高精度切边圆盘剪的设计
高精度切边圆盘剪的设计
侯定坤
【摘要】本文结合作者在高精度切边圆盘剪的设计、调试体会,分析了影响切边质量的因素,并提出了获得较高切边质量所采取的措施。
【期刊名称】有色金属加工
【年(卷),期】2011(040)006
【总页数】3
【关键词】圆盘剪;刀盘;侧隙;重叠量;浮动盘
随着铝板带产品在国民经济发展中的日益普及,人们对板带材品质的要求也越来越高,而带材的边部质量(即无裂纹、撕列、夹层、毛刺、亮点)是板带材品质的一个重要指标。例如剪切PS板时对边部毛刺有着非常严格的要求,过大的毛刺会拉毛PS板表面,降低印刷质量。
在铝合金板带产品生产的精整生产线(如横剪、纵剪、重卷、拉弯矫等)机组中,切边圆盘剪是重要设备之一。切边园盘剪结构设计非常重要。切边圆盘剪的设计和带材的厚度有很大关系,带材越厚切边质量较容易保证,带材越薄对圆盘剪的设计及制造要求越高。生产实践表明:厚度为0.4mm~1mm的带材,其切边质量较易保证;厚度超过1mm的带材,切边多为生产的中间工序,对切边质量无较高要求;厚度为0.1mm~0.4mm的板带材成品切边,对上下刀盘的装配调整要求非常严格,因此除了设备必须具有较高的制造精度外,对刀轴的结构设计也提出了更高的要求。
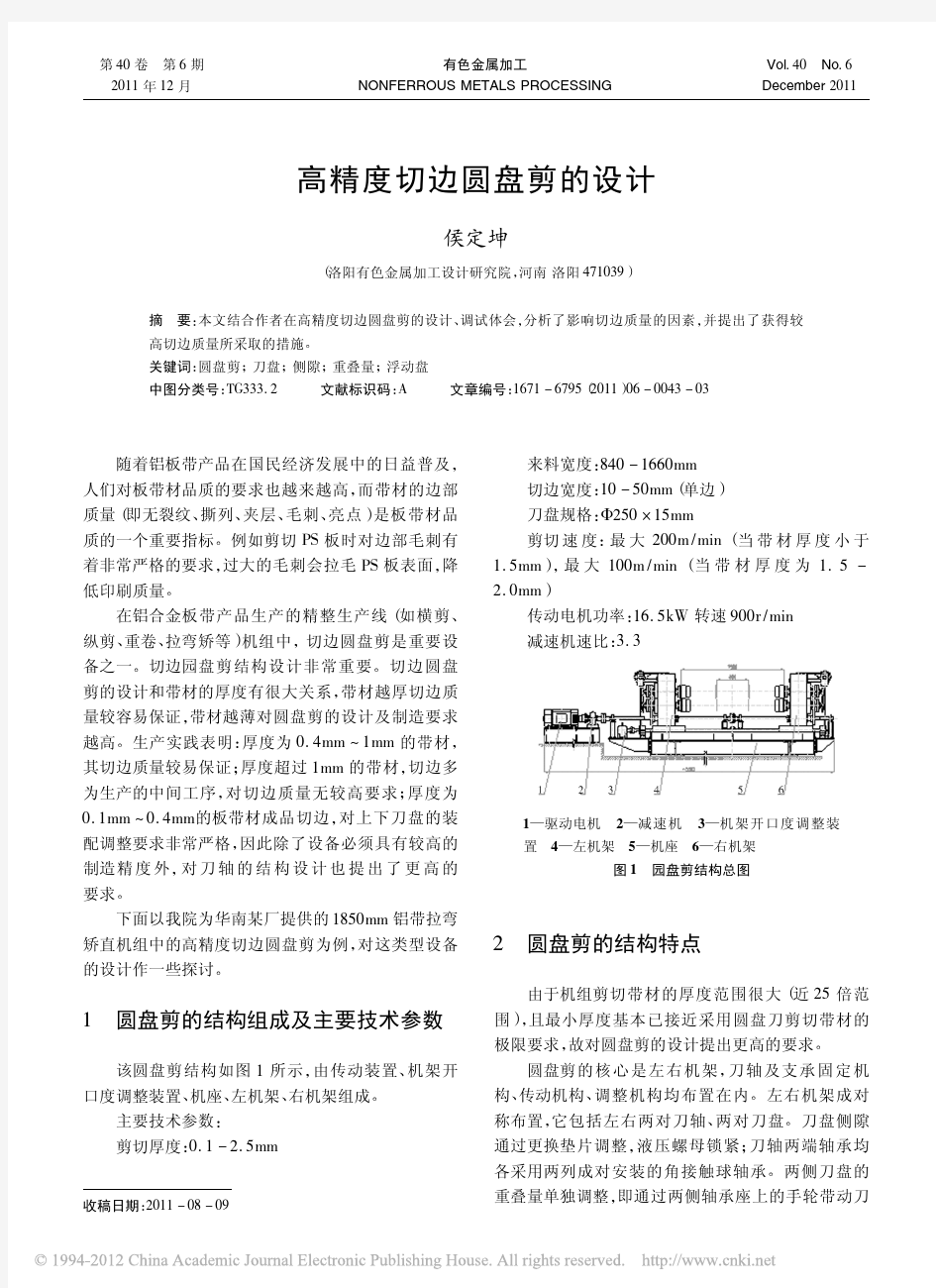
下面以我院为华南某厂提供的1850mm铝带拉弯矫直机组中的高精度切边圆盘剪为例,对这类型设备的设计作一些探讨。
相关主题