重机781平头锁眼机在锁扣眼时出现落刀现象的解决方法

重机781平头锁眼机在锁扣眼时出现落刀现象的解决方法
首先要了解一下重机LH-781平头锁眼机切刀的工作原理。
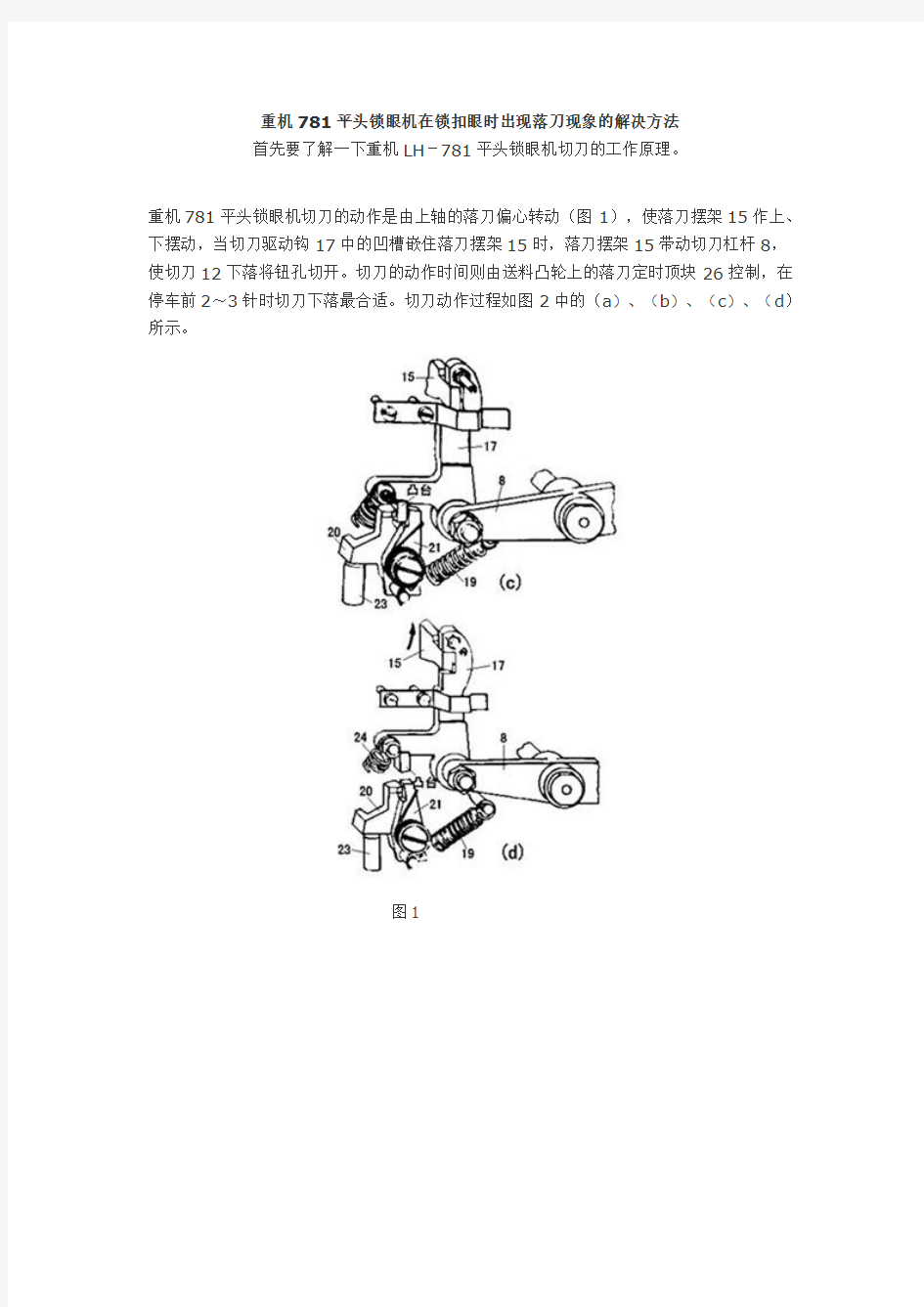
重机781平头锁眼机切刀的动作是由上轴的落刀偏心转动(图1),使落刀摆架15作上、下摆动,当切刀驱动钩17中的凹槽嵌住落刀摆架15时,落刀摆架15带动切刀杠杆8,使切刀12下落将钮孔切开。切刀的动作时间则由送料凸轮上的落刀定时顶块26控制,在停车前2~3针时切刀下落最合适。切刀动作过程如图2中的(a)、(b)、(c)、(d)所示。
图1
图2
⑴当送料凸轮上的落刀定时顶块26的斜面使落刀顶杆23向上顶时,推动驱动爪20顺时针转动,切刀驱动钩17的凸部被拉向落刀顶块21的顶部[图2(a)]。
⑵落刀顶杆23下降,落刀顶块21逆时针转动,切刀驱动钩17的凸部开始进入驱动爪20和落刀顶块21的空间,同时切刀驱动钩17的凹槽接近落刀摆架15[图2(b)]。
⑶落刀顶杆23继续下降,切刀驱动钩17的凸部完全进入驱动爪20和落刀顶块21的空间,凹槽嵌住落刀摆架15[图2(c)]。
⑷落刀摆架15向上摆,带动切刀杠杆8,使切刀12下落,将钮孔切开[图2(d)]。
⑸切刀下落之后,落刀摆架15又压着切刀驱动钩17向下摆动行程的1/3,使切刀从缝料内拔出。此时,切刀驱动钩17的凸部落到驱动爪20上,迫使切刀驱动钩17的凹部离开落刀摆架15,同时切刀杠杆8在拉簧7(图1)的作用下复位。
检查时,首先要将高、低速调整清楚,保证切刀在停车前2~3针时下落,换句话说,落刀一定要在停车前低速过程进行,在此前提下,根据上述切刀的工作原理,不难发现问题应该出在切刀下落之后,落刀摆架15压着切刀驱动钩17向下摆动到行程的1/3,切刀从缝料内拔出时,切刀驱动钩17的凹槽没有与落刀摆架15脱开[图2(a)]。
此时,切刀驱动钩17的凸部落到驱动爪20上,迫使切刀驱动钩17的凹部离开落刀摆架15,同时切刀杠杆8在拉簧7的作用下复位。检查落刀摆架15压着切刀驱动钩17向下摆动到行程的1/3时,落刀定时顶块26是否使落刀顶杆23向上顶,推动驱动爪20转动,再推动切刀驱动钩17的凸台,使落刀摆架15从切刀驱动钩17的凹部脱开。
刀驱动钩17的凹部脱开。
现在产生连续落刀,问题应该就出在这里:
1.检查落刀定时顶块相位是否正确,
2.扭簧力量是否偏弱,
3.各铰链部位转动是否灵活,
只要对有关部位进行相应的调整,保证落刀摆架15压着切刀驱动钩17向下摆动到行程的1/3时,落刀摆架15从切刀驱动钩17的凹部脱开问题即可解决。
技术支持《中外缝制设备》
平头锁眼机调整部位的图示位置
781平头锁眼机的调整 01-1、停车时间调整。 01-2、摇动手柄,在听到切刀下切声音后翻到机头,此时送料曲柄应停在大曲道盘凹槽的最凹处;停车勾块尖与停车当块尖对齐;如果需要调整旋松相应的螺丝分别归位后拧紧螺丝。
01-3、在停车位置时两止动勾块垂直方向应该有—1.0mm间隙,如果需要调整旋松勾块螺丝调整到位后拧紧螺丝。 01-4、拉动止动架,使止动架与止动轮之间应有7mm的间隙,如果没有7mm间隙旋松止动勾螺丝,水平方向调整到位后拧紧螺丝。
01-5、止动架缓冲簧螺杆应有10mm丝杆外露,以保证缓冲力,如果需要调整可拧动缓冲簧螺母。 02-1、皮带勾的调整,旋松皮带勾两颗固定螺丝,使皮带勾在高速和低速时,分别处在高速轮和空转轮相应的位置上。
03-1、扭孔机构调整,松开调节螺丝的螺母,在扭孔尺标槽内左右移动,压脚、送料板不能有移动,如果需要调整翻到机头。 03-2、在停车位置(送料曲柄的滚珠运行至大曲道大盘最凹槽处)旋松送料轴固定螺丝、送料板螺丝。
03-3、翻正机器摇动针距调节螺丝,使送料板、压脚都不再有移动想象,把压脚前边缘移动到距离机针2.5mm处,翻到机头固定,拧紧送料轴固定螺丝、送料板螺丝。 04-1、安装上机针、切刀,拆下送料板。
04-2、旋松四颗针板固定螺丝,降下机针,前后、左右移动针板,使机针位于针板孔中央位置,按下切刀使切刀落下后处刀槽中间两边位置相等,拧紧四颗针板固定螺丝。 05-1、切刀动作调整,摇动手柄在切刀动作勾靠上切刀驱动柄时;转动皮带轮,在动作勾勾住驱动柄时,调整动作勾限位螺丝,使动作勾与驱动柄上下有—1.0mm间隙。
781平头锁眼机的维修与调整
781平头锁眼机的维修与调整 1、针杆、挑线、勾线机构 针杆与旋梭的配合 ①当针杆下降至下死点时,针杆下平面至针板上平面的间距为13.6mm。 ②当针杆由下死点回升约2.2~2.6mm时,旋梭尖勾线,梭尖与机针中心相交。 ③此时,梭尖高于针孔上面为1.2~1.6mm。 ④同时,梭尖与机针间隙为0.05~0.1mm。 调节顺序 ①确定针板高度、梭尖勾线、梭尖与机针间隙; ②注意机针在左右针位时的高低位置不同,所以一定要使机针在任何位置均能顺利形成线环并被梭尖勾线。 2、针摆、套结、复位机构 ⑴机针的摆动应在机针退出缝料后到刺入缝料前进行,一般调节至开始摆动到摆动结束时针尖距离针板的间距一样;调整方法:将机针降至下死点,旋松针摆小齿轮,并轻转小齿轮,使针摆凸轮的最大半径转到最右边。 ⑵针在右基线落针时应落在针板孔中心;调整方法:将针降至下死点,旋松摆杆上的螺钉,拨动摆杆,使之落在中心。 ⑶在机头右侧有4个螺钉(2个水平、2个垂直),其中2个水平螺钉分别调节左右基线,也就是调节两横列中间空隙的间距的大小;2个垂直螺钉调节横列宽度下面的主调节套结的宽度。 ⑷左右横列中间间距一般调整为0.5mm左右,过小有可能切断横列线,过大会出现毛刺。 ⑸适当调节紧固螺钉,否则会发生间距变大、横列变宽、套结变宽等现象。 3、送料、压脚、松线机构 送料凸轮 ⑴运动路线 上轴转动——带动钮孔针数变换主、副齿轮——送料凸轮传动齿轮——带动送料凸轮动作。 ⑵送料凸轮上有 ①一凹槽带动滚珠、从动杆等送料,停车时,滚珠落在心形凹部正中。 ②一半凸起、一半平的圆轨道,目的是左右横列位移。 ③2个松线顶块,目的是使前面套结时,下夹线器张开松线。 ④2个套结顶块,为了打2个套结。 ⑤一个落刀定时顶块,目的是为了选择最佳落刀时机。 ⑥下部有低速停车顶块,目的是为了缝纫即将结束时产生低速,最后停车。 ⑶2个夹线器 ①上夹线器:工作时(横列套结)均夹紧,只有停车时松开,目的是为了让打线杆拉出一部分线。开机时,因长拉杆拉动锁紧钩,使锁紧钩上连着的连杆松线曲柄、上夹线挺杆从平面上落入斜面上,使之夹紧工作。停机时,长拉杆推动锁紧钩,使之松开。 ②下夹线器:横列工作时夹紧,套结时松开,原因是因横套结时摆幅突出增大,减轻线张力,避免套结时断线,停车时,一般也调为松开,但起针一针必须落下,目的是为了防止起针时脱线,可调节2个松线线顶块。 ⑷调节顺序及配合 ①停车时,滚珠落在心形凹槽正中。 ②手摇送布手柄时,注意第1套结顶块一开始顶,第1松线顶块也开始顶。 ③第2套结刚走完,第二松线顶块也完成,但未落下,一开机即落下夹紧。
重机781平头锁眼机在锁扣眼时出现落刀现象的解决方法
重机781平头锁眼机在锁扣眼时出现落刀现象的解决方法 首先要了解一下重机LH-781平头锁眼机切刀的工作原理。 重机781平头锁眼机切刀的动作是由上轴的落刀偏心转动(图1),使落刀摆架15作上、下摆动,当切刀驱动钩17中的凹槽嵌住落刀摆架15时,落刀摆架15带动切刀杠杆8,使切刀12下落将钮孔切开。切刀的动作时间则由送料凸轮上的落刀定时顶块26控制,在停车前2~3针时切刀下落最合适。切刀动作过程如图2中的(a)、(b)、(c)、(d)所示。 图1
图2 ⑴当送料凸轮上的落刀定时顶块26的斜面使落刀顶杆23向上顶时,推动驱动爪20顺时针转动,切刀驱动钩17的凸部被拉向落刀顶块21的顶部[图2(a)]。 ⑵落刀顶杆23下降,落刀顶块21逆时针转动,切刀驱动钩17的凸部开始进入驱动爪20和落刀顶块21的空间,同时切刀驱动钩17的凹槽接近落刀摆架15[图2(b)]。 ⑶落刀顶杆23继续下降,切刀驱动钩17的凸部完全进入驱动爪20和落刀顶块21的空间,凹槽嵌住落刀摆架15[图2(c)]。 ⑷落刀摆架15向上摆,带动切刀杠杆8,使切刀12下落,将钮孔切开[图2(d)]。 ⑸切刀下落之后,落刀摆架15又压着切刀驱动钩17向下摆动行程的1/3,使切刀从缝料内拔出。此时,切刀驱动钩17的凸部落到驱动爪20上,迫使切刀驱动钩17的凹部离开落刀摆架15,同时切刀杠杆8在拉簧7(图1)的作用下复位。 检查时,首先要将高、低速调整清楚,保证切刀在停车前2~3针时下落,换句话说,落刀一定要在停车前低速过程进行,在此前提下,根据上述切刀的工作原理,不难发现问题应该出在切刀下落之后,落刀摆架15压着切刀驱动钩17向下摆动到行程的1/3,切刀从缝料内拔出时,切刀驱动钩17的凹槽没有与落刀摆架15脱开[图2(a)]。
平头锁眼机维修的几个定位要点专用机经验集
平头锁眼机维修的几个定位要点 平头锁眼机是专门用于缝制钮孔的设备。它除了具备普通缝制设备中最基本的机构外,还增加了摆针及变位机构、切刀机构、剪线机构以及制动变速控制机构等。目前,国内最常见的平头锁眼机基本结构大致分为两大类,以重机761、781为特征的机型,如大连GI3-1、上工GF108等,其主控制大盘(曲线轮)水平摆放机座下部;以兄弟814、816为特征的机型,如标准GT670、华南GI6-1,其主控制大盘垂直摆放机座中间,缝锁顺序有由左向右和由右向左的区别。 了解并掌握平头锁眼机最基本的调试定位要点,对于设备出现故障时能作出准确的分析,调试定位,提高工作效率,无疑是维修这类设备的前提。 1刺布机构的定位平头锁眼机的针杆在缝制过程中,除了做上下运动外,还要作横向摆针运动,在摆针和变位机构的作用下,使直针能在针板孔的不同位置上刺入缝料,实现左横列、右横列、前后套结,以形成完整的钮孔缝制。针杆高度、摆针时间、针位定位在刺布机构定位过程中的重要性。 1.1 针杆高度定位针杆高度定位在缝制设备调试中非常重要,许多调试工作都是以它为基准。高度是否合理,与缝制效果好坏和故障率的高低都有直接关系。一般的方法是:按要求装上机针,取左横列右针位或右横列左针位(图1 a),用手转动机器使针杆下降至最低位置,测针杆下端距针板平面之间的尺寸(重机781约11.9mm,兄弟814约13.5mm)。这个参数对于不同的机型,或同机型缝制面料差异太大的产品,定位时都会有所不同。在实际调试工作中,为满足缝料类别和特殊产品缝制需要,就是同一型号的设备,针杆高度还可适当提高或降低一些,弹性、软缝料针杆宜下降些,厚、硬缝料针杆宜上升些,再加上勾线机构的配合,会使缝制效果得到提升。针杆高度尺寸变化应当控制在标准值±1mm 内为好。图1 1.2 摆针时间定位针杆的横向摆动是形成左右横列、前后套结和钮孔状态的必要条件。针杆摆动发生在什么时候尤其重要,一般错误会影响机器故障不断,严重错误致使机器无法工作。针杆摆动的时间要求是:机针上升离开缝料后开始,刺入缝料前结束。常规调试是以直针最高位置为中点,摆针时间两边均分。若以针杆最高点为参照,把针杆的摆动时间2/3留在机针退出缝料后上升一侧,1/3摆动部分留在针杆下降一侧较为理想。因为在直针下降过程中,尽早结束针杆摆动,使机针在稳定状态下刺入缝料,有利于线环的形成,便于梭尖准确勾住直针线环。同时针杆上升过程中的摆动适当提前,可降低缝线与机针的摩擦,对缝制非常有利。摆针时间的控制和调整,761、781类设备由机座下面的摆针凸轮控制,它的标准位置是当机针处于最高点时,针摆大齿轮上的刻线与下轴中心线一致。无定位刻线的设备调试时按需要找准摆针时间定位点后拧紧螺钉。814、81 6类设备由机座左侧上部的摆针控制凸轮控制,按需要进行调整。 1.3 针位定位针杆在摆针及针位控制机构作用下,确定机针刺入针板孔的不同位置。在送料机构的配合下完成钮孔缝制。无论左、右横列和前后套结,它们都是以针板切刀槽为中心左右合理分布的(压脚也是如此),定位时先确定摆针横列宽度后再分别进行左基线、右基线、套结宽度。其要求是:以针板切刀槽为中心,左横列右针落针点略偏左,右横列左针落针点略偏右(图1a-a),套结宽度(图1b-b)控制在左横列左针和右横列右针位置以内,相关部位的调整和定位,可参照使用说明书进行。此外,机针下降和摆针落点位都不得与针板孔相碰擦,不得与压脚相碰擦,都应留有不小于0.5mm的安全距离。针位位置变化
JAKE781服务手册
JK-T781服务手册(A版) 中国杰克缝纫机有限公司
技术指标规格参数: 技术特点:
二、标准调整值 1、针杆的高度: 调整要求: 针杆在最低点时,针杆的下端面与针板的上平面的距离为11.9mm。 调整方法: (1)可将附件中的定位标尺放入针杆与针板中间,放松针杆紧固螺丝进行调整。 注意:此时机针应落在针板容针孔的中心。 (2)定位尺一栏表
作用: 主要是确定针杆的最低点,而缝制弹性布料时将针杆降低可增大线环,纠正弹性布料缝制时的不稳定。 调整值变化时的现象: 缝制弹性布料时,将针杆少许比标准值下降时,效果较好。 2、针与旋梭的配合: 调整要求: 针杆由最下点回升2.3mm时,旋梭尖与机针的中心应一致,并距离针眼上端为1.6~1.8mm;针与旋梭尖的侧向间隙为0.05mm左右。 调整方法: (1)在针杆由最下点开始上升的状态下将定位标尺的2端放入针杆与针板之间,然后放松旋梭套筒的固定螺丝进行调节。 (2)此时将机针与旋梭尖的侧向间隙调节为0.05mm左右,另外试向左右摆动检查,此间隙都不能相碰。 (3)此时将旋梭定位勾与旋梭的间隙调为0.5mm,放松旋梭定位勾的螺丝
进行调节。(使线能顺利地通过) 作用: 针杆从最低点向上回升1.8mm时,因针线和面料的摩擦在针背部线环扩大,以便让旋梭尖顺利进行勾线套线动作。 调整值变化时的现象: (1)缝纫弹性布料时,将旋梭对机针的配合时间少许放慢,效果较好。(旋梭尖与针眼上端的距离约为1.0mm左右) (2)双反面缝(即三角针)的场合,提早旋梭的配合时间则缝制时山头缝迹会变好,反之放慢旋梭的配合时间则跳针现象减少但山头缝迹要变紊乱。 3、基线调节柄的配合(调节切刀落点左右振幅平行部的间隙) 调整要求: (1)左侧平行部的位置:左基线调节螺丝的下端与基线调节柄的上平面距离为10mm,露出基线调节柄下平面约1mm。 (2)右侧平行部的位置:右侧基线的调节,应根据平行部振幅的大小调节至A=B位置。
平头锁眼机断线问题如何解决
平头锁眼机断线问题如何解决 平头锁眼机是服装厂常用设备之一,机器长时间使用难免会出现各种各样的故障。怎样维护好机器及发现和排除机器故障,是维修人员最头痛的事,这要求维修人员不仅要了解和掌握机器的结构原理,还必须善于分析故障产生的原因和掌握故障排除的方法,才能保证机器的正常运行。 断线是机器在缝纫过程中最常见的故障之一,产生断线的原因很多,如:有操作工使用不当;由于维修不当致使机器的有关位置搞错;机器长期使用造成零件磨损等,都可能会造成在正常缝纫过程中出现断线故障。 重机781平头锁眼机正常缝纫时,由低速转向高速缝纫,或者是加固缝和改变缝制针位时,往往容易发生断面线的故障。造成正常缝纫中断面线故障的原因很多,下面笔者分别分析该机在正常缝纫中断面线故障的原因及几点维修窍门。 窍门1检查底线、面线的张力调整是否合适 检查底线、面线的张力调整是否合适。缝线的张力要根据缝料的差别、缝线的粗细及其他一些因素而改动。如果仅根据某种缝料、缝线就可以定出缝纫的张力,那是十分困难的。在实际使用中,笔者都是依据缝纫出来的线迹来调节底面线的张力,一般底线在60g~80g 之间,面线在120g~200g之间,才能得到正常的线迹。 窍门2关注旋梭的质量问题 旋梭的质量是影响缝纫性能好坏的关键,出现断面线的故障与旋梭的质量有直接的关系。检查方法:首先,取下旋梭,用手轻轻转动旋梭,一般转动轻滑,无明显的响声,轴向、径向间隙都很小,说明旋梭质量好。旋梭尖往往会被机针扎毛,长时间使用的旋梭尖会变钝,如果旋梭尖扎发毛,可用细砂纸处理毛刺,而变钝的旋梭尖可用油石修磨,再用汽油清洗干净。其次,检查旋梭过线的各个部位有无毛刺,如果过线不流畅,可用修磨、研磨等方法解决,否则会使面线拉毛或轧断造成断线故障。旋梭经过修磨后,必须进行清洗,装配好后,加点机油,使其转动灵活后,按要求装在下轴上,用手转动上轴皮带轮试缝一下,并检查面线经过旋梭和梭壳底缺口下方有无受阻现象。若有受阻现象,那么我们要合理地修磨,利于过线轻滑。 窍门3检查机针和缝线的配合是否适宜 检查机针和缝线的配合是否适宜,特别是缝线的选择,一定要按使用说明书中规定的要求,即面线用左旋线,底线用左、右旋线均可。 窍门4检查机针是否弯曲、变形,针尖是否变毛、变钝,针孔是否有毛刺