DanfossFC302变频器的使用
Danfoss FC 300变频器使用
1.初始化:
14-22: 2 初始化变频器断电再次上电时参数初始化到默认值
0—01: 10 语言选择为中文。
注意:端子27默认值位惯性停车,在进行电机控制之前要将此端子功能改变或将此端子与公共端短接。
2.本地控制:①按面板Hand on键切换到本地
②使用面板上向左向右键调节光标,使用向上向下键调节转速。
③按Off键停止
3.自学习:
1-00 选择电机配置模式 0:开环控制
1:闭环控制
1-01 电机控制原理 0:V/F
1:VV Cplus电压矢量控制
1-10 电机选择 0:异步电机
电机参数:
1-20 电机功率
1-22 电机电压
1-23 电机频率
1-24 电机电流
1-25 电机转速
1-29启动电机调整AMA
1:启用完整型AMA(对定子电阻 RS、转子电阻 Rr、定子漏抗 X1、转子漏抗 X2
和主电抗 Xh 执行 AMA。如果在变频器和电动机之间使用
了 LC 滤波器,请选择此选项。)
2:启用简单型AMA(仅对系统的定子电阻 Rs 执行精简 AMA。)设置完参数后按面板上Hand on 启动AMA。
4.端子控制
端子控制参数:
1-00 选择电机配置模式 0:开环控制
1:闭环控制
1-10 电机选择 0:异步电机
电机参数:(同电机自学习 1—20至1—25 )
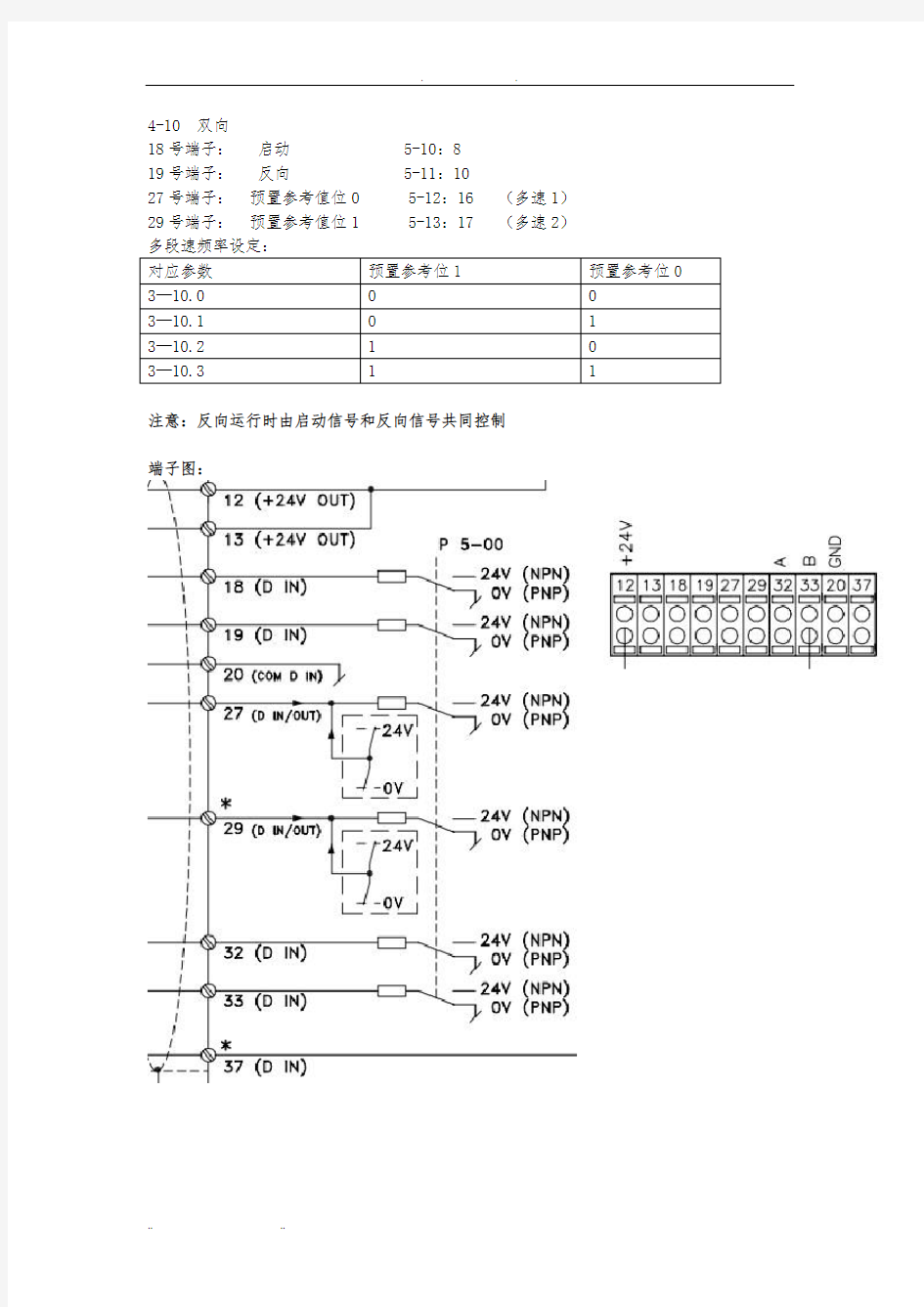
4-10 双向
18号端子:启动 5-10:8
19号端子:反向 5-11:10
27号端子:预置参考值位0 5-12:16 (多速1)
29号端子:预置参考值位1 5-13:17 (多速2)
多段速频率设定:
对应参数预置参考位1 预置参考位0 3—10.0 0 0
3—10.1 0 1
3—10.2 1 0
3—10.3 1 1
注意:反向运行时由启动信号和反向信号共同控制
端子图:
数字输入功能表:(将数字量输入端子设置不同的值实现对应功能)
5.通讯控制
PRIFIBUS通讯电缆接线方法:
通讯站号设置:
拨码设置:
指示灯状态:
硬件通讯正常时:NS灯常绿
硬件设置:
(以ORMON CS1GCPU C200H PRM21与FC302变频器)此例中我们添加PPO1
注意:使用CX--PROFIBUS硬件配置时要将变频器的DPV1项下的Enable DPV1 选项不选,然后下载,若不修改此选项,硬件通讯不上。
PROFIBUS通讯相关参数设置:
电机参数
4—10 双向
8—01 仅控制字
8—02 选件A
8—04 控制字超时并跳闸功能:停止或停止跳闸
8—50 总线
8—51 总线
8—52 总线
8—53 总线
8—55 总线
8—56 总线
程序控制:
FC300变频器的通讯字:
控制字位(CTW):
启动:控制字送47F
停止:控制字送43F
变频器使用说明
产品说明 GS系列通用变频器是用于控制三相交流电动机速度的变频器系列。本系列有多种型号,额定功率范围从750W 到315kW的G型机(恒定转矩控制方式)或者P型机(可变转矩控制方式),供用户选用。 本变频器由高性能32位DSP微处理器控制,并采用具有现代先进技术水平的绝缘栅双极型晶体管(IGBT)作为功率输出器件。因此,它们具有很高的运行可靠性和功能的多样性。其脉冲宽度调制的开关频率是可选的,因而降低了电动机运行的噪声。全面而完善的保护功能为变频器和电动机提供了良好的保护。 1.1铭牌说明及命名规则 从包装箱取出变频器,检查产品铭牌,确认变频器型号,产品是否与定货单相符,机器是否有损坏,如有疑问或产品损坏,请与当地经销商联系。 铭牌说明: 变频器型号 输入电压相数、电压及频率 输出视在功率及电流 产品序列号 图1.1 铭牌示意图 命名规则:
1.2 GS系列变频器技术规范 GS系列变频器适用电机功率范围为:0.75~315kW。 1.2.1技术规范 项目规范 电源额定输入电压 (V) 三相380V +15%/-20%,50~60Hz±5% 输出额定输出电压 (V) 三相380V(与输入电压有关,可通过参数设置) 适用电机功率 (kW) 1.5 3.7 7.5 15 22 37 55 93 132 185 220 280 0.75 2.2 5.5 11 18.5 30 45 75 110 160 200 250 315 额定输出电流 (A) 3.8 9.0 17 32 45 75 112 176 253 355 426 540 2.1 5.1 13 25 37 60 91 150 210 304 380 480 610 最大过载电流 G型(200型):150% 1分钟,180% 2秒 P型(216型):120% 1分钟,150% 2秒 控制及运行 频率控制范围0~400Hz 输出频率精度0.01Hz 调速范围1:100 控制方式直线VF控制/多点VF控制/节能控制/磁通电流控制/转矩控制转矩提升手动转矩可调/自动转矩提升 启动转矩 G型:0.5Hz时150%的额定转矩 P型:0.5Hz时100%的额定转矩 电压/频率特性基本电压10V~440V可调,基本频率8Hz~400Hz可调 加、减速曲线直线和任意可调曲线,0.1~3200.0秒连续可调 频率设定输入 操作盒键盘、操作盒电位器、计算机、0~10V信号、4~20mA信 号及其组合 输入端子指令信 号 运转、正/反转、点动、多段速度、自由停车、复位、电压/电流 信号输入切换 输入端子 八个数字输入端子,其中一个可用作高速脉冲输入(0~50kHz) 二个模拟输入端子,一个只接收电压信号(0~10V),另一个可以 接收电压(0~10V)或电流信号(0~20mA) 输出端子 两个数字输出端子,其中一个可用作高速脉冲输出(0~50kHz) 二个模拟输出端子,可以输出电压信号(0~10V)或电流信号(0~ 20mA) 一个继电器输出 标准功能 电流限幅、手动转矩提升、自动转矩提升、自动稳定输出电压 (AVR)、转速追踪、启动直流制动、停车直流制动、瞬时停电再 起动、自动故障复位、频率上下限限制、跳跃频率功能、自动转 差补偿(转速补偿)、载波频率自动调整、自动节能运行、音调调 节、加减速模式可调、频率表和电流表输出、简易一拖二供水功 能、七段多段速度运行、程序运行、纺织用摆频功能、闭环PID 调节控制、注塑机节能改造(需配信号采集板) 保护功能 过压、欠压、外部故障、过流、电流限幅、过热、电子热过载继 电器、防过压(流)失速、数据保护 显示本机操作盒 参数设定:查看修改参数 运行显示:显示输出频率、输出电压等13种运行状态参数 故障显示:显示故障代码 计算机 通过内置串行通讯口与计 算机通讯 功能代码、数据、状态、图形
丹佛斯变频器FC使用说明
丹佛斯变频器F C使用 说明 集团标准化小组:[VVOPPT-JOPP28-JPPTL98-LOPPNN]
使用说明 一、FC360的功能 二、FC360本机面板使用HandON 从出厂设定开始(未接控制线),首先,按【OffReset】键使变频器处于停止状态,设定参数5-12改为【0】,退出到Status状态,这时,还是【OffReset】键上的灯亮,按【OK】键,面板中心显示4位数值,设定手动频率,上下键增减,右键可窜位,设定好后,按【Handon】键计开始运行,运行过程中直接按键改变数值则立即更改输出。按【OffReset】键停止。设定的频率值将保持,再次按【Handon】键,将从运行最后的设定值。 三、FC360参数设定方法: 通用的参数设定方法:首先,按【OffReset】键使变频器处于停止状态,按【MENU】键显示OM1状态此时在按一次【MENU】键则进入菜单1模式,按上键或下键可以修改参数组号,按【OK】进入此参数组,按上下键找到你需要改的参数号,按【OK】键该设定参数值闪烁,按上下键修改参数值(功能代码),若按【ok】键保存此次修改的参数。若按【back】键则取消修改。 四、参数初始化 修改参数14-22设定为2(初始化),然后从新上电,此时报警为A80,按【OffReset】键复位后红色报警等已灭,但显示窗口仍有A80报警显示,变频器需再次从新上电。 五、参数复制到LCP面板。 修改参数0-50参数,当0-50,设为【1】所有参数到LCP,从变频器拷贝参数到面板,等待完成。
设为[2]则把面板中参数拷贝到变频器,从LCP传所有参数。 完成后参数自动改为【0】。 六、使用同步电机的设定步骤 按下表设定:
丹佛斯变频器说明书
xx变频器 按键功能: (DISPLAY/STATUS)键用于选择显示模式或者从快速菜单模式、菜单模式变回显示模式。 (QUICK MENU)键用于在快速菜单模式下进行参数编程。可以从快速菜单和菜单模式之间直接转换。 (MENU)键用于对所有参数进行编程。可以从菜单模式和快速菜单模式之间直接转换。 (CHANGE DATA)键用于在菜单模式或快速菜单模式下改变所选参数。 (CANCEL)键用于取消所选参数。 (OK)键用于确定和储存所选参数。 (+/-)键用于选择或改变所选参数。这些键也可在显示模式下使用。 (〈〉)键用于选择参数组和在改变数字参数时移动光标。 (STOP/RESET)键用于停止电机运作或用于VLT变频器跳闸后重新复位。 (JOG)键被按下时,它会将输出频率改变为预设的频率。 (FWD/REV)键改变在操作器显示屏上用箭头指示的电机旋转方向,(START)键用于启动通过(STOP/RESET)键停动的VLT变频器。该键始终处于有效状态,但不能超越由端子发出的停止命令。 操作步骤: 1、 2、 3、
4、 5、 6、按(MENU)键进入功能菜单。 按(+/-)或(〈〉)键选择参数。 按(CHANGE DATA)键进入数据改变模式。 按(+/-)键改变数据值。 按(OK)键存储改变的数据。 按(DISPLAY/STATUS)键返回到正常模式。 变频器故障内容 (10VOLTLOW)警告1:低于10V (LIVE ZERO ERROR)警告/报警2:电流信号零点故障 (NO MOTOR)警告/报警3:无电机 (DC LINK VOLTAGELOW)警告6:低电压警告 (DC LINK OVERVOLT)警告7:过电压 (DC LINK UNDERVOLT)警告/报警8:欠电压 (INVERTER TIME)警告/报警9:逆变器过载 (MOTOR TIME)警告/报警10:电机温度过高 (MOTOR THERMISTOR)警告/报警11:电机过热(热敏电阻)(TORQUE LIMIT)警告/报警12:过转矩极限(OVERCURRENT)警告/报警13:过电流 (EARTH FAULT)报警14:接地电流
三菱D700变频器设置基本操作步骤
变频器综合实验箱操作简介 三菱变频器D700型 参数设置基本步骤
变频器综合实验箱基本功能介绍 PLC 触摸屏模块变频器模块及变频器控制对象 特殊功能模块操作面板以及功能模块
变频器模块控制开关排列及操作方法简介 实验箱 总电源开关变频器调速及正反转控制开关。 注意:此开关是三位开关,在中间位是停止,向上是手动控制,向下可由PLC自动控制。 变频器操作面板
单位显示:LED 显示该单位时灯亮,两灯都不亮时显示的是电压值 变频器设置的基本步骤 LED 显示:显示频率,参数编号等 RUN :有运行信号时亮灯 或闪烁 MON :监视模式时亮灯PRM :参数设定模式时 亮灯 PU :PU 模式时灯亮EXT :外部运行模式 时灯亮 NET :网络运行模式 时灯亮 M 旋钮:用于变更频率的设定值、参数的设定值 MODE :用于切换各种设定模式,与【SET 】配合可设定变频器参数 RUN :在PU 模式下可启动变频器 SET :运行时可在Hz 、A 、V 间顺序切换 PU/EXT :用于切换PU 与外部运行模式。PU :面板运行模式。EXT :外部运行模式 注:以上均为简单说明,详细请看说明书 STOP/RESET:停止运行指令 变频器操作面板介绍
开机检查步骤: 首先检查控制开关,让其均处于中间位。 然后打开电源。此时操作面板的这些灯会亮。若PU灯不亮,请按【PU/EXT】 若仍是不亮就要进入参数设置使Pr.79=1 详细方法, 见后续设 置步骤
参数设置方法: 开始参数设置前先检查PU 灯是否亮,若亮可以进行如下操作。若PU 灯不亮而前述方法无效,则就需要将“参数Pr.79”设为 1 具体操作步骤如下。 以“参数全部清除ALLC=1”为例再次演示参数设置的步骤。 全部参数设置完毕后按【MODE 】退出,详见如下步骤。接通电源后,面板应有如下显示进入参数设置模式后,先旋转旋钮,选择P .79,按【SET 】一次出现2,再转动旋钮,选择1,按【SET 】一次,1和P .79闪烁,3秒内再次按【SET 】确定。然后再次按【SET 】进入参数选择,液晶显示P .125。 重复上述步骤,先旋转旋钮, 选择ALLC ,按【SET 】一次出现0,再转动旋钮,选择1,按【SET 】一次, 1 和ALLC 闪烁, 3 秒内再次按【SET 】确定。然后再次按【SET 】进入参数选择,液晶显示ER.CL 。 1.按【MODE 】,出现P .0或其它参数 2.旋转旋钮,参数出现变化当设置完所有给出的参数后,要退出参数设置,进入监控状态。按【MODE 】一次,显示屏显示E ---表示参数设置正确;然后再按一次【MODE 】退出参数设置,一般显示0.00Hz 。设置完成,变频器可以运行。如出现别的字符可能是变频器报错,需消除报错原因后才能运行。
A变频器操作说明书
1:启动2:停机3:激活给定参数设置4:正转 5:反转6:故障复位7:本地控制/远程(外部)控制1:如何启动,停机,改变运转方向 1:按(显示状态行)2:按(切换为本地模式:在显示屏第一 行没有字母L)3:按(停机)4:按(启动)5:按(反向运转)6:按(正向运转) 2:如何设置转速给定值 1:按(显示状态行)2:按(切换为本地模式:在显示屏第一行没有字母L)3:按(进入给定参数功能)4:按(慢速改变)或者 按(快速改变)5:按()(保存给定值) 3:如何选择在显示屏幕上的实际信号 1:按(进入实际信号显示模式)2:按(选择某一行,光标选择的地方就是你选择的地方)3:按(进入实际信号的选择功能)4:按(选择一个实际信号)或者按(改变实际信号组)5:按(确认并返回实际信号显示模式)或者按(取消所作选择,恢复原设置) 4:如何显示实际信号的全称 1:按保持(显示3个实际信号的全称)2:释放(返回实际信号选择模式)5:如何查看和清楚故障记录:注:故障或警告正在发生,则不能清楚故障记录 1:按(进入实际信号显示模式)2:按(进入故障记录显示功能)3:按(选择上条或下条故障/警告记录)4:按(清楚故障记录)5:按(返回实际显示信号) 6:如何显示和清楚当前故障记录 1:按(显示当前故障记录)2:按(将故障复位) 7:如何选择一个参数并改变参数值 1:按(进入参数模式)2:按(选择一个参数组)3:按 (在组内选择一个参数)4:按(进入参数设置功能)5:按(慢 速改变数字及文字)或者按(快速改变数字值,仅对数字)6:按 (储存新的参数值)或者按(为了取消新的设置并恢复原有设置,按任意一个模式选择键退出,并同时进入相应的模式) 8:启动向导的启动,浏览,退出 1:按(进入功能模式)2:按(从列出项中选择一个任务或功能项)或者按(翻页,以便显示更多的操作向导/功能项)3:按(进入所选任务)4:按(接受并继续)5:按(接受并继续) 6:按(慢速传调整动参数)或者按(快速调整传动参数)7:按(确认新值并进行下一步操作)或者按(取消设置并返回上一步)8:按+ (取消并退出) 9:如何将数据从传动单元上传至控制盘 1:按(进入功能模式)2:按(进入包含上传,下载和调节亮度功能的页面)3:按(选择上传功能:UPLOAD)4:按(执行上传功能) 5:按(切换至外部控制,在显示屏第一行没有L显示)6:断开控制盘的连接,连接到要接受数据的目标传动单元 10:如何将数据从控制盘下载至传动单元 1:将存有上传数据的控制盘连接到传动设备2:按(切换至本地控制模式) 3:按(进入功能模式)4:按(进入包含上传,下载和调节亮度功能的页面)
变频器在同步控制设备上的应用
优利康变频器在同步控制设备上的应用 一,前言 在生产实际应用中,经常会有一些设备需要组合成生产线连续运行,并且这些设备的运行速度需要保持同步。例如:直进式金属拉丝机、造纸生产线、印染设备、皮带运输机等等,由于这些设备都能一次完成所需的加工工艺,所以生产效率高,产品质量稳定,在相关的行业得到了广泛的应用。这些设备都有一个共同的特点,产品连续地经过各台设备,如果各台设备不能保持速度同步,就会造成产品被拉断,使设备被迫停止运行,严重的会造成很大的损失。另外,有些单机设备,有多个动力拖动,这多个动力之间也需要保持同步。因此,这些设备上都装有交流调速系统,通过调整各台设备的运行速度,使各台设备保持同步运行。 二,同步控制的分类 根据生产工艺的需要和生产产品的不同,一般对同步的要求也不一样。所以,一般我们把设备对同步的要求从简单到复杂分成以下几类: 1,简单同步 这种同步方式一般用于设备之间没有直接的连接,各个设备都是处于独立的工作模式,但由于工艺的需要,这些设备的工作速度需要保持基本一致或保持一定的比例运行,并且,各个设备需要同时升速或降速。在这种系统中,都不采集反映同步状况的信号。这种设备的特点是速度误差的积累,已及速度的稳定性及速度精度,不会对生产工艺产生任何影响。例如,双搅拌机,搅拌罐中的二个搅拌浆的速度只需保持速度的基本一致就行。 2,平均速度同步 这种同步方式一般用于设备之间有联系,有的是物料连续经过各台设备,有的是靠机械装置连接在一起。这些系统的特点是设备对速度稳定性与速度精度的要求比较高,但是对速度误差的积累不敏感,并且,各台设备的运行速度是成一定的比例,如产生积累误差,可以通过调整速度的比例系数来纠正。典型的如无纺布生产设备、滑轮式拉丝机等等,这些系统的各个设备之间也没有反映同步状态的信号,所生产的产品都有一定的拉伸,所以各个设备的线速度都是成一定的比例关系,如果其中的某台设备有一定的稳态速度误差,可以通过修改比例系数,来达到工艺的要求。 3,瞬时速度同步 这是一种相对来讲要求比较高的同步控制,同样是生产的产品连续经过各台加工设备,或者靠机械强连接在一起,但都不允许有速度的积累误差,如果达到一定的误差积累,就会使产品损坏或系统报警而无法工作。因此在这样的系统中一般都用反映同步状态的信号反馈给控制系统,控制系统根据这个信号,及时地对系统中各台设备的速度做出修正。典型的系统如直进式拉丝机、造纸生产线、印染生产线、双动力驱动的皮带运输机、抓斗提升机的抓斗提升系统等等,这些系统的特点是,如果瞬间速度误差太大,就会造成断丝、断纸、或使系统无法工作。 4,位置同步 位置同步是要求最高的同步控制系统,一般光靠变频器本身是无法完成位置同步的,所以这种系统中都有PLC等控制器,来完成位置信号的采集及控制变频器的运行。位置控制系统对变频器的动态响应要求非常高,速度精度也非常高,因此一般都需要采用闭环电流矢量控制的变频器。例如,印染行业的定型机,需要布匹两边的驱动要完全一致,包括位置一致,如产生差异的话,就会使布匹产生斜向拉伸,影响产品的质量。还有的如飞剪系统、定长切割系统等,都需要对位置做高精确的控制。事实上,这些系统已属于伺服控制系统,在功率比较小的场合,基本都用伺服系统来控制,但由于大功率的伺服控制器价格太高,所以在一些中大功率的应用场合,用变频器来控制还是非常有意义的。
变频器使用说明书(SHUPER)
. 第一章安全注意事项与检查 1.1 安全注意事项 ●绝不可将交流电源接至变频器输出端U、V、W等端子。 ●在接通电源后,不可实施配线,检查等作业。 ●关闭电源,在键盘显示熄灭后5分钟之内,请勿触摸机内电路板及 任何零部件,且必须用仪表确认机内电容已放电完毕,方可实施机内作业,否则有触电的危险。 ●人体静电会严重损坏内部MOS场效应电晶体等,未采取防静电措 施时,请勿用手触摸印刷电路板及IGBT等内部器件,否则可能引起故障。 ●使用时,变频器的接地端子(E或〨)请依据国家电气安全规定和 其它有关标准正确、可靠的接地。 ●本装置在通电后,请勿接触内部线路板及其元器件,以免触电危险。 ●请勿以拉闸方式(断电)停机,等电机运行停止后才可断开电源。 ●符合CE标准必须增加选购输入滤波器附件。 特别注意: 只有训练有素的人员允许操作本装置,使用前请详细阅读本说明书中有关安全、安装、操作和维修部分。本设备的安全运行取决于正确的选型、安装、操作和维护! ..
1.2 开箱之后检查 烁普SP500系列变频器在出厂之前均已经过测试和品质检验。在购买后,开箱之前请检查产品的包装是否因运输不慎而造成损伤,产品的规格、型号是否与订购之机种相符。如有问题,请联络本公司或经销厂商。 ●检查内部:含本机、使用说明书一本、保修卡一张。 ●检查变频器侧面的铭牌,以确定您手上的产品就是所订购之产品型号说明:
. 第二章安装及配线 2.1 使用环境 (1)环境温度-10℃—40℃; (2)避免震动; (3)避免高温多湿且无雨水滴淋,湿度小于90%RH(不结露); (4)防止油、盐及腐蚀性气体侵入; (5)防止水滴、蒸气、粉尘、灰尘、棉絮、金属细粉的侵入; (6)防止电磁干扰、远离干扰源; (7)禁止使用在易燃性、可燃性、爆炸性气体、液体或固体的危险环境。 2.2 安装方向与空间 变频调速器要安装于室内通风良好的场所,并采用壁挂式或立柜式。并与周围相邻物品或挡板(墙)必须保持足够的空间。如下图所示: ..
丹佛斯变频器FC360使用说明
丹佛斯变频器FC360使用说明
使用说明 一、FC360的功能 二、FC360本机面板使用HandON 从出厂设定开始(未接控制线),首先,按【Off Reset】键使变频器处于停止状态,设定参数5-12改为【0】,退出到Status状态,这时,还是【Off Reset】键上的灯亮,按【OK】键,面板中心显示4位数值,设定手动频率,上下键增减,右键可窜位,设定好后,按【Hand on】键计开始运行,运行过程中直接按键改变数值则立即更改输出。按【Off Reset】键停止。设定的频率值将保持,再次按【Hand on】键,将从运行最后的设定值。 三、FC360参数设定方法: 通用的参数设定方法:首先,按【Off Reset】键使变频器处于停止状态,按【MENU】键显示OM1状态此时在按一次【MENU】键则进入菜单1模式,按上键或下键可以修改参数组号,按【OK】进入此参数组,按上下键找到你需要改的参数号,按【OK】键该设定参数值闪烁,按上下键修改参数值(功能代码),若按【ok】键保存此次修改的参数。若按【back】键则取消修改。 四、参数初始化 修改参数14-22设定为2(初始化),然后从新上电,此时报警为A80,按【Off Reset】键复位后红色报警等已灭,但显示窗口仍有A80报警显示,变频器需再次从新上电。
五、参数复制到LCP面板。 修改参数0-50参数,当0-50,设为【1】所有参数到LCP,从 变频器拷贝参数到面板,等待完成。 设为[2]则把面板中参数拷贝到变频器,从LCP传所有参数。 完成后参数自动改为【0】。 六、使用同步电机的设定步骤 按下表设定: ID Description Description FC-360设定值FC360-22K 100 Configuration Mode 配置模式open loop 0 101 Motor Control Principle 电动机控制原理VVC+ 1 110 Motor Construction 电动机机构PM, non salient SPM 1 124 Motor Current Inom [A] 电机额定电流电机名牌34 125 Motor Nominal Speed [RPM] 电机额定转速电机名牌1000 126 Motor Cont. Rated Torque Mnom[Nm] 电动机持续额定转 矩 电机厂家提供155 129 AMA 自动电动机调整可以做AMA自学习高级参数[1],[hand ON],等待--, [OK] 130 Stator Resistance Rs [Ohm] 定子阻抗Rs电机厂家提供数值除以2 (110)可学习, 137 d-axis Inductance Ld [mH] d轴电感Ld 电机厂家提供数值除以2 (3.6)可学习 139 Motor Poles 电机级数电机极数(8)可学习 140 Back EMF at 1000 RPM [V_RMS/1000RPM] 1000转时后感应电 势 电机厂家提供320(手动输入) 142 Motor Cable Length 电缆长度(M)单位米30
三菱变频器d700说明书
三菱变频器d700说明书 所谓的初使化操作就是变频的恢复出厂值操作。三菱变频的参数D700变频器参考PR999参数后面的:PR.CL ,ALLC,PR.CH参数.其中ALLC是全部清除参数。多段速操作很简单,只要正确设置变频的4,5,6号参数。在电路方面,连接上COM与RH,RM,RL即可。RH是高速,RM是低速,RL是低速。 1.在0.5Hz情况下,使用先进磁通矢量控制模式可以使转矩提高到200%(3.7KW以下)。 2.先进的自学习功能。 3.短时超载增加到200%时允许持续时间为3S(以前的产品超载200%时只允许持续0.5S以内),误报警将更少发生。 4.提供标准USB接口(迷你-B连接器)。在没有USB-RS-485转换器的情况下变频器也能很方便的和计算机进行连接。(变频器设置软件)与变频器的数据交互功能,可以简化变频器的调试和维护。另外, USB的高速图表功能使计算机高速取样显示得以实现。 5.选件插口支持数字量输入、模拟量输出扩展功能,以及几乎所有FR-A700系列变频器所支持的各种通讯协议。(可以安装任一类型的选件卡。每种类型的选件卡都有相应的前盖板一起出售。)6.除了标准配置的端子排,还可以选用模拟量、脉冲列及2对RS-485端子等。(即将发布)可拆卸式控制端子排。在更换变频器时,只需把原来变频器上的控制端子排拆卸下来安装到同类型的变频器
上即可。 7.支持EIA-485 (RS-485)、ModbusRTU (内置), CC-Link, PROFIBUS-DP、DeviceNetò、LONWORKS 8.外置制动电阻对应变频器容量为0.4K至15K.若要增强制动能力,可增加外置制动电阻。 9.安装尺寸和以前的FR-E500系列完全一致。 10.允许并排安装,节省安装空间。(要求环境温度为40摄氏度以下) 11.使用***开发的设计寿命达10年的长寿命风扇,还可以使用冷却风扇ON/OFF控制来进一步延长其使用寿命。 12.使用***开发的设计寿命达10年的长寿命电容器。 新一代FREQROL-E700系列简易型变频器,秉承S500的优良特性,操作简单,并全面提升各种功能。 功率范围:0.4-15KW 电压等级:三相400V电源 · 功率范围:0.1~15KW · 先进磁通矢量控制,0.5Hz时200%转矩输出 · 扩充PID,柔性PWM · 内置Modbus-RTU协议
变频器的多段速实验与生产应用实例(小论文)
变频器的多段速实验与生产应用实例(小论文) 引言 由于现场工艺上的要求,很多生产机械在不同的转速下运行。为反方便这种负载,大多数变频器决提供了多挡频率控制功能。用户可以通过几个开关的通、断组合来选择不同的运行频率,实现不同转速下运行的目的,棉纺过程有开纤(开棉、除尘、混棉),制纱(梳棉、制棉条),粗纺(将棉条迚一步延伸稍加搓捻),最后是精纺(将粗纱延伸、搓捻做成细纱)。细纱机是棉纺过程的最后一道工序,精纺机械的纺织时间最长,且需要强驱动力。由于该道工序的好坏直接影响到棉纱的质量和产量,所以选择细纱机的传动装置是非常重要的。细纱机所需的电气传动装置应满足下面的条件: 1) 高效率: 细纱机所需的传动动力占棉纺过程的50%以上且连续运行。所以传动装置的效 率直接影响到棉纺的整个动力。 2) 可软起动: 起动时如果受到过大的张力或张力变化急剧都会造成断纱。 3) 良好的速度控制性能: 高生产率的纺纱速度是断纱少的最高速度,但断纱由于种种原因 要变化,纺纱速度也应对应于各种条件迚行调整。 4) 容易维护和检修: 西门子最新推出的全新一代MM420变频器完全满足上述要求,MM420 模块化设计理念、快速的I/O处理时间和良好的动态响应可使用户灵活配置其控制系统。 实验。 实现3段固定频率控制,连接线路,设置功能参数,操作三段固定速度运行。 实验设备 西门子MM420变频器一台、三相异步电动机一台、断路器一个、熔断器三个、自锁按钮四个、导线若干、通用电工工具一套等。 操作方法与步骤 1. 按要求接线 按图2-4连接电路,检查线路正确后,合上变频器电源空气开关QS。 图2-4三段固定频率控制接线图 2.参数设置 (1)恢复变频器工厂缺省值,设定P0010=30,P0970=1。按下“P”键,变频器开始复位到工厂缺省值。 (2)设置电动机参数,设置变频器3段固定频率控制参数。电动机参数设置完成后,设
(完整版)三菱变频器操作简单说明
三菱变频器操作 按键说明 MODE键可用于选作操作模式或设定模式 SET键用于确定频率和参数设定 增减键用于连续增加或降低运行频率,按下可改变频率 在设定模式中按下此键,可连续设定参数FWD键用于给出正转指令 REV键用于给出反转指令 STOP/RESET键用于停止运行 用于保护功能动作输出停止复位变频器 显示说明 Hz 显示频率时点亮 A 显示电流时点亮 V 显示电压时点亮 MON 监视显示模式时点亮 PU PU操作模式时点亮 EXT 外部操作模式时点亮 FWD 正转闪烁 REV 反转闪烁 操作面板
1 按MODE键改变监视状态 单次按MODE键,将一次切换到监视模式、频率设定模式、参数设定模式、运行模式、帮助模式。 2 显示 监视器显示运转中的指令 1)EXT指示灯亮表示外部操作 2)PU指示灯亮表示PU操作 3)EXT和PU灯同时亮表示PU和外部操作组合方式 注:1)按SET键超过1.5秒能把电流监视模式改为上电监视模式 2)在报警监视模式按SET键超过1.5秒能显示最近4次的错误指示 进入参数设定模式 1、更改参数P77(参数写入禁止选择)为2。 2、更改参数P79(操作模式选择):按现场实际控制方式选择。(一般设定为3-- 外部和PU组合方式设定)。 3、设定参数P1(上限频率,一般为50hz)、参数P7(加速时间)、参数P8(减速 时间)、参数P9(电子过电流保护—1.1倍电机额定电流)。升降段注意多段速
频率设定,根据端子接线情况设定是使用高P4、中P5、低P6哪两个参数设定。 4、在参数写入时应按住SET键1.5秒写入设定值并更新。 5、如在设定时依旧有问题可查找说明书的出错对策。 参数拷贝和复制 出错(报警)定义 操作面板显示 E.OC1 名称加速时过电流断路 内容加速运行中,当变频器输出电流超过额定电流的200%时,保护回路动作,停止变频器输出 仅给R1,S1端子供电,输入启动信号时,也为此显示 检查要点是否急加速运转
变频器操作说明完整版
变频器操作说明 HEN system office room 【HEN16H-HENS2AHENS8Q8-HENH1688】
S120操作说明 1、面板(BOP)操作: 1)、传动对象的选择: 面板显示屏左上角显示的数字是被激活的传动对象,对应控制单元CU320及其控制下的功率模块。 同时按“FN”和“向上”键,可以该数字闪烁,通过上下键的选择,即可显示选择的传动对象。 其中,对于1#控制单元(+Z2DKG02柜): 01代表1#控制单元CU320; 02代表整流单元; 03代表1#步进冷床前回转臂拨料机控制系统; 04代表2#步进冷床前回转臂拨料机控制系统。 对于1#控制单元(+Z2DKG04柜): 01代表2#控制单元CU320; 02代表4#链式冷床控制系统; 03代表1#链式冷床控制系统; 04代表1#步进冷床控制系统; 05代表2#步进冷床控制系统。 选择操作对象,即可对相应对象进行操作,以及查看状态等。 注意:传动对象在显示参数值时不可更改,即显示“P”或“r”时方可更改。 2)、参数的更改: 在选择好传动对象后,可以进入想要查找的参数。改变参数值,须先按动“FN”键,相应的参数位闪烁后方可通过上下键更改,按“P”键确认。 如果不能找到想要查看的参数,须回到传动对象为控制单元(即传动对象显示01),将参数P0003=3,可显示完全参数列表。 参数改动后,显示屏中“S”出现,说明参数存储区“RAM”和“ROM”不一致,此时须常按“P”键三秒钟,将参数写入ROM。 3)、故障复位: 控制单元报故障,面板上方红色故障灯点亮,需按“FN”键进行复位。 2、常用参数: r21 输出频率 r27 输出电流 r31 电机输出转矩 r61 编码器实际值 r26 直流母线电压 r2090 由自动化发送的控制字1(位显示) 由自动化发送的控制字2(速度给定) 发送给自动化的状态字1(位显示) 发送给自动化的状态字2(位显示)
丹佛斯变频器FC使用说明
使用说明 一、FC360的功能 二、FC360本机面板使用HandON 从出厂设定开始(未接控制线),首先,按【OffReset】键使变频器处于停止状态,设定参数5-12改为【0】,退出到Status状态,这时,还是【OffReset】键上的灯亮,按【OK】键,面板中心显示4位数值,设定手动频率,上下键增减,右键可窜位,设定好后,按【Handon】键计开始运行,运行过程中直接按键改变数值则立即更改输出。按【OffReset】键停止。设定的频率值将保持,再次按【Handon】键,将从运行最后的设定值。 三、FC360参数设定方法: 通用的参数设定方法:首先,按【OffReset】键使变频器处于停止状态,按【MENU】键显示OM1状态此时在按一次【MENU】键则进入菜单1模式,按上键或下键可以修改参数组号,按【OK】进入此参数组,按上下键找到你需要改的参数号,按【OK】键该设定参数值闪烁,按上下键修改参数值(功能代码),若按【ok】键保存此次修改的参数。若按【back】键则取消修改。 四、参数初始化 修改参数14-22设定为2(初始化),然后从新上电,此时报警为A80,按【OffReset】键复位后红色报警等已灭,但显示窗口仍有A80报警显示,变频器需再次从新上电。 五、参数复制到LCP面板。 修改参数0-50参数,当0-50,设为【1】所有参数到LCP,从变频器拷贝参数到面板,等待完成。 设为[2]则把面板中参数拷贝到变频器,从LCP传所有参数。 完成后参数自动改为【0】。
六、使用同步电机的设定步骤 按下表设定: 1、首先,设定1-00,1-01,1-10,及1-24,1-25,1-26(按电机铭牌) 2、电机自学习AMA,设定1-29,为【1】,按OK键,按【Handon】键,等待,
变频器在纺织行业中的应用要点
变频器在纺织行业中的应用 纺织行业属劳动密集,环境恶劣,用电量大的特点,因此实现自动化最大限度的节电是个出路。对风机、水泵、中央空调系统、空压机等选用变频器后可约有30%节电,显然是十分可观的。纺织机械中常用的有细纱机、卷线机、筒子机、染色机、定型机、粗纱机、整烫机、园盘针织机等,都可选用变频器来进行调速,这样既可一机多用,又可无级调速,速度精度高,速度值稳定,调速方便简单,对提高生产量,保证质量,减少断线,适用不同规格的生 纺织行业属劳动密集,环境恶劣,用电量大的特点,因此实现自动化最大限度的节电是个出路。对风机、水泵、中央空调系统、空压机等选用变频器后可约有30 %节电,显然是十分可观的。 纺织机械中常用的有细纱机、卷线机、筒子机、染色机、定型机、粗纱机、整烫机、园盘针织机等,都可选用变频器来进行调速,这样既可一机多用,又可无级调速,速度精度高,速度值稳定,调速方便简单,对提高生产量,保证质量,减少断线,适用不同规格的生产需要,减轻劳动强度等,确实是个无可比疑的最合理,又经济实用的方案。 我们从自动化网论坛的水泥及其它行业自动化分论坛中收集的一些关于变频器在纺织行业中应用的文章,整理成了“变频器在纺织行业中的应用”专题。希望大家多参与讨论,对我们的工作多提些意见! 通用变频器在纺织行业中的应用 纺织行业是个老的传统产业部门,大都设备较陈旧,面临技术改造任务较大,只要使用变频器后就可以少的投入,获得较好的效果,这是个现实的路子。 纺织行业属劳动密集,环境恶劣,用电量大的特点,因此实现自动化最大限度的节电是个出路。对风机、水泵、中央空调系统、空压机等选用变频器后可约有30 %节电,显然是十分可观的。 变频器在纺织机械中的应用 近年来随着纺织机械机电一体化技术水平的不断提高,交流变频调速已成为一种趋势。在大多数新开发的纺织机械产品中几乎无一例外地应用了交流异步电动机变频调速装置。 。 变频调速技术在棉纺织设备中的应用 近10年来在激烈的市场竞争中,国内外纺机厂商,采用PLC控制,变频调速,机电一体化等以电子技术更多的取代传统的机械结构,提高纺机整机的可靠性,提高纺制质量和自动化程度,扩大品种的适应性,使用操纵易便。各
ABB变频器使用说明书
一、环境条件 ?防护等级 ?IP21/UL 1:这个等级要求安装现场无粉尘,无腐蚀性气体或液体,无导电性颗粒物,例如凝露、碳粉或小金属颗粒。 ?IP54/UL 12:这个等级可以提供对气体粉尘以及各个方向的轻度溅水的保护。 与IP21/UL 1 的防护等级相比,IP54/UL 12防护等级具有以下特点: ?与IP21/UL 1 的防护等级相同的内部塑料罩。 ?不同的出风口侧塑料盖板。 ?附加一个内部风扇以改善冷却。 ?更大的外部尺寸。 ?同样的容量(不需要降容使用)。 ?环境条件 1、海拔高度 ?海拔高度在0~1000米时,输出电流=I2N 额定电流 ?海拔高度在1000~2000米时,每升高100米则P N和I2N 降容1%。 ?如果安装地点海拔高度高于2000米,请联系当地的ABB变频器。 2、环境温度 ?最低温度-15℃-不允许有结霜。 ?最高温度(fsw=1或4KHZ)为40℃。fsw指开关频率 ?如果P N和I2N 降容到90%时,允许温度为50℃. ?如果P N和I2N 降容到80%时,允许最高温度(fsw=8KHZ)为40℃。 ?如果P N和I2N 降容到65%时,允许最高温度(fsw=12KHZ)为30℃. ?温度在40~50℃之间,温度高于40℃时(fsw=4KHZ)每增加1℃,额定输出电流降低1%。实际输出电流要乘以降容因子 例如:如果环境温度是50℃,那么降容因子为 100%-1%/℃x10℃=90%或0.90 则输出电流为0.90 xI2N 。 3、相对湿度 ?小于95%(不允许结露) 4、污染级别 ?不允许有导电性粉尘存在。 ?ACS510应根据外壳防护等级安装在清洁的通风环境中。 ?冷却空气必须是清洁的,无腐蚀性气体和无导电性粉尘。 ?化学气体:Class 3C2 ?固体颗粒:Class 3S2
细纱机
后纺细纱机 在我们精纺厂的一厂和二厂有四种型号的细纱机。一厂中有上海二纺FB502、山西榆次经纬机械厂FB505、德国青泽421E。二厂主要有德国青泽450以及经纬FB505。 细纱机的主要作用:纺纱过程中把半制品粗纱或条子经牵伸、加拈、卷绕成细纱、管纱。 细纱机的组成:各种细纱机基本上都由喂入机构、牵伸机构、加拈和卷绕机构、各传动装置组成。 细纱机的主要部件毛条架、摇架、罗拉(三组)、纲领板、导纱钩、气圈环、锭子、负压装置和传动转动装置。 摇架上有皮辊、皮夹和加压装置。传动装置包括罗拉传动、纲领板传动以及锭子传动。 FB505和FB502为国产细纱机,它们的结构性能基本相似,而421E和450为进口德国机。它们的性能要高于国产机,其中450为421E的升级版。 ①FB505毛纺细纱机 适用纤维平均长度在65—100mm。 特点:窄幅(左右锭子中心距700mm) 它同样有灵活可靠的升撑结构(不用调节棘轮)能保证管纱的成形,也能适应高速锣筒机的退烧。
车头传动包括牵伸传动采用统一大模数的钢齿轮传动平稳。 纲领板、气圈环、导纱钩三路升降平衡采用重锤杠杆比平衡更有效提高平衡的稳定性。 主传动也采用同步传动。 电气装置采用可编程序控制器及变频调速运转中可显示前罗拉的速度。 ②德国青泽谁421E、450 它们的锭子传动都为龙带传动,而国产机的锭子传动为锭带传动。421E龙带传动是由一个主电机带动,同时带动640个锭子的转动。而450则是分摊在7个小功率电机上。国产机的锭带传动是一锭带带动4个锭子的转动,它同样是一个主电机带动传动杆轮,然后由它带动锭带的运动,从而带动396个锭子。 它们都是由涡轮箱、数码器(绝对数码器和增量数码器)来调节变化纲领板的高度。 纲领板的传动不管是进口机还是国产机都是采用轮带动皮带,皮带带动横杆左右滑动,然后再有杆带动上面的皮带收放运动。通过皮带的收放运动和重锤的作用一起控制纲领板、气圈环架和导钩架的升降。 在锭子的转速上,进口机还是要高于国产机,转速也更为平稳,一般在9000转/分到1200转/分,而国产机在8000
A 变频器操作说明书
1:启动 2:停机 3:激活给定参数设置4:正转 5:反转 6:故障复位 7:本地控制/远程(外部)控制 1:如何启动,停机,改变运转方向 1:按(显示状态行) 2:按(切换为本地模式:在显示屏第一 行没有字母L) 3:按(停机)4:按(启动)5:按(反向运转) 6:按(正向运转) 2:如何设置转速给定值 1:按(显示状态行)2:按(切换为本地模式:在显示屏第一行没 有字母L)3:按(进入给定参数功能)4:按(慢速改变)或者 按(快速改变)5:按()(保存给定值) 3:如何选择在显示屏幕上的实际信号 1:按(进入实际信号显示模式)2:按(选择某一行,光标选择的地 方就是你选择的地方)3:按(进入实际信号的选择功能)4:按(选择一个实际信号)或者按(改变实际信号组) 5:按(确认并返回
实际信号显示模式)或者按(取消所作选择,恢复原设置) 4:如何显示实际信号的全称 1:按保持(显示3个实际信号的全称) 2:释放(返回实际信号选择模式) 5:如何查看和清楚故障记录:注:故障或警告正在发生,则不能清楚故障记录1:按(进入实际信号显示模式)2:按(进入故障记录显示功能) 3:按(选择上条或下条故障/警告记录) 4:按(清楚故障记录) 5:按(返回实际显示信号) 6:如何显示和清楚当前故障记录 1:按(显示当前故障记录) 2:按(将故障复位) 7:如何选择一个参数并改变参数值 1:按(进入参数模式)2:按(选择一个参数组)3:按(在组内选择一个参数) 4:按(进入参数设置功能) 5:按(慢 速改变数字及文字)或者按(快速改变数字值,仅对数字)6:按(储存新的参数值)或者按(为了取消新的设置并恢复原有设置,按任意一个 模式选择键退出,并同时进入相应的模式) 8:启动向导的启动,浏览,退出 1:按(进入功能模式) 2:按(从列出项中选择一个任务
三菱变频器常见故障分析与处理办法简介
三菱变频器目前在市场上用量最多的就是A500系列,以及E500系列了,A500系列为通用型变频器,适合高启动转矩和高动态响应场合的使用。而E500系列则适合功能要求简单,对动态性能要求较低的场合使用,且价格较有优势。就三菱变频器在市场上使用最广的两款型号的一些新的故障及相应处理办法做一些 简单介绍。 OC1、OC3故障。三菱变频器出现OC(过电流故障)很多时候会是以下几方面原因造成的(现以A500系列变频器为例)。(1)参数设置问题不当引起的,如时间设置过短;(2)外部因素引起的,如电机绕组短路,包括(相间短路,对地短路等);(3)变频器硬件故障,如霍尔传感器损坏,IGBT模块损坏等。在现在的维修中,我们有时排除以上这些原因可能还是解决不了问题,OC故障仍然存在,当然更换控制板也不是解决问题的办法,这时可以考虑一下驱动电路是否存在问题。三菱A500变频器的检测电路做的相当强大,以上这些检测点只要有任何一处有问题都可能会报警,无法正常运行。除了一般性驱动电路所包括的驱动电源,驱动光耦隔离,驱动信号放大电路,还包括输出信号回馈电路等。在以前我们介绍的检测手段无法解决问题的情况下,要特别注意驱动电路是否正常,检测方向主要包括刚才介绍的三菱驱动电路的几个组成部分。 UVT故障。UVT为欠压故障,相信很多客户在使用中还是会碰到这样的问题,我们常见的欠压检测点都是直流母线侧的电压,经大阻值电阻分压后采样一个低电压值,与标准电压值比较后输出电压正常信号,过压信号或是欠压信号。对于三菱A500系列变频器电压信号的采样值则
是从开关电源侧取得的,并经过光电耦合器隔离,在我们的维修过程中,发现光耦的损坏在造成欠压故障的原因中占 有了很大的比重,这种现象在以前的变频器维修中还是不多见的。E6,E7故障。E6,E7故障对于广大用户来说一定不陌生,这是一个比较常见的三菱变频器典型故障,当然损坏原因也是多方面的。(1)集成电路1302H02损坏。这是一块集成了驱动波形转换,以及多路检测信号于一体的IC集成电路,并有多路信号和CPU板关联,在很多情况下,此集成电路的任何一路信号出现问题都有可能引起E6,E7报警;(2)信号隔离光耦损坏。在IC集成电路1302H02与CPU板之间有多路强弱信号需要隔离,隔离光耦的损坏在元器件的损坏比例中还是相对较高的,所以在出现E6,E7报警时,也要考虑到是否是此类因素造成的;(3)接插件损坏或接插件接触不良。由于CPU板和电源板之间的连接电缆经过几次弯曲后容易出现折断,虚焊等现象,在插头侧如果使用不当也易出现插脚 弯曲折断等现象。以上一些原因也都可能造成E6,E7故障的出现。开关电源损坏。开关电源损坏也是A500系列变频器的常见故障,排除掉以前我们经常提到的脉冲变压器损坏,开关场效应管损坏,启振电阻损坏,整流两 极管损坏等一些因素外,常见的损坏器件就是一块M51996波形发生器芯片了,这是一块带有导通关断时间调整,输出电压调节,电压反馈调节等多种保护于一体的控制芯片。较容易出现问题的地方主要有芯片14脚的电源,调整电压基准值