 2)))) ) ) 这里可以看到类似Lisp语言的表示法后面有很多右括号,而且函数和参数容易混淆,所以一般推荐还是用常用的类C语言代数表示法 Skill程序就像一个list表,类似Lisp语言,程序的操作就像操作数据(list)一样,可以生成,修改,求值等 2. 关于Skill函数 SKILL语言支持一套类似C语言的语法,初学者有了一定的C语言基础,入门是很容易的。Cadence的工具可以通过CIW,Bindkey,Form,Menu等多种方式调用skill函数,送到skill语言的解释器来执行各种操作。
Allegro表贴类元件焊盘与封装制作
手工制作表贴类元件封装 1贴片元件焊盘制作 1.1打开Pad Designer PCB Editor Utilities > Pad Designer 1.2Layers选项勾选Signle layer mode(Parameters选项不做设置) 可在Parameters>Summary 查看到Single Mode: on,制作贴片类元件焊盘必须勾选。 1.3BEGIN LAYER 顶层(焊盘实体):在Regular Pad(常规焊盘)中,选择Geometry下拉列表,确认焊盘的型状,输入焊盘的width、height。 (注意:贴片类元件焊盘Thermal Relief、Anti Pad选择Null。) 焊盘形状: Null(空)、Circle(圆形)、Square(正方形)、Oblong(椭圆形)、Rectangle(长方形)、Octagon(八边形)、Shape(形状、任意形状) 1.4PASTEMASK_TOP 钢网层、锡膏防护层:印锡膏用,为非布线层,与BEGIN LAYER的设置一致。 1.5SOLDERMASK_TOP 阻焊层:绿油开窗(就是焊盘与绿油中间位置,没铜皮也没绿油),焊盘尺寸比BEGIN LAYER 大0.1mm(IPC 7351标准),自已设置大2mil。 (这里的2mil是指边到边,如果是个正方形焊盘,那么soldermask的边长比焊盘的实际边长要大4mil,BGA的焊盘也不例外。) 1.6焊盘保存 File下拉菜单中,选择Save/Save as,保存焊盘(保存至symbols文件夹内),焊盘制作完成。 2贴片元件封装制作 2.1打开PCB Editor PCB Editor >Allegro PCB Design GXL